Область техники
Настоящее изобретение относится к устройству и способу нарезания ломтиков пищевого продукта и их погрузки на транспортирующую поверхность, применимым к установке для обработки пищевого продукта и, более конкретно, к установке для ускоренной сушки и дозревания колбасного мясного продукта, нарезанного ломтиками. Настоящее изобретение также относится к установке для обработки, включающей указанное устройство для нарезания ломтиков пищевого продукта и их погрузки на транспортирующую поверхность.
Уровень техники
В уровне техники известны установки и способы обработки пищевого продукта, нарезанного ломтиками. Например, в WO 2005/092109 описан способ сушки и дозревания колбасного мясного продукта, нарезанного ломтиками. Известна также ломтерезальная машина, способная одновременно нарезать ломтиками несколько кусков пищевого продукта с высокой скоростью, например, такая как ломтерезка Weber 604. Из WO 2008/135616, например, известно, что для того чтобы подвергнуть ломтики обработке, их размещают в однослойной упорядоченной структуре на системе конвейерных лент, перемещающих ломтики по пути, включающему проход через один или более обрабатывающих узлов, например, таких как узел обработки с принудительной конвекцией или узел обработки в вакууме. Однако данная заявка не описывает и не предлагает устройства или способа для переноса ломтиков пищевого продукта из ломтерезки большой емкости на транспортирующую поверхность системы конвейерных лент в однослойной упорядоченной структуре.
Автор по изобретению разработал установку для обработки пищевого продукта описанного типа, в которой для того чтобы обеспечить удерживание ломтиков в упорядоченной структуре, когда их перемещают по указанному пути, ломтики размещают в один слой на больших лотках, содержащих проницаемую опорную поверхность, и лотки, загруженные ломтиками, перемещаются посредством конвейерного устройства по пути, включающему проход через одно или более обрабатывающих узлов. В конце обрабатывающей линии ломтики выгружаются из лотков в разгрузочном узле и направляются к упаковочному узлу, в котором их доводят до надлежащего состояния и упаковывают, а пустые лотки снова направляются по конвейеру к загрузочному узлу, проходя через узел промывания лотков. При этом не описано устройство или процесс переноса ломтиков из ломтерезки большой емкости на большие лотки с достаточной скоростью для непрерывного снабжения одной или более обрабатывающих линий.
В FR-A-2839496 описан процесс и установка для автоматического производства пищевых продуктов из ломтиков, выходящих из ломтерезальной машины. Процесс включает выкладывание ломтиков с постоянной скоростью на конвейерную ленту, приводимую в движение с заданной скоростью, чтобы обеспечить, в конце конвейерной ленты, выталкивание или сбрасывание ломтиков на движущийся приемный лоток, и синхронизацию перемещения приемного лотка в соответствии со скоростью сбрасывания ломтиков, для того чтобы распределять ломтики на лотке в соответствии с заданным расположением. В данном случае лоток образует часть упаковки для ломтиков и является небольшим по размеру; таким образом, данный процесс или установка не решает проблему загрузки больших лотков при высокой скорости.
В WO 02/22446 описано устройство, использующее несколько конвейерных лент для перемещения ломтиков пищевого продукта, выходящих из ломтерезальной машины, формирования групп частично перекрывающихся ломтиков и погрузки указанных групп частично перекрывающихся ломтиков в лотки для их упаковки. И в данном документе тоже не решена проблема загрузки лотков при высокой скорости.
В заявке США 2004/0016331 А1 описана система с ломтерезальной машиной, содержащая ломтетезальную машину, которая нарезает ломтиками несколько кусков консервированного пищевого продукта и выкладывает ряды ломтиков на одну конвейерную ленту, которая перемещается в направлении вперед со скоростью, синхронизированной с работой ломтерезальной машины, так что на конвейерной ленте в продольном направлении формируется несколько рядов частично перекрывающихся ломтиков. Конвейерная система выполнена с возможностью соединения вместе рядов ломтиков для формирования в одном направлении одного ряда частично перекрывающихся ломтиков, готовых к упаковке. Недостаток данной системы с ломтерезальной машиной заключается в том, что она не способна сформировать завершенную группу ломтиков, содержащую количество ломтиков в каждом поперечном ряду, большее, чем количество кусков пищевого продукта, которые одновременно нарезают посредством ломтерезальной машины, и при этом ломтики, которые представляют собой ломтики сырого невыдержанного пищевого продукта, размещают в один слой, готовый для дополнительной обработки.
В заявке США 2004/031363 А1 описана система для нарезания ломтиками и перемещения, которая включает в себя нож для нарезания ломтиками, который нарезает ломтики от батона, и выпускной конвейер, расположенный под ножом для нарезания ломтиками, для приема ломтиков в партию. Система управления автоматически регулирует поперечное перемещение выпускного конвейера для формирования партии с поперечным ступенчатым смещением, имеющей соответствующую ширину, в ответ на воспринятый поперечный размер нарезаемого ломтиками батона. Недостаток, связанный с данной ломтерезальной машиной, заключается в том, что она не способна сформировать несколько частичных групп ломтиков, размещенных в один слой на разных параллельных конвейерах, выполненных с возможностью переноса частичных групп на выпускной конвейер, чтобы сформировать на нем завершенную группу ломтиков, размещенных в один слой.
Существо изобретения
В соответствии с первым аспектом настоящее изобретение обеспечивает устройство для нарезания ломтиков пищевого продукта и их погрузки на транспортирующую поверхность. Устройство относится к типу, содержащему ломтерезальную машину для нарезания ломтиков от по меньшей мере одного куска пищевого продукта и загрузочный узел, включающий в себя по меньшей мере одну конвейерную ленту для приема указанных ломтиков из указанной ломтерезальной машины и их погрузки на движущуюся транспортирующую поверхность. Устройство по изобретению характеризуется тем, что указанная ломтерезальная машина приспособлена для нарезания последовательных рядов ломтиков от нескольких кусков пищевого продукта, расположенных параллельно, и тем, что указанный загрузочный узел содержит группу группирующих конвейерных лент, расположенных параллельно, средства перемещения для выравнивания начала каждой из указанных группирующих конвейерных лент с выпускным отверстием указанной ломтерезальной машины для приема последовательных рядов ломтиков, расположенных в направлении, поперечном направлению перемещения вперед на каждой группирующей конвейерной ленте, в то время как данная конвейерная лента перемещается вперед синхронно с работой ломтерезальной машины, пока не будет сформирована частичная группа ломтиков на каждой из группирующих конвейерных лент, и передающие средства для переноса указанных частичных групп, которые совместно образуют завершенную группу ломтиков, с группирующих конвейерных лент на указанную движущуюся транспортирующую поверхность.
Указанные передающие средства загрузочного узла могут быть обеспечены посредством перемещения группирующих конвейерных лент, приводимых в движение одновременно, для переноса соответствующих частичных групп прямо на движущуюся транспортирующую поверхность. В предпочтительном варианте выполнения, передающие средства содержат передающую конвейерную ленту с шириной, эквивалентной суммарной ширине группирующих конвейерных лент. Данная передающая конвейерная лента приспособлена для приема указанной завершенной группы ломтиков, сформированной посредством частичных групп, сходящих с группирующих конвейерных лент, и для последующего переноса ее на движущуюся транспортирующую поверхность. В другом варианте выполнения, для достижения промежуточного буферного эффекта передающие средства загрузочного узла дополнительно содержат промежуточную конвейерную ленту с шириной, эквивалентной суммарной ширине группирующих конвейерных лент и ширине передающей конвейерной ленты. Данная промежуточная конвейерная лента приспособлена для приема одновременно соответствующих частичных групп ломтиков с конца группирующих конвейерных лент с целью образования вместе завершенной группы ломтиков на указанной промежуточной конвейерной ленте, и для последующего переноса завершенной группы на указанную передающую конвейерную ленту. В другом варианте выполнения, для обеспечения более высокой скорости переноса в дополнение к указанному промежуточному буферному эффекту, передающие средства загрузочного узла дополнительно содержат группу промежуточных конвейерных лент, расположенных параллельно друг другу, для приема соответствующих частичных групп ломтиков с конца группирующих конвейерных лент и таким образом формирования вместе завершенной группы ломтиков на указанной группе промежуточных конвейерных лент, и для последующего переноса его на указанную передающую конвейерную ленту.
Термин «конвейерная лента» используется в данном описании для обозначения конвейерного устройства, содержащего подвижную поверхность, либо бесконечный ремень, смонтированный на роликах, либо несколько параллельных бесконечных ремней, проводов или шнуров, смонтированных на шкивах, либо другого подобного устройства.
В предпочтительном варианте выполнения, движущаяся транспортирующая поверхность выполнена посредством лотка, содержащего проницаемую опорную поверхность, например, такую как сетка или поверхность, содержащая перфорацию или отверстия. Соответственно, лотковый конвейер выполнен с возможностью перемещения последовательных лотков под концом указанной передающей конвейерной ленты, в таком направлении и с такой скоростью, которые соответствуют направлению перемещения вперед и его скорости, так что каждый лоток принимает одну из завершенных групп ломтиков с передающей конвейерной ленты. Пустые лотки подаются от линии подачи пустых лотков, и передающее средство выполнено с возможностью переноса пустых лотков из указанной линии подачи пустых лотков на указанный лотковый конвейер перед загрузкой лотков. В альтернативном варианте выполнения, движущаяся транспортирующая поверхность представляет собой непрерывную конвейерную ленту или последовательные секции конвейерной ленты, каждая смонтированная на автономном каркасе, приспособленные для перемещения посредством конвейерного устройства.
Указанные средства перемещения для выравнивания начала каждой из группирующих конвейерных лент с выпускным отверстием ломтерезальной машины, предпочтительно, содержат средства для совместного перемещения группы группирующих конвейерных лент в направлении, поперечном направлению перемещения вперед, в то время как ломтерезальная машина и движущаяся транспортирующая поверхность находятся в стационарных положениях. Если передающие средства содержат передающую конвейерную ленту, то последняя будет также находиться в стационарном положении. Если передающие средства содержат промежуточную конвейерную ленту или группу промежуточных конвейерных лент, то данная или данные последние будут перемещаться в направлении, поперечном направлению перемещения вперед, совместно с группой группирующих конвейерных лент. В качестве альтернативы, если ломтерезальная машина является достаточной легкой, то средства перемещения могут содержать средства для перемещения только ломтерезальной машины, или ее части, включающей выпускное отверстие, а направлении, поперечном направлению перемещения вперед, в то время как группа группирующих конвейерных лент и линия движущейся транспортирующей поверхности находятся в стационарных положениях. Если передающие средства содержат передающую конвейерную ленту и/или промежуточную конвейерную ленту или группу промежуточных конвейерных лент, то данные последние будут также находиться в стационарных положениях.
В соответствии со вторым аспектом, настоящее изобретение обеспечивает способ нарезания ломтиков пищевого продукта и их погрузки на транспортирующую поверхность, типа, включающего этапы нарезания ломтиков от по меньшей мере одного куска пищевого продукта и приема указанных ломтиков, выходящих из указанной ломтерезальной машины, на по меньшей мере одну конвейерную ленту загрузочного узла и их погрузки на движущуюся транспортирующую поверхность. Способ по изобретению отличается тем, что указанный этап резки включает нарезание рядов ломтиков от нескольких кусков пищевого продукта, расположенных параллельно, и тем, что он дополнительно включает следующие этапы. Сначала выпускное отверстие ломтерезальной машины совмещают с первой группирующей конвейерной лентой группы группирующих конвейерных лент, расположенных параллельно, и выкладывают из ломтерезальной машины последовательные ряды ломтиков, размещаемые в направлении, поперечном направлению перемещения вперед, на указанной первой группирующей конвейерной ленте, в то время как данная лента перемещается вперед синхронно с работой ломтерезальной машины до образования первой частичной группы ломтиков на первой группирующей конвейерной ленте. Затем выпускное отверстие ломтерезальной машины совмещают с началом второй группирующей конвейерной ленты указанной группы группирующих конвейерных лент, и на указанной второй группирующей конвейерной ленте аналогичным образом формируют вторую частичную группу ломтиков. Аналогичные операции выполняют в отношении следующих группирующих конвейерных лент, если они предусмотрены, группы группирующих конвейерных лент для формирования на них соответствующих частичных групп. Несколько частичных групп, размещенных на группирующих конвейерных лентах, образует завершенную группу ломтиков, которую, в соответствии с указанным способом, затем переносят с группирующих конвейерных лент на указанную движущуюся транспортирующую поверхность.
Указанный этап переноса каждой завершенной группы ломтиков включает прием завершенной группы ломтиков, сходящей с группирующих конвейерных лент, на передающую конвейерную ленту и затем перенос завершенной группы ломтиков с указанной передающей конвейерной ленты на движущуюся транспортирующую поверхность, расположенную под концом указанной передающей конвейерной ленты и перемещаемую в таком направлении и с такой скоростью, которые соответствуют направлению перемещения вперед и скорости передающей конвейерной ленты. Этап переноса каждой завершенной группы ломтиков, предпочтительно, включает промежуточный этап одновременного переноса частичных групп ломтиков с конца группирующих конвейерных лент на промежуточную конвейерную ленту и последующего переноса завершенной группы ломтиков, сформированной таким образом на указанной промежуточной конвейерной ленте, с конца промежуточной конвейерной ленты на передающую конвейерную ленту. В качестве альтернативы, вместо одной промежуточной конвейерной ленты может быть использована группа промежуточных конвейерных лент, расположенных параллельно, каждая совмещаемая с соответствующей конвейерной лентой группы группирующих конвейерных лент для приема завершенной группы ломтиков с конца группирующих конвейерных лент и последующего переноса ее с конца промежуточных конвейерных лент на передающую конвейерную ленту.
Указанный способ, предпочтительно, включает использование в качестве транспортирующей поверхности последовательных лотков, содержащих проницаемую опорную поверхность, и перемещение указанных лотков под концом указанной передающей конвейерной ленты, в таком направлении и с такой скоростью, которые соответствуют направлению перемещения вперед и скорости передающей конвейерной ленты, для приема одной из завершенных групп ломтиков с передающей конвейерной ленты на каждый лоток. Очевидно, что завершенная группа ломтиков имеет такую форму и размеры, чтобы максимально заполнить опорную поверхность лотка ломтиками, расположенными в один слой.
В соответствии с третьим аспектом, настоящее изобретение обеспечивает установку для обработки пищевого продукта, нарезанного ломтиками, типа, содержащего ломтерезальный и загрузочный узел для нарезания ломтиков пищевого продукта и их погрузки на транспортирующую поверхность, конвейерное устройство для перемещения указанной транспортирующей поверхности, загруженной ломтиками, по пути, включающему проход через один или более обрабатывающих узлов, разгрузочный узел для выгрузки обработанных ломтиков с транспортирующей поверхности, и одно или более упаковочных узлов для упаковки выгруженных ломтиков. Установка отличается тем, что указанный ломтерезальный и загрузочный узел включает устройство для нарезания ломтиков пищевого продукта и их погрузки на движущуюся транспортирующую поверхность в соответствии с первым аспектом по изобретению.
В одном варианте выполнения, установка по изобретению выполнена с возможностью обработки пищевого продукта в виде колбасного мясного продукта, нарезанного ломтиками, и указанный по меньшей мере один обрабатывающий узел представляет собой узел сушки и дозревания указанного мясного продукта, порезанного кусочками. Для относительно нежного колбасного мясного продукта, т.е. с относительно низким уровнем выдержки, установка может включать только один или более узлов тепловой обработки с принудительной конвекцией в качестве обрабатывающих узлов. Для мясного продукта с относительно высоким уровнем выдержки, установка может дополнительно включать один или более автоклавов для обработки в изменяемых внешних условиях и/или в изменяемой газовой среде.
Загрузочный узел, предпочтительно, выполнен с возможностью погрузки ломтиков пищевого продукта на последовательные большие лотки, содержащие проницаемую опорную поверхность, и установка включает конвейерное устройство, приспособленное для перемещения лотков, загруженных ломтиками, по пути, включающему проход через один или более обрабатывающих узлов. После того как ломтики выгружены из лотков в конце технологической линии, пустые лотки по конвейеру снова направляются к загрузочному узлу, проходя через узел промывания лотков.
Краткое описание чертежей
Вышеописанные и другие признаки и преимущества станут более понятными из приведенного ниже подробного описания нескольких вариантов выполнения со ссылкой на прилагаемые чертежи, в которых:
Фиг.1 - схематичный вид в перспективе устройства для нарезания ломтиков пищевого продукта и их погрузки на транспортирующую поверхность в соответствии с вариантом выполнения первого аспекта по изобретению;
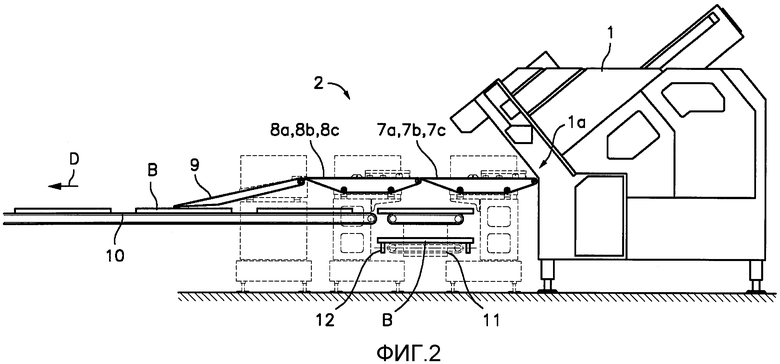
Фиг.2 - схематичный вид сбоку устройства, показанного на фиг.1;
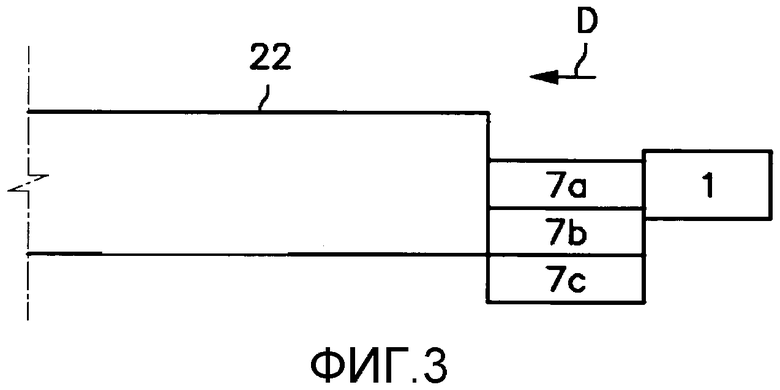
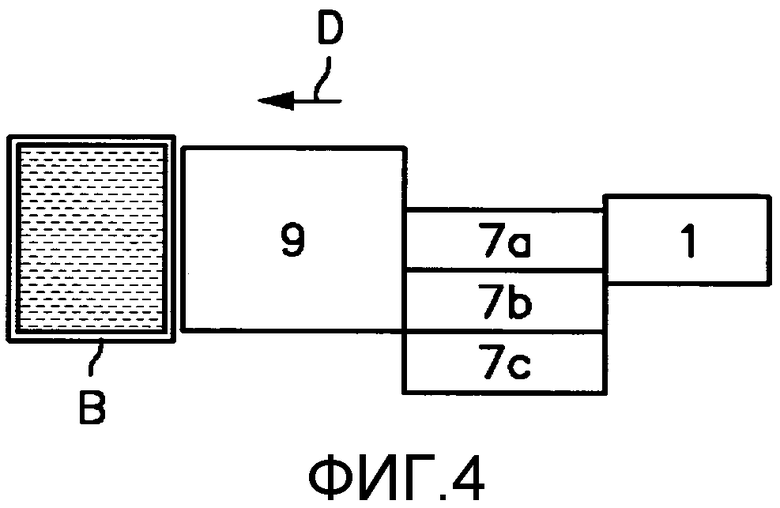
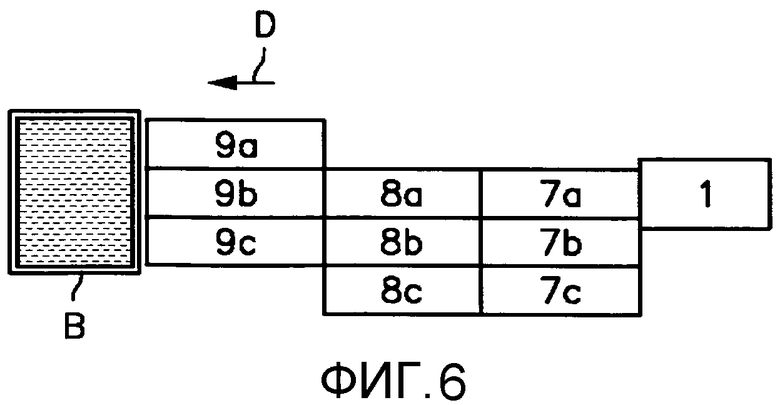
Фиг.3-6 - схематичные виды сверху различных альтернативных вариантов устройства по изобретению;
Фиг.7-16 - схематичные виды сверху, показывающие последовательные этапы в способе нарезания ломтиков пищевого продукта и их погрузки на транспортирующую поверхность в соответствии с вариантом выполнения второго аспекта по изобретению с использованием устройства, показанного на фиг.1 и 2; и
Фиг.17 - схематичный вид установки для обработки пищевого продукта, нарезанного ломтиками, в соответствии с вариантом выполнения третьего аспекта по изобретению.
Подробное описание примерных вариантов выполнения
Ссылаясь сначала на фиг.1 и 2, устройство для нарезания ломтиков пищевого продукта и их погрузки на транспортирующую поверхность содержит, в соответствии с вариантом выполнения первого аспекта по изобретению, ломтерезальную машину 1, приспособленную нарезания рядов ломтиков А от нескольких кусков пищевого продукта, расположенных параллельно, и загрузочный узел 2, приспособленный для приема указанных ломтиков А из указанной ломтерезальной машины 1 и их погрузки на движущуюся транспортирующую поверхность, образованную, в проиллюстрированном примере, посредством нескольких больших лотков В, содержащих проницаемую опорную поверхность и перемещаемых посредством лоткового конвейера 10 известного типа (схематично показанного пунктирными линиями на фиг.1). Указанные лотки В выполнены с возможностью перемещения по пути, включающему проход через один или более обрабатывающих узлов, например, таких как один или более узлов обработки с принудительной конвекцией и/или один или более узлов обработки в изменяемых внешних условиях, в которых ломтики А пищевого продукта, погруженные на лотки В, подвергаются обработке.
Указанный загрузочный узел 2 содержит группу из трех группирующих конвейерных лент 7а, 7b, 7с, расположенных параллельно, одна из которых имеет начало рядом с выпускным отверстием 1а ломтерезальной машины 1, группу из трех промежуточных конвейерных лент 8а, 8b, 8с, расположенных параллельно и после трех группирующих конвейерных лент 7а, 7b, 7с, и передающую конвейерную ленту 9, расположенную после трех промежуточных конвейерных лент 8а, 8b, 8с. Транспортирующие поверхности всех конвейерных лент загрузочного узла 2 выполнены с возможностью перемещения в направлении перемещения вперед, указанном стрелкой D.
Как наглядно показано на фиг.2, группирующие конвейерные ленты 7а, 7b, 7с содержат острый конец, расположенный очень близко к и по существу на одном уровне с началом промежуточных конвейерных лент 8а, 8b, 8с, и последние также содержат очень острый конец, расположенный очень близко к и по существу на одном уровне с началом указанной передающей конвейерной ленты 9. Передающая конвейерная лента 9 расположена под углом и содержит острый конец, расположенный над и очень близко к траектории, описываемой лотками В, когда они перемещаются посредством лоткового конвейера 10 в указанном направлении D перемещения вперед. Таким образом, группирующие конвейерные ленты 7а, 7b, 7с, промежуточные конвейерные ленты 8а, 8b, 8с и передающая конвейерная лента 9 выполнены с возможностью переноса ломтиков А от выпускного отверстия 1а ломтерезальной машины 1 к опорной поверхности движущихся лотков В, в соответствии с способом, который будет подробно описан ниже.
Ломтерезальная машина 1 находится в стационарном положении. Три группирующие конвейерные ленты 7а, 7b, 7с установлены в соответствующем каркасе и индивидуально приводятся посредством соответствующих электродвигателей 13а, 13b, 13с для перемещения соответствующих им транспортирующих поверхностей в направлении D перемещения вперед. Указанный каркас трех группирующих конвейерных лент 7а, 7b, 7с смонтирован с возможностью перемещения на направляющих элементах 14, опирающихся на раму 16, и прикрепленных к приводной ленте 15, приводимой в движение электродвигателем (не показанным) для одновременного перемещения трех группирующих конвейерных лент 7а, 7b, 7с вдоль указанных направляющих элементов 14 в направлении, поперечном направлению D перемещения вперед. Аналогичным образом, три промежуточные конвейерные ленты 8а, 8b, 8с установлены в соответствующем каркасе и приводятся в движение в данном случае посредством одного электродвигателя 17 для одновременного перемещения соответствующих им транспортирующих поверхностей в направлении D перемещения вперед. Указанный каркас трех промежуточных конвейерных лент 8а, 8b, 8с смонтирован с возможностью перемещения на направляющих элементах 18, опирающихся на раму 19 и прикрепленных к приводной ленте 20, приводимой в движение электродвигателем (не показанным) для одновременного перемещения трех промежуточных конвейерных лент 8а, 8b, 8с вдоль указанных направляющих элементов 18 в направлении, поперечном направлению D перемещения вперед. Передающая конвейерная лента 9 установлена в стационарном положении в стойке 21 и приводится в движение электродвигателем (не показанным) для перемещения ее транспортирующей поверхности в направлении D перемещения вперед.
В показанном примере, ломтерезальная машина 1 приспособлена для одновременного нарезания четырех кусков пищевого продукта в каждой операции резки, так что последовательные ряды из четырех ломтиков А подаются через выпускное отверстие 1а ломтерезальной машины 1 с заданной скоростью. Ряды ломтиков А выровнены в направлении, поперечном направлению D перемещения вперед, и ширина каждой из группирующих конвейерных лент 7а, 7b, 7с и каждой из промежуточных конвейерных лент 8а, 8b, 8с выполнена в соответствии с длиной ряда из четырех ломтиков. Посредством поперечного перемещения группирующих конвейерных лент 7а, 7b, 7с, каждая из них может быть последовательно совмещена с выпускным отверстием 1а ломтерезальной машины 1. Работа ломтерезальной машины 1 будет прерываться на короткие периоды времени, чтобы обеспечить поперечное перемещение группы группирующих конвейерных лент 7а, 7b, 7с. Когда одна из группирующих конвейерных лент 7а, 7b, 7с совмещается с выпускным отверстием 1а ломтерезальной машины 1, ряды ломтиков А выкладываются на нее, когда они нарезаются, и посредством обеспечения перемещения вперед опорной поверхности соответствующей группирующей конвейерной ленты синхронно с работой ломтерезальной машины 1, на группирующей конвейерной ленте образуется частичная группа ломтиков А. В показанном примере, указанная частичная группа ломтиков содержит девять рядов по четыре ломтика А.
Затем перемещение вперед транспортирующей поверхности группирующей конвейерной ленты прекращается, и группу из трех группирующих конвейерных лент 7а, 7b, 7с перемещают поперечно для выравнивания следующей группирующей конвейерной ленты с выпускным отверстием 1а ломтерезальной машины 1 для формирования на ней другой частичной группы ломтиков А. После повторения данных операций для каждой из трех группирующих конвейерных лент 7а, 7b, 7с, образуется завершенная группа ломтиков А, состоящая из трех частичных групп, размещенных на трех группирующих конвейерных лентах 7а, 7b, 7с. В показанном примере, завершенная группа ломтиков А содержит девять рядов по двенадцать ломтиков А и, предполагается, максимально заполняет опорную поверхность лотка А ломтиками А, расположенными в один слой. Посредством перемещения группы группирующих конвейерных лент 7а, 7b, 7с и/или группы промежуточных конвейерных лент 8а, 8b, 8с в направлении, поперечном направлению D перемещения вперед, группирующие конвейерные ленты 7а, 7b, 7с могут быть совмещены с промежуточными конвейерными лентами 8а, 8b, 8с, и когда они совмещены, завершенная группа ломтиков А может быть перенесена с группирующих конвейерных лент 7а, 7b, 7с на промежуточные конвейерные ленты 8а, 8b, 8с. Посредством перемещения группы промежуточных конвейерных лент 8а, 8b, 8с в направлении, поперечном направлению D перемещения вперед, промежуточные конвейерные ленты 8а, 8b, 8с могут быть совмещены с передающей конвейерной лента 9, и когда они совмещены, завершенная группа ломтиков А может быть перенесена с промежуточных конвейерных лент 8а, 8b, 8с на передающую конвейерную ленту 9.
Лотковый конвейер 10 выполнен с возможностью перемещения последовательных лотков В под концом передающей конвейерной ленты 9 в направлении D перемещения вперед и с такой скоростью, которая соответствует скорости перемещения вперед транспортирующей поверхности передающей конвейерной ленты 9, так что последовательные завершенные группы ломтиков А переносятся с передающей конвейерной ленты 9 на последовательные движущиеся лотки В. Указанные рамы 16, 19, поддерживающие группы группирующих конвейерных лент 7а, 7b, 7с и промежуточных конвейерных лент 8а, 8b, 8с, содержат противоположные боковые выемки, обеспечивающие проход для линии 12 подачи пустых лотков (схематично показанной пунктирными линиями на фиг.1), посредством которой последовательные пустые лотки В вводят в загрузочный узел 2 в направлении Т, поперечном направлению D перемещения вперед, и размещают в совмещении с лотковым конвейером 10, расположенным на более низком уровне, чем данный узел. Передающее средство 11 известного типа (схематично показанное пунктирными линиями на фиг.2) выполнено с возможностью переноса пустых лотков В из указанной линии 12 подачи пустых лотков на лотковый конвейер 10.
Будет понятно, например, что, в качестве альтернативы, ломтерезальная машина 1 может быть выполнена с возможностью нарезания рядов ломтиков А, состоящих из другого количества ломтиков, помимо четырех, и/или что частичные группы или завершенная группа может содержать другое количество рядов, помимо девяти. Кроме того, группы группирующих конвейерных лент и промежуточных конвейерных лент могут каждый содержать только две или более трех конвейерных лент. Возможен другой альтернативный вариант, в котором несколько промежуточных конвейерных лент 8а, 8b, 8с приводятся в движение не совместно, а индивидуально, так что частичные группы ломтиков могут переноситься с группирующих конвейерных лент 7а, 7b, 7с на промежуточные конвейерные ленты 8а, 8b, 8с по отдельности, когда они сформированы, вместо переноса завершенной группы ломтиков. Будет также понятно, что, в качестве альтернативы, движущаяся транспортирующая поверхность, на которую укладывают завершенные группы ломтиков А, может быть выполнена посредством подвижной опорной поверхности конвейерной ленты или другого эквивалентного конвейера, размещенного под концом передающей конвейерной ленты 9, вместо лотков В, перемещаемых посредством лоткового конвейера 10. В качестве альтернативы, группа группирующих конвейерных лент 7а, 7b, 7с и группа промежуточных конвейерных лент 8а, 8b, 8с и передающая конвейерная лента 9 могут также находиться в стационарных положениях, а устройство может включать средство для перемещения ломтерезальной машины 1 в направлении, поперечном направлению перемещения вперед, для последовательного выравнивания выпускного отверстия 1а ломтерезальной машины 1 с началом группирующих конвейерных лент 7а, 7b, 7с.
Как схематично показано на фиг.3-6, устройство по изобретению допускает несколько вариантов выполнения, отличающихся от варианта выполнения, показанного и описанного со ссылкой на фиг.1 и 2.
В альтернативном варианте выполнения, показанном на фиг.3, устройство содержит только ломтерезальную машину 1 и группу группирующих конвейерных лент 7а, 7b, 7с, так что завершенная группа ломтиков А, сформированная посредством частичных групп, переносится с группирующих конвейерных лент 7а, 7b, 7с прямо на движущуюся транспортирующую поверхность, которая в данном примере выполнена посредством подвижной опорной поверхности выходной конвейерной ленты 22 или другого эквивалентного конвейера. В данном примере, работа ломтерезальной машины 1 будет прерываться на достаточные периоды времени, чтобы обеспечить поперечные перемещения группы группирующих конвейерных лент 7а, 7b, 7с и переноса завершенной группы ломтиков на указанную подвижную опорную поверхность выходной конвейерной ленты 22.
В альтернативном варианте выполнения, показанном на фиг.4, устройство содержит только ломтерезальную машину 1, группу группирующих конвейерных лент 7а, 7b, 7с и передающую конвейерную ленту 9, так что завершенная группа ломтиков А, сформированная посредством частичных групп, сначала переносится с группирующих конвейерных лент 7а, 7b, 7с на передающую конвейерную ленту 9 и затем с передающей конвейерной ленты 9 на движущуюся транспортирующую поверхность, которая в данном примере выполнена посредством опорной поверхности лотка В, перемещаемого посредством лоткового конвейера.
Структура устройства в альтернативном варианте выполнения, показанном на фиг.5, подобна структуре, описанной выше со ссылкой на фиг.1 и 2, за исключением того, что здесь, вместо группы промежуточных конвейерных лент 8а, 8b, 8с, предусмотрена одна промежуточная конвейерная лента 8 с шириной, эквивалентной суммарной ширине группирующих конвейерных лент 7а, 7b, 7с и ширине передающей конвейерной ленты 9. Промежуточная конвейерная лента 8 выполняет функцию временного хранения завершенной группы ломтиков, которая позволяет воспринимать и регулировать возможные рассогласования в синхронизации перемещений различных устройств.
Структура устройства в альтернативном варианте выполнения, показанном на фиг.6, аналогична структуре, которая описана выше со ссылкой на фиг.1 и 2, за исключением того, что здесь, вместо одной передающей конвейерной ленты 9, предусмотрена группа передающих конвейерных лент 9а, 9b, 9с с шириной, эквивалентной ширине группы промежуточных конвейерных лент 8а, 8b, 8с. Несколько промежуточных конвейерных лент 8а, 8b, 8с и несколько передающих конвейерных лент 9а, 9b, 9с могут приводиться в движение совместно или индивидуально для переноса завершенной группы ломтиков или частичных групп с данных лент на другие ленты. Однако несколько передающих конвейерных лент 9а, 9b, 9с будут приводиться в движение совместно для переноса завершенной группы ломтиков с передающих конвейерных лент 9а, 9b, 9с на лоток В. В качестве альтернативы, в устройствах, показанных на фиг.4 и 5, одна передающая конвейерная лента 9 может быть также заменена группой передающих конвейерных лент 9а, 9b, 9с, подобно тому, как показано на фиг.6.
Будет понятно, что в устройстве, показанном на фиг.3, подвижная транспортирующая поверхность выпускной конвейерной ленты 22, в качестве альтернативы, может быть заменена последовательными лотками, перемещаемыми посредством лоткового конвейера. Будет также понятно, что в устройствах, показанных на фиг.4, 5 и 6, последовательные лотки В, перемещаемые посредством лоткового конвейера, в качестве альтернативы, могут быть заменены движущейся транспортирующей поверхностью или выпускной конвейерной лентой.
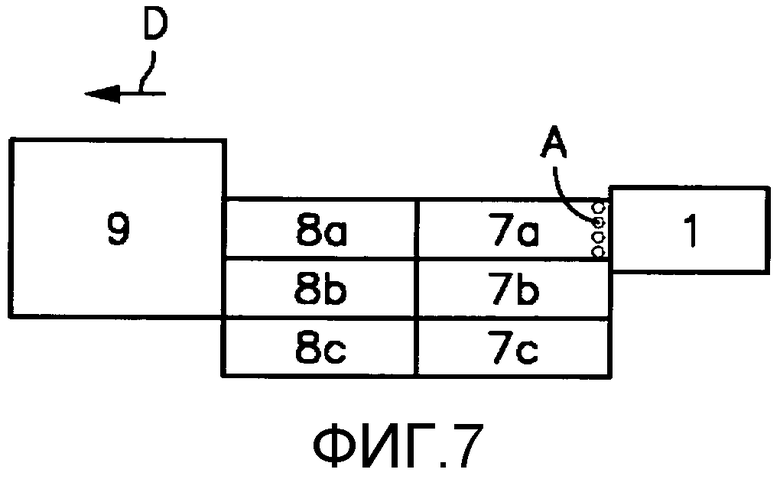
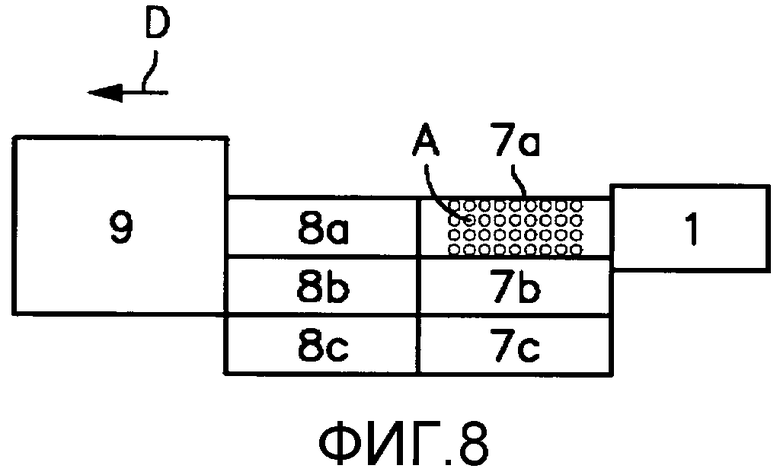
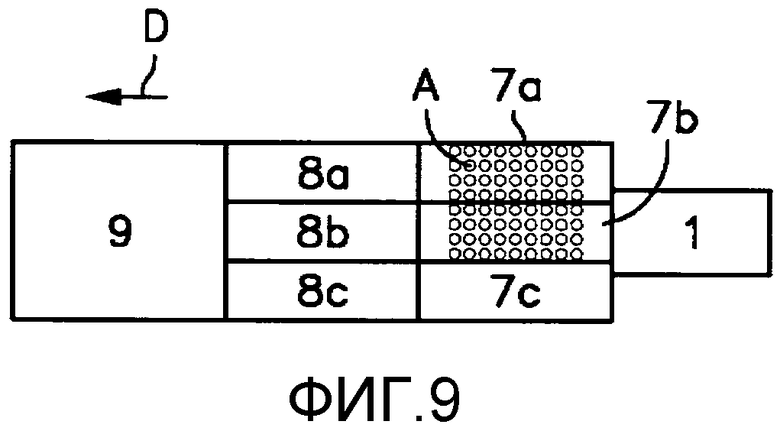
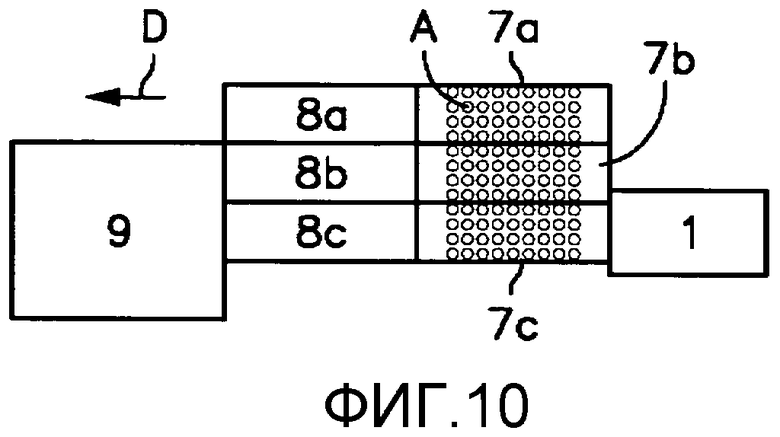
Ниже со ссылкой на фиг.7-16 описан способ нарезания ломтиков пищевого продукта и их погрузки на транспортирующую поверхность с использованием устройства, описанного выше со ссылкой на фиг.1 и 2. Когда устройство первоначально вводится в действие (фиг.7), группу группирующих конвейерных лент 7а, 7b, 7с и группу промежуточных конвейерных лент 8а, 8b, 8с перемещают поперечно для выравнивания первой группирующей конвейерной ленты 7а с выпускным отверстием ломтерезальной машины 1, и ломтерезальная машина 1 начинает операции резки для выкладывания рядов ломтиков А на транспортирующую поверхность первой группирующей конвейерной ленты 7а, в то время как последняя перемещается в направлении D перемещения вперед, до формирования первой частичной группы ломтиков А на первой группирующей конвейерной ленте 7а (фиг.8). Затем группу группирующих конвейерных лент 7а, 7b, 7с и группу промежуточных конвейерных лент 8а, 8b, 8с перемещают поперечно для выравнивания второй группирующей конвейерной ленты 7b с выпускным отверстием ломтерезальной машины 1, и повторяют операции для формирования второй частичной группы ломтиков А на второй группирующей конвейерной ленте 7b (фиг.9). Затем осуществляются аналогичные операции, необходимые для выравнивания третьей группирующей конвейерной ленты 7с с выпускным отверстием ломтерезальной машины 1 и для формирования третьей частичной группы ломтиков А на третьей группирующей конвейерной ленте 7с (фиг.10).
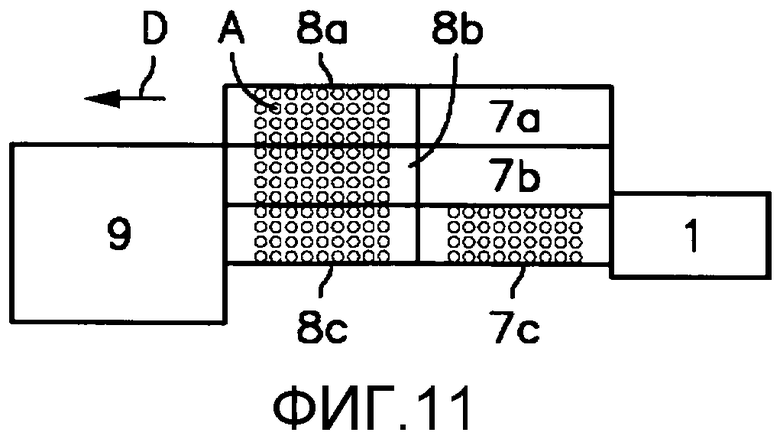
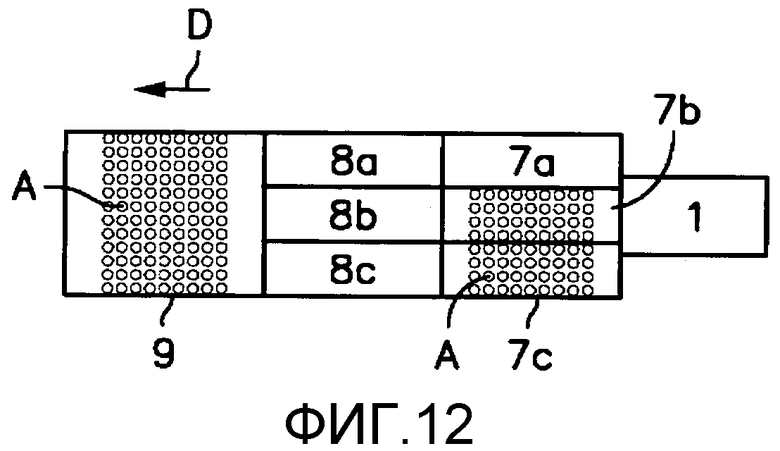
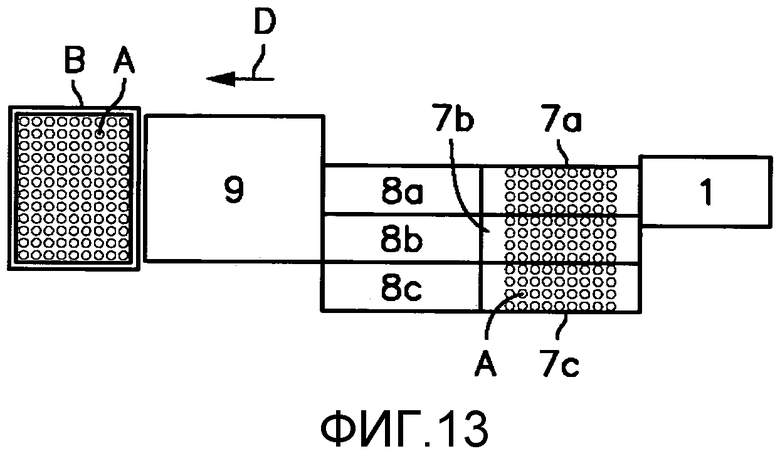
Таким образом, первая, вторая и третья частичные группы, размещенные на первой, второй и третьей группирующих конвейерных лентах 7а, 7b, 7с, вместе образуют первую завершенную группу, которую переносят на соответствующие промежуточные конвейерные ленты 8а, 8b, 8с, и сразу же, без поперечного перемещения группы группирующих конвейерных лент 7а, 7b, 7с и группы промежуточных конвейерных лент 8а, 8b, 8с, осуществляются операции для формирования новой первой частичной группы на третьей группирующей конвейерной ленте 7с (фиг.11). Затем группу группирующих конвейерных лент 7а, 7b, 7си группу промежуточных конвейерных лент 8а, 8b, 8с поперечно перемещают для выравнивания второй группирующей конвейерной ленты 7b с выпускным отверстием ломтерезальной машины 1, и осуществляются операции, необходимые для формирования новой второй частичной группы ломтиков А на второй группирующей конвейерной ленте 7b, при этом первую завершенную группу ломтиков А переносят с промежуточных конвейерных лент 8а, 8b, 8с на передающую конвейерную ленту 9 (фиг.12). Затем осуществляются аналогичные операции для выравнивания первой группирующей конвейерной ленты 7а с выпускным отверстием ломтерезальной машины 1 для формирования новой третьей частичной группы ломтиков А на первой группирующей конвейерной ленте 7а, при этом первую завершенную группу ломтиков А переносят с передающей конвейерной ленты 9 на первый движущийся лоток В (фиг.13).
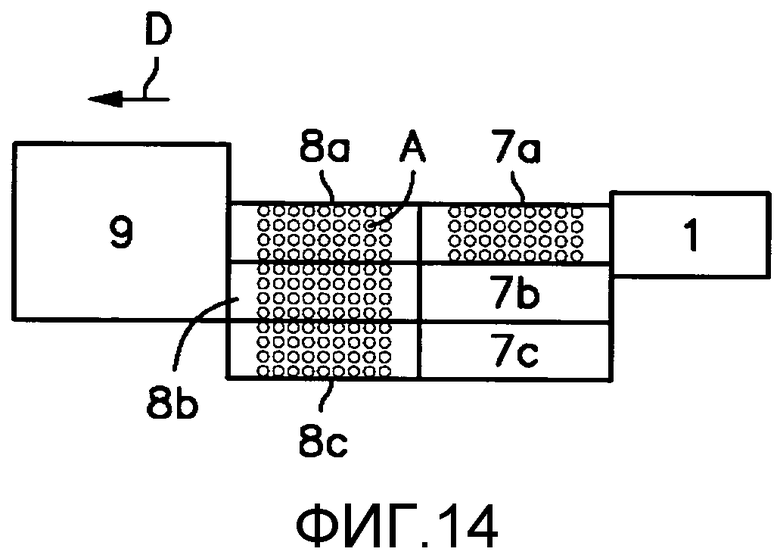
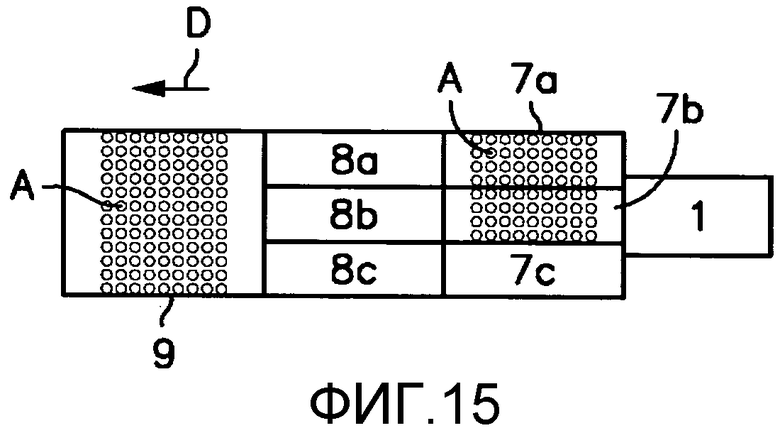
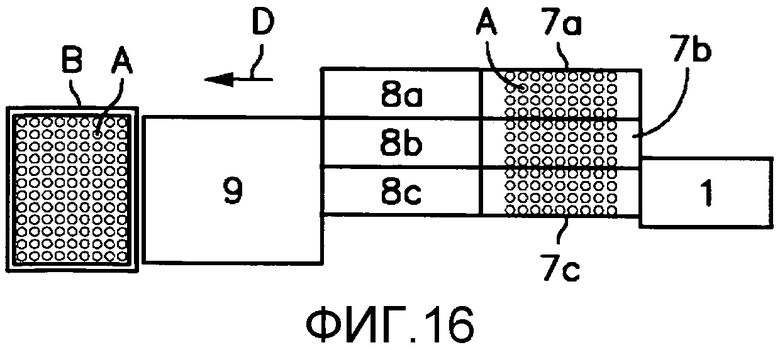
Таким образом, новые третья, вторая и первая частичные группы, размещенные на первой, второй и третьей группирующих конвейерных лентах 7а, 7b, 7с, вместе образуют вторую завершенную группу, которую переносят на соответствующие промежуточные конвейерные ленты 8а, 8b, 8с, и сразу же, без поперечного перемещения группы группирующих конвейерных лент 7а, 7b, 7с и группы промежуточных конвейерных лент 8а, 8b, 8с, осуществляются операции, необходимые для формирования новой первой частичной группы на первой группирующей конвейерной ленте 7а (фиг.14). Затем группу группирующих конвейерных лент 7а, 7b, 7с и группу промежуточных конвейерных лент 8а, 8b, 8с поперечно перемещают для выравнивания второй группирующей конвейерной ленты 7b с выпускным отверстием ломтерезальной машины 1, и осуществляются операции, необходимые для формирования новой второй частичной группы ломтиков А на второй группирующей конвейерной ленте 7b, при этом вторую завершенную группу ломтиков А переносят с промежуточных конвейерных лент 8а, 8b, 8с на передающую конвейерную ленту 9 (фиг.15). Затем осуществляются аналогичные операции для выравнивания третьей группирующей конвейерной ленты 7с с выпускным отверстием ломтерезальной машины 1 и для формирования новой третьей частичной группы ломтиков А на третьей группирующей конвейерной ленте 7с, при этом вторую завершенную группу ломтиков А переносят с передающей конвейерной ленты 9 на второй движущийся лоток В (фиг.16).
Таким образом, на группирующих конвейерных лентах 7а, 7b, 7с образована третья завершенная группа ломтиков А, и из положения, показанного на фиг.16, последовательность снова переходит в положение, показанное на фиг.11. Отсюда, этапы, описанные со ссылкой на фиг.11-16, циклически повторяются для нарезания ломтиков пищевого продукта и их погрузки на последовательные лотки с использованием устройства, описанного выше со ссылкой на фиг.1 и 2. Варианты применения способа по изобретению будут очевидны для специалиста в данной области техники, с использованием устройства в соответствии с вариантом выполнения и любых его вариантов, описанных в отношении устройства, показанного на фиг.1 и 2, или устройства в соответствии с любым из вариантов выполнения и вариантов, описанных со ссылкой на фиг.3-6, без отхода от объема по изобретению.
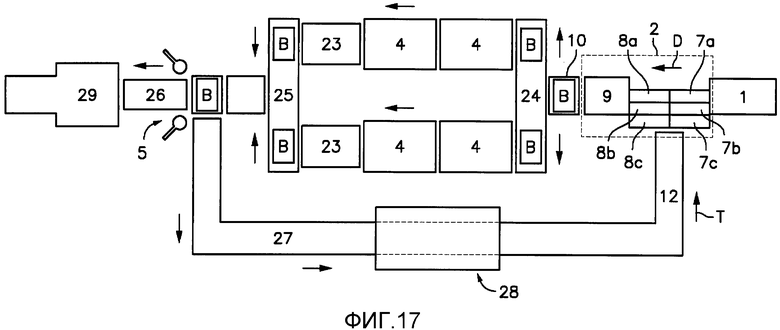
Со ссылкой на фиг.17, установка для обработки пищевого продукта, порезанного ломтиками, описана ниже в соответствии с вариантом выполнения третьего аспекта по изобретению. Установка, показанная на фиг.17, может быть использована, например, для обработки колбасного мясного продукта, который, когда пока он еще сырой и невыдержанный, подвергается охлаждению при достаточно низкой температуре для облегчения нарезания ломтиками. Установка содержит ломтерезальную машину 1 для нарезания охлажденного мясного продукта и загрузочный узел 2, выполненный с возможностью приема нарезанных ломтиков из ломтерезальной машины 1 и их погрузки на несколько больших лотков В, содержащих проницаемую опорную поверхность и перемещаемых посредством лоткового конвейера 10. Ломтерезальная машина 1, загрузочный узел 2 и конструкция лоткового конвейера 10 подобны тем, которые используются в устройстве, описанном выше со ссылкой на фиг.1 и 2, хотя, в качестве альтернативы, они могут быть выполнены в соответствии в любым одним из вариантов выполнения и вариантов устройства в соответствии с первым аспектом по изобретению, описанным выше. Лотковый конвейер 10 образует часть системы конвейеров, выполненных с возможностью перемещения последовательных лотков В, загруженных ломтиками, по пути, включающему проход через один или более обрабатывающих узлов 4, в которых ломтики подвергаются обработке.
В показанном примере, установка включает в себя две линии сушки и дозревания, каждая из которых включает в себя два последовательных обрабатывающих узла 4 и устройство 23 промежуточного хранения. Между лотковым конвейером 10 и началом двух линий сушки и дозревания расположен входной распределитель 24 для распределения лотков В, загруженных ломтиками пищевого продукта, выходящих из загрузочного узла 2, по направлению к обрабатывающим узлам 4 двух линий сушки и дозревания. В конце двух линий сушки и дозревания расположен выходной распределитель 25 для распределения загруженных лотков В, выходящих из обрабатывающих узлов 4 каждой из линий сушки и дозревания, по направлению к разгрузочному узлу 5, выполненному с возможностью выгрузки обработанных ломтиков из лотков В. Выгруженные ломтики направляются в накопительное и охлаждающее устройство 26, а пустые лотки В направляются на конвейер 27 для пустых лотков, который представляет собой возвратный конвейер в соединении с конвейером 12 для пустых лотков, подающим пустые лотки В к загрузочному узлу 2. Путь данного возвратного конвейера включает проход через узел 28 для промывания лотков, в котором пустые лотки В подвергаются промыванию перед повторным использованием.
Обработанные ломтики пищевого продукта направляются посредством конвейерных средств из указанного накопительного и охлаждающего устройства 26 к упаковочному узлу 29, который включает, например, машину для термической упаковки или машину для вакуумной упаковки, в которых ломтики упаковывают. Разгрузочный узел 5 может содержать одну или более роботизированных рук, выполненных с возможностью манипулирования захватными элементами на основе, например, чашечных присосок. В качестве альтернативы, разгрузочный узел 5 может содержать мостовой манипулятор для манипулирования захватным элементом, в котором предусмотрено несколько чашечных присосок, совмещающихся с завершенной группой ломтиков, размещенной на опорной поверхности каждого лотка В.
Установка в соответствии с вариантом выполнения, показанным на фиг.17, пригодна для приготовления относительно нежного колбасного мясного продукта, т.е. с низким уровнем выдержки, такого как салями или подобного продукта, порезанного ломтиками. Для этой цели два обрабатывающих узла 4 каждой линии сушки и дозревания представляют собой известный тип обрабатывающих узлов с принудительной конвекцией. Каждый из указанных обрабатывающих узлов с принудительной конвекцией образует камеру обработки, в которой циркулирует кондиционированный воздух или другой газ и которая оборудована внутренним конвейерным средством, выполненным с возможностью перемещения лотков В, загруженных ломтиками, по пути, расположенным так, чтобы он был как можно длиннее внутри камеры обработки, для того чтобы подвергать ломтики воздействию принудительной конвекции в течение достаточного времени для требуемого уровня выдержки. В зависимости от времени выдержки, необходимого для каждого типа колбасного мясного продукта, каждая линия сушки и дозревания может включать одно, два или более последовательных узлов обработки с принудительной конвекцией. Если колбасные мясные продукты, подвергаемые обработке, требуют высокого уровня выдержки, линии сушки и дозревания могут дополнительно включать известные типы узлов обработки в изменяемых внешних условиях. Ломтерезальная машина 1 и загрузочный узел 2 выполнены с возможностью подачи лотков В, загруженных ломтиками пищевого продукта, с достаточной скоростью для снабжения двух линий сушки и дозревания. В некоторых случаях, например, когда пищевой продукт требует очень высокого уровня выдержки, ломтерезальная машина 1 и загрузочный узел 2 выполнены с возможностью снабжения трех и более линий сушки и дозревания. Однако при желании установка может включать только одну линию сушки и дозревания.
Устройства 23 промежуточного хранения выполнены с возможностью регулирования перемещения загруженных лотков В между соответствующими узлами 4 обработки и выходным распределителем 25. Таким образом, например, если перемещение лотков В через один из узлов 4 обработки на мгновение прерывается, остальная часть линии, расположенная ниже по ходу, будет продолжать работать надлежащим образом с лотками В, ранее накопленными в соответствующем устройстве 23 промежуточного хранения, которые будут подаваться к выходному распределителю 25. Точно так же, если перемещение лотков В ниже по ходу из одного из узлов 4 обработки мгновенно прерывается, то перемещение через узел 4 обработки будет продолжаться надлежащим образом, и лотки В, выходящие из узла 4 обработки, будут временно скапливаться в соответствующем устройстве 23 промежуточного хранения.
Специалист в данной области техники сможет выполнить модификации и изменения в показанных и описанных вариантах выполнения без отхода от объема по изобретению, который определен в прилагаемой формуле изобретения.

Изобретение относится к устройству и способу нарезания ломтиков пищевого продукта. Устройство содержит ломтерезальную машину для нарезания рядов ломтиков от нескольких кусков пищевого продукта и загрузочный узел. Загрузочный узел содержит группу группирующих конвейерных лент, расположенных параллельно, средства для выравнивания каждой из указанных группирующих конвейерных лент с указанной ломтерезальной машиной для приема последовательных рядов ломтиков. Ряды ломтиков размещаются в направлении, поперечном направлению перемещения вперед, в то время как группирующая конвейерная лента перемещается вперед синхронно с работой ломтерезальной машины до формирования частичных групп ломтиков на каждой группирующей конвейерной ленте. Кроме того, загрузочный узел содержит передающие средства для переноса завершенной группы ломтиков, сформированной из указанных частичных групп, с группирующих конвейерных лент на движущуюся транспортирующую поверхность. В результате обеспечивается загрузка лотков при высокой скорости. 3 н. и 13 з.п. ф-лы, 17 ил.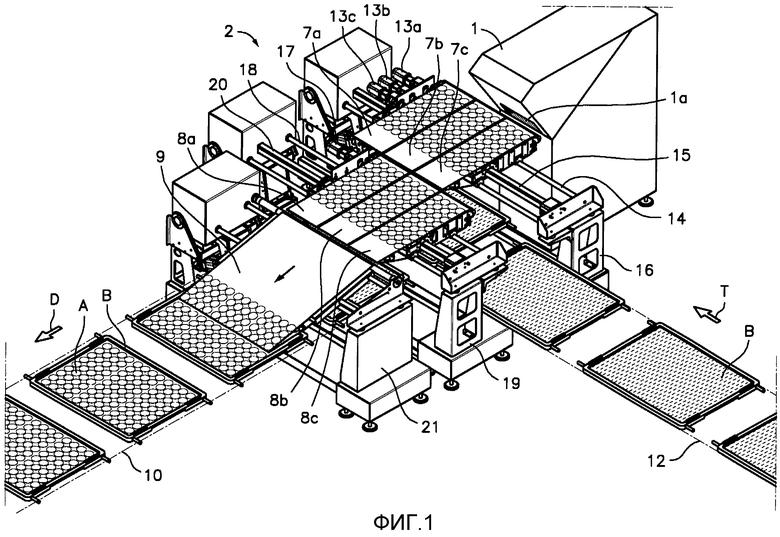
1. Устройство для нарезания ломтиков пищевого продукта и их погрузки на транспортирующую поверхность, содержащее ломтерезальную машину для нарезания ломтиков от нескольких кусков пищевого продукта, расположенных параллельно, с образованием рядов ломтиков и загрузочный узел, включающий конвейерную ленту для приема указанных рядов ломтиков из ломтерезальной машины и их погрузки на движущуюся транспортирующую поверхность, причем указанные ряды ломтиков расположены поперечно направлению перемещения вперед указанной конвейерной ленты, отличающееся тем, что загрузочный узел содержит дополнительные индивидуально приводимые конвейерные ленты, расположенные параллельно и образующие группу конвейерных лент, причем каждая конвейерная лента группы имеет привод и выполнена с размером, обеспечивающим прием частичной группы ломтиков, образованной из нескольких рядов ломтиков, расположенных в один слой, средства перемещения для одновременного перемещения указанных конвейерных лент группы в направлении, поперечном указанному направлению перемещения вперед, для выравнивания начала каждой из указанных конвейерных лент группы с указанной ломтерезальной машиной для последовательного приема последовательных рядов ломтиков на каждую конвейерную ленту группы, выполненную с возможностью перемещения вперед синхронно с работой ломтерезальной машины до формирования одной из указанных частичных групп ломтиков на каждой конвейерной ленте группы, расположенных в один слой, и передающие средства для переноса указанных частичных групп, которые вместе образуют завершенную группу ломтиков, с группы конвейерных лент на указанную движущуюся транспортирующую поверхность.
2. Устройство по п.1, отличающееся тем, что указанные передающие средства загрузочного узла содержат по меньшей мере одну передающую конвейерную ленту, выполненную с возможностью приема указанной завершенной группы ломтиков, образованной из частичных групп, поступающих с группы конвейерных лент, и переноса завершенной группы ломтиков на движущуюся транспортирующую поверхность.
3. Устройство по п.2, отличающееся тем, что указанная движущаяся транспортирующая поверхность обеспечена лотком, и лотковый конвейер выполнен для перемещения последовательных лотков под концом передающей конвейерной ленты, в таком же направлении и с такой же скоростью, что и направление перемещения вперед и скорость передающей конвейерной ленты, для приема одной из завершенных групп ломтиков с передающей конвейерной ленты на каждый лоток.
4. Устройство по п.2, отличающееся тем, что передающие средства загрузочного узла дополнительно содержат по меньшей мере одну промежуточную конвейерную ленту, выполненную с возможностью приема соответствующих частичных групп ломтиков с конца группы конвейерных лент для совместного формирования завершенной группы ломтиков на указанной промежуточной конвейерной ленте и переноса завершенной группы ломтиков на указанную передающую конвейерную ленту.
5. Устройство по п.2, отличающееся тем, что передающие средства загрузочного узла дополнительно содержат группу промежуточных конвейерных лент, расположенных параллельно, для приема соответствующих частичных групп ломтиков с конца группы конвейерных лент для совместного формирования завершенной группы ломтиков на указанной группе промежуточных конвейерных лент и переноса завершенной группы ломтиков на указанную передающую конвейерную ленту.
6. Устройство по п.4, отличающееся тем, что указанные средства перемещения содержат средства для одновременного перемещения по меньшей мере группы конвейерных лент в направлении, поперечном направлению перемещения вперед, при этом ломтерезальная машина и передающая конвейерная лента находятся в стационарных положениях.
7. Устройство по п.5, отличающееся тем, что указанные средства перемещения содержат средства для одновременного перемещения по меньшей мере группы конвейерных лент в направлении, поперечном направлению перемещения вперед, при этом ломтерезальная машина и передающая конвейерная лента находятся в стационарных положениях.
8. Устройство по п.4, отличающееся тем, что указанные средства перемещения содержат средства для перемещения ломтерезальной машины в направлении, поперечном направлению перемещения вперед, при этом по меньшей мере группа конвейерных лент и передающая конвейерная лента находятся в стационарных положениях.
9. Устройство по п.5, отличающееся тем, что указанные средства перемещения содержат средства для перемещения ломтерезальной машины в направлении, поперечном направлению перемещения вперед, при этом по меньшей мере группа конвейерных лент и передающая конвейерная лента находятся в стационарных положениях.
10. Устройство по п.3, отличающееся тем, что передающее средство выполнено с возможностью переноса пустых лотков от линии подачи пустых лотков на указанный лотковый конвейер.
11. Способ нарезания ломтиков пищевого продукта и их погрузки на транспортирующую поверхность, включающий стадии
нарезания рядов ломтиков от нескольких кусков пищевого продукта и приема указанных ломтиков, выходящих из указанной ломтерезальной машины, на конвейерную ленту загрузочного узла и переноса указанных ломтиков с указанной конвейерной ленты на движущуюся транспортирующую поверхность, причем указанные ряды ломтиков расположены поперечно направлению перемещения вперед указанной конвейерной ленты, отличающийся тем, что он дополнительно включает стадии
обеспечения дополнительных индивидуально приводимых конвейерных лент, расположенных параллельно и образующих группу конвейерных лент, причем каждая конвейерная лента группы имеет привод и выполнена с размером, обеспечивающим прием частичной группы ломтиков, сформированной из нескольких рядов ломтиков, расположенных в один слой,
одновременного перемещения указанных конвейерных лент группы в направлении, поперечном указанному направлению перемещения вперед, для последовательного выравнивания начала каждой конвейерной ленты группы с указанной ломтерезальной машиной,
выкладывания из ломтерезальной машины последовательных рядов ломтиков на каждую конвейерную ленту группы, которую перемещают вперед синхронно с работой ломтерезальной машины, пока на каждой конвейерной ленте группы не будет сформирована частичная группа ломтиков, расположенных в один слой, и
переноса указанных частичных групп, которые вместе образуют завершенную группу ломтиков, с группы конвейерных лент на указанную движущуюся транспортирующую поверхность.
12. Способ по п.11, отличающийся тем, что указанная стадия переноса каждой завершенной группы ломтиков включает прием указанной завершенной группы ломтиков, сходящей с группы конвейерных лент, на по меньшей мере одну передающую конвейерную ленту и перенос завершенной группы ломтиков с передающей конвейерной ленты на движущуюся транспортирующую поверхность, расположенную под концом передающей конвейерной ленты и перемещаемую в таком же направлении и с такой же скоростью, что и перемещение вперед и скорость передающей конвейерной ленты.
13. Способ по п.12, отличающийся тем, что стадия переноса каждой завершенной группы ломтиков включает промежуточную стадию одновременного переноса частичных групп ломтиков с конца группы конвейерных лент на промежуточную конвейерную ленту и последующего переноса завершенной группы ломтиков, сформированной таким образом на указанной промежуточной конвейерной ленте, с конца промежуточной конвейерной ленты на передающую конвейерную ленту.
14. Способ по п.12, отличающийся тем, что стадия переноса каждой завершенной группы ломтиков включает промежуточную стадию переноса частичных групп ломтиков с конца группы конвейерных лент на группу соответствующих промежуточных конвейерных лент, расположенных параллельно, и последующего переноса завершенной группы ломтиков, сформированной таким образом на указанной группе промежуточных конвейерных лент, с конца промежуточных конвейерных лент на передающую конвейерную ленту.
15. Установка для обработки пищевого продукта, нарезанного ломтиками, содержащая ломтерезальный и загрузочный узел для нарезания ломтиков пищевого продукта и их погрузки на транспортирующую поверхность, конвейерное устройство для перемещения указанной транспортирующей поверхности, загруженной ломтиками, по пути, включающему проход через по меньшей мере один обрабатывающий узел, разгрузочный узел для выгрузки обработанных ломтиков из транспортирующей поверхности и по меньшей мере один упаковочный узел для упаковки выгруженных ломтиков, отличающаяся тем, что указанный ломтерезальный и загрузочный узел включает устройство для нарезания ломтиков пищевого продукта и их погрузки на транспортирующую поверхность по любому из пп.1-8.
16. Установка по п.15, отличающаяся тем, что указанный пищевой продукт представляет собой колбасный мясной продукт, а указанный по меньшей мере один обрабатывающий узел включает узел для сушки и дозревания указанного мясного продукта, нарезанного ломтиками.
| US 20040016331 A1, 29.01.2004 | |||
| Устройство для резки хлебобулочных изделий | 1987 |
|
SU1517890A1 |
| RU 2059398 C1, 10.05.1996 | |||
| Способ приготовления мастики для натирания полов | 1931 |
|
SU31527A1 |
| US 20040031363 A1, 19.02.2004. | |||

