Изобретение относится к связующим для изделий из армированных пластиков, изготовляемых преимущественно методами "сухой" намотки, автоклавного формования и прессования, то есть с использованием предварительно пропитанных материалов (препрегов).
Основным способом получения в промышленном производстве препрегов (в виде тканей, лент и т.п.) из стеклянных, углеродных и органических армирующих волокон как наполнителей является их пропитка связующим в 50-70%-ных растворах легколетучих органических растворителей (этиловом спирте, ацетоне, толуоле и их смесях).
Для нагрева с целью удаления растворителя используется теплоноситель (воздух или пар) и электронагрев.
Температура в шахте, как правило, не превышает 120°С, а время пребывания в ней препрега составляет 15-30 мин. В этих условиях препрег после выхода из шахты должен быть нелипким, по возможности эластичным и легко сматываться с рулона без применения каких-либо изоляционных (прокладочных) материалов в виде бумаги, пленки и т.п. При этом должна обеспечиваться высокая жизнеспособность препрега (то есть полная растворимость связующего в растворителе, с применением которого готовилось данное связующее).
К эпоксидным связующим для армированных пластиков предъявляются повышенные требования по жизнеспособности препрегов, обеспечению пониженной горючести и высокой прочности композиционных материалов (изделий из них).
Известна самозатухающая эпоксидная композиция, содержащая полиглицидиловое производное 3,3'-дихлор-4,4'-диаминодифенилметана с активными разбавителями и/или пластификаторами (авт.свид. СССР №339562, С08G 30/08. С08G 45/00, 1972 г.), обладающая высокой прочностью и огнестойкостью (кислородный индекс - 25%).
Недостатком указанной композиции и препрегов на ее основе является ограниченная жизнеспособность при 18-25°С - от 10 до 30 суток. По истечении указанного срока препреги становятся жесткими и ломкими, что делает невозможным их переработку методом "сухой" намотки, ручной выкладки и т.п.
Известно эпоксидное связующее для армированных пластиков, содержащее тетраглицидиловый эфир 3,3'-дихлор-4,4'-диаминодифенилметана, отвердитель - фосфонитриланилид, инициатор - 1,2-бис-(оксиметил) карборан, диэтиленгликолевый эфир 3,5-ди-трет-бутил-4-гидроксифенилпропионовой кислоты и при необходимости органический растворитель (пат. РФ №2178430, 2000 г.).
Связующее обеспечивает длительную жизнеспособность препрегов и позволяет повысить стойкость к тепловому старению и огнестойкость армированных пластиков.
Недостатками данного связующего является то, что в его состав входят дорогие и дефицитные компоненты: отвердитель - фосфонитриланилид и инициатор - 1,2-бис-(оксиметил) карборан, которые в настоящее время не выпускаются промышленностью.
Известно связующее для армированных пластиков (патент РФ №1815974, C08L 63/00, 1996 г.), содержащее эпоксидно-диановую смолу, тетраглицидиловое производное 3,3'-дихлор-4,4'-диаминодифенилметана, отвердитель - фенолоформальдегидную новолачную смолу, модификатор-триоксипропилендиметакрилат, ускоритель отверждения 2,4,6-трис(диметиламинометил)-фенолтридианат и органический растворитель.
Преимуществом указанного связующего, по мнению авторов, является длительная (до 6 месяцев) жизнеспособность связующего, а также возможность снижения температуры и уменьшение времени отверждения (например, при 120°С всего 0,3 часа).
Однако неясно, как при таком коротком времени отверждения обеспечить прогрев и полное отверждение крупногабаритных и особенно толстостенных изделий из композиционных материалов.
Данное связующее выбрано нами в качестве аналога.
Наиболее близким техническим решением, выбранным в качестве прототипа, по совокупности основных существенных признаков и достигаемому техническому результату, является эпоксидное связующее для армированных пластиков (пат. РФ №2215759, C08L 63/00, 2003 г).
Основной задачей изобретения является создание эпоксидного связующего для армированных пластиков, обеспечивающего жизнеспособность пропитанных материалов не менее 9 месяцев и позволяющего разработать композиционные материалы повышенной прочности и огнестойкости.
Основная задача решения и технический результат достигнут за счет введения новых ингредиентов с указанием нового количественного и качественного соотношения компонентов.
Для этого в эпоксидное связующее для армированных пластиков, содержащее эпоксидную смолу, отвердитель, модификатор, ускоритель отверждения (структурообразователь) и растворитель - спирто-ацетоновую смесь при массовом соотношении спирта и ацетона 1:1, дополнительно введен 2,2'-бис-(3,5-ди-бром-4-гидроксифенил)-пропан, в качестве эпоксидной смолы оно содержит полиглицидиловое производное низкомолекулярного фенолоформальдегидного новолака, в качестве отвердителя - комплекс трехфтористого бора с бензиламином, в качестве модификатора - эпоксидно-диановую смолу и в качестве ускорителя отверждения (структурообразователя) - бис-[3-(3,5-ди-трет-бутил-4-оксифенил) пропил] фталат при следующем соотношении компонентов связующего, мас.ч.:
при массовом соотношении спирта и ацетона 1:1
Отличительными особенностями предлагаемого эпоксидного связующего для армированных пластиков являются следующие признаки:
- введение в эпоксидное связующее в качестве антипирена 2,2'-бис-(3,5-ди-бром-4-гидроксифенил) пропана;
- использование в качестве отвердителя комплекса трехфтористого бора с бензиламином;
- использование в качестве модификатора эпоксидно-диановой смолы;
использование в качестве ускорителя отверждения (структурообразователя) бис-[3-(3,5-ди-трет-бутил-4-оксифенил)пропил]фталата;
- соотношение всех компонентов эпоксидного связующего в указанных массовых частях с предельными значениями.
Указанные отличительные признаки эпоксидного связующего являются существенными, т.к. каждый из них в отдельности и совместно направлен на решение поставленной задачи и достижение нового технического результата.
Полиглицидиловое производное низкомолекулярного
фенолоформальдегидного новолака - эпоксидная смола УП-643 (ТУ 2225-605-11131395-2003). Массовая доля эпоксидных групп - не менее 22%. Динамическая вязкость при (50±0,2)°С - не более 90 Па·с.
Эпоксидно-диановая смола ЭД-20 (ГОСТ 10587-84). Массовая доля эпоксидных групп - 20,0-22,1%. Динамическая вязкость при 25°С - 12-25 Па·с.
2,2'-бис-(3,5-ди-бром-4-гидроксифенил)-пропан или тетрабромдифенилолпропан (ТБДФП) - ТУ 2494-409-04872688-99. Эмпирическая формула: С15Н12Вr4О2. Относительная молекулярная масса - 543,7. Представляет собой порошок от белого до светло-коричневого цвета. Хорошо растворим в спирте, ацетоне и их смеси. Массовая доля связанного брома - не менее 58%.
Комплекс трехфтористого бора с бензиламином - отвердитель марки УП-605/3 (ТУ 2494-664-11131395-2010). Эмпирическая формула: C7H9NBF3. Представляет собой кристаллический светлоокрашенный порошок с интервалом температур плавления - 110-139°С. Хорошо растворим в спирте, ацетоне или их смеси.
Бис-[3-(3,5-ди-трет-бутил-4-оксифенил) пропил] фталат выпускается под маркой Стафен (аналог Фенозан-43) - ТУ 88-15326-03-94. Эмпиричекая формула: С42Н58O6. Молекулярная масса - 658,91. Температура плавления - не ниже 93°С. Представляет собой порошок, хорошо растворимый в спирте, ацетоне или их смеси.
Все компоненты эпоксидного связующего выпускаются отечественной промышленностью.
В качестве растворителя, как и в прототипе, выбран дешевый, доступный и легколетучий растворитель - спирто-ацетоновая смесь (при массовом соотношении спирта и ацетона 1:1).
Исходя из условий хорошей растворимости всех компонентов связующего из спиртов выбран наиболее доступный и экологически безопасный - этиловый спирт (ГОСТ 17299-75 или ГОСТ 18300-87).
В процессе разработки патентуемого эпоксидного связующего было установлено, что у таких эпоксидных смол как ЭХД (полиглицидиловое производное 3,3'-дихлор-4,4'-диаминодифенилметана), смолы ЭАФ (ТУ 6-22-04872688-367-95) и УП-610 (ТУ 2225-606-11131395-2003) - триглицидиловое производное орто-, мета- и/или парааминофенола, эпоксианилиновой смолы ЭА при отверждении их отвердителем УП-605/3 имеет место сильный экзотермический эффект. И только эпоксидно-диановые смолы и смола УП-643 (полиглицидиловое производное низкомолекулярного фенолоформальдегидного новолака) с указанным отвердителем позволяют получить при отверждении монолитный и прочный эпоксиполимер и, соответственно, высокопрочные армированные пластики.
Указанные отличительные существенные признаки являются новыми, так как их использование в предложенной совокупности, количественных и качественных соотношениях в известном уровне технике, аналогах и прототипе не обнаружены, что позволяет характеризовать предложенное эпоксидное связующее соответствием критерию "новизна".
Единая совокупность новых существенных признаков с общими известными существенными признаками позволяет решить поставленную задачу и достичь новый технический результат, что характеризует предложенное эпоксидное связующее для армированных пластиков существенными отличиями от известного уровня техники, аналогов и прототипа.
Новое эпоксидное связующее является результатом научно-экспериментальных исследований и творческого вклада, получено без использования каких-либо стандартных разработок, инструкций или рекомендаций в данной области техники переработки пластмасс, основано на использовании новой концепции его получения, неочевидно для специалистов, характеризуется соответствием критерию "изобретательский уровень".
А. Приготовление эпоксидного связующего.
При приготовлении связующего в большом количестве (100 кг и более) в смеситель с мешалкой исходя из требуемой плотности эпоксидного связующего вначале загружается расчетное количество спирто-ацетоновой смеси (1:1 по массе). Затем согласно рецептуры (в мас.ч.) засыпаются порошкообразные компоненты: отвердитель - комплекс трехфтористого бора с бензиламином (УП-605/3), тетрабромдифенилолпропан (ТБДФП) и бис-[3-(3,5-ди-трет-бутил-4-оксифенил)пропил] фталат (Стафен). Осуществляется механическое перемешивание массы до получения однородного, прозрачного раствора. После этого при непрерывном перемешивании заливается расчетное количество (мас.ч.) подогретых до 60-70°С эпоксидных смол УП-643 и ЭД-20. Перемешивание продолжается в течение ~1 часа. Готовое к применению эпоксидное связующее разливается в емкости. Для получения препрегов эпоксидное связующее заливается в ванну пропиточной машины шахтного типа.
В зависимости от требований, предъявляемых к конкретному пропитанному материалу, в процессе пропитки производится корректировка плотности связующего за счет разбавления непосредственно в ванне пропиточной машины. Как правило, концентрация раствора связующего находится в пределах (60±5) мас.%.
Б. Получение предварительно пропитанных материалов.
Для сравнительной оценки прочностных характеристик стеклопластика на заявляемом связующем, аналоге и прототипе на лабораторной пропиточной машине пропитывалась стеклоткань марки ТСУ 8/3-(ВМП)-78 (ГОСТ 19170-2001).
Параметры пропитки:
- скорость пропитки, м/мин - 1-1,5;
- температура в шахте,°С - (105±5)°С.
Пропитанная ткань имела следующие характеристики:
- массовая доля летучих, % - 0,6-2;
- массовая доля связующего,% - 28-34;
- массовая доля растворимых веществ,% - 96±2.
В. Методы исследований
Время желатинизации эпоксидных связующих определяли с помощью полимеризационной плиты, как это описано в ГОСТ 901-78. Жизнеспособность препрега при температуре хранения 15-30°С оценивали по времени, в течение которого сохранялась эластичность препрега, а массовая доля растворимых веществ составляет не менее 90%. Огнестойкость армированных пластиков оценивалась в соответствии с ГОСТ 12.1.044-89 (п.4.3). Указанный метод используется ВНИИПО МЧС для проверки горючести и выдачи сертификатов по пожарной безопасности полимерных материалов и изделий из них. При испытаниях на приборе ОТМ размеры образцов (150±3)×(60±1) мм, а толщина - не более 30 мм. В нашем случае толщина испытываемых образцов составляла 3,5-4 мм.
Согласно указанного метода материалы классифицируются на трудногорючие и горючие. Горючие материалы в зависимости от времени (τ) достижения при испытании максимальной температуры (tmax) делятся на легковоспламеняемые (τ≤0,5 мин), средней воспламеняемости (0,5≤τ≤4 мин) и трудновоспламеняемые (τ≥4 мин).
За время испытаний 5 мин (время воздействия газовой горелки) по значению максимального приращения температуры (Δtmax=Δmax-200°С) и потере массы (Δm) в процессе горения материалы классифицируются на:
- трудногорючие - Δtmax<60°С и Δm<60%;
- горючие - Δtmax≥60°С и Δm≥60%.
Образцы для оценки горючести вырезались механическим путем из прессованных плит, из которых также изготавливались образцы для физико-механических испытаний.
Физико-механические испытания стеклопластиковых образцов проводили согласно ОСТ 3-4792-81 (при изгибе), ОСТ 3-4791-81 (при сжатии) и ОСТ 3-4794-81 (при скалывании).
Стеклопластиковые плиты из препрега на основе конструкционной стеклоткани ТСУ 8/3-(ВМП)-78 прессовали при удельном давлении 10 атс/см2 и ступенчатом нагреве от 20 до 160°С с выдержкой 0,5÷1 час на 1 мм толщины.
Состав заявляемого связующего представлен примерами 1-5 (табл.1), а свойства заявляемого связующего, аналога и прототипа, препрегов и стеклопластиков на их основе (примеры 1-7) приведены в таблице 2.
Содержание растворителя в заявляемых пределах (примеры 2-4) выбрано исходя из концентрации связующего 55-65 масс.%. В процессе пропитки растворитель удаляется практически полностью - содержание летучих не превышает (1±0,4)% по массе.
Количественные пределы компонентов (ингредиентов) связующего устанавливали исходя из условий выполнения следующих требований:
- категория горючести стеклопластика по ГОСТ 12.1.044-89 (п.4.3) при толщине образцов не более 4 мм - трудногорючий;
- жизнеспособность препрега при хранении в цеховых условиях (15-30°С) - не менее 9 месяцев, при этом препрег должен быть нелипким и эластичным;
- основные прочностные характеристики при 20°С армированного пластика (стеклопластика) выше, чем у аналога и прототипа.
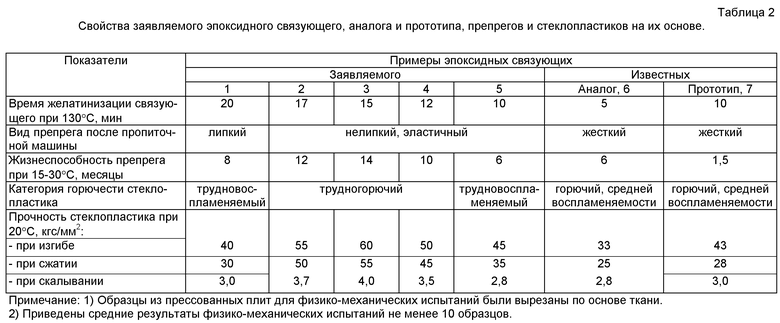
При содержании в связующем отвердителя, антипирена (тетрабромдифенилолпропана) и ускорителя отверждения (структурообразователя) в меньшем или большем количестве, чем в заявленных пределах, не удается выполнить цель изобретения - получить препрег с жизнеспособностью более 9 месяцев и трудногорючий стеклопластик.
Стеклопластик по примеру 6 (аналог) и примеру 7 (прототип) относится к категории горючий, средней воспламеняемости.
По жизнеспособности препрег на заявляемом связующем также существенно превосходит аналогичные препреги на основе связующего по примеру 6 (аналог) - не более 6 месяцев и примеру 7 (прототип) - не более 1,5 месяцев.
По основным прочностным характеристикам стеклопластик на заявленном связующем превосходит аналог и прототип.
Таким образом, новое техническое решение в совокупности предложенных существенных признаков при реализации в эпоксидном связующем для армированных пластиков и изделий на их основе дает новый положительный эффект, соответствующий критерию "промышленная применимость", т.е. уровню изобретения.
Могут быть различные варианты исполнения эпоксидного связующего по составу и количественному соотношению компонентов, если это не выходит за пределы объема технического решения, изложенного в формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ АРМИРОВАННЫХ ПЛАСТИКОВ | 2006 |
|
RU2323236C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ АРМИРОВАННЫХ ПЛАСТИКОВ | 2009 |
|
RU2412963C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ АРМИРОВАННЫХ ПЛАСТИКОВ | 2001 |
|
RU2215759C2 |
| ПРЕПРЕГ НА ОСНОВЕ КЛЕЕВОГО СВЯЗУЮЩЕГО ПОНИЖЕННОЙ ГОРЮЧЕСТИ И СТЕКЛОПЛАСТИК, УГЛЕПЛАСТИК НА ЕГО ОСНОВЕ | 2018 |
|
RU2676634C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ АРМИРОВАННЫХ ПЛАСТИКОВ | 2000 |
|
RU2178430C2 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2527086C2 |
| ГИБРИДНОЕ ЭПОКСИТРИФЕНОЛЬНОЕ СВЯЗУЮЩЕЕ С ИСПОЛЬЗОВАНИЕМ НОВОЛАЧНОЙ СМОЛЫ | 2014 |
|
RU2560370C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ, ПРЕПРЕГ НА ЕГО ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ ПРЕПРЕГА | 2006 |
|
RU2307136C1 |
| СВЯЗУЮЩЕЕ ДЛЯ ПРЕПРЕГОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2470047C2 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ ПРЕПРЕГОВ, ПРЕПРЕГ НА ЕГО ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2006 |
|
RU2335515C1 |
Изобретение относится к технологии производства композиционных материалов, препрегов, в частности к эпоксидному связующему для армированных пластиков и может быть применено в машиностроении, ракетно-космической технике и т.п. в части обеспечения пожарной безопасности изделий, изготавливаемых преимущественно методами "сухой" намотки и прессования. Связующее содержит, мас.ч.: 70-90 полиглицидилового производного низкомолекулярного фенолоформальдегидного новолака, 10-30 эпоксидно-диановой смолы, 3-6 комплекса трехфтористого бора с бензиламином, 60-80 2,2'-бис-(3,5-ди-бром-4-гидроксифенил)-пропана, 1-3 бис-[3-(3,5-ди-трет-бутил-4-оксифенил) пропил] фталата и 90-160 спирто-ацетоновой смеси при массовом соотношении спирта и ацетона 1:1. Изобретение позволяет разработать эпоксидное связующее и препреги с длительной (более 9 месяцев) жизнеспособностью и трудногорючий стеклопластик с высокими прочностными характеристиками. 2 табл., 7 пр.
Эпоксидное связующее для армированных пластиков, содержащее эпоксидную смолу, отвердитель, модификатор, ускоритель отверждения (структурообразователь) и растворитель - спирто-ацетоновую смесь при массовом соотношении спирта и ацетона 1:1, отличающееся тем, что оно дополнительно содержит 2,2'-бис-(3,5-ди-бром-4-гидроксифенил)-пропан, в качестве эпоксидной смолы - полиглицидиловое производное низкомолекулярного фенолоформальдегидного новолака, в качестве отвердителя - комплекс трехфтористого бора с бензиламином, в качестве модификатора - эпоксидно-диановую смолу и в качестве ускорителя отверждения (структурообразователя) - бис-[3-(3,5-ди-трет-бутил-4-оксифенил)пропил] фталат при следующем соотношении компонентов связующего, мас.ч.:
при массовом соотношении спирта и ацетона 1:1
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ АРМИРОВАННЫХ ПЛАСТИКОВ | 2006 |
|
RU2323236C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ АРМИРОВАННЫХ ПЛАСТИКОВ | 2001 |
|
RU2215759C2 |
| SU 1815974 A1, 20.04.1996 | |||
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ АРМИРОВАННЫХ ПЛАСТИКОВ | 2000 |
|
RU2178430C2 |
| Электроизоляционный компаунд | 1983 |
|
SU1165696A1 |
| ЭПОКСИДНАЯ КЛЕЕВАЯ КОМПОЗИЦИЯ, ПРЕПРЕГ НА ЕЕ ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2003 |
|
RU2230764C1 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ | 0 |
|
SU404269A1 |
| Связующее для коллекторного слюдопласта | 1988 |
|
SU1650669A1 |
| WO 2008064115 A1, 29.05.2008. | |||

