Изобретение относится к производству резинокордных оболочек и может быть использовано при изготовлении соединительных муфт приводов.
Известен (а.с. 1497038, МПК B29D 30/08, опубл. 30.07.89, Бюл. №28) способ сборки покрышек пневматических шин, при котором собирают каркасный браслет из резинокордных слоев и бортовых колец, затем накладывают на каркасный браслет заготовку брекера из последовательно расположенных друг над другом слоев, прикатывают его, накладывают наружный резиновый слой, завершают процесс сборки покрышки, формуют и вулканизуют ее.
Наиболее близким по технической сущности и достигаемому техническому результату является способ изготовления резинокордных оболочек (патент 2081751 РФ, МПК B29D 30/08, B29D 30/38, опубл. 20.06.97), при котором собирают каркасный браслет из резинокордных слоев и бортовых колец, затем накладывают на каркасный браслет заготовку брекера, из последовательно расположенных друг над другом слоев, прикатывают его, накладывают наружный резиновый слой, завершают процесс сборки оболочки и вулканизуют ее, причем слои брекера выполнены равной ширины и смещены от центральной оси его симметрии на равные расстояния, образуя ступеньки, ширина которых в двух соседних слоях выбрана в пределах от 0,08 до 0,25 ширины слоя брекера, а ширина брекера выбрана не более 0,35 внутреннего периметра резинокордной оболочки.
Недостатком известных способов является низкая прочность связи между наружным резиновым слоем и каркасным браслетом. Это влияет на технические характеристики, например снижается срок эксплуатации из-за того, что отслаивается наружный резиновый слой от каркасного браслета.
Техническим результатом предлагаемого изобретения является создание способа изготовления резинокордных оболочек с возможностью регулировать прочность связи между наружным резиновым слоем и каркасным браслетом, что увеличивает срок эксплуатации резинокордной оболочки за счет улучшения ее технических характеристик, т.е. прочности связи между элементами резинокордной оболочки.
Технический результат достигается тем, что заготовку резинокордной оболочки перед формованием и вулканизацией подвергают растяжению сжатым воздухом в осевом направлении в пределах 15-40% высоты готового (вулканизованного) изделия, причем в зависимости от заданной прочности связи между элементами резинокордной оболочки используют давление сжатого воздуха в пределах 0,02-0,3 МПа в течение 30-180 с.
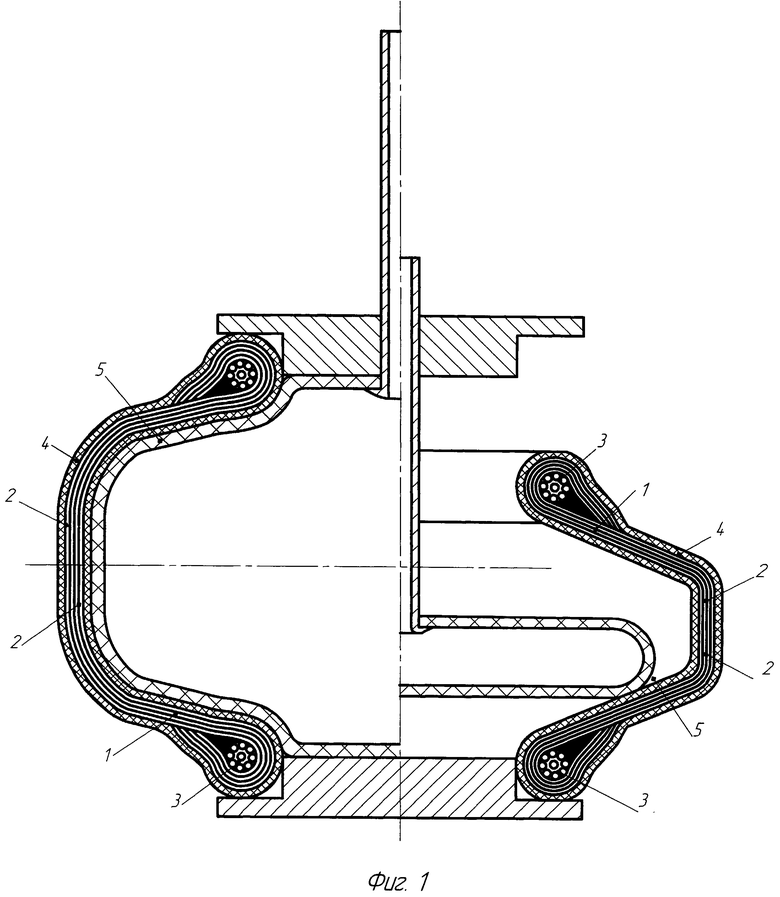
Сущность изобретения поясняется чертежами:
фиг.1 - заготовка резинокордной оболочки после сборки (справа по оси); заготовка резинокордной оболочки в процессе растяжения (слева по оси);
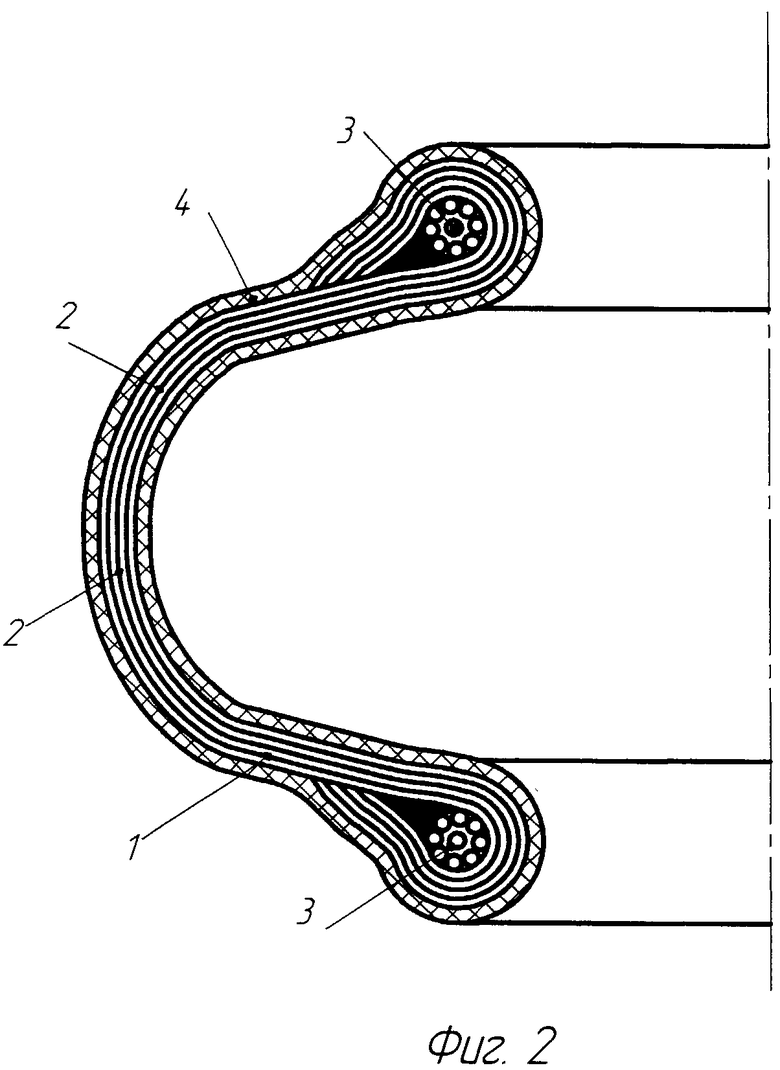
фиг.2 - заготовка резинокордной оболочки в процессе релаксации.
Способ изготовления резинокордных оболочек осуществляется следующим образом.
Сначала собирают каркасный браслет 1, состоящий из четырех или десяти резинокордных слоев 2 и двух бортовых колец 3, придают ему форму, близкую к форме готового изделия, накладывают на каркасный браслет 1 наружный резиновый слой 4 и прикатывают его, то есть заготовку резинокордной оболочки собирают двухстадийным или дорновым способом (фиг.1 справа), затем заготовку резинокордной оболочки после выдержки ее перед формованием и вулканизацией подвергают растяжению сжатым воздухом в осевом направлении в пределах 15-40% высоты готового (вулканизованного) изделия с использованием, например, варочной камеры 5. В зависимости от заданной прочности связи между резинокордными слоями 2 и наружным резиновым слоем 4 используют давление сжатого воздуха величиной от 0,02 до 0,3 МПа в течение 30-180 с (фиг.1 слева). Затем сбрасывают давление сжатого воздуха, после чего проводят процесс релаксации заготовки резинокордной оболочки в течение 5-10 мин (фиг.2).
Предлагаемый способ изготовления резинокордных оболочек позволяет регулировать прочность связи между наружным резиновым слоем и каркасным браслетом. Например, при растяжении заготовки резинокордной оболочки на 33% высоты готового изделия сжатым воздухом при давлении 0,2 МПа в течение 120 с прочность связи между наружным резиновым слоем и каркасным браслетом увеличивается на 60% после вулканизации. При растяжении заготовки резинокордной оболочки на 28% высоты готового изделия при давлении сжатого воздуха 0,12 МПа в течение 80 с прочность связи между наружным резиновым слоем и каркасным браслетом увеличивается на 30% после вулканизации.
Таким образом, предлагаемый способ изготовления резинокордных оболочек позволяет регулировать прочность связи между наружным резиновым слоем и каркасным браслетом в зависимости от заданной прочности связи, что увеличивает срок эксплуатации резинокордных оболочек и улучшает их технические характеристики.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2010 |
|
RU2450927C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 1994 |
|
RU2081751C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| СПОСОБ ВУЛКАНИЗАЦИИ РЕЗИНОКОРДНЫХ ИЗДЕЛИЙ И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2376138C1 |
| Способ изготовления резино-кордных оболочек | 1977 |
|
SU735428A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ОДНОСЛОЙНОЙ ШИНЫ | 2010 |
|
RU2436675C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 1999 |
|
RU2225792C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКИХ ШИН | 2013 |
|
RU2552412C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1991 |
|
RU2014235C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК | 1991 |
|
RU2005620C1 |
Изобретение относится к производству резинокордных оболочек и может быть использовано при изготовлении соединительных муфт приводов. Техническим результатом заявленного изобретения является увеличение прочности связи между элементами резинокордной оболочки. Технический результат достигается способом изготовления резинокордных оболочек, в котором собирают каркасный браслет из резинокордных слоев и бортовых колец двухстадийным или дорновым способом, накладывают наружный резиновый слой на каркасный браслет, завершают процесс сборки резинокордной оболочки, формуют и вулканизуют ее. При этом заготовку резинокордной оболочки перед формованием и вулканизацией подвергают растяжению сжатым воздухом в осевом направлении в пределах 15-40% высоты готового изделия. Причем в зависимости от заданной прочности связи между наружным резиновым слоем и каркасным браслетом резинокордной оболочки используют давление сжатого воздуха величиной от 0,02 до 0,3 МПа в течение 30-180 с. 2 ил.
Способ изготовления резинокордных оболочек, при котором собирают каркасный браслет из резинокордных слоев и бортовых колец двухстадийным или дорновым способом, накладывают наружный резиновый слой на каркасный браслет, завершают процесс сборки резинокордной оболочки, формуют и вулканизуют ее, отличающийся тем, что заготовку резинокордной оболочки перед формованием и вулканизацией подвергают растяжению сжатым воздухом в осевом направлении в пределах 15-40% высоты готового (вулканизованного) изделия, причем в зависимости от заданной прочности связи между наружным резиновым слоем и каркасным браслетом резинокордной оболочки используют давление сжатого воздуха величиной от 0,02 до 0,3 МПа в течение 30-180 с.
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 1994 |
|
RU2081751C1 |
| GB 722305 A, 19.01.1955 | |||
| JP 2005262743 A, 29.09.2005 | |||
| СПОСОБ ПОЛУЧЕНИЯ МЕНТОЛА | 0 |
|
SU169524A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 1999 |
|
RU2225792C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2004 |
|
RU2373056C2 |
| Генератор испытательного сигнала цветных полос | 1981 |
|
SU1149438A1 |

