1
Изобретение относится к сварочному производству и может быть использовано в тех отраслях машиностроения, которые связаны с изготовлением сварных титановых трубопроводов, в частности труб, отличаюшихся толщиной стенки и диаметрами.
Известен способ сварки труб, по котором одну трубу устанавливают в другую, образуя нахлесточное соединение, которое затем
оплавляют ij .
Однако известный способ не обеспечивае получение соединений без дефектов, равнопрочностных с основным металлом, способных удовлетворительно работать при знакопеременных нагрузках,
Целью изобретения- является получение сварньтх соединений на разнотолшиннь1х трубных заготовках без дефектов, обеспечение их равнопрочности с основным металлом, повыш«1ие выносливости при вибрационных нагрузках.
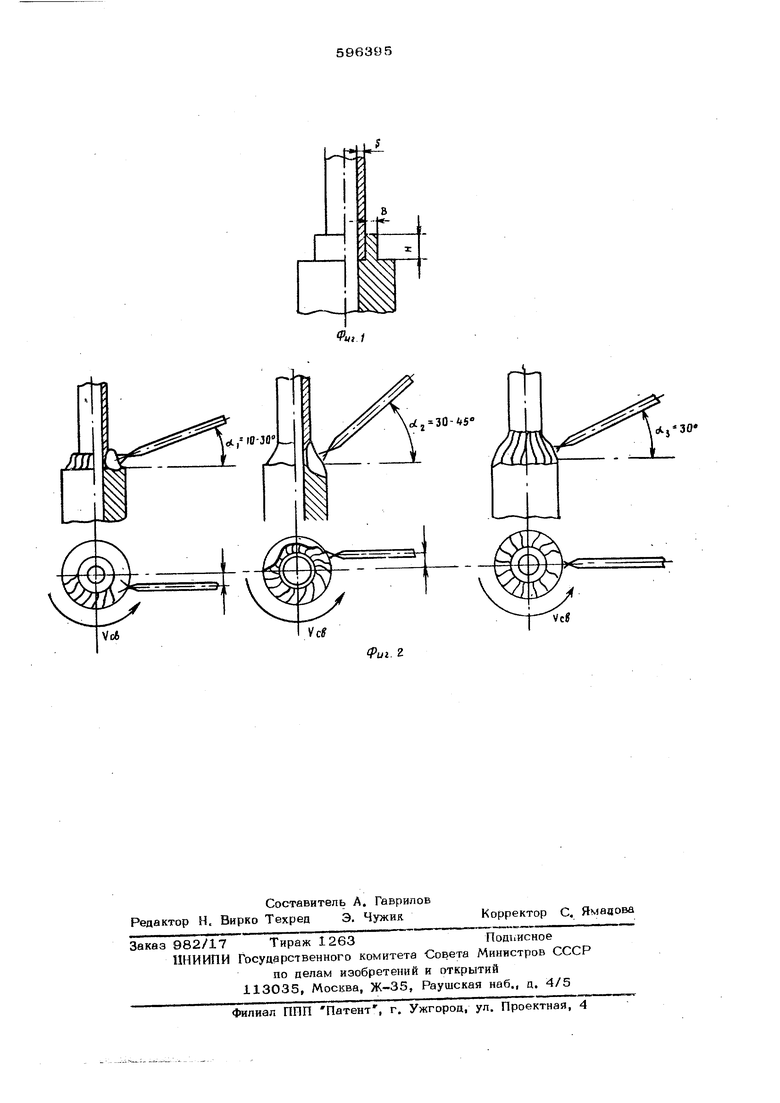
Эта цель достигается тем, что на трубной детали большего диаметра и большей толщины выполняют ступенчатую площадкообразную проточку со следующими размерами :
H(,5)S ;
B(l4.1,2)6,
где Н - высотй (длина) проточки S тблшина стенки трубы меньшего диаметра} В -, толщина оставшейся части кромки после проточки, а оплавление производят при двух оборотах трубы, располагая eJ вертикально, причем на первом обороте электрод устанавливают углом назад , а на втором углом вперед с оцковременнь1М изменением угла наклона электрода в вертикальной плоскости.
На фиг. 1 представлено подготовленное к сварке соединение; на фиг. 2 - последовательность выполнения сварного шва.
Сварка переходных соединений труб диаметром 6-14 мм производится в горизонтальном положении шва на автомате, пентрирующее устройство которого обеспечивает точную соосную установку свариваемых трубньтх элё ментов в вертикальном положении. Электрической схемой и рабочими механизмами автомата осу1яествляется управление движением
неплавяшегося электрода по специальной циклограмме и тем самым регулируется процесс ;расплавления,, кристаллизации и формирования металла сварного шва.
Введение специальной циклограммы вызва но особенностями выполнения сварного шва с новой формой подготовки кромок и учета механического воздействия дуги на расплавленный i металл сварочной ванны.
Для изменения направления механического воздействия сварочной дуги на сварочную ванну электрод перемещается в период сварки в вертикальной и горизонтальной плоскостях по следующей схеме: на первом обороте электрод устанавливают углом назад и этим достигают равномерное проплавление за счет брлее интенсивного оттеснения давлением; дуги жидкого металла из района действия активного пятна.
На втором обороте сварку производят в положении электрода углом вперед и происходит внешнее формирование шва, В период плавного гашения дуги вольфрамовый электрод располагается в нейтральном положении под :прям1.1М углом к зеркалу
ванны и вьтолняется окончательная отделка поверхности шва и заделка кратерав
Одновременно с изменением положения вольфрамового электрода в горизонтальной плоскости изменяется угол наклона его в вертикальной плоскости, что позволяет производить сварку с движением конца электрода и сварочной дуги в период вращения сварочной головки вокруг трубного элемента в прямой зависимости от процесса кристаллизации жидкого металла сварочной ванны и формиро вания -шва,
Пример, Осуществляли сварку труб. Толщина стенки трубы меньшего диаметра . равна 1,2 мм, сила сварочного тока 45-50 а, толщина бурта 1,2-2,25 мм). .
Использование предлагаемого.способа автоматической сварки трубных элементов по сравнению с существующими способами ручной и автоматической сварки дает следующие преимущества;
а) повышается производительность сварочных работ при изготовлении трубньпс элементов для теплообменных аппаратов и других изделий;
б)значительно экономится дорогостоящий сварочный материал (агон и присадочная проволока из титанового сплава)j
в)повышается качество сварных соединений;
г)повышается работоспособность конструкций в условиях вибрационных нагрузок и повышенных температур.
Все эти преимущества обуславливаются улучшением формирования сварных швов переходных соединений, вследствие чего снижаются концентрации напряжения в местах перехода от шва к трубной детали.
Формула изобрете ни я
.
Способ сварки труб из титана, прикотором одну трубу устанавливают в другую, образуя j нахлесточное соединение, которое затем оплавляют, о т л ..и ч а ю щ и и с я тем, что, с целью получения сварных соединений на разнотолщинных трубнь1х загс товках без дефектов, обеспечения их равно- прочности с основным металлом, повышения вьшосливости при вибрационных нагрузках путем улучшения формы сварного шва, на трубной детали большего диаметра й- большей толщины выполняют ступенчатую площадкообразную проточку со следующими размерами
Н(2.2,5)3|
В(1-1,2)&, где Н - высота (длина-) проточки;
S - толщина стенки трубы меньшего
диаметра; В - толщина оставшейся части кромки
после проточки,а оплавление производят при двух ;оборотах трубы, располагай eei вертикально, причем на первом обороте электрод устанавливают углом назад , а на втором - углом вперед с однрвременным изменением угла наклона электрода в вертикальной плоскости.
Источники информации, принятые во внимание при экспертизе:
1. Сегаль С. А., Аргоно- уговая сварка неповоротных монтажных стыков тонкостенных трубопроводов из стали Х18Н10 Т Сварочное производство, 1969, № 8, с, 46,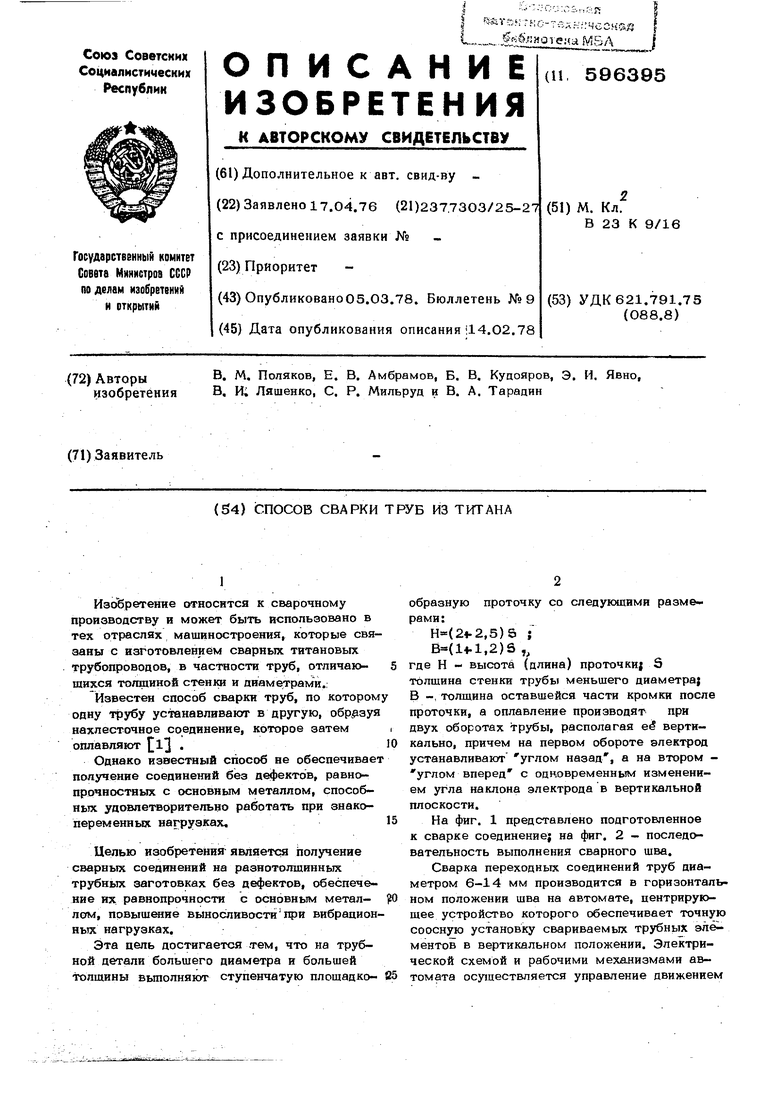
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки нахлесточного эллипсного соединения труб | 1983 |
|
SU1106619A1 |
| Способ дуговой сварки труб | 1980 |
|
SU903039A1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1982 |
|
SU1097463A1 |
| Способ приварки труб к трубным решеткам | 1983 |
|
SU1140916A1 |
| Способ электродуговой сварки труб с трубными решетками | 1977 |
|
SU737170A1 |
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
| Способ сварки неповоротных стыков частей магистрального трубопровода (варианты) | 2017 |
|
RU2696629C2 |
| Способ импульсной аргонодуговой сварки с шаговым перемещением неплавящихся электродов | 1985 |
|
SU1379036A1 |
| Способ дуговой сварки в защитных газах в узкую разделку с поперечными колебаниями электрода | 1986 |
|
SU1323288A1 |
| Способ сварки труб с трубной доской | 1978 |
|
SU893472A1 |