Изобретение относится к резинотехническим изделиям, в частности к резинокордным оболочкам (РКО), работающим под избыточным давлением, и может быть использовано в машиностроении, а именно в резинокордных амортизирующих конструкциях для повышения долговечности, герметичности и надежности их работы.
Известен способ герметизации бортов РКО (И.А. Трибельский Бортовые соединения резинокордных конструкций: расчетно-экспериментальные методы проектирования: Монография / Омск: Изд-во ОмГТУ, 2011 - С. 110-112), включающий одну или несколько дополнительных повторных подтяжек борта с помощью болтов крепления до номинального усилия. В этом случае получают небольшое снижение первоначального обжатия борта.
Недостатком известного способа герметизации бортов РКО является невысокое усилие обжатия и, как следствие, недостаточная герметизация бортов РКО.
При эксплуатации РКО в условиях воздействия периодического нагрева и охлаждения происходит резкое снижение усилия обжатия борта РКО, обусловленное тем, что борт резинокордной оболочки окружен с 3-х сторон металлическими фланцами, поэтому при нагревании резинокордный массив уплотняется, заполняя микропоры и технологические неплотности, что приводит при охлаждении к значительному падению усилия обжатия.
Наиболее близким по технической сущности и достигаемому техническому результату является способ герметизации бортов РКО (патент 2505408 RU, МПК F16F 9/04, опубл. 27.01.2014, Бюл. №3), заключающийся в первоначальном обжатии бортов с помощью фланцев и болтов и последующих подтяжках одним или несколькими циклами в период продолжительностью до 60 суток от первоначального обжатия, причем каждый цикл включает в себя нагрев оболочки вместе с фланцами до температуры не более 200°C, выдержкой при этой температуре до 10 суток, последующим охлаждением бортов с фланцами до температуры 10-40°C, подтяжкой болтов, обеспечивающих обжатие в пределах от 50 до 200% от первоначального усилия обжатия.
Недостатком известного способа герметизации бортов РКО является невысокое усилие обжатия борта и, как следствие, невысокая герметизация борта из-за неравномерного усилия при обжатии болтами и фланцами.
Известный способ герметизации борта не учитывает увеличение трения в резьбе, что не позволяет обеспечить требуемое усилие обжатия. Кроме того, имеются остаточные напряжения в резьбовом соединении, обусловленные упругим скручиванием болтов, что приводит к ослаблению момента затяжки, особенно при вибрационных нагрузках и, как следствие, снижению усилия обжатия и разгерметизации бортовой зоны РКО.
Задачей предлагаемого изобретения является устранение указанных недостатков.
Техническим результатом заявленного изобретения является повышение герметичности бортов РКО при эксплуатации в условиях воздействия периодического нагрева и охлаждения и при вибрационных нагрузках.
Заявленный технический результат достигается за счет использования обжимающего устройства на первоначальном и последующих циклах обжатия бортов РКО.
Сущность заявляемого способа герметизации бортов РКО поясняется следующими чертежами:
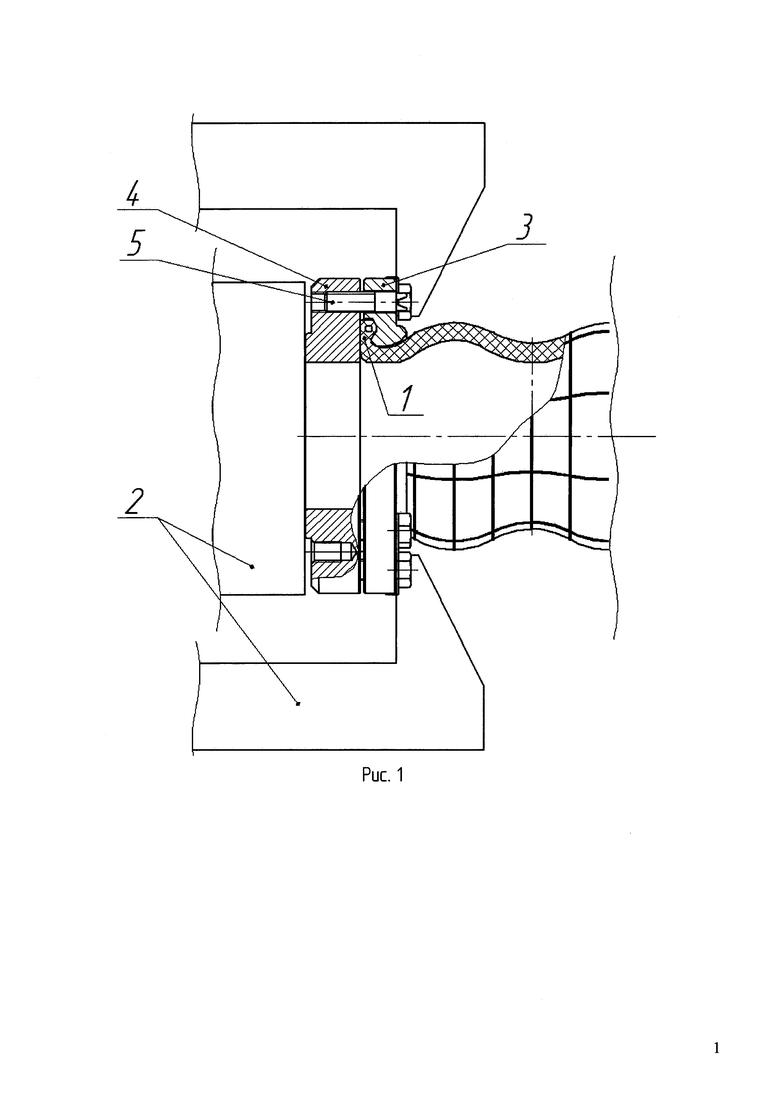
рис. 1 - процесс обжатия бортов РКО обжимным устройством;
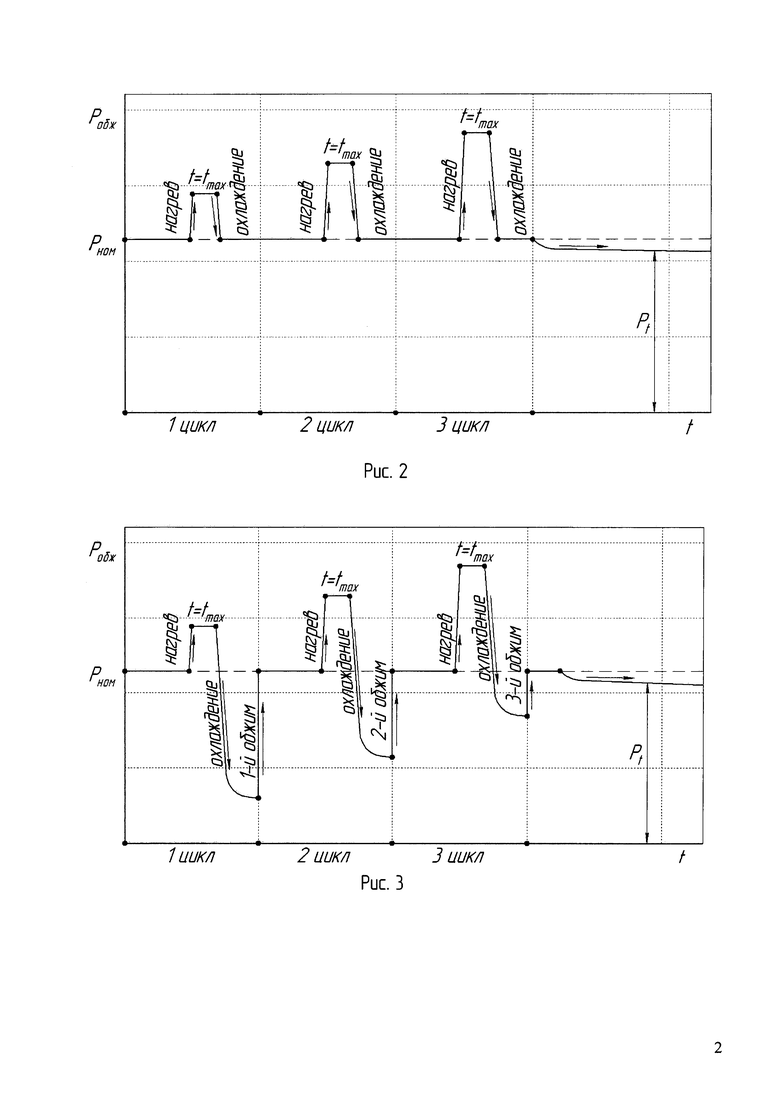
рис. 2 - схема изменения усилия обжатия во время циклов нагрева/охлаждения, где Р - усилие обжатия;
рис. 3 - схема изменения усилия обжатия во время циклов нагрева/охлаждения, где Р - усилие обжатия.
Заявленный способ осуществляется следующим образом.
Борт РКО 1 первоначально равномерно обжимают с помощью обжимающего устройства 2 (рис. 1) и затем несколькими циклами проводят последующее обжатие бортов РКО обжимающим устройством в период продолжительностью до 60 суток от первоначального обжатия, причем каждый цикл включает в себя нагрев оболочки вместе с фланцами до температуры не более 200°C, выдержку при этой температуре до 10 суток и последующее охлаждение бортов с фланцами до температуры 10-40°C. В процессе охлаждения обжимающее устройство поддерживает требуемое равномерное усилие обжатия бортов (схема на рис. 2), и при необходимости обжимающее устройство по окончании каждого цикла ослабляет (не поддерживает) усилие обжатия, которое опускается ниже Рном, что позволяет материалу бортовой зоны равномерно уплотняться и тем самым сохраняет его от разрушения (схема на рис. 3). По окончании последнего цикла проводят сборку бортового соединения с помощью фланцев 3, 4 и болтов 5 (рис. 1), при этом затяжку болтового соединения проводят с минимальным моментом, затем обжимающее устройство убирают. Заявляемый способ герметизации бортов РКО обжимающим устройством обеспечивает требуемое равномерное усилие обжатия бортов РКО в пределах 50-200% от первоначального усилия (принятый диапазон усилий подтяжки бортовых соединений) и минимизирует остаточные напряжения в резьбовом соединении, обусловленные упругим скручиванием болтов.
Для соблюдения точного усилия и равномерного обжатия бортов РКО применяют обжимающее устройство вместо обжатия болтами и фланцами. Кроме того, сборку болтового соединения фланцев проводят на заключительном этапе в отличие от прототипа, где сборку проводят на первоначальном этапе.
В совокупности заявленный способ обеспечивает достижение технического результата.
Заявляемый способ герметизации бортовых соединений РКО различных конструкций хорошо зарекомендовал себя на практике.
Использование заявляемого способа позволяет повысить надежность и герметизацию бортов и, как следствие, долговечность РКО при эксплуатации в условиях воздействия периодического нагрева и охлаждения, а также при вибрационных нагрузках.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГЕРМЕТИЗАЦИИ БОРТОВ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2012 |
|
RU2505408C1 |
| УСТРОЙСТВО КРЕПЛЕНИЯ ОБОЛОЧЕК ВРАЩЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2614449C2 |
| Способ герметизации разъемного соединения криогенных трубопроводов | 1982 |
|
SU1043411A1 |
| УСТРОЙСТВО КРЕПЛЕНИЯ АРМАТУРЫ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ | 2013 |
|
RU2547209C1 |
| СПОСОБ КРЕПЛЕНИЯ АРМАТУРЫ ГИБКИХ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ | 2013 |
|
RU2549385C1 |
| РЕЗИНОКОРДНЫЙ ЭЛЕМЕНТ | 2010 |
|
RU2448296C1 |
| Упругая муфта | 1990 |
|
SU1754964A1 |
| РЕЗИНОКОРДНЫЙ ЭЛЕМЕНТ | 2006 |
|
RU2322630C1 |
| РЕЗИНОКОРДНЫЙ ЭЛЕМЕНТ | 2018 |
|
RU2698989C1 |
| РЕЗИНОКОРДНЫЙ ЭЛЕМЕНТ | 2014 |
|
RU2559682C1 |
Изобретение относится к резинокордным оболочкам (РКО), работающим под избыточным давлением, и может быть использовано в машиностроении, а именно в резинокордных амортизирующих конструкциях для повышения долговечности, герметичности и надежности их работы. Способ заключается в первоначальном обжатии бортов и нагреве РКО вместе с фланцами одним или несколькими последующими циклами, выдержкой при заданной температуре, последующем после нагрева охлаждении бортов с фланцами. Равномерное обжатие бортов осуществляют обжимающим устройством на первоначальном и последующих циклах обжатия, при этом во время охлаждения бортов с фланцами обжимающее устройство поддерживает требуемое усилие обжатия, по окончании последнего цикла обжатия бортов РКО проводят сборку бортового соединения с помощью фланцев и болтов, причем затяжку болтового соединения проводят с минимальным моментом, затем обжимающее устройство убирают. Технический результат - повышение герметичности бортов РКО при эксплуатации в условиях воздействия периодического нагрева и охлаждения. 1 з.п. ф-лы, 3 ил.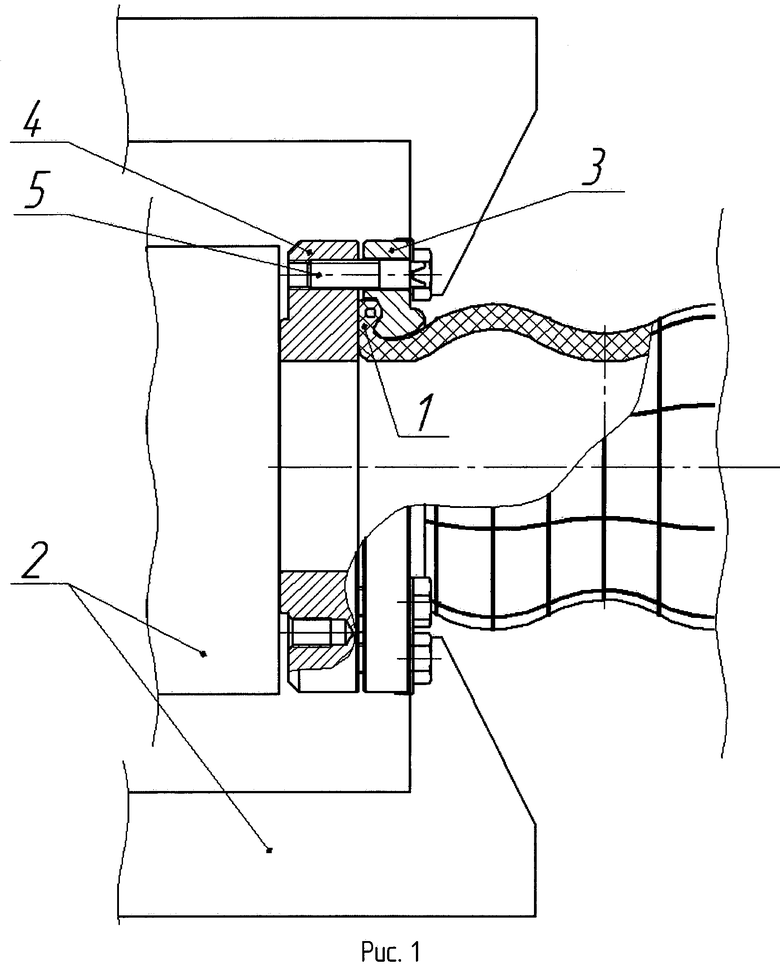
1. Способ герметизации бортов резинокордных оболочек (РКО), заключающийся в первоначальном обжатии бортов и нагреве РКО вместе с фланцами одним или несколькими последующими циклами, выдержкой при заданной температуре, последующем после нагрева охлаждении бортов с фланцами, отличающийся тем, что равномерное обжатие бортов осуществляют обжимающим устройством на первоначальном и последующих циклах обжатия, при этом во время охлаждения бортов с фланцами обжимающее устройство поддерживает требуемое усилие обжатия, по окончании последнего цикла обжатия бортов РКО проводят сборку бортового соединения с помощью фланцев и болтов, причем затяжку болтового соединения проводят с минимальным моментом, затем обжимающее устройство убирают.
2. Способ по п.1, отличающийся тем, что во время охлаждения бортов с фланцами обжимающее устройство по окончании каждого цикла ослабляет усилие обжатия, которое опускается ниже Рном, при этом бортовая зона РКО свободно релаксирует.
| СПОСОБ ГЕРМЕТИЗАЦИИ БОРТОВ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2012 |
|
RU2505408C1 |
| РЕЗИНОКОРДНАЯ ОБОЛОЧКА | 2008 |
|
RU2384768C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 2010 |
|
RU2455163C1 |
| Генератор испытательного сигнала цветных полос | 1981 |
|
SU1149438A1 |

