Данное изобретение относится к способу сборки теплоизоляционных стеклопакетов, содержащих три параллельных друг другу стеклянных листа, которые посредством первой клеящей прокладки и второй клеящей прокладки попарно удерживаются вдоль своих краев на расстоянии друг от друга и склеены друг с другом, причем указанные листы содержат внутренние пространства, вмещающие газ, отличный от воздуха.
Из патентного документа ЕР 0539407 В1 известно устройство для сборки теплоизоляционных стеклопакетов, содержащих два параллельных друг другу стеклянных листа, которые посредством клеящей прокладки удерживаются вдоль своих краев на расстоянии друг от друга и склеены друг с "другом. Стеклянные листы и прокладка ограничивают герметичное внутреннее пространство, вмещающее отличный от воздуха газ. Известное устройство содержит опорное приспособление в виде панели на воздушной подушке, имеющей наклон назад на несколько градусов от вертикали и предназначенной для опирания, фиксации и позиционирования стеклянных листов, а также держатель, расположенный параллельно опорному приспособлению и также выполненный в виде панели на воздушной подушке. Держатель предназначен для фиксации и позиционирования первого стеклянного листа на расстоянии от второго стеклянного листа, причем расстояние от опорного приспособления до держателя является изменяемым. Панели на воздушной подушке снабжены отверстиями, которые распределены по плоским поверхностям панелей, обращенным к стеклянным листам. Из указанных отверстий выходит поток воздуха для создания воздушной подушки, причем направление потока можно менять на противоположное для присасывания стеклянных листов с целью фиксации их на соответствующей панели с воздушной подушкой. Как у опорною приспособления, так и у держателя плоская передняя сторона, обращенная к стеклянным листам, задает в каждом случае установочную поверхность, совмещенную с плоской поверхностью стеклянных листов пока соответствующий стеклянный лист зафиксирован опорным приспособлением или держателем, но еще не изогнут.В известном сборочном устройстве держатель также снабжен всасывающим устройством, передняя сторона которого обращена к зафиксированному на держателе стеклянному листу, и которое размещено в простирающейся снизу вверх краевой части держателя или непосредственно граничит с держателем. Указанное всасывающее устройство, вместе с краевой частью держателя, где оно расположено, можно смещать из положения, в котором передняя сторона всасывающего устройства находится вровень с установочной поверхностью держателя (заданной передней стороной панели с воздушной подушкой) в положение за сначала плоской установочной поверхностью, с изгибом стеклянного листа, который к ней прилеплен и зафиксирован на панели с воздушной подушкой. Под опорным приспособлением известного сборочного устройства размещен горизонтальный конвейер, на котором стеклянные листы можно так транспортировать по сборочному устройству, что листы стоят своим нижним краем на указанном горизонтальном конвейере и прислонены к опорному приспособлению.
В рассматриваемом известном устройстве сборка теплоизоляционного стеклопакета из двух стеклянных листов предусматривает выполнение следующих этапов.
Сначала в сборочное устройство транспортируют первый стеклянный лист до его прихода в положение упора, в котором простирающаяся снизу вверх передняя краевая часть первого стеклянного листа расположена напротив подвижного всасывающего устройства держателя.
Затем держатель принимает первый стеклянный лист, приближаясь к опорному приспособлению до прихода в контакт с указанным первым листом. Затем первый стеклянный лист присасывают к панели держателя с воздушной подушкой и вместе с держателем отводят от опорного приспособления. В это время можно транспортировать в сборочное устройство второй стеклянный лист, снабженный клеящей прокладкой, приводя его в положение упора, в котором указанный лист расположен конгруэнтно напротив первого стеклянного листа. Тем временем первый стеклянный лист присасывают всасывающим устройством держателя и отгибают назад за счет смещения указанного всасывающего устройства. Затем держатель вместе с изогнутым первым стеклянным листом приближают к опорному приспособлению и прижимают первый стеклянный лист к клеящей прокладке второго стеклянного листа. В результате стеклянные листы соединены друг с другом за исключением отогнутой назад краевой части первого листа. Затем через оставшийся вход во внутреннее пространство теплоизоляционного стеклопакета (предпочтительно вблизи нижнего края стеклянных листов) подают отличный от воздуха газ, вытесняющий имеющийся во внутреннем пространстве воздух, который вытекает из внутреннего пространства в верхней части входа. Когда уже достаточное количество воздуха во внутреннем пространстве теплоизоляционного стеклопакета заменено газом, отличным от воздуха, изгиб первого стеклянного листа отменяют, закупоривая тем самым теплоизоляционный стеклопакет который сжимают до заданной толщины. Затем отводят держателя от опорного приспособления и выгружают теплоизоляционный стеклопакет, во время чего стеклопакет стоит на горизонтальном конвейере и прислонен к опорному приспособлению.
Однако в патентном документе ЕР 0539407 В1 не раскрыт способ, который бы позволял собирать и наполнять газом, отличным от воздуха, тройные теплоизоляционные стеклопакеты, которые представляют собой теплоизоляционные стеклопакеты с тремя параллельными стеклянными листами, попарно удерживаемыми на расстоянии друг от друга и склеенные друг с другом вдоль своих краев посредством первой клеящей прокладки и второй клеящей прокладки, и имеют два герметичных внутренних пространства, в которых заключен газ, отличный от воздуха.
На практике сборочное устройство, известное из документа ЕР 0539407 В1, применяют также и для сборки тройных теплоизоляционных стеклопакетов. Для этого сначала изготавливают двойной теплоизоляционный стеклопакет описанным выше способом, затем, тем применительно к ситуации, тем же способом его дополняют третьим стеклянным листом.
Известно, что для получения таким способом тройного теплоизоляционного стеклопакета, наполненного отличным от воздуха газом, имеющийся двойной теплоизоляционный стеклопакет фиксируют, путем присасывания, на панели держателя с воздушной подушкой и изгибают посредством дополнительного всасывающего устройства, расположенного на краю панели с воздушной подушкой, после чего в изогнутом состоянии прижимают ко второй клеящей прокладке на третьем стеклянном листе, и через оставшийся вход подают отличный от воздуха газ во второе внутреннее пространство теплоизоляционного стеклопакета, образованное между вторым стеклянным листом и третьим стеклянным листом. По получении достаточного содержания указанного газа во втором внутреннем пространстве изгиб двойного теплоизоляционного стеклопакета отменяют, закупоривая тем самым второе внутреннее пространство тройного теплоизоляционного стеклопакета.
Недостаток описанного выше способа состоит в том, что усилие, необходимое для изгиба второго стеклянного листа, можно передавать на второй стеклянный лист лишь опосредованно, то есть через прокладку, обеспечивающую клеевое соединение между первым и вторым стеклянными листами, сила сцепления которого ограничивает изгибающее усилие, которое можно передать на второй стеклянный лист - при превышении силы сцепления произойдет отсоединение второго стеклянного листа от прокладки в области изгиба или же его отсоединение вместе с прокладкой от первого стеклянного листа, в результате чего вход в первое внутреннее пространство теплоизоляционного стеклопакета снова откроется, что приведет к вытеканию газа, отличного от воздуха, В то же время еще до завершения необходимого газообмена закроется вход во второе внутреннее пространство теплоизоляционного стеклопакета. Практика показала, что сборочное устройство, описанное в ЕР 0539407 В1, позволяет изготавливать тройной теплоизоляционный стеклопакет только если толщина среднего стеклянного листа не превышает 4-5 мм.
Из патентного документа ЕР 1063383 А2 известно устройство для сборки двойных теплоизоляционных стеклопакетов, камера которых наполнена тяжелым газом. В этом устройстве два стеклянных листа, один из которых снабжен клеящей прокладкой, сначала устанавливают параллельно друг другу и без взаимного соединения между двумя панелями с воздушной подушкой устройства для сборки и прессования, а затем удерживают на панелях с воздушной подушкой путем присасывания. Горизонтальный конвейер, посредством которого в этом устройстве транспортируют стеклянные листы, имеет две параллельные друг другу ленты, между которыми предусмотрен зазор, через который снизу во внутреннее пространство между двумя стеклянными листами можно ввести газ, отличный от воздуха. Когда введено достаточное количество газа, указанные две панели с воздушной подушкой приближают друг к другу, закупоривая тем самым теплоизоляционный стеклопакет. При изготовлении тройного теплоизоляционного стеклопакета, данный процесс повторяют с третьим стеклянный листом. При таком способе отсутствуют ограничения в отношении толщины среднего стеклянного листа. Тем не менее, обоим устройствам присущ тот недостаток, что в них продолжительность цикла изготовления наполненного газом тройного теплоизоляционного стеклопакета почти вдвое превышает продолжительность цикла изготовления наполненного газом двойного теплоизоляционного стеклопакета.
Основной задачей данного изобретения является создание способа, который, в сравнении с известными решениями, позволял бы более рационально и с более толстыми средними стеклянными листами изготавливать наполненный газом тройной теплоизоляционный стеклопакет, используя для этого сборочное устройство, аналогичное устройству, описанному в ЕР 0539407 В1.
Поставленная задача решена за счет способа, охарактеризованного признаками независимого п.1 формулы изобретения. Варианты усовершенствования изобретения являются предметом зависимых пунктов формулы.
Для осуществления предлагаемого способа используют устройство для сборки теплоизоляционных стеклопакетов, снабженное опорным приспособлением, имеющим наклон назад на несколько градусов от вертикали и предназначенным для опирания, фиксации и позиционирования стеклянных листов, и держателем, расположенным параллельно указанному опорному приспособлению и предназначенным для фиксации и позиционирования первого стеклянного листа на расстоянии от двух других стеклянных листов, причем расстояние от опорного приспособления до держателя может изменяться, и как опорное приспособление, так и держатель задают каждое установочную поверхность, совмещенную с плоской поверхностью одного из стеклянных листов пока соответствующий стеклянный лист зафиксирован опорным приспособлением или держателем, но еще не изогнут.Опорное приспособление снабжено первым всасывающим устройством, передняя сторона которого обращена к зафиксированному на опорном приспособлении стеклянному листу, и которое размещено в простирающейся снизу вверх краевой части опорного приспособления, при этом держатель снабжен вторым всасывающим устройством, передняя сторона которого обращена к зафиксированному на держателе стеклянному листу, и которое размещено в простирающейся снизу вверх краевой части держателя. Каждое из двух всасывающих устройств вместе с краевой частью опорного приспособления или держателя, в которых они установлены, можно смещать из положения, в котором передняя сторона всасывающего устройства находится вровень с установочной поверхностью опорного приспособления или держателя, в положение за соответствующей плоской установочной поверхностью, с изгибом стеклянного листа, который к ней прилеплен и зафиксирован на опорном приспособлении или держателе. Посредством горизонтального конвейера, который установлен под опорным приспособлением, и на котором стеклянные листы стоят своим нижнем краем и прислонены к опоре, стеклянные листы могут транспортироваться через сборочное устройство.
Тройные теплоизоляционные стеклопакеты собирают с использованием описанного сборочного устройства, путем осуществления следующих этапов:
- транспортируют первый стеклянный лист в сборочное устройство до прихода указанного листа в положение упора, в котором его простирающаяся снизу вверх передняя краевая часть расположена между двумя подвижными всасывающими устройствами;
- принимают первый стеклянный лист держателем и присасывают принятый первый стеклянный лист посредством размещенного на держателе второго всасывающего устройства;
- отгибают назад прилепленную ко второму всасывающему устройству краевую часть первого стеклянного листа путем смещения второго всасывающего устройства за плоскую установочную поверхность держателя;
- транспортируют в сборочное устройство второй стеклянный лист, снабженный первой клеящей прокладкой, до прихода указанного листа в положение упора, в котором он расположен конгруэнтно или по существу конгруэнтно напротив первого стеклянного листа;
- принимают второй стеклянный лист держателем путем прижатия зафиксированного на нем первого стеклянного листа к первой клеящей прокладке на втором стеклянном листе, после чего второй стеклянный лист вместе с первым стеклянным листом смещают на некоторое расстояние от опорного приспособления;
- транспортируют в сборочное устройство третий стеклянный лист, снабженный второй клеящей прокладкой, до прихода указанного листа в положение упора, в котором он расположен конгруэнтно или по существу конгруэнтно напротив первого стеклянного листа и второго стеклянного листа;
- присасывают третий стеклянный лист посредством размещенного на опорном приспособлении первого всасывающего устройства и отгибают назад прилепленную к первому всасывающему устройству краевую часть третьего стеклянного листа путем смещения первого всасывающего устройства за плоскую установочную поверхность опорного приспособления;
- прижимают второй стеклянный лист к клеящей прокладке на третьем стеклянном листе путем приближения держателя к опорному приспособлению, причем сохраняют изгиб первого стеклянного листа и третьего стеклянного листа, тем самым оставляя открытым первый вход во внутреннее пространство между первым стеклянным листом и вторым стеклянным листом и второй вход во внутреннее пространство между вторым стеклянным листом и третьим стеклянным листом;
- подают газ, отличный от воздуха, через полученные входы во внутренние пространства, вытесняя или отсасывая при этом воздух из указанных внутренних пространств;
- закрывают входы путем отмены упругого изгиба первого стеклянного листа и третьего стеклянного листа.
Изобретение использует устройство описанного выше типа, в котором не только держатель, но также и опорное устройство снабжены всасывающим устройством, установленным с возможностью перемещения относительно плоской установочной поверхности опорного приспособления и позволяющим изгибать в краевой части стеклянный лист, зафиксированный на опорном приспособлении. Хотя такое решение уже описано в ЕР 0539407 В1, в указанном документе оно относится не к изгибу третьего стеклянного листа, а к изгибу второго стеклянного листа двойного теплоизоляционного стеклопакета с целью получения большего входа во внутреннее пространство теплоизоляционного стеклопакета, чем это было бы возможно только посредством всасывающего устройства на держателе. В отличие от этого, в предложенном изобретении в дополнение к первому стеклянному листу изгибают не второй, а третий стеклянный лист, причем второй стеклянный лист остается плоским все время. Преимущество такого решения состоит в получении двух входов в два внутренних пространства исключительно за счет изгиба первого и третьего стеклянных листов, в результате чего устранены ограничения в отношении толщины среднего стеклянного листа. Другое значительное преимущество состоит в возможности одновременного существования двух входов, что позволяет одновременно наполнять два внутренних пространства тройного теплоизоляционного стеклопакета. В результате в устройстве почти наполовину по сравнению с существующим уровнем техники сокращена продолжительность цикла изготовления и по сравнению с существующим уровнем техники значительно удешевлено изготовление тройных теплоизоляционных стеклопакетов.
В предпочтительном варианте подлежащий изгибу первый стеклянный лист присасывают, через установочную поверхность держателя, к установочной поверхности держателя, а подлежащий изгибу третий стеклянный лист присасывают, через установочную поверхность опорного приспособления, к установочной поверхности опорного приспособления. Преимущество такого решения состоит в том, что стеклянные листы можно присасывать на большой площади поверхности.
В предпочтительном варианте первый стеклянный лист изгибают до его соединения с первой прокладкой на втором стеклянном листе, а третий стеклянный лист изгибают до соединения второго стеклянного листа со второй прокладкой на третьем стеклянном листе. Это не позволяет первой прокладке сперва приклеиться к первому стеклянному листу, а затем частично снова отсоединиться от указанного первого листа из-за его изгиба, и не позволяет второй прокладке сперва приклеиться ко второму стеклянному листу, а затем снова отсоединиться от указанного второго листа из-за изгиба третьего стеклянного листа, в результате чего уменьшен риск нарушения герметичности теплоизоляционного стеклопакета.
Предпочтительно при подаче газа, отличного от воздуха, закупоривать входы в два внутренних пространства теплоизоляционного стеклопакета, по меньшей мере частично, вдоль краев первого и третьего стеклянных листов -чтобы как можно меньше подаваемого газа вытекало обратно из внутренних пространств теплоизоляционного стеклопакета до того, как указанные пространства будут закупорены за счет отмены изгиба первого и третьего стеклянных листов. В общем случае отличный от воздуха газ представляет собой газ тяжелее воздуха, например аргон, криптон или гексафторид серы. По этой причине при подаче отличного от воздуха газа особенно важна герметичность внутренних пространств в нижней части теплоизоляционного стеклопакета.
Предпочтительно, чтобы наполнение двух внутренних пространств отличным от воздуха газом происходило с совмещением во времени, в частности одновременно. Это сократит продолжительность циклов изготовления в предложенном способе. По этой же причине предпочтительным является одновременное закупоривание входов в два внутренних пространства теплоизоляционного стеклопакета.
После закрытия входов во внутренние пространства теплоизоляционного стеклопакета, стеклопакет требуется обжать с целью обеспечения газонепроницаемого соединения и получения заданной толщины теплоизоляционного стеклопакета. В общем случае обжим осуществляют, прижимая держатель сборочного устройства к его опорному приспособлению, прикладывая тем самым давление к расположенному между ними теплоизоляционному стеклопакету. Предпочтительно, чтобы при закупоривании входов опорное приспособление и держатель прикладывали к теплоизоляционному стеклопакету заданную прижимающую силу, зависящую от периметра теплоизоляционного стеклопакета, в частности прижимающую силу, подобранную пропорционально периметру теплоизоляционного стеклопакета. Преимущество состоит в том, что прижимающая сила, действующая на склейку, соединяющую прокладки со стеклянными листами теплоизоляционного стеклопакета, не зависит от размеров теплоизоляционного стеклопакета. При этом тем же образом можно получить необходимую толщину теплоизоляционного стеклопакета без измерения во время выполнения обжима.
Поскольку в общем случае отличный от воздуха газ тяжелее воздуха, его предпочтительно подавать во внутренние пространства теплоизоляционного стеклопакета вблизи нижнего края стеклянных листов, и вытеснять или отсасывать из внутренних пространств вблизи верхнего края стеклянных листов. Таким образом можно минимизировать смешивание тяжелого газа с воздухом.
В предпочтительном варианте второй стеклянный лист опирают его нижним краем, опосредованно удерживая его при этом держателем. Преимущество состоит в том, что при осуществлении сборки удержание второго стеклянного листа происходит не только за счет склейки, соединяющей первую прокладку с первым стеклянным листом и вторым стеклянным листом. Тем самым предотвращают опускание второго стеклянного листа во время сборки стеклопакета вследствие текучести клеящего вещества. Предпочтительно, чтобы второй стеклянный лист опирался на опорные элементы, установленные на держателе с возможностью регулировки по высоте, и для обеспечения опоры второго стеклянного листа, и предпочтительно также первого стеклянного листа, упирающиеся снизу в нижний край второго стеклянного листа.
При осуществлении предлагаемого способа предпочтительно использовать сборочное устройство, в котором опорное приспособление и держатель выполнены в виде панелей, по поверхности которых распределены отверстия, через которые можно всасывать воздух с целью фиксации стеклянного листа на такой панели с воздушной подушкой. Кроме того, по меньшей мере в случае опорного приспособления предусмотрено, что воздух можно избирательно выдувать для создания воздушной подушки между панелью с воздушной подушкой и прислоненным к ней стеклянным листом. Такие панели с воздушной подушкой уже опробованы в устройствах для сборки двойных теплоизоляционных стеклопакетов.
Предлагаемый способ и сборочное устройство для его осуществления поясняются ниже со ссылками на сопроводительные чертежи, на которых:
фиг.1 - схематичный вид сбоку сборочного устройства;
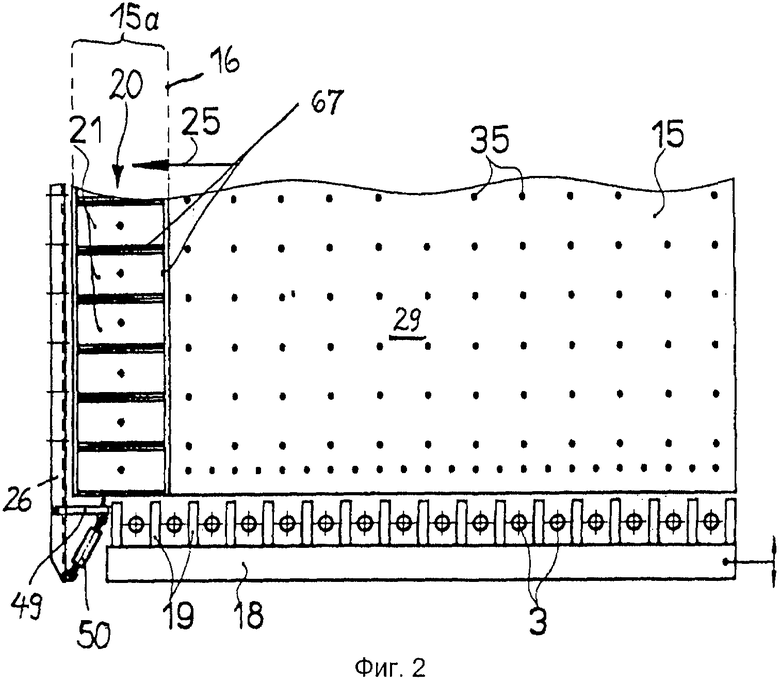
фиг.2 - схематичное изображение разреза части сборочного устройства по линии II-II;
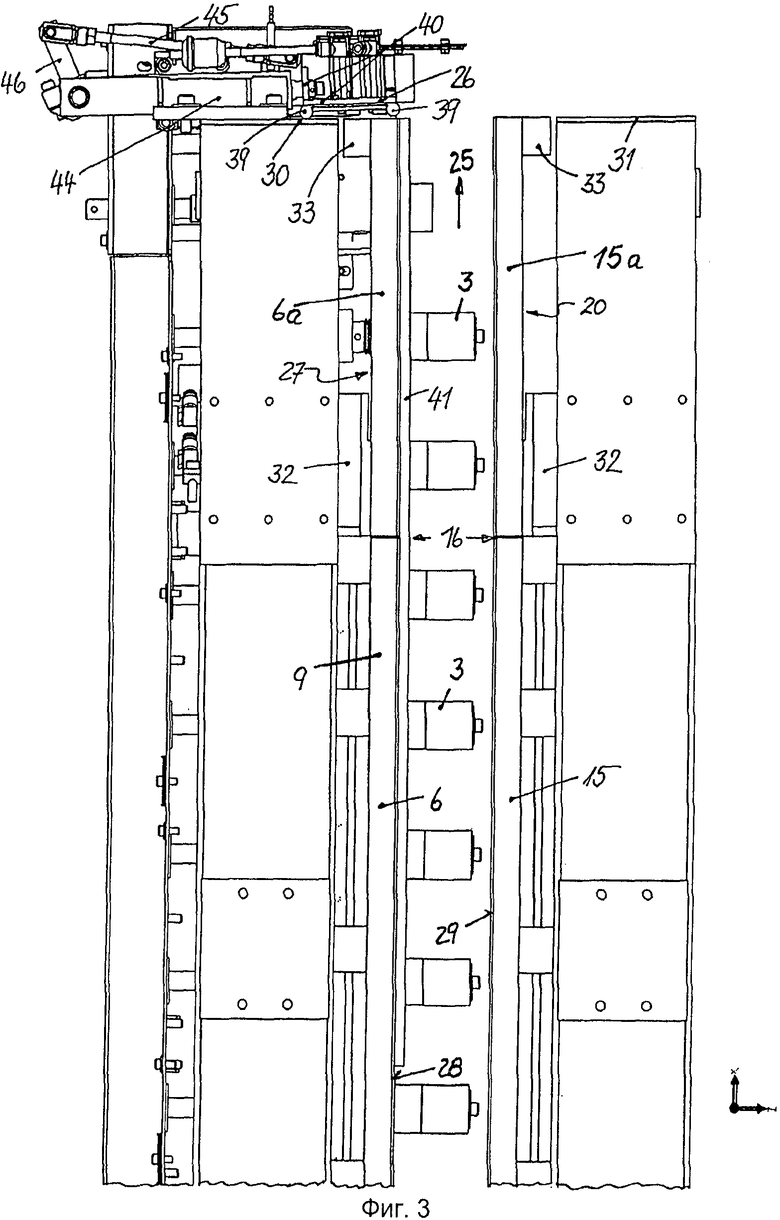
фиг.3 - вид сверху на фрагмент сборочного устройства, содержащий опорное приспособление в виде панели с воздушной подушкой, держатель в виде панели, через которую можно присасывать стеклянный лист, причем обе панели снабжены средствами для изгибания стеклянных листов, приводные ролики горизонтального конвейера для стеклянных листов и для собранного из этих стеклянных листов теплоизоляционного стеклопакета, а также устройство для подачи отличного от воздуха газа во внутренние пространства теплоизоляционных стеклопакетов;
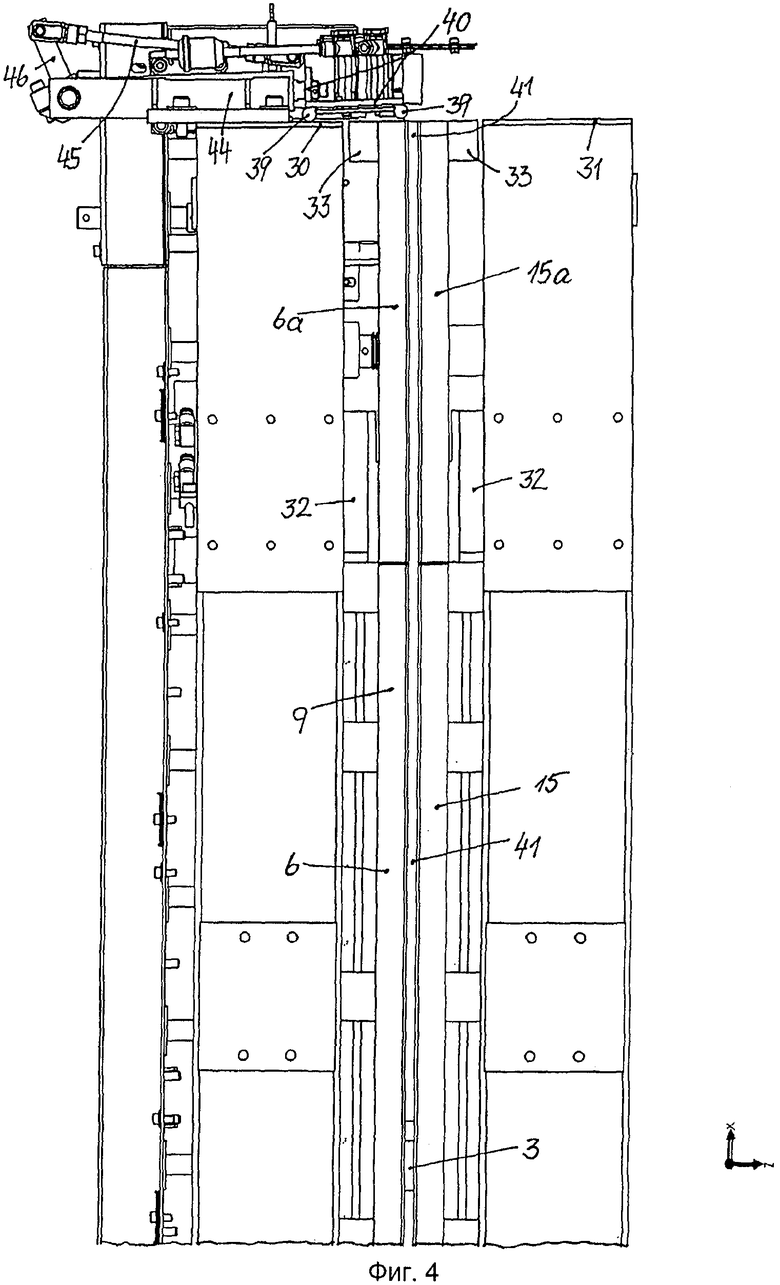
фиг.4 - вид сверху на фрагмент сборочного устройства с фиг.3 в процессе приема первого стеклянного листа держателем в виде панели;
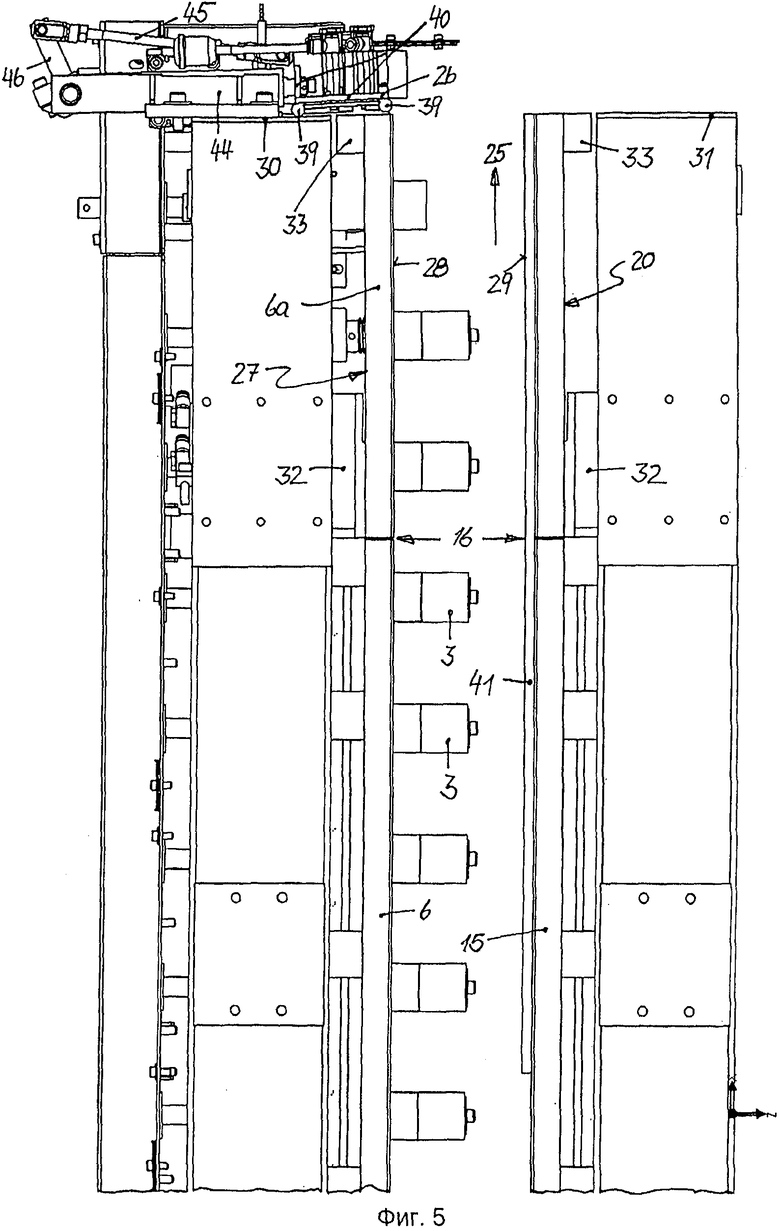
фиг.5 - вид сверху на фрагмент сборочного устройства с фиг.4 когда держатель в виде панели принял первый стеклянный лист;
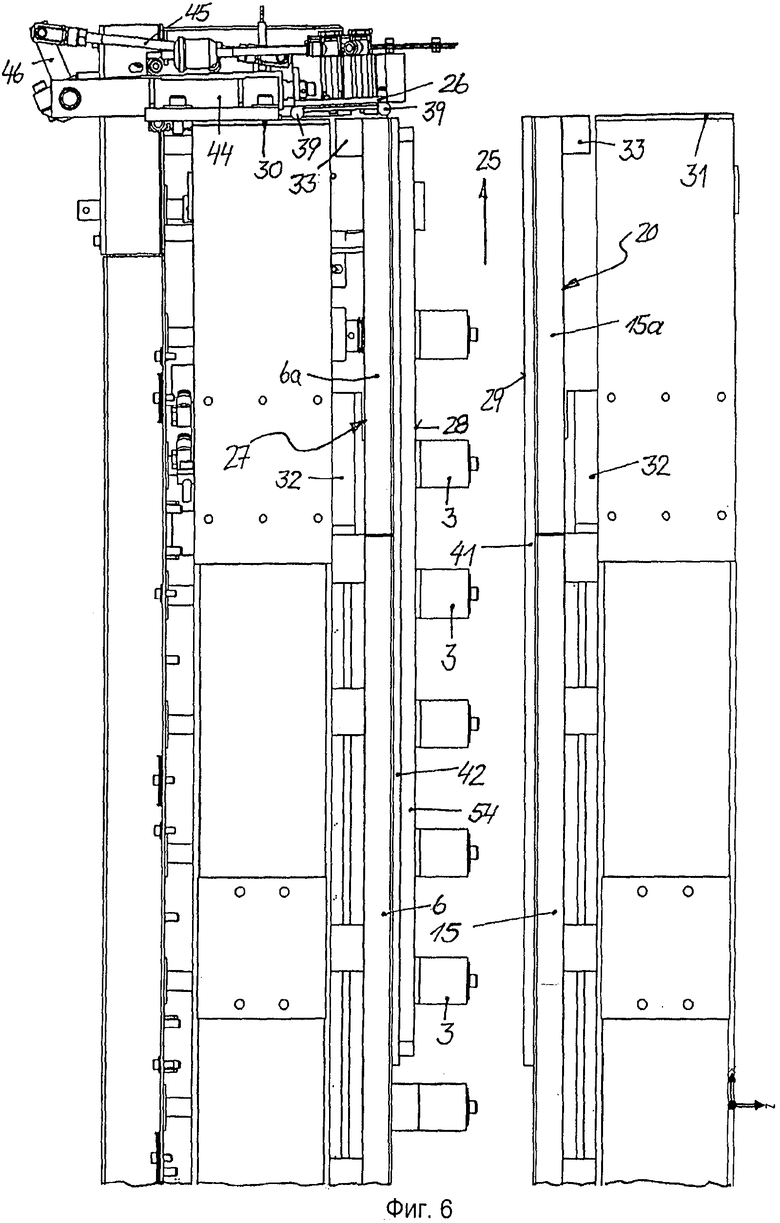
фиг.6 - вид сверху на фрагмент сборочного устройства с фиг.5 в процессе транспортировки, на горизонтальном конвейере, второго стеклянного листа с прикрепленной прокладкой, с последующей его установкой в устройстве;
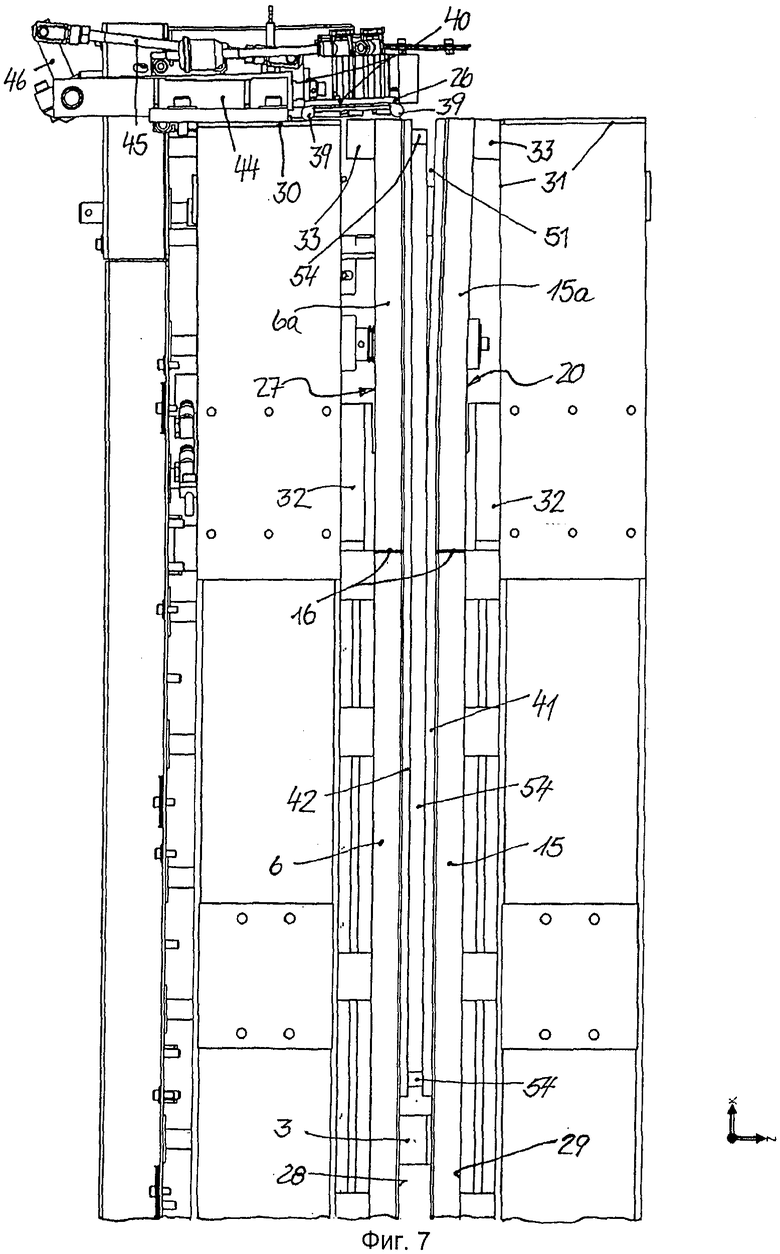
фиг.7 - вид сверху на фрагмент сборочного устройства с фиг.6 в процессе приема второго стеклянного листа держателем в виде панели;
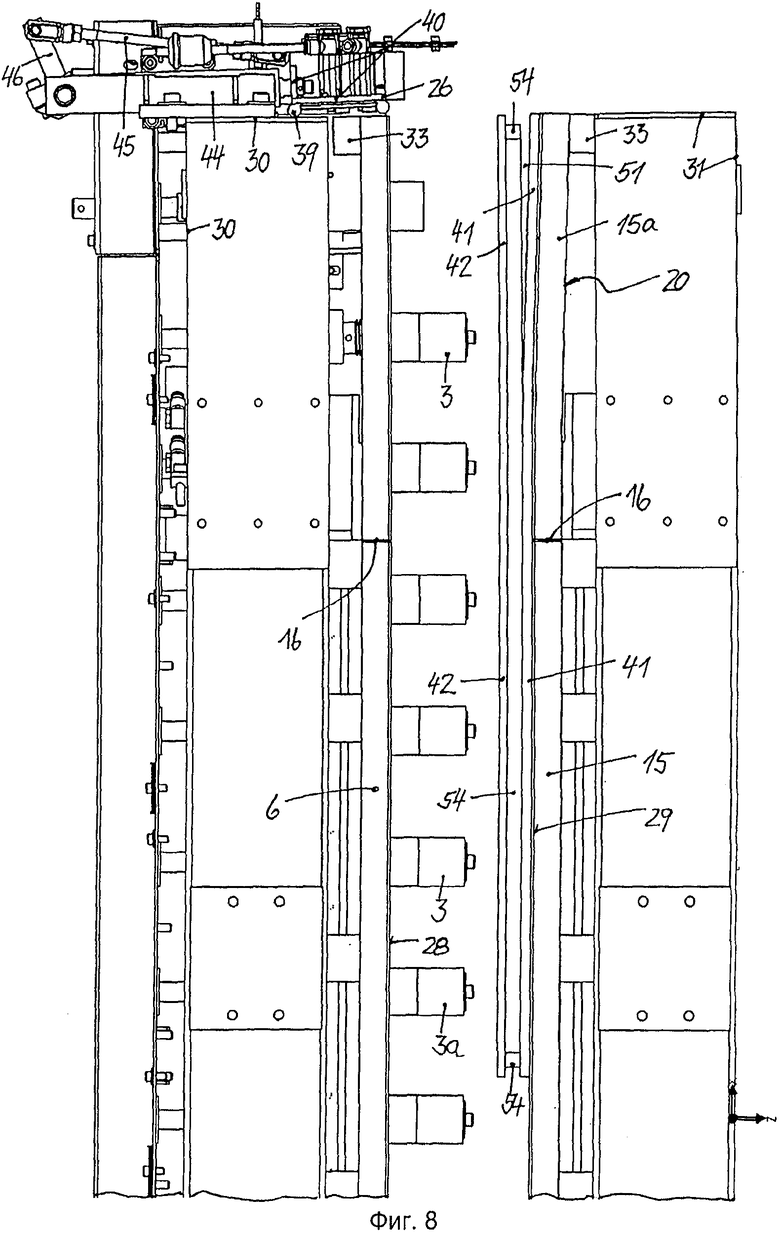
фиг.8 - вид сверху на фрагмент сборочного устройства с фиг.7 когда держатель в виде панели принял второй стеклянный лист;
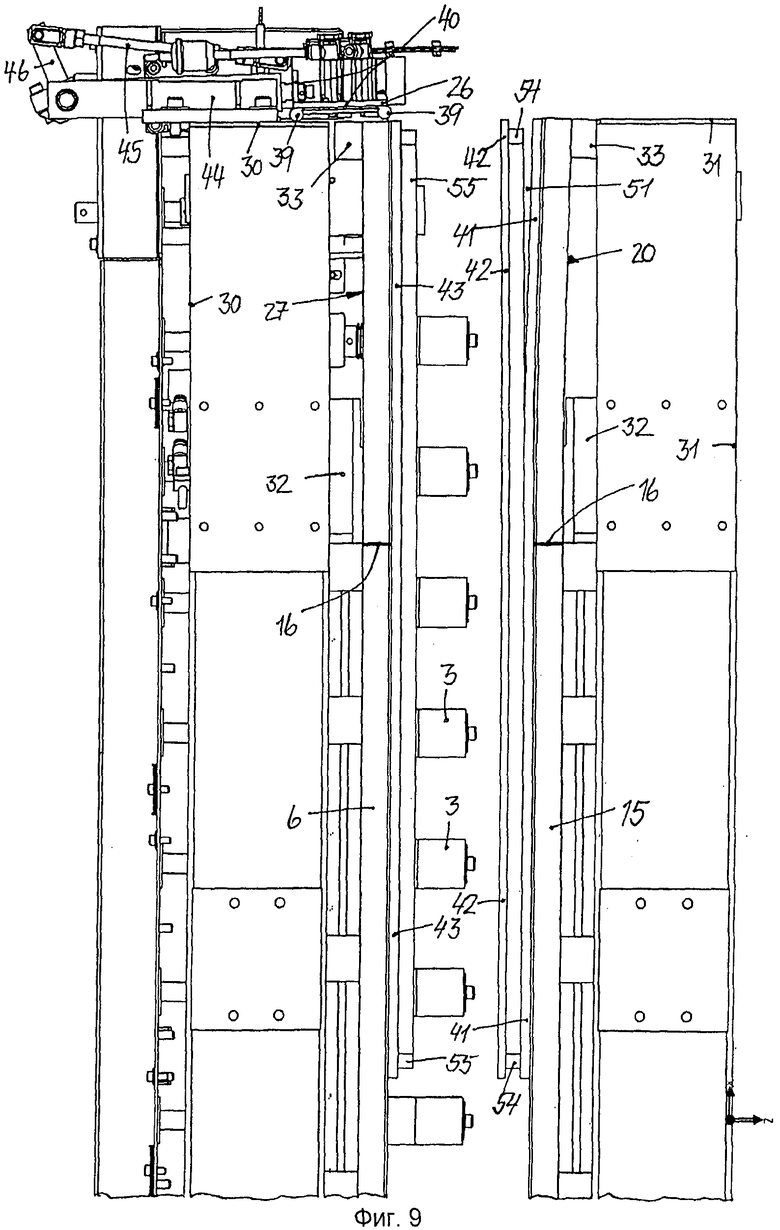
фиг.9 - вид сверху на фрагмент сборочного устройства с фиг.8 в процессе транспортировки в сборочное устройство стоящего на горизонтальном конвейере третьего стеклянного листа с прикрепленной прокладкой, с последующей его установкой в устройстве;
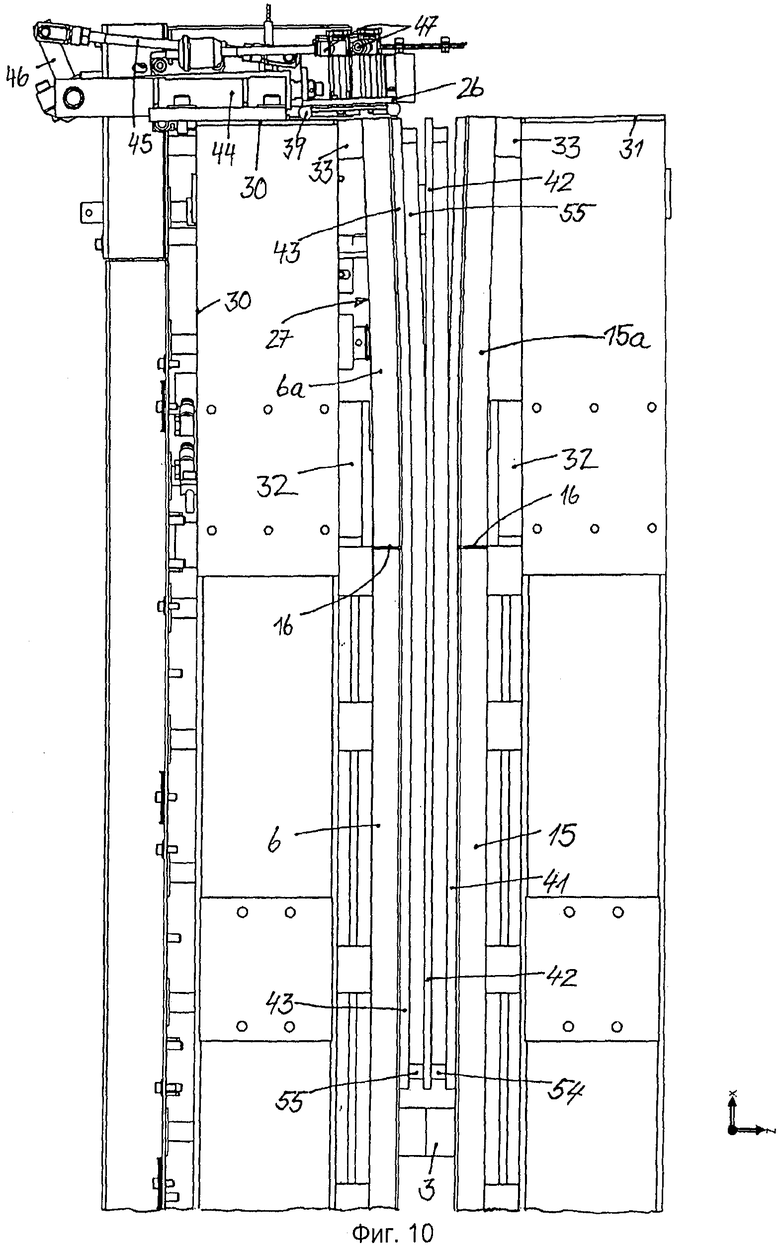
фиг.10 - вид сверху на фрагмент сборочного устройства с фиг.9 когда из указанных трех стеклянных листов и двух прокладок собран теплоизоляционный стеклопакет, причем внутренние пространства стеклопакета в основном закупорены, за исключением участка переднего вертикального края стеклопакета, на котором первый и третий стеклянные листы отогнуты от находящегося между ними второго стеклянного листа;
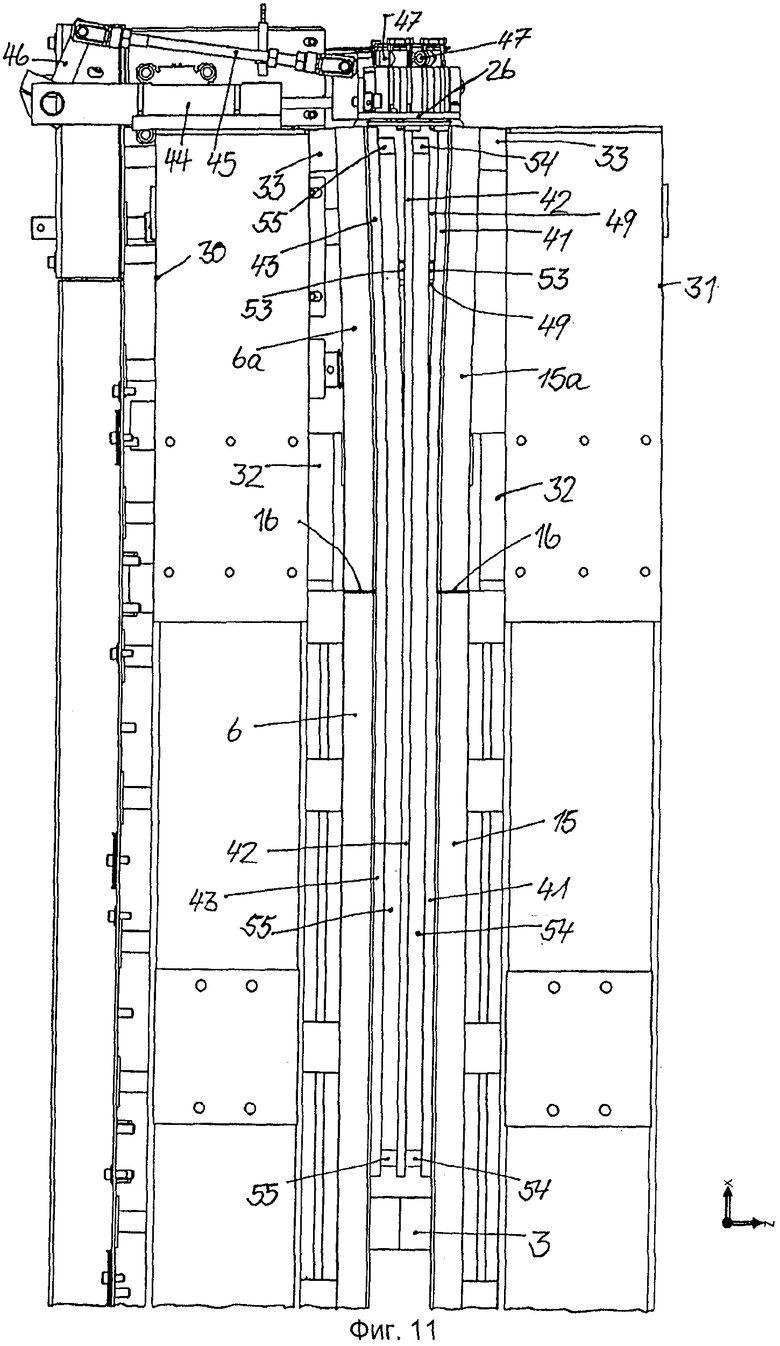
фиг.11 - вид сверху на фрагмент сборочного устройства с фиг.10 в время подачи газа, отличного от воздуха, в промежуточное пространство между первым и вторым стеклянными листами и в промежуточное пространство между вторым и третьим стеклянными листами;
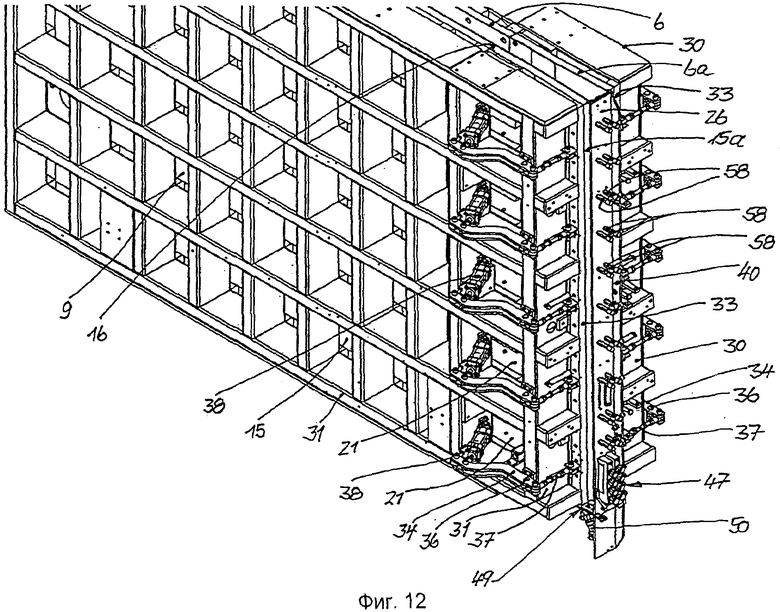
фиг.12 - вид под углом на фрагмент сборочного устройства с опорным приспособлением в виде панели с воздушной подушкой и держателем в виде присасывающей плиты, находящихся положении, которое они принимают при подаче газа, отличного от воздуха;
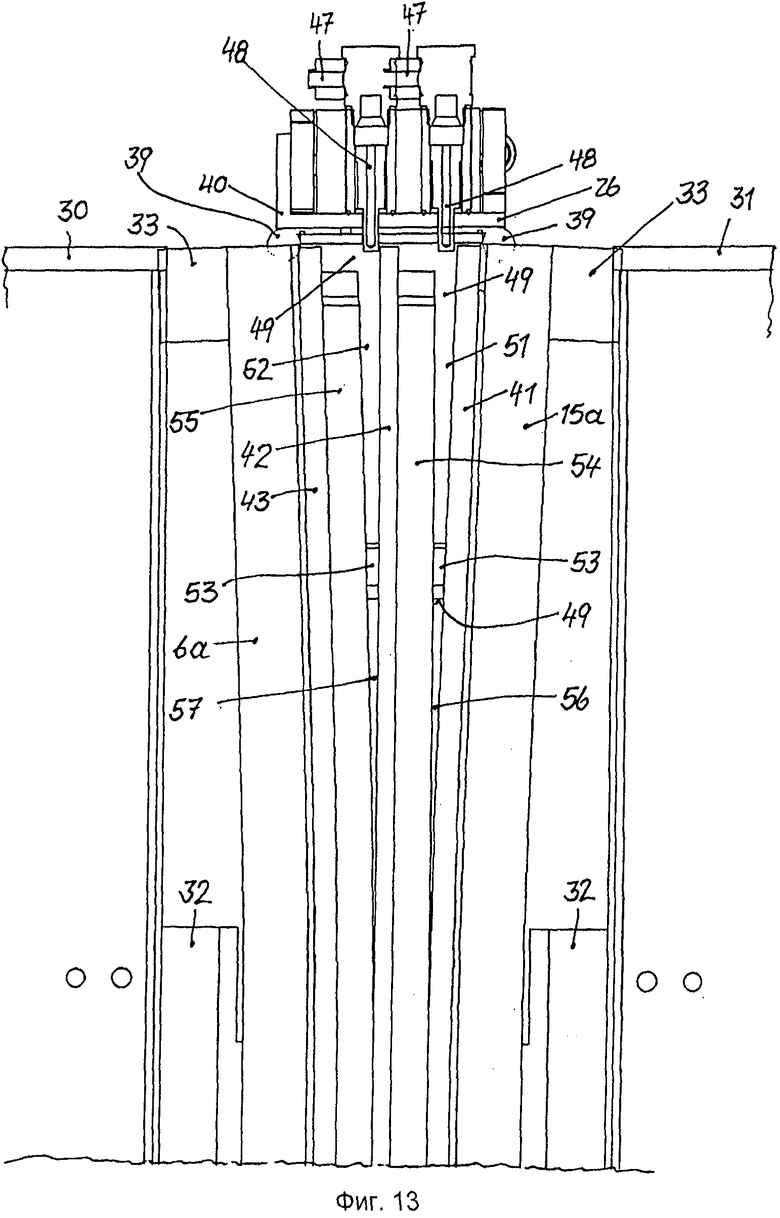
фиг.13 - увеличенный вид сверху частичного разреза, иллюстрирующий расположение устройства для подачи газа, отличного от воздуха, на выступающем краю сборочного устройства;
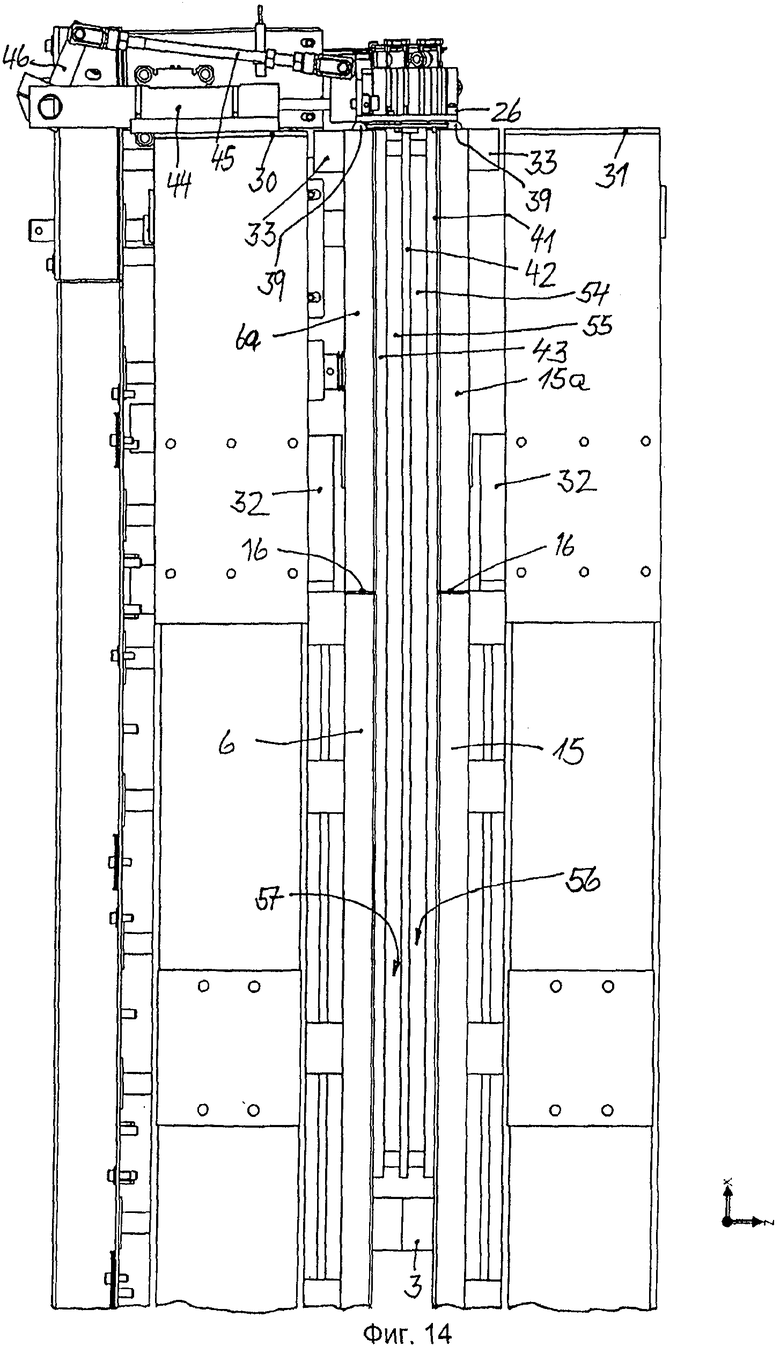
фиг.14 - вид сверху на фрагмент сборочного устройства с фиг.11 по завершении подачи отличного от воздуха газа, когда теплоизоляционный стеклопакет закупорен;
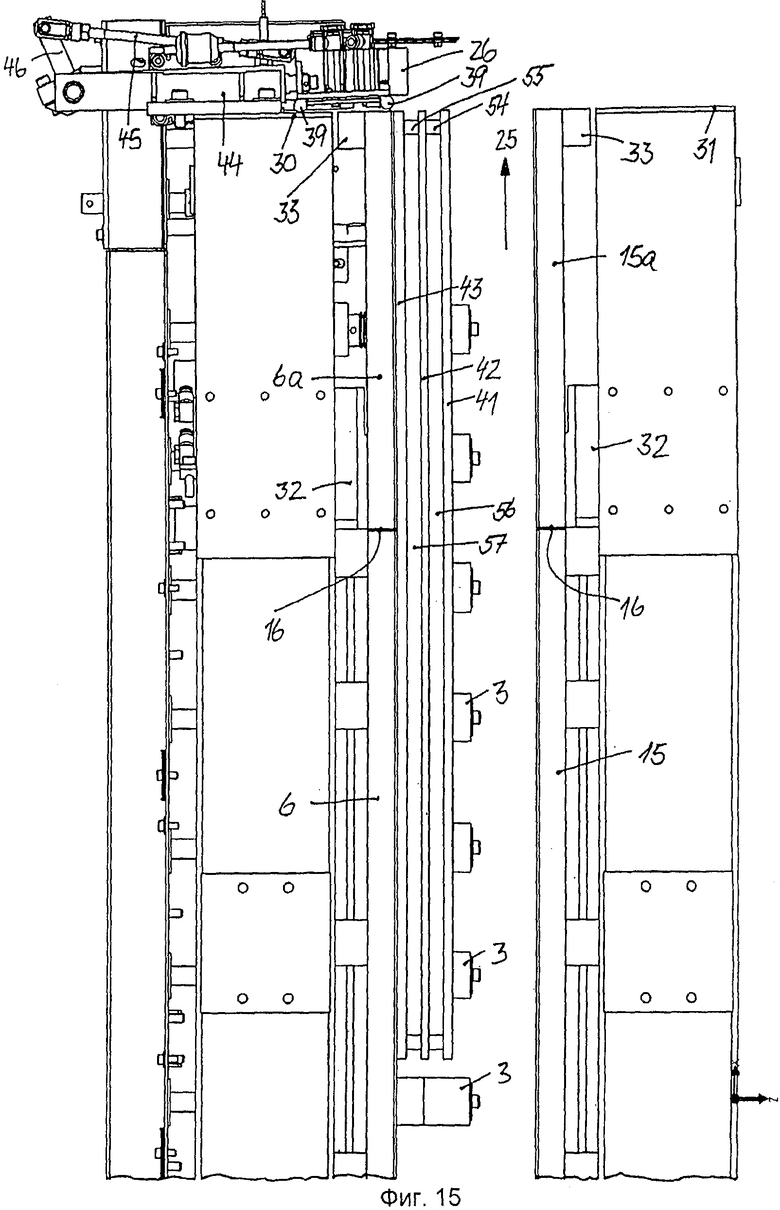
фиг.15 - вид сверху на фрагмент сборочного устройства с фиг.14 по завершении обжима теплоизоляционного стеклопакета, когда теплоизоляционный стеклопакет можно выгрузить из сборочного устройства;
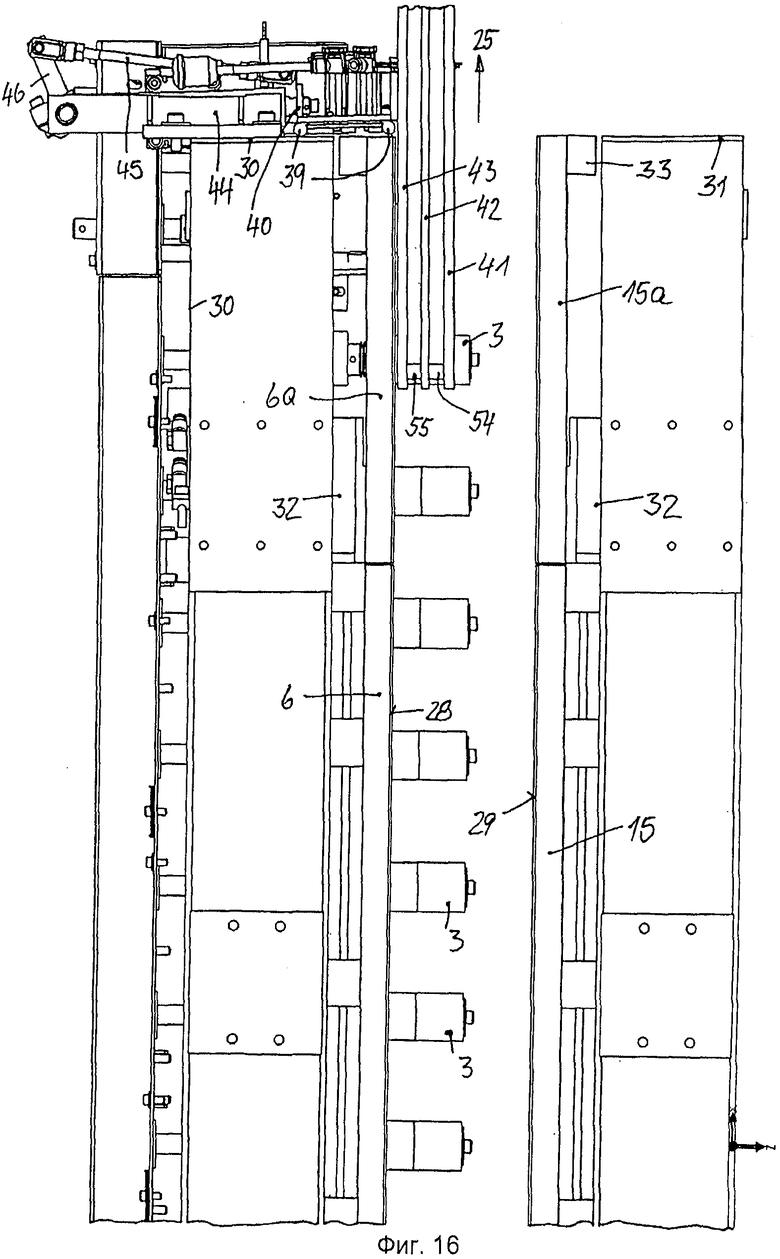
фиг.16 - вид сверху на фрагмент сборочного устройства с фиг.15 в процессе выгрузки собранного теплоизоляционного стеклопакета путем его транспортировки из сборочного устройства.
Изображенное на чертежах сборочное устройство особенно хорошо подходит для осуществления предлагаемого способа. Как показано на фиг.1-2, сборочное устройство содержит основание 1, снабженное стойкой 2, несущей горизонтальный конвейер с горизонтальным рядом синхронно движущихся роликов 3. Между каждыми двумя соседними роликами 3 имеется опора 4;
Группа опор 4 установлена на подъемной балке 5, перемещаемой вверх и вниз таким образом, чтобы обеспечивать смещение опор 4 между положением, в котором они выступают сверху над роликами 3, и положением, в котором они опущены ниже верхней поверхности роликов 3.
Над роликами 3 установлено опорное приспособление 6 в виде панели с воздушной подушкой, которое покоится на стойке 2, опираясь при этом на подпорки 7 и 8, установленные на основании 1, за счет чего указанная панель наклонена назад под углом к вертикали около 6°. Панель 6 с воздушной подушкой содержит плиту 9, по поверхности которой распределены отверстия 35, в которые по трубопроводу 11 посредством компрессора 10 можно подавать сжатый воздух, образующий между панелью 6 и прислоненным к ней одним из стеклянных листов 41, 42, 43 воздушную подушку, по которой стеклянный лист может скользить вдоль панели 6, при этом за счет пониженного давления в воздушной подушке можно удерживать стеклянный лист на панели 6 и не давать ему опрокидываться. Изменив направление воздушного потока, можно обеспечить присасывание и удержание стеклянных листов 41, 42, 43 на панели 6. Передняя сторона панели 6 образует первую установочную поверхность 28 для стеклянных листов 41, 42 и 43.
Панель 6 с воздушной подушкой закреплена на раме 30. На раме 30, рядом с четырьмя углами панели 6 установлены четыре тяги 12, проходящие под прямым углом к панели 6. Указанные тяги установлены с возможностью смещения вперед и назад под прямым углом к панели 6 с воздушной подушкой, для чего используется цилиндр 13 с рабочей средой под давлением. Вместо цилиндра 13 для перемещения тяг 12 можно использовать шток. Передний конец тяг 12 снабжен крепежной деталью 14, на которой закреплена рама 31. К раме 31 прикреплена панель 15, расположенная параллельно панели 6 с воздушной подушкой, причем расстояние между панелями 15 и 6 можно менять путем приведения в действие указанного цилиндра 13. Конструкция панели 15 аналогична конструкции панели 6 с воздушной подушкой: панель 15 содержит плиту, по поверхности которой распределены отверстия 35, через которые по дополнительному трубопроводау17 компрессор 10 воздух может втягивать воздух. Передняя сторона панели 15 образует вторую установочную поверхность 29, в частности для первого стеклянного листа 41, который устанавливают на панели 15 с возможностью удержания его на панели 15 за счет присасывания. Таким образом панель 15 выполняет также функцию держателя. Под панелью 15 установлена вторая подъемная балка 18, снабженная группой опор 19, на которые можно опереть первый стеклянный лист 41 когда он присосан и удерживается панелью 15.
На отдельном участке 15а стороны панели 15, являющейся разгрузочной стороной относительно направления 25 транспортировки, размещено всасывающее устройство 20 в виде полосы, проходящей от нижнего края к верхнему краю панели 15. Всасывающее устройство 20 образовано набором расположенных друг над другом присосов 21, соединенных посредством трубопроводов 22, 23 с отсасывающим агрегатом (не показан) и приводимых в действие по отдельности или группами. Идентичное всасывающее устройство 27 предусмотрено на отдельном участке 6а на разгрузочной стороне панели 6 с воздушной подушкой и расположено напротив всасывающего устройства 20 панели 15.
В направлении 25 транспортировки за всасывающими устройствами 20, 27 предусмотрена заслонка 26, прикрепленная либо к раме 30, либо к раме 31. На фиг.1-2 заслонка 26 прикреплена к раме 31, на фиг.3-16 - к раме 30. Заслонка 26 установлена с возможностью ее перемещения в линию транспортировки теплоизоляционного стеклопакета и вывода из указанной линии. Как показано на фиг.11-12, при подаче газа, отличного от воздуха, она прилегает к выступающим краям опорного приспособления 6, выполненного в виде панели с воздушной подушкой, и к держателю 15, выполненному в виде панели.
Как показано на фиг.2-3, всасывающие устройства 20, 27 содержат соответственно часть 6а панели, отдельную от остальной панели 6 с воздушной подушкой, и часть 15а панели, отдельную от остальной панели 15, ограниченные проходящей между ними разделительной линией 16 и закрепленные одной стороной соответственно на раме 30 или на раме 31 посредством профильных планок 32. Указанные части 6а, 15а выступают за профильную планку 32 и, оставаясь на некотором расстоянии от рам соответственно 30, 31, доходят до края их разгрузочной стороны. На разгрузочной стороне рамы, с тыльной стороны частей 6а, 15а, предусмотрена идущая снизу вверх упорная планка 33. В предпочтительном варианте упорная планка 33 обладает некоторой упругостью и ограничивает изгиб частей 6а, 15а панели, упираясь при изгибании указанных частей 6а, 15а в раму 30 или, соответственно, 31 (см. фиг.3). Упругость упорной планки 33 позволяет демпфировать соударение стеклянных листов. Для обеспечения изгиба частей 6а, 15а панели, на рамах соответственно 30, 31 установлены друг над другом несколько параллельных друг другу, предпочтительно двуплечих рычагов 34, поворачиваемых вокруг оси 36, которая закреплена на раме 30 и, соответственно, 31. Ось 36 проходит параллельно выступающему краю частей 6а, 15а панели, в частности в плоскости перпендикулярно направлению 25 транспортировки и параллельно установочной поверхности 28 панели 6 с воздушной подушкой или параллельно установочной поверхности 29 панели 15. На конце одного плеча рычага 34 на тыльной стороне демпфирующей планки 33 закреплен поводок 37. На другое плечо рычага воздействует шток пневматического или гидравлического блока 38 поршень/цилиндр - см. рис.12. Приводя в действие блоки 38 поршень/цилиндр, можно осуществлять изгиб частей 6а, 15а панели.
Для того, чтобы заслонку 26 можно было перемещать из положения, в котором она находится за плоскостью первой установочной поверхности 28, во второе положение, в котором она перекрывает выступающий зазор между двумя частями 6а, 15а панели за счет прилегания своей уплотнительной полоски 39 к выступающим краям указанных частей 6а, 15а (см. фиг.11), при этом угловая планка 40 соединена с блоком 44 поршень-цилиндр посредством поводков 45 и 46. Поводок 45 шарнирно соединен с угловой планкой 40. Поводок 46 имеет шарнирное соединение с блоком 44 поршень-цилиндр, при этом указанные два поводка 45 и 46 шарнирно соединены друг с другом, см. фиг.10-11.
Как показано на. фиг.12, в нижней части угловой планки 40 имеется два ряда выводов 47 для подачи газа, отличного от воздуха, в частности тяжелого газа. Выводы 47 расположены на наружной стороне угловой планки. Каждый вывод 47 сообщается с диффузором 48, который может представлять полученную спеканием трубку с открытыми порами, из которой газ, отличный от воздуха, может выходить в виде диффузного потока. Вместо диффузоров 48 можно использовать форсунки. Как показано на. фиг.12, выше выводов 47 на заслонке попарно размещена группа всасывающих сопел 58, посредством которых воздух или смесь воздуха и тяжелого газа можно отсасывать из верхней области полуготового теплоизоляционного стеклопакета во время подачи в него тяжелого газа.
Ниже верхней поверхности роликов 3 на уголке 40 установлена с возможностью поворота закрывающая планка 49. Ось поворота закрывающей планки 49 проходит перпендикулярно установочным поверхностям 28 и 29. Для поворота закрывающей планки 49 предусмотрен цилиндр 50 с рабочей средой под давлением. Цилиндр 50, имеющий шарнирное соединение с закрывающей планкой 49, шарнирно установлен вблизи нижнего конца угловой планки 40, расположенного ниже роликов 3. При помощи указанного цилиндра 50 закрывающую планку 49 можно повернуть из нерабочего положения, в котором она выдается в нижнем направлении, в рабочее положение, в котором она прилегает к нижнему краю стеклянных листов 41, 42 и 43 и, начиная с их нижнего края, частично закрывает на их нижних краях зазор 51 между стеклянными листами 41, 42, открываемый в результате изгиба стеклянных листов 41, 43, и зазор 52 между стеклянными листами 42, 43, см. фиг.11-13. На переднем конце закрывающей планки 49 имеется щетка 53, расположенная поперек установочных поверхностей 28, 29. При рабочем положении закрывающей планки 49 ее щетинки проникают в пространство между стеклянными листами 41 и 42, а также 42 и 43, достигая двух прокладок 54, 55 теплоизоляционного стеклопакета, в результате чего в краевом стыке между прокладками 54, 55 и стеклянными листами 41, 42 и 43 они образуют перегородку, предотвращающую выход газа, отличного от воздуха.
Устройство работает следующим образом.
При опущенных подъемных балках 5, 18 в сборочное устройство транспортируют первый стеклянный лист 41, стоящий на роликах 3 и прислоненный к панели 6 с воздушной подушкой. Положение, длину и высоту листа 41 измеряют известным способом, используя датчики. Датчики позволяют управлять приводом роликов 3 и определять положение остановки стеклянного листа 41 в сборочном устройстве. Стеклянный лист 41 транспортируют до края разгрузочной стороны 6а панели 6 с воздушной подушкой и останавливают вровень с этим краем - в положение с фиг.3.
Затем подъемную балку 5 перемещают вверх, поднимая тем самым стеклянный лист 41 с роликов 3. Противоположную панель 15 перемещают параллельно самой себе до контакта со стеклянным листом 41 - в положение с фиг.4. Затем стеклянный лист 41 присасывают путем всасывания воздуха через отверстия 35 в панели 15, после чего лист 41 перемещают назад вместе со панелью 15, на которой он подвешен, и на краю которой его поддерживает поднятая в этом момент опора 19. Одновременно с всасыванием через отверстия 35, и не позже этого времени, приводят в действие те присосы 21 всасывающего устройства 20, что полностью покрыты стеклянным листом 41. Приведением присосов 21 в действие управляют, например, посредством датчика, определяющего высоту стеклянного листа 41. Присосы 21 дополнительно присасывают стеклянный лист 41. На фиг.5 показан стеклянный лист 41, присосанный к панели 15 и к части 15а панели, на расстоянии от противолежащей панели 6 с воздушной подушкой.
Как только стеклянный лист 41 сходит с роликов 3, и опущена подъемная балка 5 с опорами 4, в сборочное устройство по роликам 3 можно подавать второй стеклянный лист 42, имеющий те же размеры и снабженный прокладкой 54 в форме рамки. Стеклянный лист 42 устанавливают конгруэнтно первому стеклянному листу 41 (см. фиг.6), и посредством опор 4 подъемной балки 5 поднимают с роликов 3. Обе боковые поверхности выполненной в форме рамки прокладки 54 покрыты клеящим веществом.
После этого часть 6а панели, присосанную на первый стеклянный лист 41, отгибают от противолежащей панели 6 с воздушной подушкой. Это приводит к соответствующему изгибу первого стеклянного листа 41 (см. фиг.7). Затем панель 15 приближают к панели 6 с воздушной подушкой до тех пор, пока первый стеклянный лист 41 не упрется в прокладку 54. Тем самым промежуточное пространство 56 между двумя стеклянными листами 41, 42 закрывают до зазора 51 вдоль края разгрузочной стороны первого стеклянного листа 41 - см. фиг.7.
Теперь второй стеклянный лист 42, посредством прокладки 54, имеет клеевое соединение с первым стеклянным листом 41. Соединенные таким образом стеклянные листы 41, 42, вместе со панелью 15, к которой они присосаны, убирают с противолежащей панели 6 с воздушной подушкой, освобождая при этом ролики 3, что позволяет получить и транспортировать в сборочное устройство третий стеклянный лист 43 после того, как подъемная балка 5 с опорами 4 снова опущена ниже верхней поверхности роликов 3. Это положение показано на фиг.8.
Затем в сборочное устройство транспортируют третий стеклянный лист 43, также снабженный прокладкой 55 в форме рамки, во время чего лист 43 стоит на роликах 3 и опирается на панель 6 с воздушной подушкой, устанавливают лист 43 в положение конгруэнтно стеклянным листам 41, 42 и посредством опор 4 поднимают с роликов 3. Это положение показано на фиг.9.
Как только третий стеклянный лист 43 установлен в нужное положение и поднят с опор 4, направление воздушного потока через стенку 6 с воздушной подушкой меняют на противоположное, присасывая и фиксируя положение стеклянного листа 43. Одновременно приводят в действие присосы 21 всасывающего устройства 17 в части 6а панели 6 с воздушной подушкой, в результате чего те присасываются к третьему стеклянному листу 43. Затем часть 6а панели отгибают от противолежащей части 15а панели 15, что приводит к соответствующему изгибу третьего стеклянного листа 43. Затем панель 15 приближают к панели 6 с воздушной подушкой до контакта среднего стеклянного листа 42 с покрытой клеящим веществом прокладкой 55, на третьем стеклянном листе 43. Это положение показано на фиг.10. Теперь внутренние пространства 56, 57 теплоизоляционного стеклопакета закрыты до зазора 51 между первым стеклянным листом 41 и прокладкой 54 на среднем стеклянном листе 42 и до зазора 52 между вторым стеклянным листом 42 и прокладкой 55 на третьем стеклянном листе 43 - см. фиг.10.
Затем, путем приведения в действие блока 44 поршень/цилиндр, угловую планку 40 вместе с ее уплотнительной полоской 39 смещают до прилегания к выступающим краям двух частей 6а, 15а панелей. Путем приведения в действие цилиндра 50 с рабочей средой под давлением, закрывающую планку 49 смещают до прилегания к нижним краям стеклянных листов 41, 42, 43 - как показано на фиг.11, 12, 13. В каждый из зазоров 51 и 52 направлено по одному ряду диффузоров 48 или форсунок. Выходящий из диффузоров 48 или форсунок тяжелый газ втекает в два внутренних пространства 56 и 57 полуготового теплоизоляционного стеклопакета. Это состояние показано на фиг.13.
Тяжелый газ, поданный во внутренние пространства 56, 57, может вытеснить воздух вверх и наружу через зазоры 51 и 52. Вытеснению воздуха можно способствовать, используя всасывающие сопла 58 для высасывания воздуха или смеси воздух/тяжелый газ через зазоры 51, 52 вблизи верхнего угла теплоизоляционного стеклопакета. Степень заполнения тяжелым газом можно контролировать, например путем измерения остаточного содержания кислорода в вытесненной смеси воздух/тяжелый газ. Если остаточное содержание кислорода падает ниже заданного значения, процесс наполнения тяжелым газом можно закончить и закрыть теплоизоляционный стеклопакет, сняв давление с всасывающих устройств 20 и, вместе с ними, с присосов 21. Затем два наружных стеклянных листа 41, 43 упруго перемещают к расположенному между ними стеклянному листу 42, закрывая тем самым зазоры 51, 52. При этом, путем приведения в действие блоков 38 поршень-цилиндр, можно осуществить и управляемый возврат частей 6а, 15а панелей так, что они параллельны друг другу, и только затем снять давление с всасывающих устройств 20.
На фиг.14 показан закрытый теплоизоляционный стеклопакет по завершении процесса наполнения.
Затем добиваются требуемой толщины стеклянного листа 41, прижимая его панелью 15 и используя панель 6 с воздушной подушкой в качестве упора - см. фиг.14. Затем панель 15 отодвигают от панели 6 с воздушной подушкой и посредством подъемной балки 5 опускают опоры 4, устанавливая таким образом теплоизоляционный стеклопакет вниз на ролики 3. После этого, изменив направление воздушного потока на противоположное, стенку 6 с воздушной подушкой снова включают на выдув, создавая тем самым между панелью 6 и стеклянным листом 43 воздушную подушку, после чего, приведя в движение ролики 3, теплоизоляционный стеклопакет можно выгрузить путем транспортировки из сборочного устройства - см. фиг.16.
ПЕРЕЧЕНЬ НОМЕРОВ ПОЗИЦИЙ
Изобретение относится к способу сборки теплоизоляционных стеклопакетов, содержащих три параллельных друг другу стеклянных листа (41, 42, 43), попарно удерживаемых на расстоянии друг от друга и склеенных друг с другом вдоль своих краев посредством первой клеящей прокладки (54) и второй клеящей прокладки (55), причем указанные листы содержат внутренние пространства (56, 57), в которых заключен газ, отличный от воздуха. В предложенном методе используют устройство для сборки теплоизоляционных стеклопакетов. Используемое устройство содержит опорное приспособление (6), имеющее наклон назад на несколько градусов от вертикали и предназначенное для опирания, фиксации и установки стеклянных листов (41, 42, 43), и держатель (15), расположенный параллельно указанному опорному приспособлению (6) и предназначенный для фиксации и установки первого стеклянного листа (41) на расстоянии от двух других стеклянных листов (42, 43). Расстояние от держателя (15) до опорного приспособления (6) можно менять, причем как опорное приспособление (6), так и держатель (15) снабжены средствами для изгиба стеклянного листа; с помощью указанных средств краевую часть двух внешних стеклянных листов (41, 43) теплоизоляционного стеклопакета можно удерживать на расстоянии от центральной стеклянной панели, не подвергаемой изгибанию. Это позволяет временно удерживать открытым вход в каждое из двух внутренних пространств (56, 57) теплоизоляционного стеклопакета и через указанные входы осуществлять замену воздуха на газ, отличный от воздуха.
Изобретение позволяет повысить теплоизоляционные свойства двухкамерного стеклопакета. 12 з.п. ф-лы, 16 ил.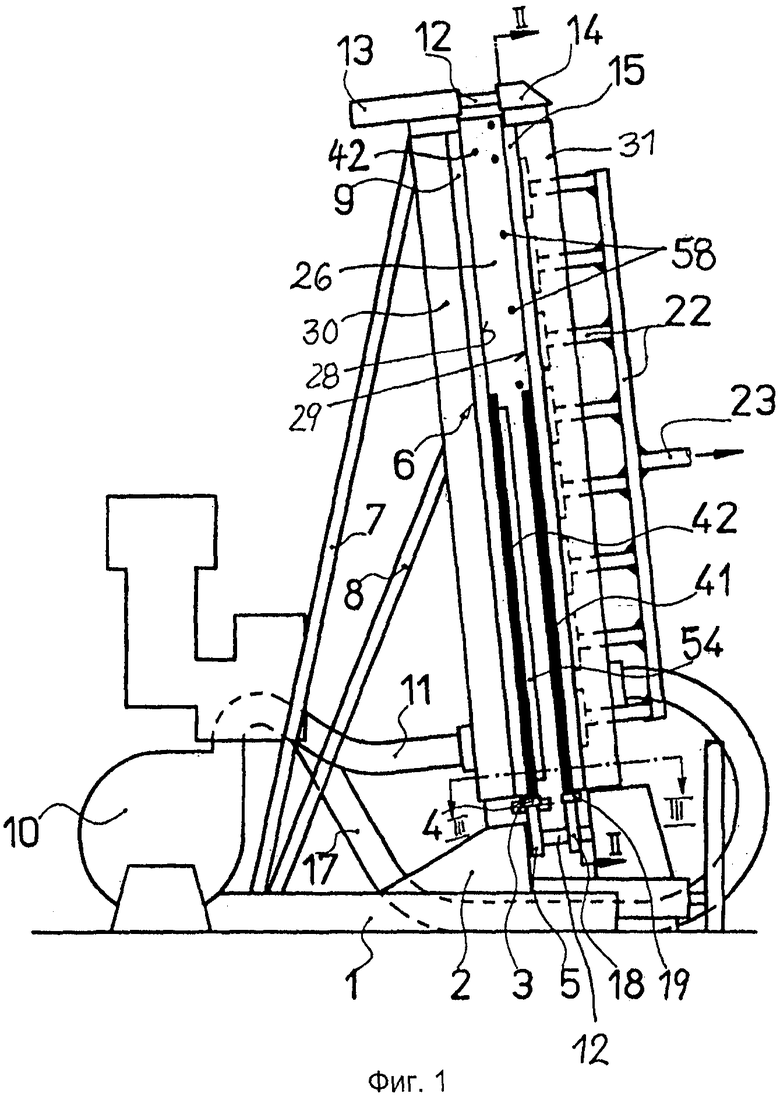
1. Способ сборки теплоизоляционных стеклопакетов, содержащих три параллельных друг другу стеклянных листа (41, 42, 43), попарно удерживаемых на расстоянии друг от друга и склеенных друг с другом вдоль своих краев посредством первой клеящей прокладки (54) и второй клеящей прокладки (55), причем указанные листы содержат внутренние пространства (56, 57), вмещающие отличный от воздуха газ,
осуществляемый с использованием устройства для сборки теплоизоляционных стеклопакетов, снабженного опорным приспособлением (6), имеющим наклон назад на несколько градусов от вертикали и предназначенным для опирания, фиксации и установки стеклянных листов (41, 42, 43), и держателем (15), расположенным параллельно указанному опорному приспособлению (6) и предназначенным для фиксации и установки первого стеклянного листа (41) на расстоянии от двух других стеклянных листов (42, 43), причем расстояние от опорного приспособления (6) до держателя (15) является изменяемым,
причем каждое из указанных устройств опорное приспособление (6) и держатель (15) задает установочную поверхность (28, 29), совмещенную с плоской поверхностью одного из стеклянных листов (41, 42, 43), пока указанный один лист зафиксирован соответственно опорным приспособлением (6) или держателем (15), но еще не изогнут,
причем опорное приспособление (6) снабжено первым всасывающим устройством (27), передняя сторона которого обращена к стеклянному листу (41, 42, 43), зафиксированному на опорном приспособлении (6), и которое размещено в простирающейся снизу вверх краевой части (6а) опорного приспособления (6),
причем держатель (15) снабжен вторым всасывающим устройством (20), передняя сторона которого обращена к стеклянному листу (41), зафиксированному на держателе (15), и которое размещено в простирающейся снизу вверх краевой части держателя (15),
причем каждое из указанных двух всасывающих устройств (20, 27) вместе с краевой частью (6а, 15а) соответственно опорного приспособления или держателя (15), в которых они установлены, могут быть смещены из положения, в котором передняя сторона всасывающего устройства (20, 27) находится вровень с установочной поверхностью (28, 29) соответственно опорного приспособления (6) или держателя (15), в положение за соответствующей плоской установочной поверхностью (28, 29), с изгибом стеклянного листа (41, 43), который к ней прилеплен и зафиксирован на соответственно опорном приспособлении (6) или держателе (15),
причем под опорным приспособлением (6) размещен горизонтальный конвейер (3), выполненный с возможностью транспортировки стеклянных листов (41, 42, 43) по указанному сборочному устройству, во время которой указанные листы стоят своим нижним краем на горизонтальном конвейере (3) и прислонены к опорному приспособлению (6),
при этом в указанном сборочном устройстве предусмотрено осуществление следующих этапов:
- транспортируют в сборочное устройство первый стеклянный лист (41) до прихода указанного листа (41) в положение упора, в котором его простирающаяся снизу вверх передняя краевая часть расположена между двумя подвижными всасывающими устройствами (20, 27);
- принимают первый стеклянный лист (41) держателем (15) и присасывают принятый первый стеклянный лист (41) посредством второго всасывающего устройства (20), размещенного на держателе (15);
- отгибают назад прилепленную ко второму всасывающему устройству (20) краевую часть первого стеклянного листа (41) путем смещения второго всасывающего устройства (20) за плоскую установочную поверхность (29) держателя (15);
- транспортируют в сборочное устройство второй стеклянный лист (42), снабженный первой клеящей прокладкой (54), до прихода указанного листа (42) в положение упора, в котором он расположен конгруэнтно или по существу конгруэнтно напротив первого стеклянного листа (41);
- принимают второй стеклянный лист (42) держателем (15) путем прижатия зафиксированного на нем первого стеклянного листа (41) к первой клеящей прокладке (54) на втором стеклянном листе (42), после чего второй стеклянный лист (42) вместе с первым стеклянным листом (41) смещают на некоторое расстояние от опорного приспособления (6);
- транспортируют в сборочное устройство третий стеклянный лист (43), снабженный второй клеящей прокладкой (55), до прихода указанного листа (43) в положение упора, в котором он расположен конгруэнтно или по существу конгруэнтно напротив первого стеклянного листа (41) и второго стеклянного листа (42);
- присасывают третий стеклянный лист (43) посредством первого всасывающего устройства (27), размещенного на опорном приспособлении (6), и отгибают назад прилепленную к первому всасывающему устройству (27) краевую часть третьего стеклянного листа (43) путем смещения первого всасывающего устройства (27) за плоскую установочную поверхность (28) опорного приспособления (6);
- прижимают второй стеклянный лист (42) к размещенной на третьем стеклянном листе (43) клеящей прокладке (55) путем приближения держателя (15) к опорному приспособлению (6), причем сохраняют изгиб первого стеклянного листа (41) и третьего стеклянного листа (43), тем самым оставляя открытым первый вход (51) во внутреннее пространство (56) между первым стеклянным листом (41) и вторым стеклянным листом (42) и второй вход (52) во внутреннее пространство (57) между вторым стеклянным листом (42) и третьим стеклянным листом (43);
- подают газ, отличный от воздуха, через полученные входы (51, 52) во внутренние пространства (56, 57), вытесняя или отсасывая при этом воздух из указанных внутренних пространств (56, 57);
- закрывают входы (51, 52) путем отмены упругого изгиба первого стеклянного листа (41) и третьего стеклянного листа (43).
2. Способ по п.1, отличающийся тем, что подлежащий изгибу первый стеклянный лист (41) присасывают к установочной поверхности (29) держателя (15) через установочную поверхность (29) держателя (15); при этом подлежащий изгибу третий стеклянный лист (43) присасывают к установочной поверхности (28) опорного приспособления (6) через установочную поверхность (28) опорного приспособления (6).
3. Способ по любому из пп.1 и 2, отличающийся тем, что первый стеклянный лист (41) изгибают до его соединения с первой прокладкой (54) на втором стеклянном листе (42); при этом третий стеклянный лист (43) изгибают до соединения второго стеклянного листа (42) со второй прокладкой (55) на третьем стеклянном листе (43).
4. Способ по п.1, отличающийся тем, что при подаче газа, отличного от воздуха, входы (51, 52) в два внутренних пространства (56, 57) теплоизоляционного стеклопакета закупоривают, по меньшей мере частично, по краям первого и третьего стеклянных листов (41, 43).
5. Способ по любому из пп.1, 2, 4, отличающийся тем, что наполнение двух внутренних пространств (56, 57) газом, отличным от воздуха, осуществляют с совмещением во времени, в частности одновременно.
6. Способ по любому из пп.1, 2, 4, отличающийся тем, что входы (51, 52) в два внутренних пространства (56, 57) закупоривают одновременно.
7. Способ по п.6, отличающийся тем, что при закупоривании входов (51, 52) опорное приспособление (6) и держатель (15) прикладывают к теплоизоляционному стеклопакету заданную прижимающую силу, зависящую от периметра теплоизоляционного стеклопакета.
8. Способ по п.7, отличающийся тем, что прижимающую силу выбирают пропорционально периметру теплоизоляционного стеклопакета.
9. Способ по любому из пп.1, 2, 4, отличающийся тем, что газ, отличный от воздуха, подают во внутренние пространства (56, 57) вблизи нижнего края стеклянных листов (41, 42, 43), при этом воздух из внутренних пространств (56, 57) вытесняют или отсасывают вблизи верхнего края стеклянных листов (41, 42, 43).
10. Способ по любому из пп.1, 2, 4, отличающийся тем, что второй стеклянный лист (42) опирают его нижним краем, опосредованно удерживая его при этом держателем (15).
11. Способ по п.10, отличающийся тем, что второй стеклянный лист (42) опирают на опорные элементы (19), установленные с возможностью регулировки по высоте на держателе (15), и для обеспечения опоры упирающиеся снизу в нижний край второго стеклянного листа (42).
12. Способ по любому из пп.1, 2, 4, отличающийся тем, что используют сборочное устройство, в котором опорное приспособление (6) и держатель (15) выполнены в виде панелей, по поверхности которых распределены отверстия (35), в частности каналы, через которые можно всасывать воздух с целью присасывания стеклянных листов (41, 42, 43) к указанным панелям.
13. Способ по п.12, отличающийся тем, что, по меньшей мере в случае опорного приспособления (6), воздух могут избирательно выдувать для создания воздушной подушки между панелью (6) и прислоненным к ней стеклянным листом (41, 42, 43).
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| DE 3914706 A1, 14.12.1989 | |||
| ИЗОЛИРУЮЩИЙ СТЕКЛОПАКЕТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ПРОФИЛЬ, ОБРАЗУЮЩИЙ РАСПОРКУ ИЗОЛИРУЮЩЕГО СТЕКЛОПАКЕТА | 2001 |
|
RU2267001C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНОГО СТЕКЛОПАКЕТА | 2000 |
|
RU2183718C1 |

