Изобретение относится к резинотехническим изделиям, в частности к резинокордным оболочкам, заполненным рабочей средой под давлением, и может быть использовано в машиностроении, а именно в резинокордных амортизирующих конструкциях для повышения долговечности, герметичности и надежности их работы.
Известен способ герметизации бортов резинокордных оболочек (РКО), заключающийся в однократном обжатии бортов с помощью фланцев и болтов (И.А. Трибельский. Бортовые соединения резинокордных конструкций: расчетно-экспериментальные методы проектирования: Монография / Омск: Изд-во ОмГТУ, 2011 - С.109-110).
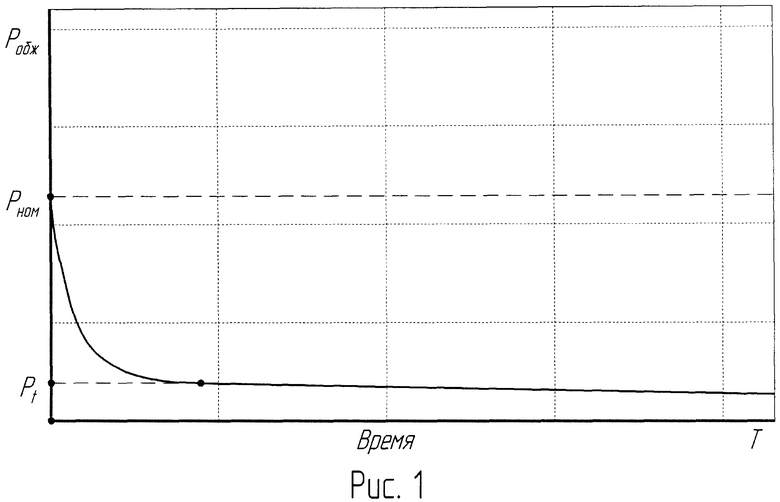
После первого обжатия бортов происходит быстрое (в течение первых двух-трех недель эксплуатации) весьма значительно снижение усилий обжатия бортов, которое обусловлено главным образом прохождением процессов быстрой физической релаксации резин бортов, сопровождающихся выборкой технологических микрополостей и неплотностей материала в области борта. В дальнейшем начинают преобладать гораздо более медленные процессы химической релаксации резин борта. В качестве примера на рисунке 1 показан характерный график изменения во времени усилия обжатия борта РКО.
Недостаток данного способа герметизации заключается в том, что борт не обеспечивает длительной герметичности соединения, т.к. имеет место большое снижение усилия обжатия бортов на начальном этапе эксплуатации (Pt<<Рном, рис.1).
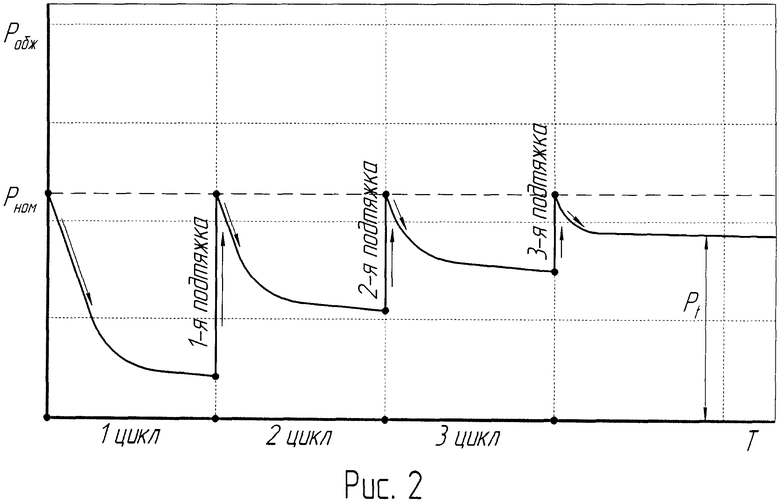
Наиболее близким по технической сущности и достигаемому техническому результату - прототипом является способ герметизации бортов резинокордных оболочек (И.А. Трибельский. Бортовые соединения резинокордных конструкций: расчетно-экспериментальные методы проектирования: Монография / Омск: Изд-во ОмГТУ, 2011 - С.110-112), включающий одну или несколько дополнительных повторных подтяжек борта с помощью болтов крепления до номинального усилия. Схема такого процесса приведена на рисунке 2. В этом случае мы получим небольшое снижение первоначального обжатия борта (Pном≈Pt, рис.2).
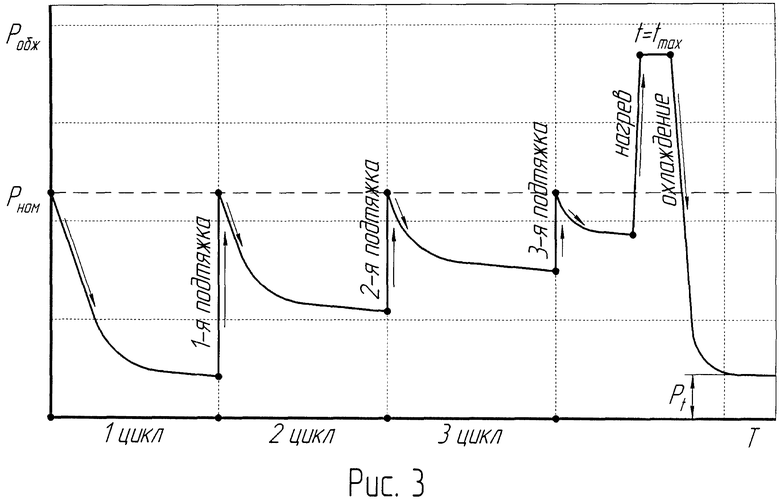
Недостатком данного способа герметизации является то, что при непостоянной температуре эксплуатации в результате воздействия повышенной температуры происходит резкое снижение усилия обжатия. Данное явление обусловлено тем, что борт РКО окружен с 3-х сторон металлическими фланцами и поэтому при нагревании резинокордному массиву практически некуда расширяться и он уплотняется, заполняя микропоры и технологические неплотности, что приводит при охлаждении к значительному падению усилия обжатия.
Схема такого процесса приведена на рисунке 3, из которого видно, что усилие обжатия Pt после нагрева борта до температуры tmax и охлаждения будет много меньше первоначального усилия обжатия Pном (tmax - максимальная температура эксплуатации). Данное явление подтверждается многочисленными экспериментальными данными.
Задачей предлагаемого изобретения является устранение указанного недостатка, техническим результатом которого будет повышение герметичности бортов РКО.
Указанный технический результат достигается за счет нового способа герметизации бортов РКО, заключающегося в первоначальном обжатии бортов с помощью фланцев и болтов и последующих подтяжках одним или несколькими циклами в период продолжительностью до 60 суток от первоначального обжатия, причем каждый цикл включает в себя нагрев оболочки вместе с фланцами до температуры не более 200°С, выдержкой при этой температуре до 10 суток, последующим охлаждением бортов с фланцами до температуры 10-40°С, подтяжкой болтов, обеспечивающих обжатие в пределах от 50 до 200% от первоначального усилия обжатия.
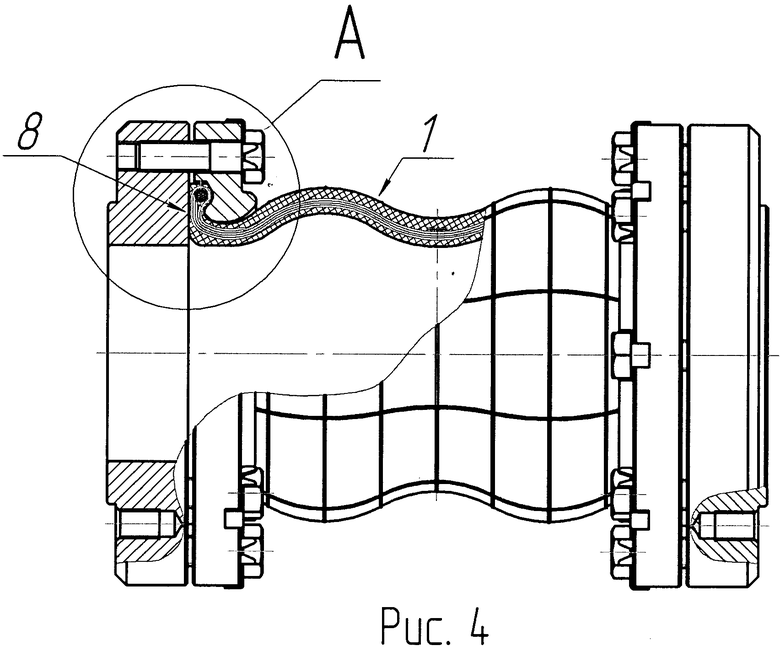
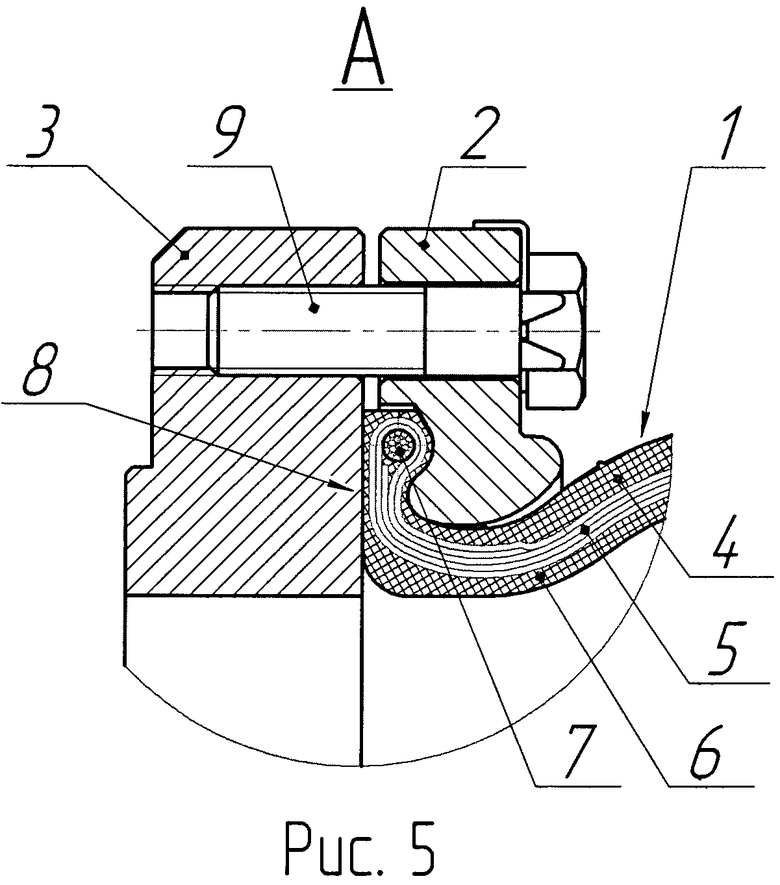
Сущность изобретения поясняется чертежами на рис.4, 5 и схемой на рис.6.
На рисунке 4 показан, в качестве примера, резинокордный двухгофровый патрубок, состоящий из резинокордной оболочки 1, фланцев крепления борта 2, 3 и болтов 9. РКО содержит слои корда 5, покровную 4 и герметизирующую 6 резины. Слои корда обвернуты вокруг металлического бортового кольца 7. В процессе монтажа борт РКО обжимается с помощью фланцев 2, 3 и болтов 9.
При работе внутрь патрубка подается рабочая среда (например, вода) под давлением. В процессе эксплуатации в результате протекания релаксационных процессов происходит ослабление усилия обжатия бортов и может произойти разгерметизация, при этом рабочая среда может выйти из патрубка в области обжатия борта 8.
На рисунке 6 показана схема предлагаемого способа герметизации борта включающая в себя несколько циклов подтяжек бортов после нагрева до максимальной температуры эксплуатации. В результате величина конечного усилия обжатия Pt получается близкой к величине начального усилия обжатия Pном.
Указанные в формуле изобретения числовые параметры - это максимально возможные значения параметров, присущие резинокордным композитам. Так, например, 60 суток - максимальное время прохождения процессов физической релаксации в композите при температуре ≈20°С, 200°С - максимальная рабочая температура эксплуатации РКО, определяемая термостойкостью резины; 10 суток - максимальное время прохождения основной фазы процессов быстрой физической релаксации при повышенной температуре, 10-40°С - средняя температура эксплуатации патрубка, 50-200% от первоначального усилия - это принятый диапазон усилий подтяжки бортовых соединений.
Предложенный способ герметизации бортовых соединений РКО различных конструкций используется на ФГУП «НПП «Прогресс» и хорошо зарекомендовал себя на практике. Способ внесен в технологическую документацию на изготавливаемые предприятием резинокордные патрубки.
Использование предлагаемого изобретения позволяет повысить надежность и долговечность эксплуатации резинокордных оболочек в условиях действия переменных температур эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГЕРМЕТИЗАЦИИ БОРТОВ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2015 |
|
RU2603689C1 |
| РЕЗИНОКОРДНЫЙ ЭЛЕМЕНТ | 2010 |
|
RU2448296C1 |
| УСТРОЙСТВО КРЕПЛЕНИЯ ОБОЛОЧЕК ВРАЩЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2614449C2 |
| РЕЗИНОКОРДНЫЙ ЭЛЕМЕНТ | 2006 |
|
RU2322630C1 |
| Виброизолирующее устройство | 2021 |
|
RU2771403C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНЕНИЯ МЕЖДУ ПОДВИЖНЫМИ ОТНОСИТЕЛЬНО ДРУГ ДРУГА ЭЛЕМЕНТАМИ, ПРЕИМУЩЕСТВЕННО В ФОРМЕ ТРУБ | 2004 |
|
RU2279009C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК И СПОСОБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2688602C1 |
| УСТРОЙСТВО КРЕПЛЕНИЯ АРМАТУРЫ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ | 2013 |
|
RU2547209C1 |
| РЕЗИНОКОРДНЫЙ ПАТРУБОК | 2006 |
|
RU2311582C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2010 |
|
RU2455163C1 |
Изобретение относится к резинотехническим изделиям, в частности к резинокордным оболочкам (РКО), заполненным рабочей средой под давлением, и может быть использовано в машиностроении, а именно в резинокордных амортизирующих конструкциях для повышения долговечности, герметичности и надежности их работы. Техническим результатом изобретения является повышение герметичности бортов РКО. Способ герметизации бортов РКО заключается в первоначальном обжатии бортов с помощью фланцев и болтов и последующих подтяжках одним или несколькими циклами в период продолжительностью до 60 суток от первоначального обжатия. Причем каждый цикл включает в себя нагрев оболочки вместе с фланцами до температуры не более 200°C, выдержку при этой температуре до 10 суток, последующее охлаждение бортов с фланцами до температуры 10-40°C и подтяжку болтов, обеспечивающих обжатие в пределах от 50 до 200% от первоначального усилия обжатия. 6 ил.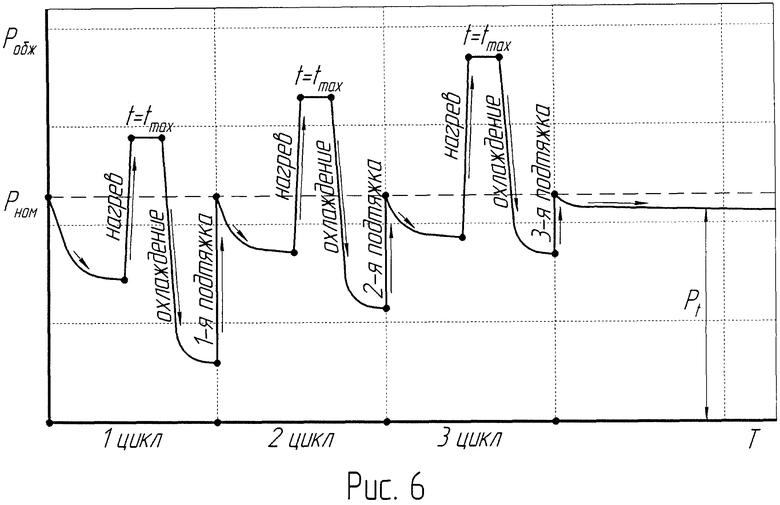
Способ герметизации бортов резинокордных оболочек, заключающийся в первоначальном обжатии бортов с помощью фланцев и болтов и последующих подтяжках одним или несколькими циклами в период продолжительностью до 60 суток от первоначального обжатия, отличающийся тем, что цикл включает в себя нагрев оболочки вместе с фланцами до температуры не более 200°C, выдержкой при этой температуре до 10 суток, последующим охлаждением бортов с фланцами до температуры 10-40°C и подтяжкой болтов, обеспечивающих обжатие в пределах от 50 до 200% от первоначального усилия обжатия.
| ТРИБЕЛЬСКИЙ И.А | |||
| Бортовые соединения резинокордных конструкций: расчетно-экспериментальные методы проектирования | |||
| Монография | |||
| - Омск: ОмГТУ, 2011, с.109-112 | |||
| Способ изготовления гибких оболочек | 1989 |
|
SU1703487A1 |
| РЕЗИНОКОРДНАЯ ОБОЛОЧКА | 2008 |
|
RU2384768C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНО-КОРДНЫХ ОБОЛОЧЕК | 1971 |
|
SU414132A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2010 |
|
RU2455163C1 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЧНОГО СОЕДИНЕНИЯ ПОДВИЖНЫХ ОТНОСИТЕЛЬНО ДРУГ ДРУГА ЭЛЕМЕНТОВ В ФОРМЕ ТРУБ | 2006 |
|
RU2311577C1 |
| GB 20074932 А, 11.11.1981. | |||

