Изобретение относится к области получения эпоксидных композиций (связующих), предварительно пропитанных материалов (препрегов), эпоксиполимеров и композитов с повышенной деформационной теплостойкостью и водостойкостью, высокими электроизоляционными, теплофизическими и прочностными характеристиками на основе эпокситрифенольной смолы и отвердителя - анилинофенолоформальдегидной смолы.
Они могут быть использованы в качестве связующих для пресс-материалов (волокнитов) и конструкционных композиционных материалов (стекло-углепластиков и их комбинированных вариантов), перерабатываемых методами прямого прессования, "сухой" намотки и т.д. и т.п.;
Известно связующее для армированных пластиков (Авт. свид. 226146, С 08 L 63/00. 1968), включающее эпокситрифенольную смолу и отвердитель - анилинофенолоформальдегидную смолу.
Недостатками указанного связующего являются:
- получаемые при пропитке данным связующим препреги являются жесткими (сухими) и имеют ограниченную жизнеспособность (не более 7 суток при температуре хранения 0±2oС), что затрудняет их переработку методом "сухой" намотки и требует повышенного давления формования;
- низкая стойкость к ударным нагрузкам и недостаточная межслоевая прочность пластиков, что приводит к их растрескиванию (расслоению) в процессе мехобработки или эксплуатации;
- невысокий уровень сохранения прочности при повышенных (150-200oС) температурах.
Известно эпоксидное связующее для стеклопластиков (Пат. РФ 2028334, 1995), содержащее эпоксидно-диановую смолу, модифицированную диглицидиловым эфиром диэтиленгликоля, эпокситрифенольную смолу, бромсодержашую эпоксидную смолу, отвердитель - бис-N, N-диметилкарбамидодифенилметан и дихлор-(бис)-2-меркапто-5-трихлорацетиламино-1,3,4-тиадиазол никель в спиртоацетоновом растворителе.
Однако, время желатинизации указанного связующего при (122±20)oС составляет ≈10 с. Отсюда оно не может быть использовано для промышленного получения предварительно пропитанных материалов (препрегов) на основе различных армирующих волокон, так как в шахте пропиточной машины для удаления растворителя необходима температура от 100 до 120oС, а время пребывания пропитанной ткани в шахте составляет 15-20 мин. Вполне понятно, что за это время связующее зажелатинизируется и препрег окажется непригодным для дальнейшей переработки методом намотки, прессования и др.
Наиболее близким техническим решением по совокупности основных существенных признаков и достигаемому техническому результату является связующее для армированных пластиков (Авт. свид. 726137, С 08 L 63/04, 1980) - прототип, включающее эпокситрифенольную смолу - 60-70 мас.ч., отвердитель - анилинофенолоформальдегидную смолу - 10-20 мас.ч., модификатор -новолачную фенолоформальдегидную смолу - 10-20 мас. ч. и ускоритель отверждения - трис-(диметиламинометил)фенол - 0,05-0,1мас.ч.
Следует особо отметить, что ни в описании, ни в формуле изобретения нет упоминания о растворителе связующего. Хотя отмечается, что стеклоткань пропитывают связующим на пропиточной машине. Затем высушенную стеклоткань нарезают на куски соответствующих (требуемых) размеров, собирают в пакет и прессуют при 100-200oС, удельном давлении - 10-6О кгс/см2 в течение 20 мин/мм толщины пакета.
Все смолы в указанном связующем - ЭТФ (эпокситрифенольная), резольная анилинофенолоформальдегидная и новолачная фенолоформальдегидная являются твердыми. Их температура плавления (каплепадения) находится в пределах от 90 до 110oС. Лишь ускоритель отверждения УП-606/2-трис-(диметиламинометил)-фенол является жидким, но его содержание очень мало.
Отсюда получить качественные предварительно пропитанные материалы (препреги) на существующих пропиточных машинах шахтного типа с требуемым (для стеклотканей на уровне 25-33 мас.%) наносом связующего возможно только использовать 50-70%-ные растворы связующих.
В качестве растворителей обычно используют смеси спиртов (этилового, изопропилового и других) с ацетоном или толуолом в соотношении 1:1 или 2:1 (по массе). Основное требование к растворителю - все компоненты связующего должны в нем быстро растворяться и давать устойчивые, стабильные растворы в течение допустимого для связующего срока хранения в производственных условиях при температуре (20±2)oС.
Кроме того, растворитель в процессе пропитки полностью удаляется при прохождении через электрическую или паровую шахту (с температурой 100-130oС). Время пребывания препрега в шахте (в зависимости от скорости пропитки) - 20-30 мин. При этом одновременно с нагревом осуществляется принудительная подача воздуха в шахту (≈1700-2000 м3/ч).
Связующее по авт. свид. 726137 согласно описания изобретения позволяет обеспечить жизнеспособность препрега при хранении до 100 суток при температуре хранения (0±2)oС против 6-7 суток для связующего по авт.свид. 226146.
Однако в данном случае понятие "жизнеспособность" препрега является весьма относительным. Так как на указанных связующих препреги сразу же после пропитки получаются жесткими (ломкими). А жизнеспособность поепрегов на основе эпоксидных, эпоксифенольных и других связующих характеризуется, в первую очередь, временем, когда препрег остается эластичным (гибким), не осыпается, при изгибе не дает отслоений связующего.
Отсюда, препреги на основе связующего по авт. свид. 226146 и 726137 могут быть переработаны, главным образом, методом прессования, причем в основном для материалов электроизоляционного назначения, к которым не предъявляются жесткие требования по прочностным характеристикам.
При "сухой" намотке крупногабаритных стеклоуглепластиковых изделий на указанных связующих возникают значительные внутренние напряжения, что приводит к расслоениям, трещинам и делает невозможным обеспечить высокие значения межслоевой прочности пластика (прочность при скалывании не менее 3 кгс/мм2).
В основу заявленного изобретения была положена задача создания такого эпоксидного связующего для армированных пластиков, на основе которого предварительно пропитанные материалы были эластичными, нелипкими, имели жизнеспособность не менее 100 суток (при температуре хранения (0±2)oС). позволяли изготовить методом "сухой" намотки крупногабаритные стеклопластиковые изделия с минимальной пористостью, с высокими прочностными характеристиками, особенно при повышенных температурах (200oС и более) и низким водопоглощением.
Поставленная задача обеспечивается тем, что эпоксидное связующее для армированных пластиков, включающее эпокситрифенольную смолу, отвердитель - анилинофенолоформальдегидную смолу, модификатор, ускоритель отверждения и растворитель, содержит в качестве модификатора низкомолекулярный бутадиен-акрилонитрильный каучук с концевыми карбоксильными группами, в качестве ускорителя отверждения и одновременно структурообразователя - бис-[3-(3,5-ди-трет-бутил-4-оксифенил)пропил] сульфид и в качестве растворителя - спиртоацетоновую смесь при массовом соотношении спирта и ацетона 1:1, при следующем соотношении компонентов связующего, мас.ч.:
Эпокситрифенольная смола1 - 100
Анилинофенолоформапьдегидная смола - 5-60
Низкомолекулярный бутадиен - акрилонитрильный каучук - с концевыми карбоксильными группами - 0-50
Бис-[3-(3,5-ди-трет-бутил-4-оксифенил)пропил]сульфид - 1 -5
Спиртоацетоновая смесь - 90-200
Отличительными особенностями предлагаемого эпоксидного связующего для армированных пластиков являются следующие признаки:
- введение отвердителя - анилинофенолоформальдегидной смолы в других количественных пределах, чем в аналоге и прототипе;
- содержание в качества модификатора низкомолекулярного бутадиен-акрилонитрильного каучука с концевыми карбоксильными группами;
- содержание в качестве ускорителя отверждения и одновременно структурообразователя бис-[3-(3,5-ди-трет-бутил-4-оксифенил)пропил]сульфида;
- содержание в качестве растворителя спирто-ацетоновой смеси при массовом соотношении спирта и ацетона 1:1.
Эпокситрифенольная смола (ЭТФ) - ТУ 2225-316-09201208-94 является продуктом конденсации эпихлоргидрина с трифенолом (в присутствии щелочи). Содержание эпоксидных групп - не менее 19,5%. Представляет собой твердый расплав с температурой плавления 65-75oС.
Резольная анилинофенолоформальдегидная смола марок СФ-340А или СФ-341А (ГОСТ 18694-80) является отвердителем смолы ЭТФ. Представляет собой смесь порошка, крошки и кусков неопределенной формы. Температура каплепадения -90-110oС.
Низкомолекулярный бутадиен-акрилонитрильный каучук с концевыми карбоксильными группами марок СКН-30КТРА (ТУ 38.103474-86) или СКН-10КТРА (ТУ 003-124-86).
Бис-[3-(3,5-ди-трет-бутил-4-оксифенил)пропил] сульфид получают взаимодействием 2,6-ди-трет-бутил-4(γ-хлорпропил)фенола с сернистым натрием. Представляет собой белый кристаллический порошок.
Эмпирическая формула: С34Н54О2S
Структурная формула:
Молекулярная масса: 526,86.
Температура плавления: 71-75oС.
Продукт выпускается в опытно-промышленном масштабе под маркой "СО-3" (ТУ 88-15326-01-90).
Указанные отличительные существенные признаки являются новыми, так как их использование в предложенной совокупности, количественных и качественных соотношениях в известном уровне техники, аналогах и прототипе не обнаружены, что позволяет характеризовать предложенное эпоксидное связующее для армированных пластиков соответствием критерию "новизна".
Единая совокупность новых существенных признаков с общими известными существенными признаками позволяет решить поставленную задачу и достичь новый технический результат, что характеризует предложенное эпоксидное связующее существенными отличиями от известного уровня техники, аналогов и прототипа.
Новое эпоксидное связующее является результатом научно-экспериментальных исследований и творческого вклада, получено без использования каких-либо стандартных разработок, инструкций или рекомендаций в данной области техники переработки пластмасс, основано на использовании новой концепции его получения, неочевидно для специалистов, характеризуется соответствием критерию "изобретательский уровень".
Количественные пределы ингредиентов эпоксидного связующего устанавливали исходя из условий:
- получения эластичных, нелипких препрегов с длительной жизнеспособностью;
- обеспечения максимальных прочностных характеристик, в том числе при 200oС и выше;
- минимального водопоглощения.
Бис-[3-(3.5-ди-трет-бутил-4-оксифенил)пропил] сульфид (продукт СО-3) в заявляемом связующем выполняет функцию не только ускорителя процесса отверждения смолы ЭТФ отвердителем - анилинофенолоформальдегидной смолой, но одновременно играет роль структурообразователя, создавая (за счет химического взаимодействия со смолами и каучуком) более упорядоченную и менее дефектную структуру сетчатого полимера, что, в свою очередь, обеспечивает улучшение физико-механических, теплофизических и других свойств пластиков на основе данного связующего.
Концевые карбоксильные группы бутадиен-акрилонитрильного каучука при нагреве взаимодействуют с эпоксидными группами смолы ЭТФ. Это позволяет в сочетании с ускорителем (структурообразователем) - продуктом СО-3 - обеспечить высокую деформационную теплостойкость эпоксиполимера и существенно снизить (в сравнении с аналогом и прототипом) водопоглощение пластиков.
В качестве растворителя выбран дешевый, доступный и легко летучий растворитель - спиртоацетоновая смесь при массовом соотношении спирта и ацетона 1: 1. Исходя из условий хорошей растворимости всех компонентов эпоксидного связующего, из спиртов выбраны наиболее доступные и экологически безопасные - этиловый и изопропиловый.
Способ получения патентуемого эпоксидного связующего, препрегов и пластиков на его основе осуществляется следующим образом:
А. Приготовление эпоксидного связующего
Связующее в больших (50-400 кг) количествах готовят в смесителе с мешалкой, люком для загрузки и нижним спускным краном. Небольшое количество связующего готовится в любой подходящей емкости с перемешиванием вручную. В целях ускорения процесса растворения анилинофенолоформальдегидной смолы ее предварительно измельчают в дробилке, мельнице или на вальцах до размера частиц не более 2 мм.
В смеситель заливают расчетное (согласно рецептуры) количество ацетона, затем при работающей мешалке загружают расчетное количество измельченной анилинофенолоформальдегидной смолы и порошкообразного бис-[3-(3,5-ди-трет-бутил-4-оксифенил)пропил] сульфида и перемешивают смесь (при температуре помещения) до получения однородного раствора (ориентировочно 1-1,5 ч). Затем в смеситель при работающей мешалке загружают расчетное количество спирта (этилового, изопропилового или другой марки, в котором хорошо растворяются все компоненты связующего) и разогретые до текучего состояния эпокситрифенольную смолу и низкомолекулярный бутадиен - акрилонитрильный каучук марок СКН-10КТРА или СКН-30КТРА, после чего смесь продолжают перемешивать еще в течение 1-1,5 ч. Готовое к применению эпоксидное связующее разливается в соответствующие емкости.
В зависимости от требований, предъявляемых к конкретному пропитанному материалу, в процессе пропитки производится корректировка плотности связующего за счет разбавления непосредственно в ванне пропиточной машины (при ручном перемешивании). Для разбавления используется тот же растворитель.
Б. Получение предварительно пропитанных материалов (препрегов)
Для оценки прочностных характеристик стеклопластиков на промышленной пропиточной машине (шахтного типа) пропитывалась конструкционная стеклоткань марки ТСУ 8/3 - ВМ -78 (ТУ 6-11-292-84).
Параметры пропитки:
Скорость пропитки, м/мин - 1-1,5
Температура в шахте, oС - 110-120
Пропитанная стеклоткань была эластичной, нелипкой и имела следующие характеристики:
Массовая доля летучих, % - 1±0,4
Массовая доля растворимых веществ, % - 9,6
Содержание (массовая доля) связующего, % - 30±2
В. Методы исследований
Жизнеспособность пропитанной связующим стеклоткани (препрега) при температуре хранения (0±0,2)oС оценивали:
1) по времени, в течение которого сохраняется эластичность (гибкость) препрега;
2) по времени, в течение которого не изменяется массовая доля растворимых;
3) по изменению прочностных характеристик стеклопластика, изготовленного из препрега с разным сроком хранения.
Режим намотки колец диаметром 592 х 606 мм (толщина пластика 7 мм, ширина ткани 900 мм):
Скорость, об/мин - 4,5
Натяжение, кг/полотно - 250
Температура опорных валов, oС:
а) 1-й вал - 120-130
б) 2-й вал - 90
Режим термообработки:
- ступенчатый подъем температуры с выдержкой 120oС - 2 ч, 160oС - 2 ч, 180oС - 2 ч, (200±5)oС - 6 ч;
- охлаждение в течение 6-8 ч до 60-80oС.
Время желатинизации связующего определяли с помощью полимеризационной плиты, как описано в ГОСТ 901-78.
Температуру стеклования (Тст) отвержденных связующих в зависимости от их рецептурного состава оценивали динамическим методом с помощью прибора - торсионного маятника по изменению жесткости (утвержденного микропластика в процессе нагрева от комнатной температуры до 250oС с постоянной скоростью нагрева 1oС/мин:
где τ0 - период колебаний (время раскручивания диска, жестко закрепленного на нижнем конце микропластика при комнатной температуре, oС);
τt - период колебаний при температуре t, oC.
Все микропластики готовили путем ручной пропитки стеклонити ВМС-80 (58 текс) связующим 60%-ной концентрации с последующим удалением растворителя в термошкафу и отверждением по оптимальному для каждой рецептуры связующего режиму, обеспечивающему максимальную Тст. Содержание связующего в микропластике составляло (30±2) мас.%.
Физико-механические испытания стеклопластиковых образцов проводили согласно ОСТ 3-4791-81, ОСТ 3-4792-81 и др.
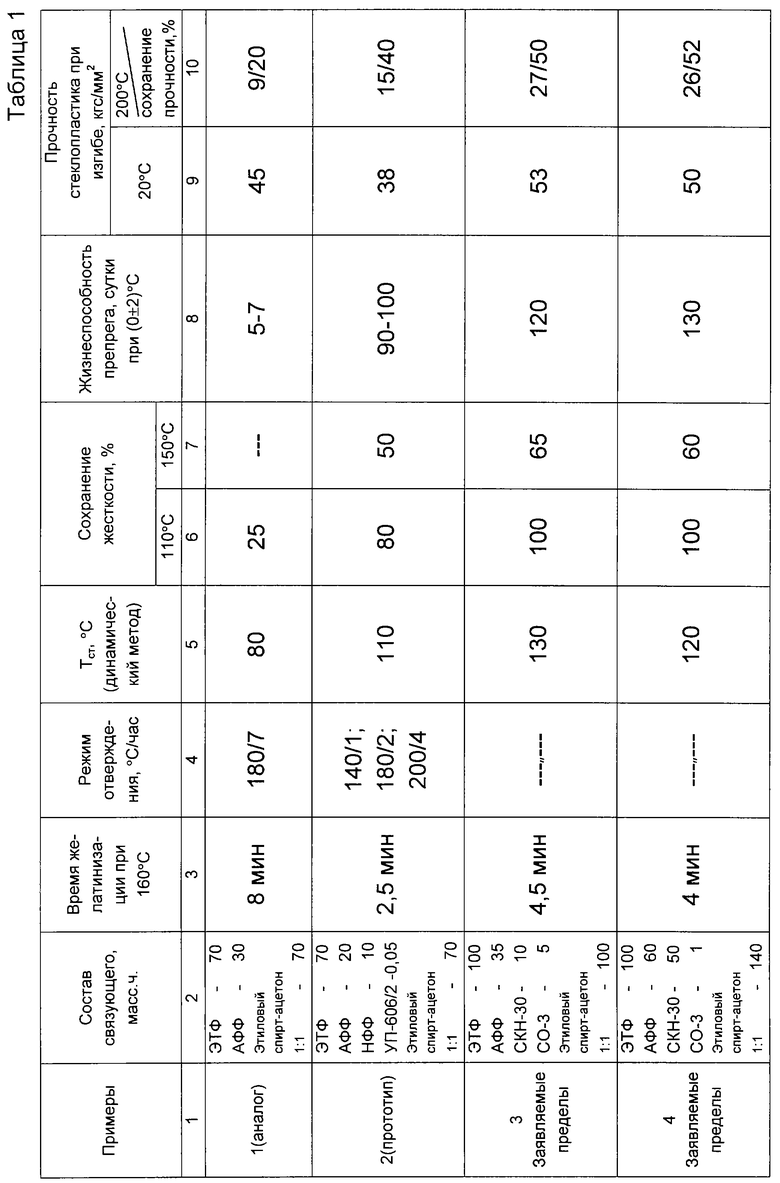
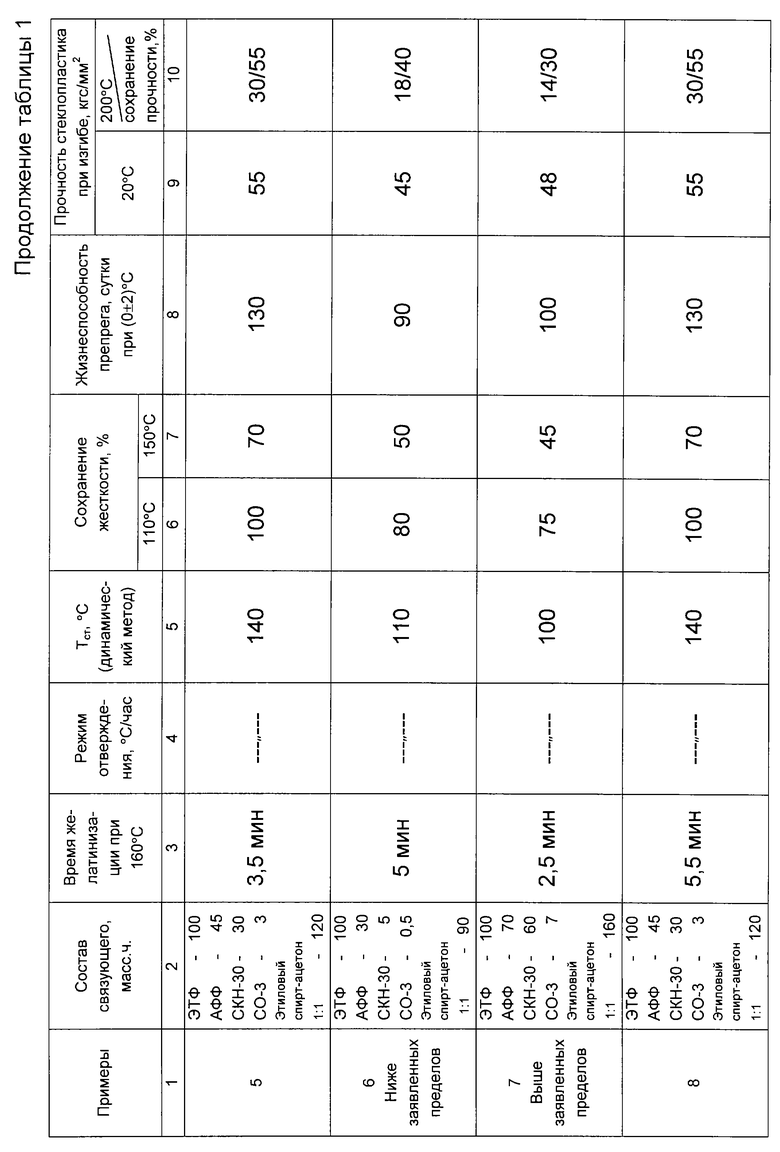
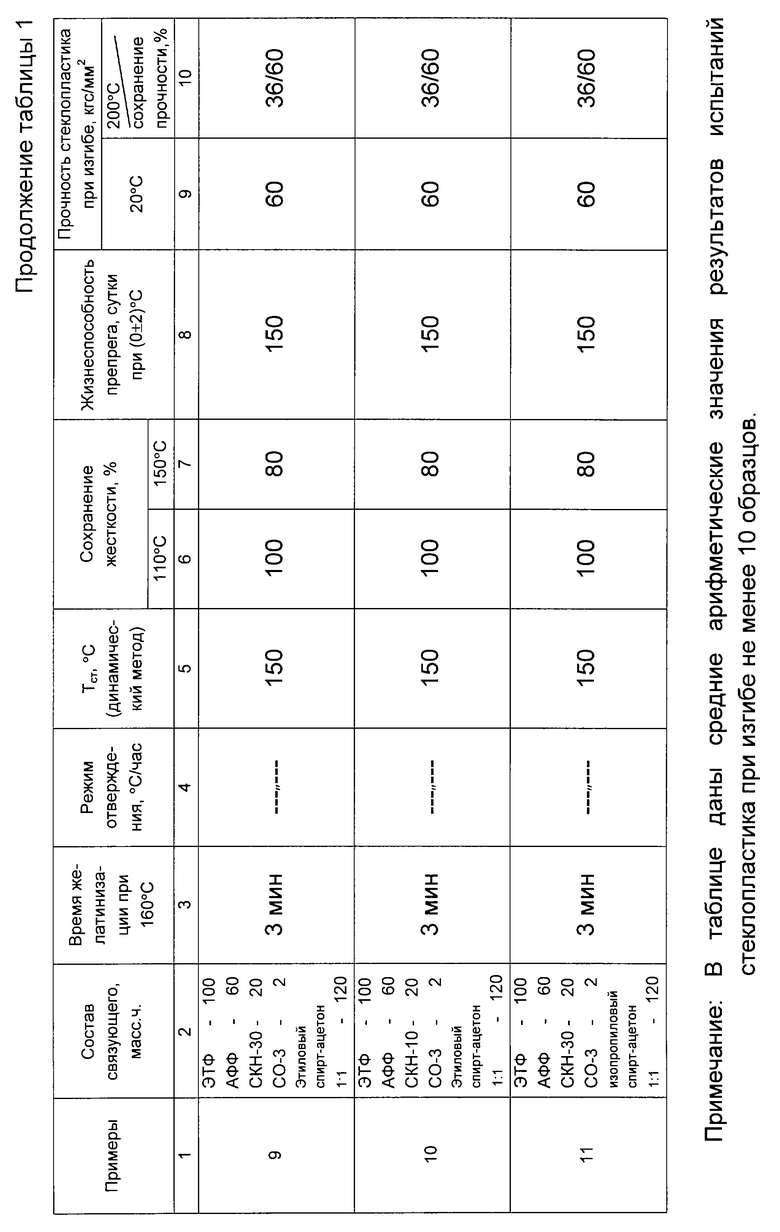
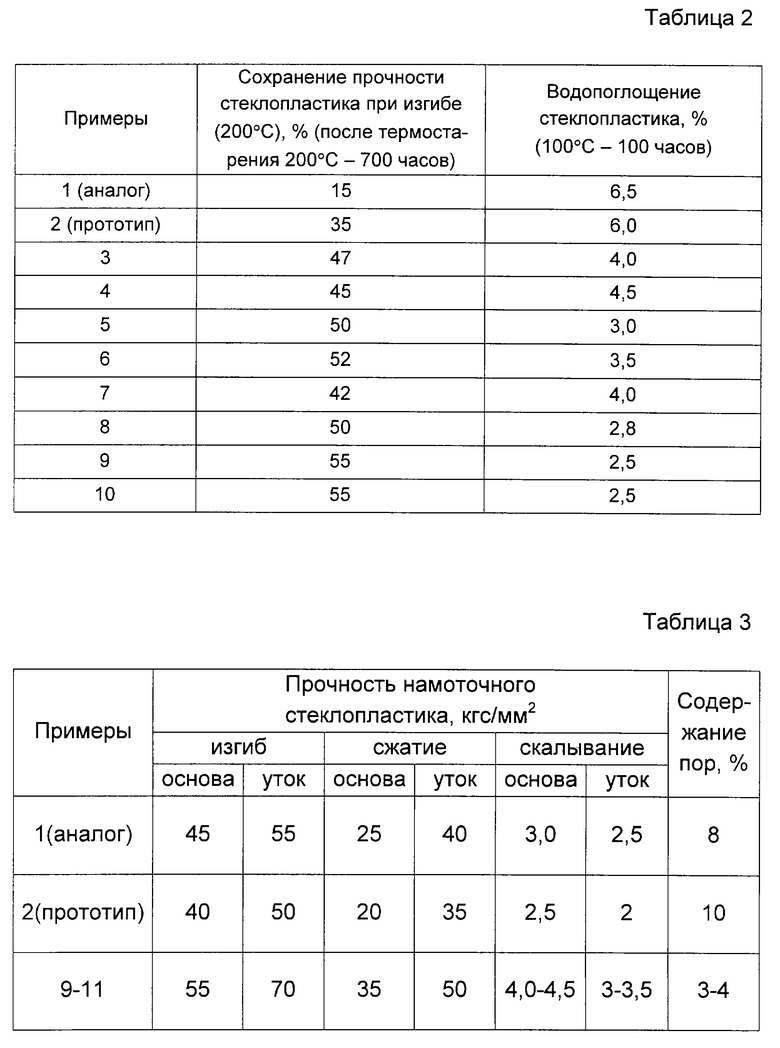
Данные по прочности при статическом изгибе (20 и 200oС), табл.1, сохранению прочности после теплового старения (200oС -700 ч) и водопоглощению при кипячении в течение 100 ч, табл.2, получены на стеклопластиковых образцах (стеклоткань марки ТСУ 8/3 - ВМ - 78), изготовленных методом прямого прессования при удельном давлении 10 кгс/см2 и ступенчатом нагреве от 20 до 200oС с выдержкой при 200oC 0,5-1,0 ч на 1 мм толщины. Образцы из плит были вырезаны по основе.
Данные по прочности при изгибе, сжатии и скалывании, табл.3, получены на образцах, вырезанных из намоточного стеклопластика (см. выше). Образцы были вырезаны по основе и утку.
Содержание пор (пустот) в образцах стеклопластика определяли с помощью микроструктурного анализа. Водопоглощение стеклопластиков в кипящей воде оценивали по изменению массы образцов согласно ГОСТ 4650-82.
Пример 1 (аналог)
В емкость-смеситель заливают расчетное (согласно рецептуре) количество ацетона, затем при работающей мешалке расчетное количество измельченной анилинофенолоформальдегидной смолы СФ-340А или СФ-341А (сокращенное обозначение АФФ). Смесь перемешивают (при температуре помещения) до однородного раствора (ориентировочно 1-1,5 ч). Затем при работающей мешалке загружают расчетное количество этилового спирта и разогретую до текучего состояния эпокситрифенольную смолу (сокращенное обозначение ЭТФ), после чего смесь продолжают перемешивать еще в течение 0,5-1 ч.
Пример 2 (прототип)
В емкость (смеситель) заливают расчетное (согласно рецептуре) количество ацетона, затем при работающей мешалке расчетное количество измельченной АФФ смолы. Смесь перемешивают (при температуре помещения) до однородного раствора (ориентировочно 1-1,5 ч). Затем при работающей мешалке загружают расчетное количество этилового спирта (при массовом соотношении спирта и ацетона 1:1) и измельченную новолачную фенолоформальдегидную смолу (сокращенно НФФ), после чего смесь перемешивают до получения однородного раствора (ориентировочно 1-1,5 ч). После этого при работающей мешалке загружают согласно рецептуре разогретую до текучего состояния ЭТФ и заливают понемногу ускоритель - трис-(диметиламинометил)фенол (УП-606/2), после чего смесь продолжают перемешивать еще в течение 0,5-1 ч.
Примеры 3 -11
Порядок их приготовления описан выше (см. раздел А).
Примеры 3-5
Содержание АФФ, каучука СКН-30КТРА и ускорителя (структурообразователя) - продукта СО-3 находится в заявляемых пределах.
Примеры 6,7
Содержание АФФ, каучука СКН-30КТРА и ускорителя (структурообразователя) - продукта СО-3 соответственно ниже и выше заявленных пределов.
Пример 8
Аналогичен примеру 5, только вместо каучука СКН-30КТРА взят каучук СКН-10КТРА.
Примеры 9-11
Содержание АФФ, каучука СКН-30КТРА (пример 9,11 - СКН-30КТРА, пример 10 - СКН-10КТРА) и ускорителя (структурообразователя) - продукта СО-3 находится в заявленных пределах, но является, судя по свойствам, оптимальным. В примере 11 вместо этилового спирта взят изопропиловый спирт.
Содержание растворителя - спиртоацетоновой смеси при массовом соотношении этилового спирта и ацетона 1:1 (примеры -1-10) и изопропилового спирта и ацетона 1:1 (пример 11) выбрано, исходя из 60%-ной концентрации связующего и условия обеспечения при вышеуказанных параметрах пропитки массовой доли связующего в пропитанной стеклоткани ТСУ 8/3 - ВМ -78-(30±2) мас.%.
В процессе пропитки (как уже отмечалось выше) растворитель удаляется полностью, и в пропитанных материалах (стеклотканях), а тем более в прессованном (намоточном) стеклопластике отсутствует. По этой причине, по-видимому, в формуле изобретения авт. свид. 726137 в составе связующего растворитель не указан.
В рецептурах связующих (примеры 3-11) большему количеству отвердителя АФФ соответствует и большее количество модификатора (каучука), а ускорителя (структурообразователя) - продукта СО-3, наоборот, меньше.
Оптимизация количества вводимых в заявляемое эпоксидное связующее отвердителя, модификатора и ускорителя (структурообразователя) осуществлялась, исходя из следующих требований:
- времени желатинизации, которое должно быть не более 5 мин при 160oС;
- обеспечения высокой деформационной теплостойкости (Тст, определенная динамическим методом в контакте со стеклом - не менее 120oС) и уровня сохранения прочности стеклопластика при изгибе при 200oС - не менее 45%;
- высокой стойкости к тепловому старению;
- минимального водопоглощения, особенно при повышенных температурах.
При содержании в связующем отвердителя, модификатора и ускорителя (структурообразователя) в меньшем или большем количестве, чем в заявленных пределах, не удается выполнить указанные требования, т.е. стеклопластик имеет свойства на уровне аналога и прототипа.
На оптимальной же рецептуре заявленного связующего (примеры 9-11) стеклопластик существенно превосходит аналогичный материал на связующих по примеру 1 (аналог) и примеру 2(прототип):
- по сохранению прочности при изгибе (200oС) в 1,5-3 раза;
- водопоглощение (100oС -100 ч) более чем в 2 раза ниже, чем у аналога и прототипа;
- по сохранению прочности при изгибе (200oС) после 700 ч теплового старения при 200oС - в 1,5-3 раза.
При этом на заявленном связующем после пропитки стеклоткани получаются нелипкие, эластичные препреги с большей жизнеспособностью (при 0±2oС).
Прочностные характеристики (при изгибе, сжатии и скалывании) намоточного стеклопластика на заявленном связующем (оптимальные рецептуры по примерам 9-11) также выше, чем у аналога и прототипа. Это объясняется тем, что препреги на связующих по примерам 1 и 2 жесткие, в результате и пористость стеклопластика выше в 2-3 раза.
Таким образом, новое техническое решение в совокупности предложенных существенных признаков при реализации в эпоксидном связующем для армированных пластиков и изделий на их основе дает новый положительный эффект, соответствует и критерию "промышленная применимость", т.е. уровню изобретения.
Могут быть различные варианты исполнения эпоксидного связующего по составу и количественному соотношению компонентов, если это не выходит за пределы объема технического решения, изложенного в формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ АРМИРОВАННЫХ ПЛАСТИКОВ | 2006 |
|
RU2323236C1 |
| ГИБКИЙ НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ | 2008 |
|
RU2371886C1 |
| ГИБКИЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ | 2002 |
|
RU2234822C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО ЭЛЕКТРОНАГРЕВАТЕЛЯ | 1994 |
|
RU2074519C1 |
| ПРЕПРЕГ НА ОСНОВЕ КЛЕЕВОГО СВЯЗУЮЩЕГО ПОНИЖЕННОЙ ГОРЮЧЕСТИ И СТЕКЛОПЛАСТИК, УГЛЕПЛАСТИК НА ЕГО ОСНОВЕ | 2018 |
|
RU2676634C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ АРМИРОВАННЫХ ПЛАСТИКОВ | 2009 |
|
RU2412963C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕПРЕГА ДЛЯ НАМОТКИ ТЕПЛОЗАЩИТНЫХ И/ИЛИ АНТИСТАТИЧЕСКИХ ВНУТРЕННИХ ОБЕЧАЕК СТЕКЛОПЛАСТИКОВЫХ ТРУБ-ОБОЛОЧЕК РАЗЛИЧНОГО КЛАССА И НАЗНАЧЕНИЯ | 2002 |
|
RU2206582C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ АРМИРОВАННЫХ ПЛАСТИКОВ | 2012 |
|
RU2505568C1 |
| ТРУБОПРОВОД С ЭЛЕКТРОПОДОГРЕВОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2285188C2 |
| ГИБКИЙ НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2234820C2 |
Изобретение относится к области получения эпоксидных связующих для пропитки армированных материалов - пресс-материалов, стекло- и углепластиков, перерабатываемых методами прямого прессования, сухой намотки и т.д. Связующее включает, мас. ч. : эпокситрифенольную смолу 100, анилинофенолоформальдегидную смолу (отвердитель) 35-60, низкомолекулярный бутадиен-акрилонитрильный каучук с концевыми карбоксильными группами (модификатор) 10-50, бис-[3-(3,5-ди-трет.бутил-4-оксифенил)пропил]сульфид (ускоритель отверждения и структурообразователь) 1-5, спиртоацетоновую смесь (массовое соотношение спирта и ацетона 1:1) 90-200. Изобретение позволяет получать предварительно пропитанные связующим нелипкие материалы с повышенной жизнеспособностью. Крупногабаритные изделия, полученные пропиткой связующим по изобретению, имеют минимальную пористость, высокие прочностные характеристики и низкое водопоглощение. 3 табл.
Эпоксидное связующее для армированных пластиков, включающее эпокситрифенольную смолу, отвердитель - анилинофеноло-формальдегидную смолу, модификатор, ускоритель отверждения и растворитель, отличающееся тем, что она содержит в качестве модификатора низкомолекулярный бутадиен-акрилонитрильный каучук с концевыми карбоксильными группами, в качестве ускорителя отверждения и одновременно структурообразователя - бис-[3-(3,5-ди-трет-бутил-4-оксифенил)пропил] сульфид и в качестве растворителя - спиртоацетоновую смесь при массовом соотношении спирта и ацетона 1: 1, при следующем соотношении компонентов связующего, мас. ч. :
Эпокситрифенольная смола - 100
Анилинофенолоформальдегидная смола - 35-60
Низкомолекулярный бутадиен-акрило-нитрильный каучук с концевыми карбоксильными группами - 10-50
Бис-[3-(3,5-ди-трет-бутил-4-оксифенил)- пропил] сульфид - 1-5
Спиртоацетоновая смесь - 90-200
| СТЕРЕОСКОП | 1921 |
|
SU726A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

