Изобретение относится к области металлургии и может быть использовано, в частности, в промежуточных ковшах установок для непрерывной разливки стали.
Известна ударная накладка разливочного устройства, содержащая опорную плиту, имеющую верхнюю ударную поверхность, окруженную, по меньшей мере, частично боковой стенкой. В стенке выполнены проходы. Сводчато-ступенчатые конструкции, окружающие проходы и/или подобные водосливу стенки, разделяют и распределяют выходящий поток (RU 2280535 от 22.05.2002, МПК B22D 41/00).
Недостатком данного изделия является возникновение дополнительной турбулентности в объеме промежуточного ковша за счет отражения и создания противотока поступающему металлу вследствие отсутствия у изделия огнеупорной крышки, которая способствовала бы локализации турбулентности в объеме изделия. Отсутствие локализации турбулентности в объеме изделия может приводить к затягиванию шлака промежуточного ковша в объем металла и ухудшению качества непрерывнолитой заготовки. Другой недостаток данного изделия заключается в том, что изделие удерживается на дне промежуточного ковша за счет работы адгезии.
Известна огнеупорная керамическая деталь, содержащая дно - ударную поверхность и стенки, которые у дна наклонены друг к другу, а у свободных концов - в противоположные стороны. Металл поступает в изделие через верхнее отверстие, которое образуют стенки (RU 2284246 от 01.08.2003, МПК B22D 41/00).
Недостатком данного изделия является возникновение турбулентности в верхних слоях металла в промежуточном ковше из-за отклонения струи металла от ударной поверхности и далее движения этой струи вдоль стенок из изделия, создавая турбулентный поток, что способствует затягиванию шлака промежуточного ковша в объем металла и ухудшению качества непрерывнолитой заготовки. Другой недостаток данного изделия заключается в том, что изделие удерживается на дне промежуточного ковша за счет работы адгезии.
Известна ударная подушка для промежуточного ковша из огнеупорного материала, состоящего из основания, имеющего ударную поверхность, которая при использовании обращена к струе расплавленного металла, из стены, простирающейся вверх из основания вокруг периферии ударной поверхности, одной или более частей верхней части стены, поддерживающей один или более выступ, которые выступают внутрь над периферией основания (WO 03082499 от 28.03.2002, МПК B22D 41/00).
Недостатком данного изделия является возникновение дополнительной турбулентности в объеме изделия за счет отражения и создания противотока поступающему металлу вследствие плоской конструкции ударной поверхности и прямого угла между ударной поверхностью и стенами изделия, что способствует быстрому разрушению верхней части изделия, после чего, за счет отражения и создания противотока поступающему металлу, отсутствие локализации турбулентности в объеме изделия может приводить к затягиванию шлака промежуточного ковша в объем металла и ухудшению качества непрерывнолитой заготовки. Другой недостаток данного изделия заключается в том, что изделие удерживается на дне промежуточного ковша за счет работы адгезии.
Известна ударная подушка, состоящая из волнистой поверхности, расположенной на пути потока расплавленной стали, и очень плоской квадратной нижней поверхности для создания опоры ударной подушке, а также четырех боковых поверхностей, простирающихся между волнистой верхней поверхностью и опорной поверхностью (US 5072916 от 29.05.1990 г., МПК B22D 11/10).
Недостатком данного изделия является возникновение дополнительной турбулентности в объеме промежуточного ковша за счет отражения и создания противотока поступающему металлу вследствие отсутствия у изделия стен, которые способствовали бы локализации турбулентности в объеме изделия. Отсутствие локализации турбулентности в объеме изделия может приводить к затягиванию шлака промежуточного ковша в объем металла и ухудшению качества непрерывнолитой заготовки. Другой недостаток данного изделия заключается в том, что изделие удерживается на дне промежуточного ковша за счет работы адгезии.
Известна ударная подушка для непрерывной разливки стали, представляющая собой любой геометрической формы емкость с волнообразным дном или дном, покрытым желобками. Ширина дна ударной накладки больше ширины горловины, причем горловина имеет выступ по отношению к внутренней боковой поверхности. (ЕР 1232814 от 07.11.2001 г. МПК B22D 41/00).
Наличие волнистой поверхности днища данного изделия приводит к возникновению дополнительной турбулентности и разбрызгиванию при падении струи металла. Отсутствие волнистой поверхности боковых стенок не позволяет осуществлять локализацию турбулентности в объеме изделия. Возникновение дополнительной турбулентности и отсутствие локализации турбулентности в объеме изделия могут приводить к повышенной скорости износа изделия, а также к затягиванию шлака промежуточного ковша в объем металла и ухудшению качества непрерывнолитой заготовки. Другой недостаток данного изделия заключается в том, что изделие удерживается на дне промежуточного ковша за счет работы адгезии.
Известна ударная подушка, сформованная из огнеупорного материала, способного противостоять расплавленной стали, включающая основание, используемое в качестве ударной поверхности для расплавленного металла, и боковую стенку, простирающуюся вверх; указанная боковая стенка заканчивается у верхней поверхности, которая находится над основанием таким образом, что основание и боковая стенка образуют приемник для расплавленного металла, причем боковая стенка содержит не менее одного канала (патент ЕР 2047928А1 от 15.04.2009, МПК B22D 41/00).
Недостатками данного изделия являются: 1 - плоская ударная поверхность днища металлоприемника, 2 - прямой угол между ударной поверхностью и боковой стенкой (включая каналы), 3 - прямоугольные или близкие к прямоугольным профили каналов в боковой стенке. Первые 2 недостатка приводят к возникновению дополнительной турбулентности в объеме изделия за счет отражения и создания противотока поступающему металлу, а 3-й - к быстрому разрушению каналов в боковой стенке изделия (которому способствуют также 2 первых указанных недостатка). Отсутствие локализации турбулентности в объеме изделия может приводить к затягиванию шлака промежуточного ковша в объем металла, а быстрое разрушение каналов в боковой стенке изделия - к поступлению в металл значительного количества неметаллических включений, что в совокупности может привести к ухудшению качества непрерывнолитой заготовки. Другой недостаток данного изделия заключается в том, что изделие удерживается на дне промежуточного ковша за счет работы адгезии.
Целью настоящего изобретения является обеспечение повышения качества непрерывнолитой заготовки, а также увеличение стабильности и технологичности процесса непрерывной разливки за счет предотвращения затягивания шлака промежуточного ковша в объем металла, поддержания стабильного распределения потоков металла в промежуточном ковше в процессе разливки и возможности повышения серийности разливки методом «плавка на плавку».
Технический результат, достигаемый в заявляемом изобретении, заключается в создании условий локализации и снижения степени турбулентности потоков металла внутри изделия за счет частичного взаимного гашения энергии потоков путем создания локальных вихрей металла внутри изделия при отклонении части струи обратно в поток поступающего металла. Также за счет конструкции внутреннего профиля металлоприемника достигается повышенная эрозионная стойкость изделия, что снижает скорость поступления неметаллических включений в металл вследствие замедления разрушения металлоприемника в процессе непрерывной разливки.
Указанный технический результат достигается тем, что в металлоприемнике, содержащем опорную плиту, заднюю, переднюю, выполненную ниже остальных, и две боковые стенки изделия, расположенные вдоль периферии опорной плиты и имеющие в верхней части выступ в сторону внутреннего объема, СОГЛАСНО предлагаемому изобретению, внутренняя поверхность изделия образована вогнутой ударной поверхностью опорной плиты, волнообразными боковыми поверхностями, расположенными продольно между вертикальными поверхностями передней и задней стенок, причем в сечении изделия вершины волн расположены на вогнутой кривой в виде части окружности или эллипса.
Снаружи боковые стенки изделия могут быть выполнены вертикально или повторяя внутренний профиль боковых стенок промежуточного ковша.
С целью организации движения потоков металла в промежуточном ковше, высота передней стенки металлоприемника может составлять 0,2-0,9 высоты остальных стенок.
Также с целью организации движения потоков металла в промежуточном ковше, в задней стенке изделия может быть выполнено, по меньшей мере, одно отверстие.
Преимущество расположения вершин волн внутренней поверхности боковых стенок металлоприемника на вогнутой кривой в виде части окружности или эллипса при сечении изделия, выполненном перпендикулярно боковым стенкам, заключается в предотвращении образования дополнительной турбулентности металла, попадающего через верхнее отверстие изделия в его внутреннее пространство. Волнообразные поверхности боковых стенок изделия, расположенные в продольном направлении между вертикальными поверхностями передней и задней стенок, по обе стороны от зоны падения струи металла в металлоприемнике, позволяют разделить турбулентный поток металла на отдельные локальные вихри, которые взаимно гасятся в силу их случайности образования и разнонаправленности движения. Таким образом, в изделии создаются условия для локализации и снижения степени турбулентности попадающей в него струи металла в собственном объеме (в объеме изделия).
Металлоприемник с боковыми стенками, выполненными снаружи вертикально, свободно устанавливается в рабочее положение в объеме промежуточного ковша, при этом металлоприемник сохраняет устойчивость во время работы за счет адгезии с дном промежуточного ковша.
Металлоприемник с боковыми стенками, наружный профиль которых повторяет внутренний профиль боковых стен промежуточного ковша, встраивается в конструкцию промежуточного ковша. При этом исключена возможность смещений изделия относительно места падения струи металла или всплытия изделия, обеспечивается надежная фиксация металлоприемника за счет закрепления боковых стенок изделия в рабочем слое футеровки промежуточного ковша.
Сущность предлагаемого изобретения поясняется чертежами, не исключающими другие варианты в пределах формулы предлагаемого изобретения.
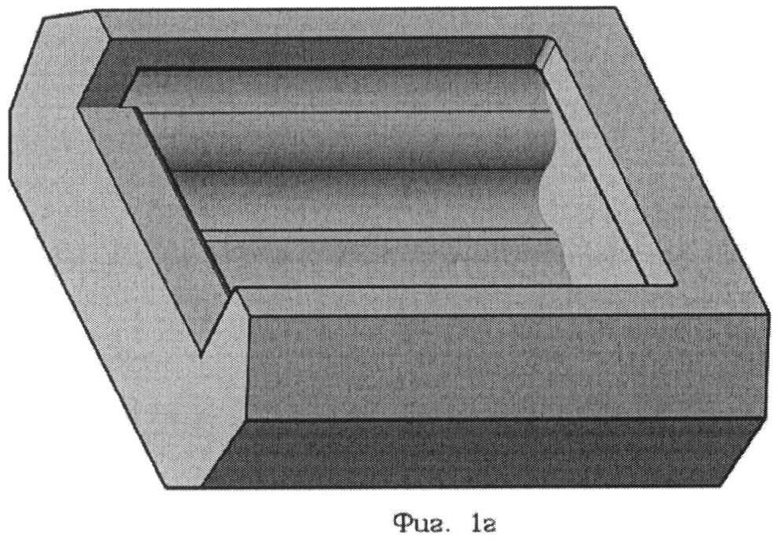
На фиг.1а и 1б показаны два разреза металлоприемника, которые обозначены на фиг.1в (вид сверху). Металлоприемник имеет опорную плиту 3 с основанием 4, две боковые стенки изделия 1 и 1′, имеющие в верхней части выступы в сторону внутреннего объема 2 и 2′. Опорная плита 3 имеет вогнутую внутреннюю ударную поверхность 5. Две боковые стенки изнутри имеют волнообразные поверхности 7 и 7′, расположенные в продольном направлении между вертикальными поверхностями передней и задней стенок, причем в сечении изделия, выполненном перпендикулярно боковым стенкам, вершины волн расположены на вогнутой кривой в виде части окружности или эллипса 6 (линия 6, указанная на фиг.1б, является воображаемой и указана для иллюстрации взаимного расположения вершин волнообразных поверхностей 7 и 7′).
Внешние поверхности 8 и 9, а также 8′ и 9′ боковых стенок изделия 1 и 1′, соответственно, повторяют внутренний профиль поверхности боковых стенок промежуточного ковша, в который установлен металлоприемник. Внутренний объем изделия определяется вогнутой ударной поверхностью 5, волнообразными поверхностями 7 и 7′ боковых стенок 1 и 1′, а также внутренними поверхностями передней и задней стенок изделия: 10 и 11 соответственно. Изделие имеет отверстие 12, через которое должен поступать металл.
Аксонометрическая проекция металлоприемника показана на фиг.1г.
На фиг.2 показана схема подачи металла из сталеразливочного ковша (на чертеже не показан) в металлоприемник. Металлоприемник устанавливается опорной плитой 3 на слой рабочей футеровки 13 дна (фиг.2) промежуточного ковша (на чертеже показан только фрагмент внутренней поверхности рабочей футеровки промежуточного ковша). Рабочая футеровка 13 промежуточного ковша располагается на поверхностях 14 и 14′ металлоприемника, надежно закрепляя его.
Подачу металла из сталеразливочного ковша (на чертеже не показан) в металлоприемник осуществляют через огнеупорный металлопровод-трубу 15 для защиты струи металла от разбрызгивания и вторичного окисления. Струя металла 16, раскрываясь под некоторым углом α, поступает в объем изделия (входящий поток металла показан стрелками 17), сталкивается с вогнутой ударной поверхностью 5 и отражается (отраженный поток металла 18) в центр поступающего потока металла 17. Возникающая при столкновении потоков поступающего и отраженного металла дополнительная турбулентность гасится волнообразными поверхностями 7 и 7′, которые разделяют общий турбулентный поток металла на локальные вихри 19. Направленные навстречу друг другу поступающие и отраженные потоки металла взаимно гасят друг друга в объеме металлоприемника, при этом турбулентные потоки не выходят за пределы металлоприемника. После погашения турбулентности спокойный поток металла вытекает из металлоприемника сначала через переднюю стенку 10, а, затем - через боковые 1 и 1′ и заднюю 11 стенки металлоприемника, тем самым формируя потоки металла в промежуточном ковше.
Возможно, что часть потока металла отразится в сторону отверстия 12, через которое должен поступать металл, но эта часть потока будет отражена выступами 2, 2′ боковых стенок, а также выступами 10′ и 11′, соответственно, на передней 10 и задней 11 стенках во внутренний объем изделия.
Выполненное в соответствии с заявляемым изобретением изделие позволяет локализовать турбулентность внутри изделия за счет отклонения части струи обратно в поток поступающего металла и его частичного взаимного гашения. Повышение качества непрерывнолитой стальной заготовки обеспечивается за счет предотвращения образования дополнительных неметаллических включений вследствие снижения степени турбулентности падающей струи жидкой стали из сталеразливочного ковша в промежуточный ковш, а также за счет локализации турбулентности падающей струи в объеме металлоприемника. Увеличение стабильности и технологичности процесса непрерывной разливки достигается за счет разделения потоков металла на отдельные локальные вихри, которые взаимно гасятся в силу их случайности образования и разнонаправленности движения. Также за счет конструкции внутреннего профиля металлоприемника достигается повышенная эрозионная стойкость изделия, что снижает скорость поступления неметаллических включений в металл вследствие замедления разрушения металлоприемника в процессе непрерывной разливки. Конструкция заявляемого металлоприемника обеспечивает надежное закрепление изделия не только за счет сил адгезии между изделием и днищем промежуточного ковша, но и за счет закрепления боковых стенок изделия путем встраивания в конструкцию промежуточного ковша (изделие становится фактически частью рабочей футеровки промежуточного ковша, см. фиг.2).
Таким образом, выполняются поставленные настоящим изобретением цели, заявленный технический результат достигается.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛОПРИЕМНИК ПРОМЕЖУТОЧНОЙ ЕМКОСТИ | 2009 |
|
RU2399457C1 |
| ПРИЕМНЫЙ КОЛОДЕЦ (ВАРИАНТЫ) | 2009 |
|
RU2400327C1 |
| Промежуточный ковш машины непрерывного литья заготовок | 1987 |
|
SU1563840A1 |
| КРИСТАЛЛИЗАТОР | 2007 |
|
RU2374032C2 |
| Промежуточный ковш многоручьевой машины непрерывного литья металла | 2022 |
|
RU2785732C1 |
| УДАРНАЯ НАКЛАДКА РАЗЛИВОЧНОГО УСТРОЙСТВА | 2002 |
|
RU2280535C2 |
| СПОСОБ РАЗЛИВКИ РАСПЛАВЛЕННОГО МЕТАЛЛА С ИСПОЛЬЗОВАНИЕМ В ПРОМЕЖУТОЧНОМ КОВШЕ ПРОТИВОУДАРНОЙ ВСТАВКИ | 2016 |
|
RU2754217C2 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1995 |
|
RU2092279C1 |
| СПОСОБ ОБРАБОТКИ СТРУИ МЕТАЛЛА ПРИ РАЗЛИВКЕ | 1992 |
|
RU2065796C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ РАЗЛИЧНЫХ МАРОК СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2111081C1 |



Изобретение относится к металлургии. Металлоприемник содержит опорную плиту, две боковые стенки, заднюю стенку и переднюю стенки, выполненную ниже остальных. Стенки металлоприемника имеют в верхней части выступ в сторону внутреннего объема металлоприемника Внутренняя поверхность металлоприемника образована вогнутой ударной поверхностью опорной плиты и волнообразными поверхностями боковых стенок. В сечении металлоприемника, выполненном перпендикулярно боковым стенкам, вершины волн расположены на вогнутой кривой в виде части окружности или эллипса. Обеспечивается локализация и снижение турбулентности потоков металла. 3 з.п. ф-лы, 5 ил.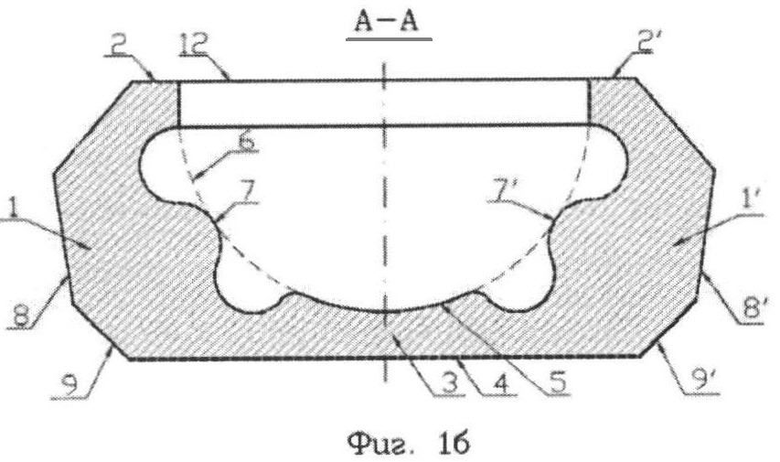
1. Металлоприемник, содержащий опорную плиту, две боковые стенки, заднюю стенку и выполненную ниже остальных переднюю стенку, которые расположены вдоль периферии опорной плиты и имеют в верхней части выступ в сторону внутреннего объема, отличающийся тем, что внутренняя поверхность металлоприемника образована вогнутой ударной поверхностью опорной плиты и волнообразными поверхностями боковых стенок, при этом в сечении металлоприемника, выполненном перпендикулярно боковым стенкам, вершины волн расположены на вогнутой кривой в виде части окружности или эллипса.
2. Металлоприемник по п.1, отличающийся тем, что боковые стенки выполнены снаружи вертикальными или повторяющими внутренний профиль боковых стенок промежуточного ковша.
3. Металлоприемник по п.1, отличающийся тем, что высота передней стенки составляет 0,2-0,9 высоты боковых стенок.
4. Металлоприемник по п.1, отличающийся тем, что в задней стенке металлоприемника выполнено, по крайней мере, одно отверстие.
| Механизированная крепь | 1983 |
|
SU1232814A1 |
| СПОСОБ УСТАНОВЛЕНИЯ ЦВЕТА СВЕЧЕНИЯ ЭКРАНА ЦВЕТНОГО КИНЕСКОПА | 1992 |
|
RU2047928C1 |
| ПРИЕМНЫЙ КОЛОДЕЦ (ВАРИАНТЫ) | 2009 |
|
RU2400327C1 |
| ОГНЕУПОРНАЯ КЕРАМИЧЕСКАЯ ДЕТАЛЬ | 2003 |
|
RU2284246C2 |
| US 5072916 A, 17.12.1991 | |||
| WO 03082433 A1, 09.10.2003. | |||

