ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
Настоящая заявка испрашивает приоритет на основании предварительной заявки на патент США №61/096149, поданной 11 сентября 2008 г.
ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к бесконечным структурам в форме ленты или рукава для применения при получении нетканых материалов, и, более конкретно, настоящее изобретение направлено на создание поддерживающих элементов, таких как ленты или рукава, применяемых в производстве имеющих рисунок маркированных, структурированных или текстурированных нетканых материалов или нетканых материалов с рисунком.
УРОВЕНЬ ТЕХНИКИ
Получение нетканых материалов хорошо известно в данной области техники. Такие материалы получают непосредственно из волокон без применения традиционных способов текстильного производства, таких как ткачество или вязание. Вместо этого, они могут быть изготовлены с применением способов производства нетканых материалов, таких как воздушное формование, сухое формование и прочесывание или некоторой комбинацией данных способов, в которых волокна укладываются с формированием цельного нетканого полотна.
Кроме того, нетканые материалы могут быть изготовлены способом воздушного формования или с использованием операций чесания, в которых волоконное полотно уплотняется (затвердевает), или далее перерабатывается следом за нанесением, в нетканый материал путем иглопробивания или гидросплетения (гидроспутывания). При гидроспутывании струи воды под большим давлением направляются вертикально вниз на полотно для спутывания волокон друг с другом. Данный способ будет рассмотрен более подробно в последующих частях данного раздела. В иглопробивании, спутывание достигается механически путем использования возвратно-поступательного движения платформы с зазубренными иглами, которые заставляют волокна на поверхности полотна дальше входить внутрь во время входного перемещения игл.
В настоящее время известно устройство для производства нетканых материалов, например, полотен спанбонд, структур или материалов, сформированных из нитей или волокон, обычно полученных из термопластичной смолы. Такое устройство предложено в патенте США №5814349, содержание которого полностью включено в настоящее описание посредством ссылки. Обычно такое устройство содержит фильеру для получения завесы из нитей и воздуходувку для обдува технологическим воздухом завесы из нитей для ее охлаждения с формированием термопластичных волокон. Обычно в это время термопластичные волокна увлекаются за воздушным потоком для их аэродинамического удлинения, затем, после прохождения через диффузор, термопластичные волокна осаждаются на непрерывно циркулирующую ленту или экран (проницаемую ткань) для сбора спутанных волокон и формирования полотна на ленте или экране. Сформированное таким образом полотно, структура или материал далее транспортируется и подвергается дальнейшей обработке.
В способе изготовления нетканых материалов аэродинамическим способом из расплава термопластичный полимер помещают в экструдер и затем пропускают через длинную головку, содержащую примерно от двадцати до сорока маленьких сопел на один дюйм (2,54 см) ширины головки. Сходящиеся потоки горячего воздуха быстро вытягивают экструдированные струи полимера с формированием застывающих волокон. Далее застывающие волокна высокоскоростным потоком воздуха выдуваются на приемный экран или другой слой тканого или нетканого материала с формированием полотна, известного как «мелтблаун» (meltblown).
Процессы спанбонд (spunbond) и мелтблаун могут быть скомбинированы в таких способах применения, как спанбонд-мелтблаун-спанбонд ("CMC"). В CMC первый слой материала спанбонд формируют на ленте или конвейере. Обычно лента имеет однородный рисунок поверхности и одинаковую проницаемость для воздуха с достижением правильной структуры полотна в спанбонд способе. Материал спанбонд осаждается на ленту на заданном формовочном участке для формирования полотна на первой фильярной балке способа спанбонд.
Давление между валками или системы, использующие горячий воздушный нож, могут помочь повысить давление предварительного соединения и/или увеличить температуру воздействия на полотно. Для перемещения термопластичных волокон на формовочную ленту, ниже ленты конвейера размещена вакуумная камера, которая осуществляет всасывание у ленты. Необходимый для способа производства спанбонд воздушный поток подают к системе при помощи вакуумной камеры, соединенной с вакуумным насосом соответствующего размера.
Кроме того, для формирования нетканого полотна может быть применен способ воздушного формования. Способ воздушного формования начинается с системы дефибрилляции для образования распушенной целлюлозы. Кроме того, для формирования отдельных волокон может быть применено традиционное устройство для превращения макулатуры в волокнистую массу или другой измельчитель. Затем с волокнами могут быть перемешаны частицы поглощающих материалов (например, суперабсорбирующий порошок), абразивные материалы или другие материалы. Затем смесь подвешивают в воздушном потоке внутри формовочной системы и наносят на движущуюся формовочную ленту или вращающийся перфорированный барабан, на окружность которого может быть надет металлический или полимерный рукав. Затем ориентированные случайным образом формованные воздушным способом волокна могут быть соединены путем применения латексной прижимной основы и высушивания или термическим соединением.
В целом, способы производства нетканых материалов давно известны. Согласно одному способу, следом за нанесением волоконный холст или полотно подвергается обработке потоками воды, или струями воды для спутывания волокон друг с другом и улучшения физических свойств, например, прочности полотна. В течение десятилетий известны данные методы обработки волокон с помощью струй воды, как видно из описаний патентов США №3214819, №3508308 и №3485706.
В общих чертах, указанный способ включает сплетение единичных волокон друг с другом с помощью струй воды под давлением, которые действуют на волоконную структуру как иглы и позволяют переориентировать часть волокон, формирующих полотно в направлении толщины.
В настоящее время такой способ широко развивается и используется не только для получения структур, называемых «гидросплетенные» или «гидроспутанные», для применения в текстильной промышленности, в частности, для применения в области медицины и больницах, для очистки, фильтрации и упаковки чайных пакетиков, а также для перфорации маленьких отверстий в непрерывных средах, таких как бумага, картон, пленки, даже пластмассовые листы и т.д., а полученные материалы могут быть регулярными и однородными, как следует из патента США №3508308, а также при необходимости могут содержать структуры, полученные в результате переориентирования волокон что важно в эстетических целях, как видно из описания патента США №3485706.
В отношении материалов типа «гидросплетенные» или «гидроспутанные», давно известно, что окончательные свойства материала могут быть подобраны образованием смесей материала, например, путем комбинирования полотен, содержащих волокна различных типов, например, натуральные, искусственные или синтетические, или даже полотен, в которых волокна предварительно перемешаны (полотна типа «спанбонд» и т.д.) с армирующими элементами, которые могут быть встроены в нетканую структуру.
В патентах Франции FR-A-2730246 и 2734285, соответствующих патентам США №5718022 и №5768756, предложены решения, позволяющие успешно обрабатывать гидрофобные волокна или их смеси с другими гидрофильными волокнами или даже полотнами, полностью состоящими из натуральных волокон, посредством струй воды.
В общих чертах, согласно методам, приведенным в указанных документах, обработка включает обработку полотна основы, сформированного из единичных волокон одного типа или разных типов, сжатие и увлажнение указанного полотна основы и затем переплетения волокон посредством по меньшей мере одной стойки смежных струй воды, под высоким давлением действующих на полотно основы.
С указанной целью полотно основы перемещается вперед на движущейся бесконечной пористой опоре и переносится на поверхность перфорированного вращающегося цилиндрического барабана, к внутренней части которого приложен частичный вакуум. Полотно основы механически сжимается между пористой опорой и вращающимся барабаном, которые оба продвигаются вперед по существу с одинаковой скоростью. Непосредственно ниже по потоку от зоны сжатия водная завеса направляется на полотно и непрерывно проходит сквозь пористую опору, сжатое полотно основы и поддерживающий перфорированный барабан, который всасывает излишек воды.
Единичные волокна непрерывно переплетаются все еще на вращающемся цилиндрическом барабане, когда сжатое и увлажненное полотно, подвергается действию, по меньшей мере, одной стойки струй воды под высоким давлением. В общих чертах, связывание осуществляют посредством последовательных стоек водных струй, которые действуют или на одну и ту же сторону или альтернативно на обе стороны полотна, давление внутри стоек и скорость струй от одной стойки к другой обычно постепенно уменьшаются.
Важно заметить, как предложено в описании FR 2734285, что перфорированный вал может содержать распределенные случайным образом микроотверстия. При необходимости после начальной связывающей обработки волоконная нетканая структура может быть подвергнута второй обработке, применяемой к обратной стороне.
В способе производства нетканых гидросплетенных и гидроспутанных материалов желательно чтобы конечный материал имел рисунок или маркировку, что таким образом придавало бы материалу требуемый внешний вид (дизайн). Обычно такой рисунок или маркировку создают с использованием вспомогательного процесса с использованием вала каландра, который обособлен от формирования нетканого листа и процесса накручивания,. Обычно такие валы являются дорогостоящими и работают по принципу сжатия определенных участков волоконного полотна для создания требуемого рисунка или маркировки. Однако имеются недостатки применения отдельного процесса для создания рисунка или маркировки на нетканом материале. Во-первых, для приобретения валов каландра требуются большие первоначальные вложения денег, что может ограничить объем работ, который может быть экономически обоснован изготовителем. Во-вторых, вследствие дополнительного этапа нанесения рисунка или маркировки возникают более высокие производственные затраты. В-третьих, конечный материал будет иметь больший объем материала, чем требуется, для сохранения толщины материала после сжатия на стадии каландрования. Наконец, двухэтапный процесс приведет к малому объему конечного материала по причине сильного сжатия в процессе каландрирования. Известные из уровня техники нетканые материалы, изготовленные с применением данных известных процессов нанесения рисунка, не имеют ясные, четкие приподнятые части, и, как следствие, требуемые рисунки трудноразличимы. Кроме того, размеры приподнятых частей известных из уровня техники тисненных нетканых материалов нестабильны, и приподнятые элементы теряют свою трехмерную структуру, когда они подвергаются нагрузкам, например, при использовании или стирке.
В патентах США №5098764 и №5244711 раскрыто использование поддерживающего элемента согласно недавно разработанному способу получения нетканых полотен или материалов. Поддерживающие элементы имеют конфигурацию с характерным рельефом поверхности, а также массив отверстий. В данном процессе исходное волоконное полотно располагают на поддерживающем элементе с рельефной поверхностью. Поддерживающий элемент с расположенным на нем волоконным полотном проходит под струями жидкости, обычно воды, под давлением. Струи воды заставляют волокна закручиваться и сплетаться друг с другом в особенный рисунок, основанный на конфигурации рельефа поверхности поддерживающего элемента.
Рисунок, образованный рельефом поверхности и отверстиями в поддерживающем элементе является определяющим для структуры конечного нетканого материала. Кроме того, поддерживающий элемент должен иметь достаточную структурную целостность и прочность для поддержания волоконного полотна в то время, как струи жидкости переориентируют и переплетают волокна в новом порядке с образованием стабильного материала. Поддерживающий элемент не должен быть подвержен сколько-нибудь значительному искривлению под действием струй жидкости. Кроме того, поддерживающий элемент должен иметь средства для удаления относительно больших объемов жидкости, использованной в процессе гидросплетения волокон для предотвращения «затопления» волоконного полотна, что будет препятствовать эффективному спутыванию. Обычно поддерживающий элемент содержит дренажные отверстия, которые должны быть достаточно малы для обеспечения целостности волоконного полотна и предотвращения потери волокон через формующую поверхность. Кроме того, поддерживающий элемент по существу не должен содержать заусениц, крючков и подобных неровностей, которые могут мешать снятию с него спутанного нетканого материала. В то же время поддерживающий элемент должен быть таким, что обрабатываемые на нем волокна волоконного полотна не будут смыты под действием струй жидкости.
Одна из главных задач, которая возникает при получении нетканых материалов, состоит в том, чтобы достичь сцепления структуры для придания материалам механических характеристик, согласно области применения, наряду с сохранением и приданием особых физических характеристик, таких как объем, тактильные ощущения, внешний вид и т.д.
Такие свойства как объем, впитывающая способность, прочность, мягкость и эстетичный внешний вид действительно важны для многих нетканых материалов, при их использовании по предполагаемому назначению. Для получения нетканых материалов, обладающих указанными характеристиками, зачастую необходимо создать такую ткань, в которой поверхность контакта с листом имеет рельеф поверхности.
Следует отметить, что указанные материалы могут иметь форму бесконечных петель и работать подобно конвейеру или надетому на барабане рукаву. Кроме того, следует заметить, что получение нетканых материалов представляет собой непрерывный процесс, который осуществляется на значительной скорости. То есть единичные волокна непрерывно наносят на формирующий материал в формирующей части, в это время, как только что изготовленное нетканое полотно непрерывно наматывается на валы после высушивания.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В настоящем изобретении предложена улучшенная лента или рукав, которые с одной стороны выполняют функции традиционных ленты или рукава, и кроме того способны придавать требуемые физические характеристики, такие как объем, внешний вид, текстуру, впитывающую способность, прочность и тактильные ощущения изготовленным на нихй нетканым материалам.
Предложены лента или рукав, применяемые при получении текстурированных нетканых материалов, представляющие собой структуру, проницаемую для воздуха и/или воды.
Кроме того, указанная структура содержит на поверхности контакта с полотном рисунок из ряда приподнятых контактных площадок и соответствующих углублений, который придает текстуру изготовленному на ней нетканому материалу.
Другой аспект изобретения заключается в том, что структура содержит пустоты, такие как сквозные отверстия, предназначенные для прохождения воды или воздуха или и того и другого.
Еще один аспект изобретения заключается в том, что пустоты находятся в структуре в виде определенного заданного рисунка.
Следовательно, главной задачей изобретения является создание поддерживающего элемента, применяемого при гидросплетении или гидроспутывании, такого как лента или рукав, который содержит рельеф поверхности из сквозных пустот, сформированных в виде определенного заданного рисунка.
В одном варианте реализации предложена тканевая структура, используемая для создания текстурированных нетканых материалов, проницаемая для воздуха и воды, содержащая соприкасающуюся с листом поверхность, имеющую рисунок, содержащий ряды приподнятых контактных площадок и соответствующих углублений, выполненная с возможностью придания текстуры изготовленному на ней нетканому материалу, и ряды сквозных пустот, обеспечивающих прохождение воды и воздуха из одной поверхности ткани к другой, эффективный диаметр которых составляет более 50 микрон.
Предложенные тканевые структуры обеспечивают, помимо прочего, улучшенное обезвоживание по сравнению с непроницаемой лентой или рукавом. Кроме того, фактически отверстия способствуют текстурированию конечных материалов (нетканых материалов) по сравнению с гладкой ровной непроницаемой лентой конвейера или рукавом.
Для лучшего понимания изобретения, его конкретных целей и преимуществ, полученных при его применении, ниже приведено подробное описание, в котором проиллюстрированы предпочтительные варианты реализации со ссылками на прилагаемые чертежи, на которых одинаковые элементы обозначены одинаковыми номерами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Следующее подробное описание, приведенное в форме примера и не предназначенное для ограничения изобретения, будет рассмотрено совместно с прилагаемыми чертежами, на которых одинаковые элементы обозначены одинаковыми номерами позиций и на которых:
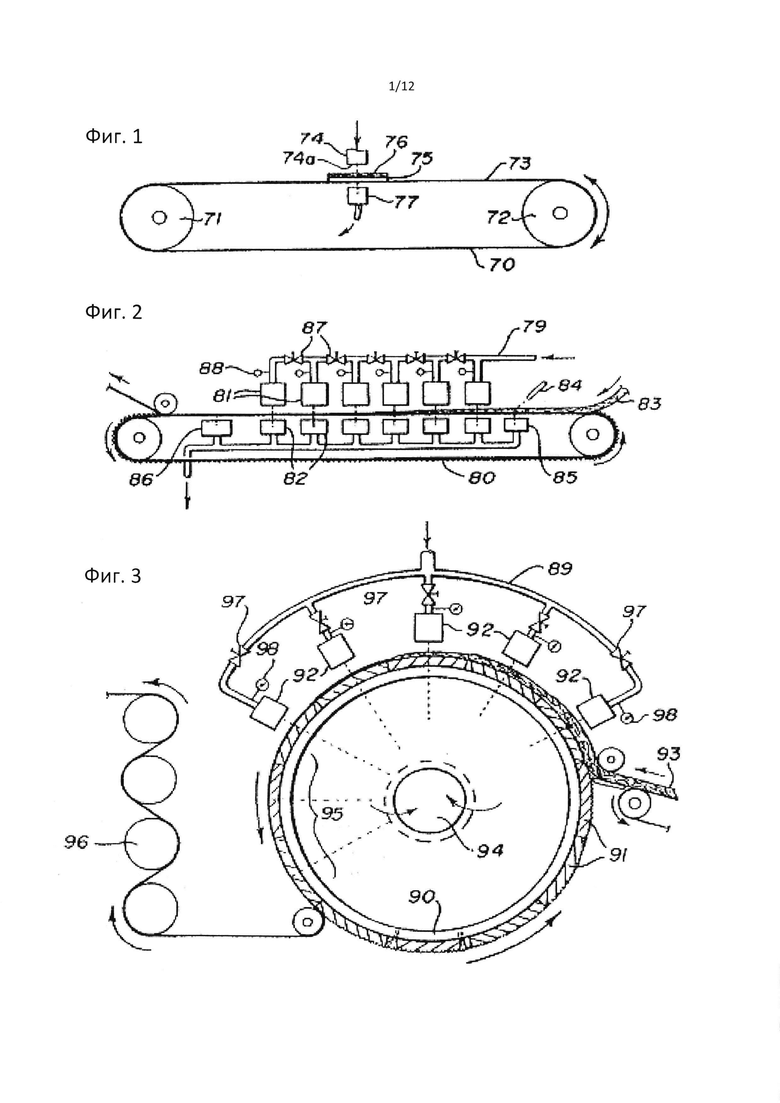
на фиг. 1, 2 и 3 изображены схематические виды трех типов устройства для получения нетканых полотен с использованием поддерживающего элемента, ленты или рукава, согласно настоящему изобретению.
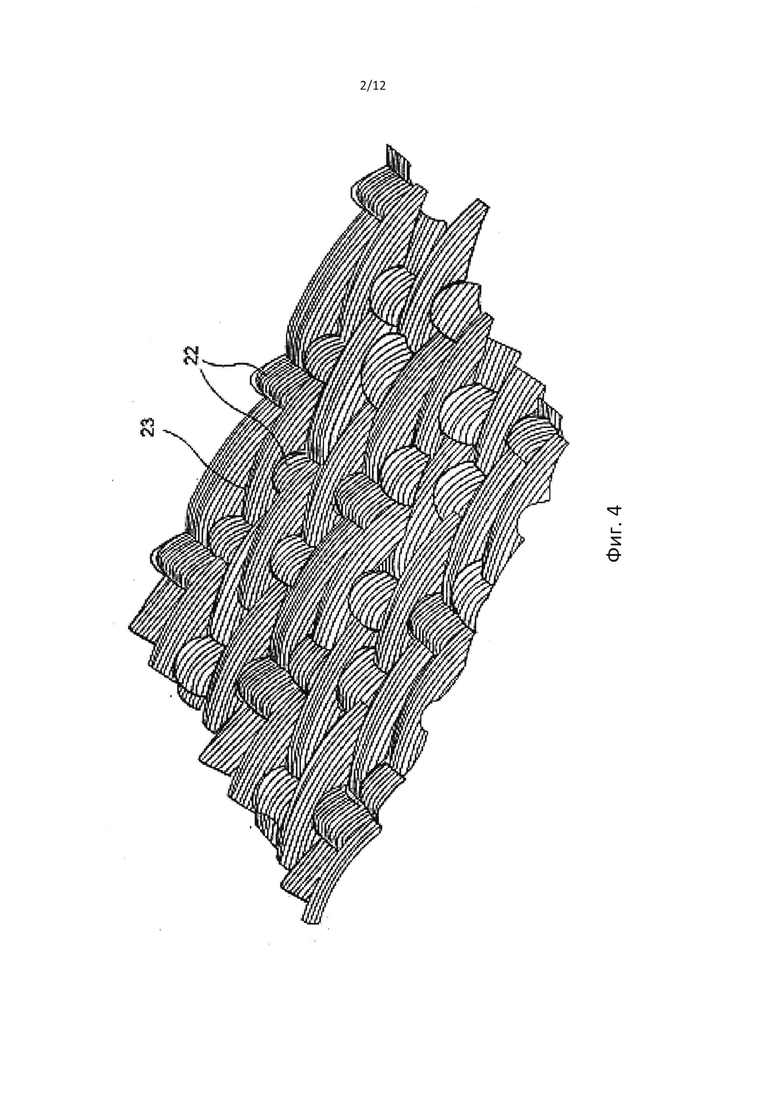
На фиг. 4 изображен чертеж тканой основы, на котором показан рисунок контактных площадок и углублений, образованных нитями, как они переплетены выше и ниже друг с другом.
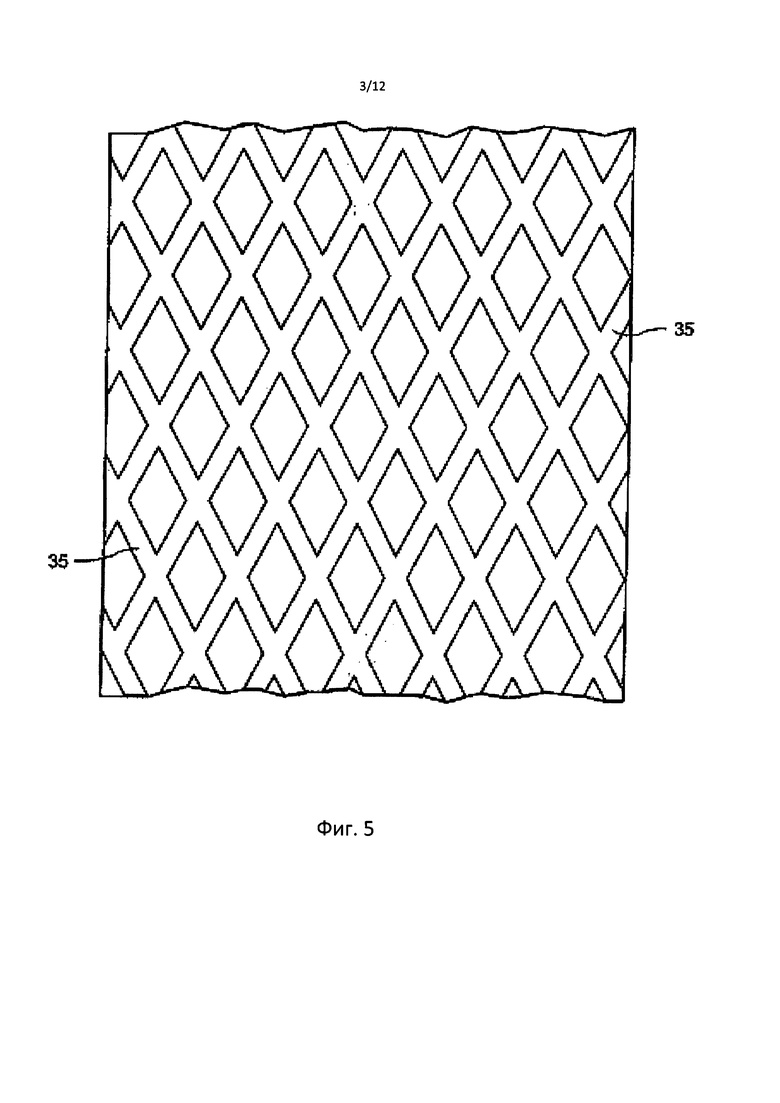
На фиг. 5 изображен чертеж поверхности тканевой структуры, в которой углубления гравированы внутрь пленки или покрытия ткани, рукава или ленты.
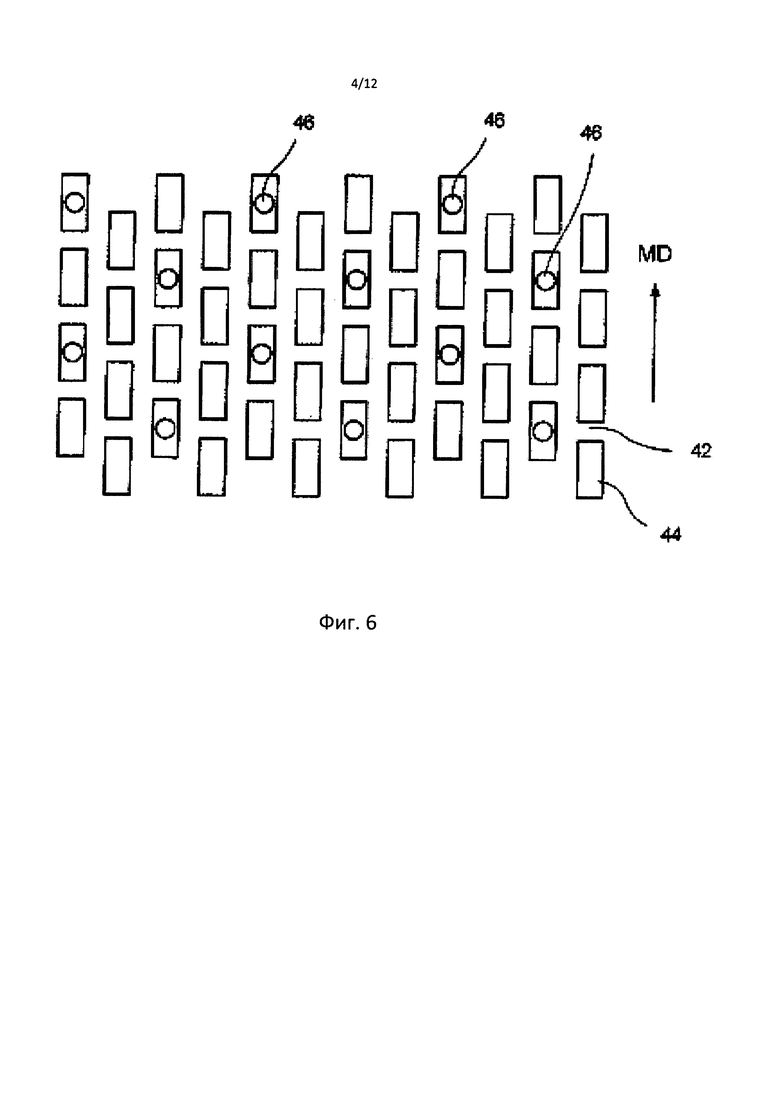
На фиг. 6 изображен чертеж вида сверху на поверхность структуры, которая является или пленкой или покрытием. Отмеченные участки являются гравированными углублениями; светлые участки являются приподнятыми контактными площадками, а кружками изображены сквозные пустоты или отверстия.
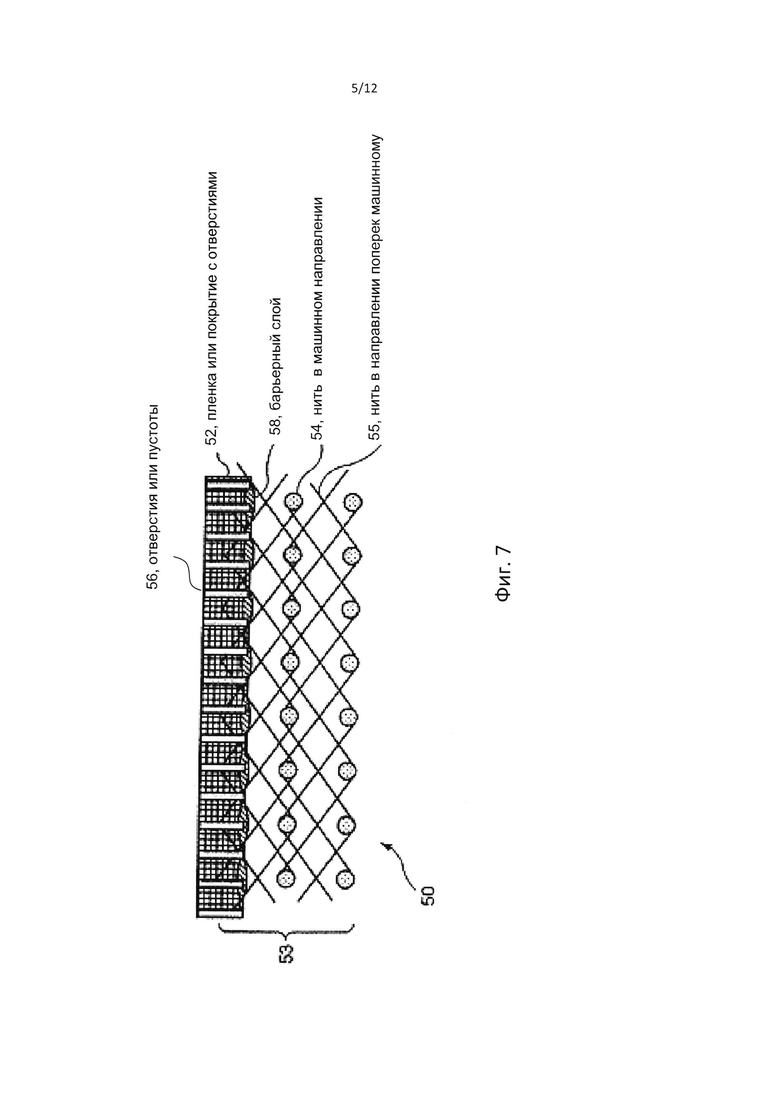
На фиг. 7 изображено поперечное сечение, согласно варианту реализации, на котором изображена многослойная тканая основа, имеющая покрытие или ламинированную пленку с текстурированной поверхностью. Покрытие/пленка немного проникает внутрь тканой структуры, содержащей барьерный слой. Сквозные пустоты, такие как сквозные отверстия, изображены проходящими через непроницаемую пленку/покрытие внутрь открытой тканой структуры, обеспечивая прохождение воды и/или воздуха.
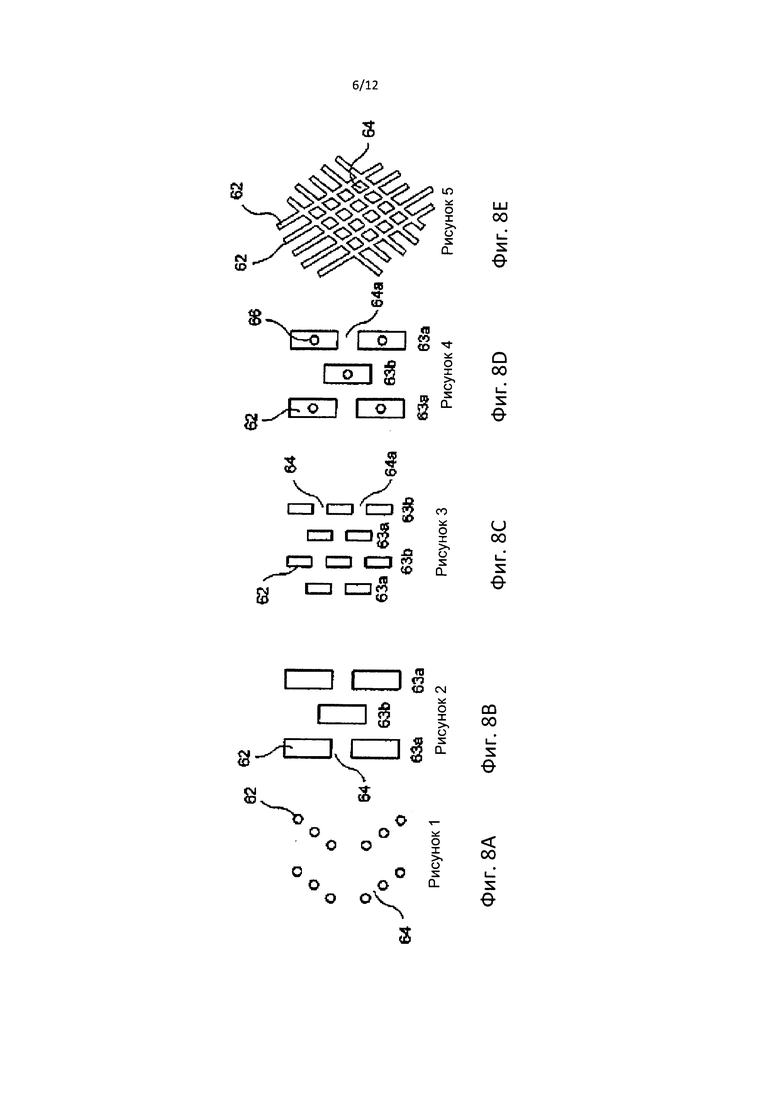
На фиг. 8А-8Е изображены рисунки контактных площадок и соответствующих углублений, сформированных гравировкой или вырезанием. На фиг. 8D изображена пустота (сквозное отверстие) в контактных площадках.
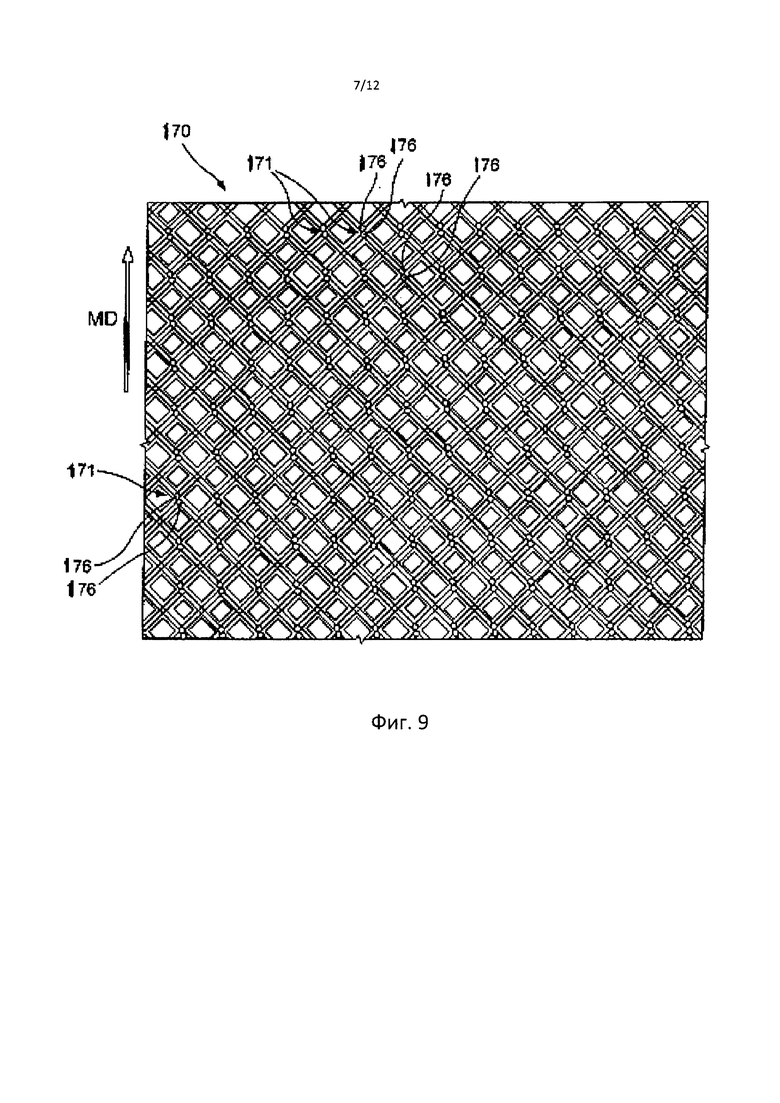
На фиг. 9 изображен чертеж ленты с покрытием, гравированным перекрещивающимся рисунком. Пара пустот находится в углублениях, в которых они перекрещиваются на определенных предварительно заданных местах. Таким образом, пустоты ориентированы, в основном, вдоль линий в машинном направлении (МН). Кроме того, расположение пустот вносит некоторый вклад в текстуру конечного нетканого материала локализованной переориентацией волокон, когда жидкость (воздух или вода, или и то и другое) проходит сквозь пустоты из текстурированной поверхности сквозь остальную часть структуры.
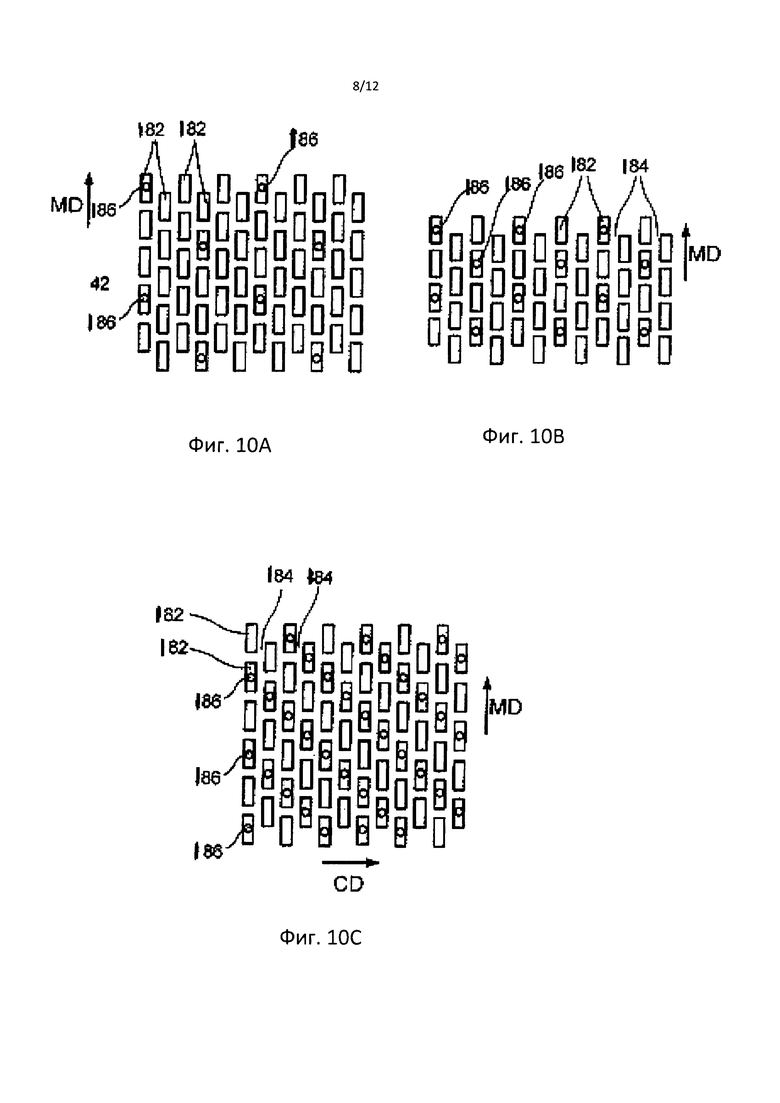
На фиг. 10A-10С изображены рисунки контактных площадок и углублений со сквозными отверстиями, сформированными в требуемом рисунке в некоторых контактных площадках.
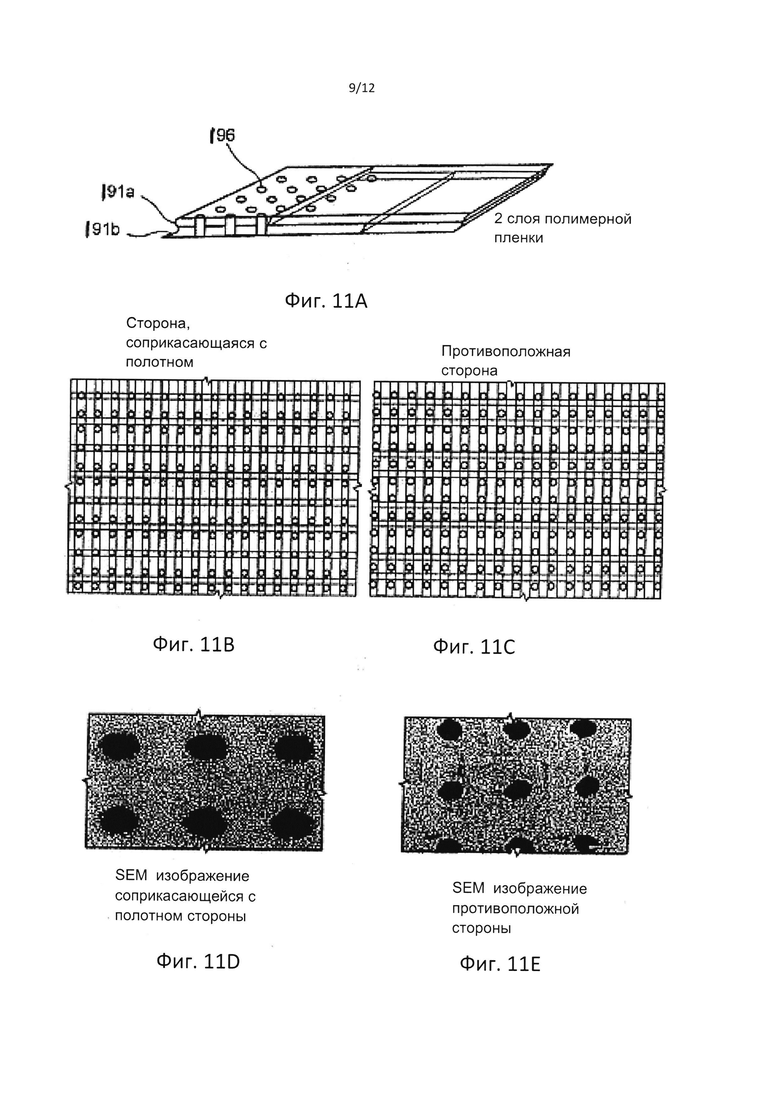
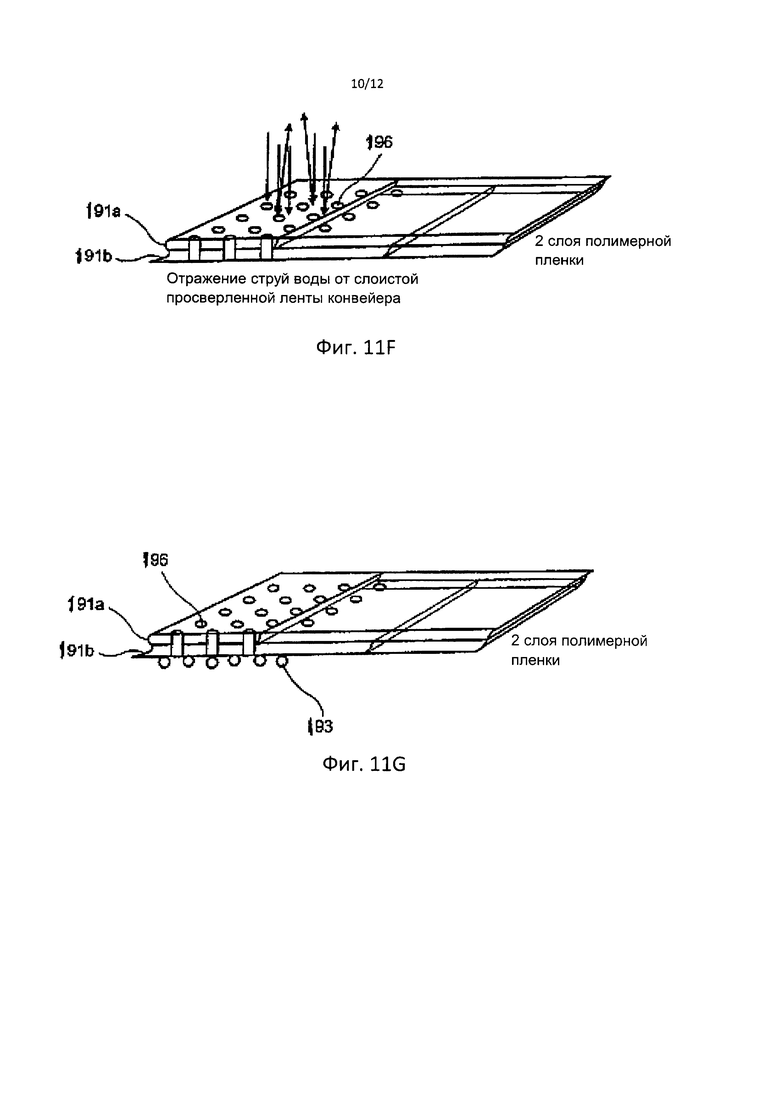
На фиг. 11А-11G изображены тканевые структуры, сконфигурированные как конвейер для использования в производстве нетканых материалов.
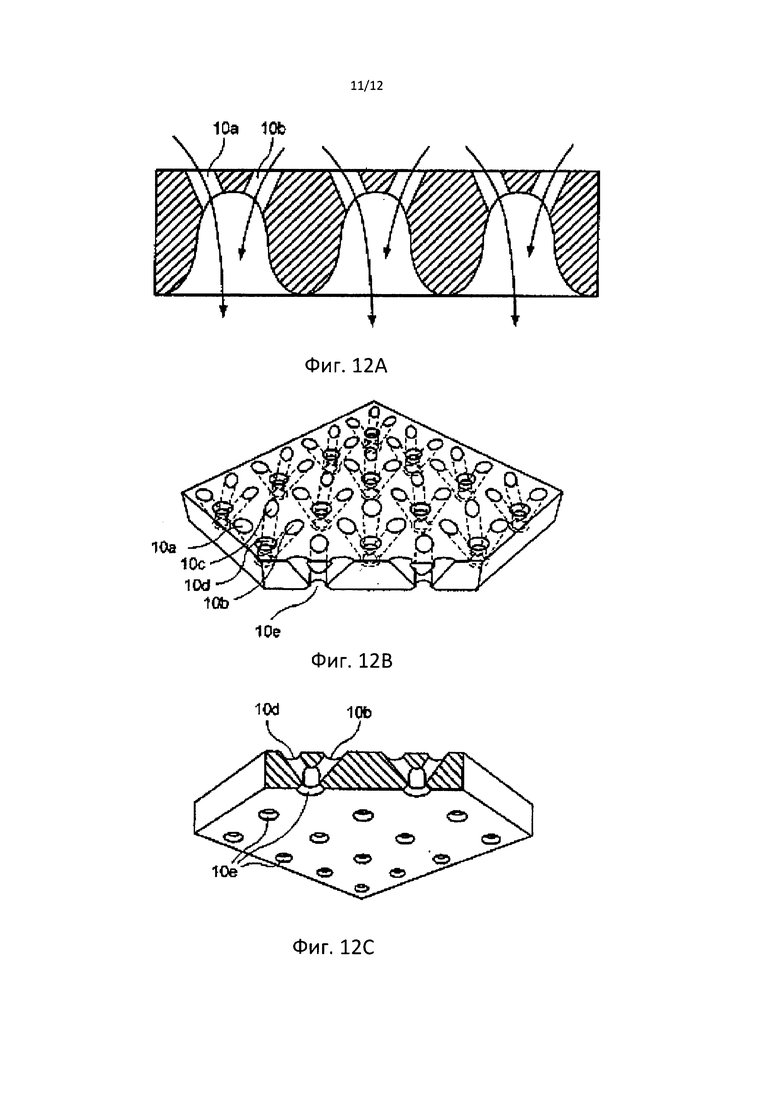
На фиг. 12А-12С изображена тканевая структура со структурой разветвленных пустот.
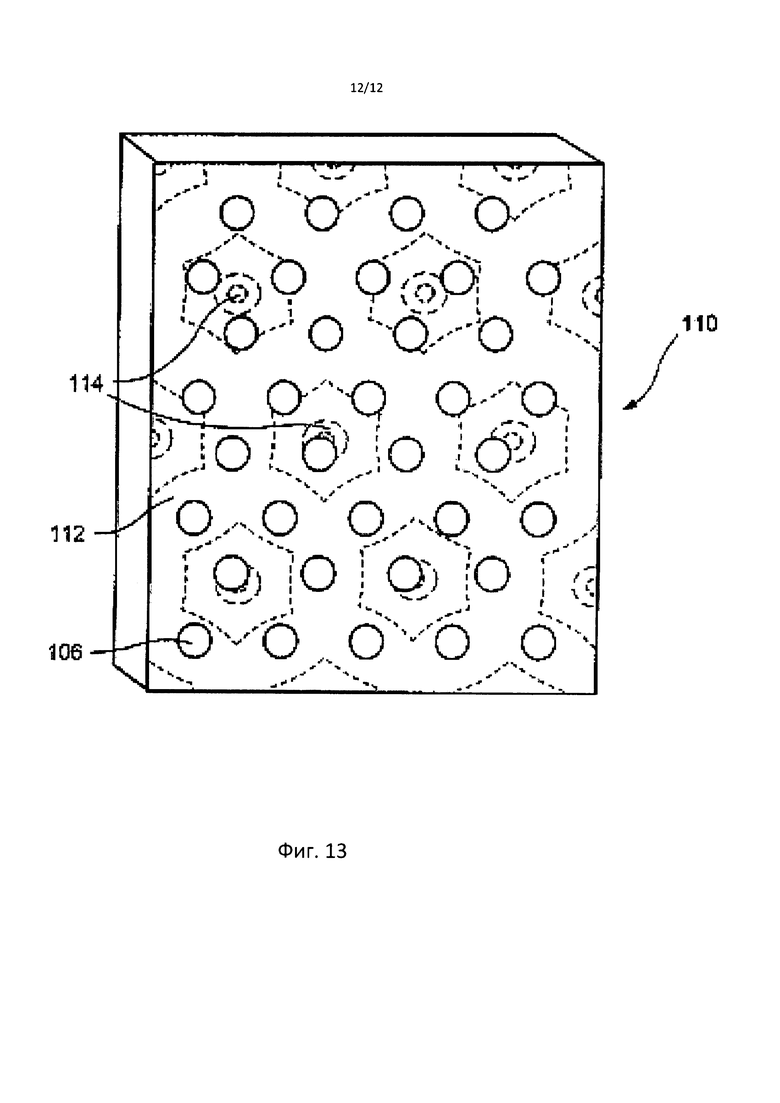
На фиг. 13 изображен вид верхней поверхности тканевой структуры или стороны, соприкасающейся с листом, содержащей проницаемую полимерную пленку, которая содержит определенный рисунок кармана заданной глубины и формы.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Ниже представлено подробное описание изобретения со ссылками на прилагаемые чертежи, на которых изображены приведенные в качестве примера варианты реализации изобретения. Однако настоящее изобретение может быть реализовано во многих других формах и не должно быть истолковано как ограниченное представленными в настоящем описании вариантами реализации. Напротив, данные представленные в настоящем описании варианты реализации приведены для того, чтобы настоящее описание было исчерпывающе полным и полностью передавало специалистам объем изобретения.
Наряду с использованием термина ткань и тканевая структура, термины ткань, лента, рукав, поддерживающий элемент и тканевая структура используются взаимозаменяемо для описания структур, согласно настоящему изобретению.
В настоящем изобретении предложен непрерывный поддерживающий элемент, такой как лента, для применения в устройстве, например, изображенном на фиг. 1. Нетканый поддерживающий элемент с одной стороны выполняет функцию аналогично традиционному тканому поддерживающему элементу, а с другой стороны, придает требуемую текстуру, тактильные ощущения и объем изготовленным на нем нетканым материалам.
На фиг. 1 схематически изображен один тип устройства для получения нетканых материалов с использованием поддерживающего элемента, согласно настоящему изобретению. В указанном устройстве перфорированная конвейерная лента 70 непрерывно движется вокруг двух расположенных на расстоянии друг от друга вращающихся валов 71 и 72. Лента приводится в движение так, что она может двигаться вперед и назад или перемещаться в направлении по часовой стрелке или против часовой стрелки. Выбрасывающий воду распределительный трубопровод 74 расположен выше верхней части 73 конвейерной ленты 70. Указанный распределительный трубопровод содержит множество сопел или отверстий очень маленького диаметра. Диаметр сопел составляет примерно 0,007 дюйма (0,018 см), по 30 отверстий на один дюйм. Вода подается в распределительный трубопровод 74 под давлением и выбрасывается из сопел в форме по существу колоннообразных, не расходящихся струй, или потоков. Поддерживающий элемент с рельефной поверхностью 75 расположен на верхней поверхности ленты 70, а волоконное полотно 76 расположено на верхней поверхности поддерживающего элемента с рельефной поверхностью. Всасывающий распределительный трубопровод 77 расположен прямо под распределительным трубопроводом 74 воды, но ниже верхней части 73 ленты 70. Указанный всасывающий распределительный трубопровод способствует удалению воды, выбрасываемой из распределительного трубопровода 74, чтобы предотвратить затопление волоконного полотна 76. Вода подается к распределительному трубопроводу под предварительно заданным давлением, выбрасывается из сопел в форме по существу колоннообразных струй, или потоков и воздействует на верхнюю поверхность волоконного полотна 76. Расстояние от нижней поверхности 74а распределительного трубопровода 74 до верхней поверхности обрабатываемого полотна 76 является достаточно малым, чтобы гарантировать, что струи воды, выбрасываемые из сопел распределительного трубопровода 74, контактируют с верхней поверхностью волоконного полотна 76 в выше упомянутой форме по существу колоннообразных, не расходящихся струй воды. Данное расстояние может меняться, но обычно составляет примерно 0,75 дюйма (1,91 см). Струи воды проходят сквозь волоконное полотно, затем сквозь дренажные отверстия, сделанные в поддерживающем элементе с рельефной поверхностью. Использованная технологическая вода удаляется через всасывающий распределительный трубопровод.
На фиг. 2 изображено устройство для непрерывного получения нетканых материалов с применением поддерживающего элемента, согласно настоящему изобретению. Изображенное на фиг. 2 устройство содержит конвейерную ленту 80, которая фактически служит поддерживающим элементом с рельефной поверхностью, согласно настоящему изобретению. Как хорошо известно в данной области техники, лента непрерывно движется в направлении против часовой стрелки вокруг пары расположенных на расстоянии друг от друга валов. Выше ленты 80 расположен выбрасывающий жидкость распределительный трубопровод 79, соединяющий множество рядов или групп 81 сопел. Каждая группа содержит один или более ряд сопел очень маленького диаметра, примерно 0,007 дюйма (0,018 см), по 30 указанных отверстий на один дюйм. Вода подается к группам 81 сопел под предварительно заданным давлением и выбрасывается из сопел в форме очень тонких, по существу колоннообразных, не расходящихся струй, или потоков воды. Распределительный трубопровод оборудован манометрами 88 и регулирующими клапанами 87 для регулирования давления жидкости в каждом ряду или группе сопел. Ниже каждого ряда или группы сопел расположена камера всасывания 82 для удаления излишка воды и предотвращения чрезмерного затопления участка. Волоконное полотно 83, формируемое в ткань, согласно настоящему изобретению, подают на поддерживающий элемент с рельефной поверхностью конвейерной ленты. Вода разбрызгивается через соответствующий наконечник 84 на волоконное полотно для предварительного увлажнения поступающего полотна 83 для контроля волокон по мере того, как они проходят под выбрасывающими жидкость распределительными трубопроводами. Всасывающая щель 85 расположена под указанным наконечником для удаления излишка воды. Волоконное полотно проходит под выбрасывающим воду распределительным трубопроводом в направлении против часовой стрелки. Рабочее давление в любой группе 81 сопел может быть установлено независимо от рабочего давления, установленного в другой группе 81 сопел. Однако обычно рабочее давление в группе 81 сопел, расположенных ближе к наконечнику 84, является относительно низким, например, 100 фунтов на квадратный дюйм (psi) (0,69 МПа), что помогает при установке поступающего полотна на поверхность поддерживающего элемента. Так как полотно проходит в направлении против часовой стрелки, как показано на фиг. 2, рабочее давление в группе 81 сопел обычно увеличивается. Необязательно, что каждая последующая группа 81 сопел работает под более высоким давлением, чем соседняя группа в направлении по часовой стрелке. Например, две или более соседние группы 81 сопел могут работать под одинаковым давлением, после которых следующая группа 81 отверстий (в направлении против часовой стрелки) будет работать под другим давлением. Обычно рабочее давление в конце конвейерной ленты там, где полотно снимают, выше, чем там, где полотно первоначально поступает на конвейерную ленту. Несмотря на то, что на фиг. 2 изображено шесть групп 81 сопел, данное количество не является обязательным, но будет зависеть от объемного веса полотна, скорости, используемого давления, количества рядов отверстий в каждой группе и т.д. После прохода между выбрасывающим жидкость распределительным трубопроводом и всасывающими распределительными трубопроводами, только что сформированное нетканое полотно проходит над дополнительной всасывающей щелью 86 для удаления излишка воды. Обычно расстояние от нижних поверхностей групп 81 сопел до верхней поверхности волоконного полотна 83 варьирует примерно от 0,5 до 2 дюймов (1,27-5,08 см), предпочтительно, примерно от 0,75 до 1 дюйма (1,91-2,54 см). Очевидно, что полотно не может быть расположено так близко к распределительному трубопроводу, чтобы они соприкасались. С другой стороны, если расстояние между нижними поверхностями сопел и верхней поверхностью полотна будет слишком большим, струи жидкости потеряют энергию, и процесс будет менее эффективным.
На фиг. 3 схематически изображено еще одно устройство для получения нетканых материалов с применением поддерживающего элемента, согласно настоящему изобретению. В данном устройстве поддерживающий элемент с рельефной поверхностью является рукавом 90 вращающегося барабана. Барабан под рукавом 90 вращается против часовой стрелки. Наружная поверхность рукава 90 содержит требуемую поддерживающую конфигурацию с рельефной поверхностью. Около части верхней поверхности барабана расположен распределительный трубопровод 89, соединяющий полосы сопел 92 для подачи воды или другой жидкости на волоконное полотно 93, расположенное на наружной поверхности изогнутых пластин. Каждая полоса сопел может содержать один или более ряд сопел очень маленького диаметра вышеупомянутого в настоящем описании типа. Обычно диаметр отверстий варьирует примерно от 0,005 до 0,010 дюйма (0,013-0,026 см). Может быть расположено 50 или 60 отверстий на один дюйм или более, если требуется. Воду или другую жидкость направляют через ряды сопел. В основном, и как объяснялось выше, давление в каждой группе сопел обычно увеличивается от первой группы, под которой проходит волоконное полотно, к последней группе. Давление регулируют соответствующими регулирующими клапанами 97 и отслеживают при помощи манометров 98. Барабан соединен с отстойником 94, к которому может быть приложен вакуум, чтобы способствовать удалению воды и предотвратить затопление участка. При эксплуатации волоконное полотно 93 располагают на верхней поверхности поддерживающего элемента с рельефной поверхностью перед выбрасывающим воду распределительным трубопроводом 89, как изображено на фиг. 3. Волоконное полотно проходит ниже сопел отверстий и формируется в нетканый материал, согласно настоящему изобретению. Затем сформированный нетканый материал проходит над секцией 95 устройства, в которой отсутствуют полосы сопел, но продолжается использование вакуума. Нетканый материал после обезвоживания снимают с барабана и пропускают через ряд сушильных барабанов 96 для сушки.
Теперь обратимся к структуре поддерживающих элементов; поддерживающие элементы могут иметь рельеф поверхности в виде сквозных пустот. Сквозные пустоты могут включать, помимо прочего, геометрические характеристики, обеспечивающие улучшенный рельеф поверхности полотна и объемный вес нетканым материалам или листам/полотнам, например, изготовленным на поддерживающем элементе. Еще одно преимущество настоящих поддерживающих элементов заключается в более простом снятии полотна с поддерживающего элемента для его переноса на сушильный барабан. Еще одно преимущество заключается в том, что благодаря применению настоящих поддерживающих элементов можно избежать ограничений и необходимости в применении традиционного ткацкого станка, поскольку сквозные пустоты могут быть расположены в любом требуемом месте рисунка, и, следовательно, может быть улучшен эстетичный внешний вид листа/полотна.
Кроме того, поддерживающие элементы, изготовленные согласно настоящему изобретению, в результате формируют нетканое полотно с более глубокими карманами, что ведет к изготовлению нетканого материала с большими объемным весом, впитывающей способностью и более низкой плотностью. Следует заметить, что термин «сквозная пустота» является синонимом для термина «сквозное отверстие» и означает любое отверстие, которое полностью проходит сквозь поддерживающий элемент, такой как лента или рукав. Поддерживающий элемент, который упоминается в настоящем описании, включает, но не ограничивается ими, промышленные ткани, такие как ленты или конвейеры, рукава или цилиндрические ленты конкретно используемые в производстве нетканых материалов.
Тканевая структура может быть применена как настоящий поддерживающий элемент, лента или рукав для производства требуемых нетканых материалов. Структура, проницаемая для воды и воздуха, содержащая поверхность, соприкасающуюся с полотном, содержащая рисунок, содержащий ряды приподнятых контактных площадок и углублений, выполненный с возможностью придания текстуры нетканому материалу. Тканевая структура может содержать несущую подложку, которая может быть получена из любого одного или более текстильных материалов, содержащих какую-либо тканую или нетканую несущую подложку (т.е. ткань основы), таких как сотканные нити, нетканые материалы, системы нитей, свитые спирали, вязаные материалы, плетеные материалы; намотанные спиралью полосы любой вышеуказанной формы, независимые кольца и другие формы экструдированного элемента. Например, текстильный материал может быть выполнен из полимеров, таких как полиэтилентерефталат (ПЭТ), полиамид (ПА), полиэтилен (ПЭ), полипропилен (ПП), полифениленсульфид (ПФС), полиэфирэфиркетон (ПЭЭК), полиэтилен нафталат (ПЭН), металла или комбинации из полимеров и металла.
Еще в одном примере на фиг. 4 изображен чертеж одного варианта реализации тканой основы, на котором изображен рисунок, образованный контактными площадками 22, сформированными из МН нитей с углублениями 23, сформированными из нитей, так как они переплетаются выше и ниже друг друга. Такая основа может иметь любую тканую форму, например, длинная основа с местами переплетения сверху или длинная основа с местами переплетения снизу. Примеры таких полотен предложены в патенте США №6769535, содержание которого полностью включено в настоящее описание посредством ссылки. Кроме того, тканевая структура полностью или только несущая подложка могут иметь антистатические свойства, так как свойство рассеивания антистатического или статического заряда являются показателями в производстве нетканых материалов с помощью «сухого» способа, такого как мелтблаун.
На фиг. 5 изображен еще один вариант реализации поверхности тканевой структуры со встроенными в нее пустотами. Как изображено, углубления представляют собой желобки 35, гравированные внутрь поверхности материала, такого как пленка или покрытие ткани, рукава или ленты. Материалом поверхности может быть покрытие, сформированное из жидкости или сплавленного порошка, ламинированной пленки или расплавленного волокна, и может быть сформировано с использованием, например, жидкости (водной или с высоким содержанием твердой фазы), коагулированного материала, расплавленного полимера из частиц или вспененного материала. Например, покрытие может быть полиуретаном, акрилом, силиконом или содержащим фторуглерод, армированным полимерными волокнами или волокнами целлюлозы, или наполненное неорганическими частицами любого размера (например, наноразмерными частицами). Например, частицы могут быть выполнены с возможностью создания тканевой структуры с улучшенным снятием полотна, устойчивостью к износу или загрязнению.
Тканевая структура проницаемая для воздуха и воды, и содержит ряд пустот, таких как отверстия, которые позволяют проходить воде и/или воздуху внутрь с поверхности ткани и сквозь структуру, причем пустоты имеют эффективный диаметр более 50 микрон. Предпочтительно, отверстия имеют эффективный диаметр более 0,2 мм. Наряду с тем, что пустоты рассматриваются как отверстия, пустоты могут включать любое число рассмотренных в настоящем описании конфигураций. Отверстия могут быть выполнены так, чтобы позволить воде и/или воздуху проходить через поверхность внутрь структуры и сквозь структуру. Отверстия могут быть одного или разных размеров. Кроме того, отверстия могут быть сконфигурированы таким образом, что они находятся только в углублениях (см., например, фиг. 6). Однако тканевая структура может быть выполнена таким образом, что отверстия находятся только в контактных площадках или как в контактных площадках, так и в углублениях. В случае, когда отверстия находятся как в контактных площадках, так и в углублениях, отверстия могут быть выполнены так, что размеры отверстий в контактных площадках будут отличаться от размеров отверстий в углублениях. Например, отверстия в контактных площадках могут быть больше, чем отверстия в углублениях, или отверстия в контактных площадках могут быть меньше, чем отверстия в углублениях. Еще в одном примере, размеры отверстия могут быть такими, что отверстия меньше на поверхности отверстия, чем во внутренней части или в нижней части отверстия. С другой стороны, размеры отверстия могут быть больше на поверхности отверстия, чем во внутренней части или в нижней части отверстия. Кроме того, форма отверстий может быть цилиндрической. Тканевая структура может быть выполнена так, что отверстия находятся во всех контактных площадках. Кроме того, тканевая структура может быть выполнена так, что отверстия находятся во всех углублениях. Отверстия могут быть сделаны любым количеством способов, включая механическое пробивание или перфорацию лазером. Кроме того, тканевая структура может быть выполнена так, чтобы поверхность покрытия/пленки являлась гибкой и сжимаемой в направлении по оси Z (т.е. в направлении толщины), но к тому же эластичной.
В одном варианте реализации тканевая структура может содержать рисунок поверхности, содержащий составную текстуру. Составная текстура может содержать первую текстуру, сформированную контактными площадками и соответствующими углублениями, сформированными в материале поверхности. Углубления могут быть сформированы, например, вырезанием, тиснением, гравировкой или гравировкой лазером материала поверхности, такого как смоляное покрытие, пленка или пена. Вторая текстура может быть сформирована текстильным материалом основы и промежутками текстильного материала основы. Конструкция текстильного материала может быть: сотканными нитями, нетканым материалом, МН системой нитей, ПН системой нитей, свитыми спиралями, независимыми кольцами, экструдированным элементом, вязаным материалом или плетеным материалом. Например, когда текстильный материал соткан из нитей или сформирован из соединенных свитых спиралей и вторая текстура сформирована нитями или свитыми спиралями и промежутками между нитями или свитыми спиралями основы. Предложенный в настоящем описании материал поверхности включает покрытие, пленку, сплавленное волокно, сплавленные частицы или пену. Материал поверхности может иметь достаточную эластичность, так что, например, когда он наложен на тканую основу, он согласовывается с ее формой, включая места переплетения с образованием текстурированной поверхности. В случае, когда в качестве материала поверхности используется пленка, при наложении на основу, она может быть достаточно гибкой (например, полиуретановая пленка), так что при нагревании она согласовывается с поверхностью основы. Например, если основа тканая, то пленка будет согласовываться с рисунком переплетения, местами переплетения и всем другим. Однако, если пленка является жесткой (например, MYLAR®), она не будет согласовываться с поверхностью основы, но, напротив, плоско ляжет на любых высоких точках (например, местах переплетения в случае тканой основы) с образованием плоской поверхности, которую далее текстурируют. В тканевой структуре отверстия могут находиться в контактных площадках только одной из текстур, или отверстия могут находиться в контактных площадках обеих текстур. Кроме того, отверстия могут находиться в углублениях только одной текстуры или в углублениях обеих текстур. Еще в одном варианте отверстия могут находиться в контактных площадках одной текстуры и в углублениях другой текстуры.
На фиг. 6 изображен вид сверху поверхности тканевой структуры, поверхности, которая является или пленкой, или покрытием. Отмеченные участки являются гравированными углублениями 44; а светлые участки являются приподнятыми контактными площадками 42, а кружками изображены сквозные пустоты или отверстия 46. На чертеже отверстия 46 сконфигурированы, так что они находятся только в углублениях 44. Как изображено на фиг. 6, рисунок поверхности может быть однородным и повторяющимся. Контактные площадки 42 рисунка поверхности являются непрерывными, хотя рисунок может быть выполнен так, что контактные площадки являются обособленными островками. Углубления 44 показаны как обособленные углубления 44, однако углубления также могут быть выполнены непрерывными. Углубления могут быть сформированы любым числом способов, включая тиснение, вырезание, гравировку или гравировку лазером. Следует заметить, что несмотря на то, что контактные площадки и углубления так показаны на чертеже, очевидно, что они могут представлять собой противоположный рисунок, в котором контактные площадки принимают форму углублений и наоборот, как в данном и других вариантах реализации, представленных в настоящем описании. Кроме того, рукав может представлять собой полностью или частично пропитанную структуру, причем, «пропитывать» означает не просто покрывать, но полностью или частично пропитывать сквозь толщину ткани основы.
Форма рисунка поверхности смотрящего вниз островка, независимо от того, углубление это или контактная площадка, может быть любой формы, включая круглую, продолговатую, квадратную, прямоугольную, трапециевидную, пятиугольную, шестиугольную, ромбовидную форму, форму усеченного конуса, треугольную или форму другого многоугольника. Непрерывные контактные площадки или углубления могут быть прямыми в машинном направлении ("МН"), прямыми в поперечно-машинном направлении ("ПН"), под углом к МН или ПН или расположенными в двух отдельных группах под углом к МН или ПН (для каждой группы). Непрерывные контактные площадки или непрерывные углубления могут быть криволинейными или прямыми. Более того, непрерывные контактные площадки или непрерывные углубления могут быть как криволинейными, так и прямыми на одной и той же тканевой структуре, и непрерывные площадки могут содержать криволинейные и прямые участки. Формы поперечного разреза контактных площадок островков и непрерывных контактных площадок могут принимать множество форм, включая многоугольные или другие подходящие для указанной задачи формы. Поперечное сечение означает вид вдоль оси ткани. Как изображено на фиг. 6, обособленные углубления 44 и непрерывные контактные площадки 42 являются прямыми в МН. Не смотря на то, что контактные площадки и углубления изображены прямоугольными, они могут принимать многочисленные формы, включая те, которые могут образовать логотип на нетканом материале.
Таким образом, поверхность структуры может быть сделана любым числом способов, включая непосредственное формование на производственном оборудовании для изготовления структуры или на другом оборудовании, например, путем последующей гравировки соприкасающейся с полотном поверхности или стороны тканевой структуры (например, лазером); или точным нанесением смолы, как предложено в патентах США №7005044, №7008513, №7014735, №7022208, №7144479, №7166196, и №7169265; или экструдированием, как предложено в патенте США №6358594, содержание которых полностью включено в настоящее описание посредством ссылки. Там, где используется тканевая структура, например, в производстве салфеток, полотенец или нетканых материалов, рисунки разработаны так, чтобы оптимизировать объемный вес полотна и устойчивость машины к прогону вариантов текстуры.
На фиг. 7 изображено поперечное сечение, согласно варианту реализации изобретения, на котором изображена многослойная тканая основа 53 с материалом поверхности 52, такой как поверхность покрытия или ламинированной пленки. Покрытие или пленка могут иметь достаточную жесткость, чтобы постоянно находиться на поверхности мест переплетения, содержащихся в тканевой структуре. На фиг. 7 изображена тканая основа 53, содержащая МН нити 54 и ПН нити 55, и которая не содержит волокнистый холст, иглопробитый в ткань основы. Как изображено на фиг. 7, покрытие/пленка 52 немного проникает внутрь тканой структуры 53, содержащей барьерный слой 58. Кроме того, рукав может представлять собой полностью или частично пропитанную структуру, причем, «пропитывать» означает не просто покрывать, но полностью или частично пропитывать сквозь толщину ткани основы. Кроме того, материал поверхности 52, такой как покрытие, может быть пористым или поропластом, а тканевая структура 50 может быть выполнена таким образом, чтобы не быть проницаемой для воды и воздуха, за исключением отверстий 56. Отверстия или пустоты 56 изображены проходящими через непроницаемую пленку/покрытие 52 внутрь открытой тканой структуры 53, обеспечивающей прохождение воды и/или воздуха.
Материал поверхности может содержать долговечный материал с большим содержанием твердых веществ, таких как, например, полиуретан, акрил, силикон или покрытие, содержащее фторуглерод, каждый из которых может быть армирован полимерными волокнами или волокнами целлюлозы, или наполнен неорганическими частицами любых размеров (например, наноразмерными частицами). Например, частицы могут быть выполнены с возможностью придания тканевой структуре улучшенного снятия полотна, устойчивости к износу или загрязнению. Таким образом, полученная покрытая ткань содержит твердое покрытие на поверхности. Тогда как покрытие не проникает в несущую подложку, составная структура становится непроницаемой. Затем покрытая ткань может быть отшлифована или ее поверхность может быть улучшена с получением гладкой поверхности. Затем в ней могут быть сформированы отверстия, например, путем пробивания лазером. Пробивание лазером может быть сконфигурировано так, что отверстия проникают только через покрытие, но не проходят через элементы поддерживающей основы (например, нити). Затем поверхность может быть гравирована для придания требуемой текстуры, и полученная тканевая структура будет представлять собой текстурированную покрытую ткань со сквозными отверстиями в покрытии. Вследствие чего поверхность полученной ткани является долговечной и проницаемой для воды и/или воздуха.
Однако материал поверхности может покрывать поддерживающую основу из любого текстильного материала, который содержит как тканую, так и нетканую основу ткани с волокнистым холстом, иглопробитым в структуру основы. Например, тканевая структура может содержать слой волокнистого холста под покрытой поверхностью тканевой структуры. Слой волокнистого холста может быть приспособлен для того, чтобы позволить материалу поверхности проникнуть внутрь слоя волокнистого холста и/или по меньшей мере частично внутрь основы.
На фиг. 8А-8Е изображены рисунки контактных площадок и соответствующих углублений, сформированных, например, гравировкой или вырезанием, на которых отмеченные участки обозначают контактные площадки 62. На фиг. 8D изображены пустота или отверстие 66 в контактных площадках. Рисунки поверхности могут быть однородными и повторяющимися, неоднородными и повторяющимися, а также неоднородными и случайными. Как объяснялось выше (т.е. по отношению к фиг. 6) контактные площадки 62 на рисунке поверхности содержат обособленные островки 62 или непрерывные площадки (не показаны), а углубления 64 могут содержать обособленные островки (не показаны) или непрерывные площадки 64. Форма островка может быть круглой, продолговатой, квадратной, прямоугольной, трапециевидной, пятиугольной, шестиугольной, ромбовидной, в форме усеченного конуса, треугольной или другой многоугольной формы. Как изображено на фиг. 8А, рисунок содержит примерно 3 контактные площадки 62 на см2. Как изображено на фиг. 8В и 8D, рисунок содержит прямоугольные обособленные контактные площадки 62 размером примерно 2,0 мм на 1,0 мм и непрерывные углубления 64, которые разделяют направляющие колонки 63а и 63b обособленных контактных площадок 62, размером примерно 1,0 мм. Другие колонки 63а контактных площадок 62 разделены углублениями 64а размером примерно 1,0 мм.
На фиг. 8С изображен рисунок, содержащий прямоугольные обособленные контактные площадки 62 размером примерно 0,5 мм на 1,0 мм и непрерывные углубления 64а, которые разделяют направляющие колонки 63а и 63b обособленных контактных площадок, размером примерно 0,5 мм. Другие колонки 63а контактных площадок 62 разделены углублениями 64а размером примерно 0,5 мм. На фиг. 8Е изображен рисунок, содержащий перекрещенные по диагонали непрерывные контактные площадки 62 и обособленные, квадратные или ромбовидные углубления 64, на котором каждое углубление и контактная площадка имеют ширину примерно 1 мм, и площадь обособленного углубления 64 равна примерно 1,0 мм2.
На фиг. 9 изображен чертеж ленты 170 с покрытием, гравированным перекрещивающимся рисунком. Как изображено на чертеже, пара пустот 176 находится в углублениях 171, где они перекрещиваются на определенных предварительно заданных местах. Таким образом, пустоты 176 ориентированы, в основном, вдоль МН линий. Кроме того, расположение пустот 176 вносит вклад в текстуру полученного нетканого материала благодаря локализованной переориентации волокон, так как жидкость (воздух и/или вода) проходит через пустоты 176 от текстурированной поверхности сквозь остальную часть структуры.
На фиг. 10А-10С изображены различные рисунки, содержащие контактные площадки 182 и углубления 184 со сквозными отверстиями 186, сформированными в требуемом рисунке сквозь некоторые площадки. Непрерывные контактные площадки 182 или углубления 184 могут быть расположены прямо по отношению к МН или прямо по отношению к ПН; под углом к МН или ПН или в двух отдельных группах под углом к МН или ПН. Углы двух групп могут быть одинаковыми или разными. Непрерывные контактные площадки 182 или углубления 184 могут быть криволинейными или прямыми. Кроме того, непрерывные контактные площадки 182 или углубления могут быть обе и криволинейными и прямолинейными; или иметь криволинейные или прямые участки. Углубления могут быть сформированы при помощи любого из способов: тиснением, вырезанием, гравировкой или гравировкой лазером. Как изображено на фиг. 10A, рисунок содержит примерно 4 отверстия 186 на см2 в каждом третьем рисунке в МН и ПН, тогда как на фиг. 10В изображен рисунок, содержащий примерно 7 отверстий 186 на см2 в каждом втором рисунке в ПН и в каждом втором рисунке в МН. И на фиг. 10С изображено примерно 12 отверстий 186 на см2. На каждой фиг. 10А-10С пустоты 186 изображены сформированными в контактных площадках 182, которые являются обособленными островками и прямоугольными.
Еще в одном варианте реализации тканевая структура может содержать ткань основы, покрытую смолой или поропластом; и сформированную из структуры текстильного материала, которая может быть каким-либо тканым материалом, сформированным из нитей, системы нитей, ориентированных в МН, и системы нитей, ориентированных в ПН, системы нитей, ориентированных как в МН, так и в ПН; свитых спиралей основы; независимых колец или других форм экструдированного элемента, вязаной основы или плетеной основы. Контактные площадки и углубления могут быть сформированы из текстильного материала, из которого сделана основа, и промежутков текстильного материала. Например, контактные площадки и углубления могут быть сформированы из нитей или соединенных свитых спиралей, образующих основу и промежутки между нитями или свитыми спиралями. Контактные площадки могут иметь геометрические характеристики. Например, контактные площадки могут иметь по существу одинаковую или различную форму. Кроме того, контактные площадки могут быть одной высоты или разной. Кроме того, контактные площадки могут отличаться геометрическими характеристиками, что также применимо к другим вариантам реализации, рассмотренным в настоящем описании. Кроме того, отверстия могут быть сконфигурированы, так что они находятся только в контактных площадках и проходят через нижележащий текстильный материал, формирующий контактные площадки. Кроме того, отверстия могут быть выполнены так, что они находятся только в углублениях (т.е. промежутках) между контактными площадками, сформированными текстильным материалом. Кроме того, отверстия могут находиться как в контактных площадках, так и в углублениях между нитями или элементами текстильного материала.
Как изображено на фиг. 11А-11G, еще в одном варианте реализации, тканевая структура может быть применена в процессе производства нетканых материалов. Однако данный вариант реализации оказался особенно выгодным, при применении в способе гидросплетения нетканых материалов. В таком варианте реализации тканевая структура может быть выполнена с возможностью формирования проницаемого для воздуха и воды конвейера, для применения в вышеуказанных областях применения. Конвейер может быть сделан из экструдированной или ламинированной пленки 191, в которой сформированы отверстия 196 для достижения требуемой проницаемости для воздуха. Поддерживающая структура (не показана) может быть прикреплена к одной или обеим сторонам одной или обеих пленок 191а и 191b. Указанные отверстия 196 могут иметь различные диаметры примерно от 0,2 мм до 5,0 мм, и отверстия 196 могут быть сконструированы таким образом, чтобы находиться под различными углами по отношению к плоскости конвейера. Отверстия 196 могут быть круглыми, квадратными, овальными или любой другой заданной формы, например, звездообразной.
Как изображено на фиг. 11А, положение отверстий 196 на поверхности конвейера может быть равномерным или случайным. Кроме того, отверстия 196 могут быть распределены с конкретной плотностью на заданном участке конвейера или равномерно по всей поверхности, в зависимости от, например, требований к изготовленному нетканому материалу. Кроме того, пустоты 196 могут иметь форму линий, которые вырезаны или гравированы на конвейере для создания, например, логотипов. Конвейер может быть изготовлен с применением одного слоя или нескольких слоев полимерных пленок 191а и 191b, с армированием волокна или без армирования (тканого или нет). Кроме того, тканевая структура может быть изготовлена как «сэндвич» со слоем тканого или нетканого материала, ламинированным между полимерными пленками, как может быть в случае с любой основой, уже предложенной в настоящем описании. Данное армирование может повысить механическую стабильность тканевой структуры.
Поверхность ленты конвейера может быть гравирована для создания рельефа поверхности, такого как ячеистая структура или другой рисунок, или может быть подвергнута дальнейшей обработке для конкретных областей применения, таких как рассеивание статического заряда или препятствование загрязнению. Кроме того, на поверхности конвейера могут быть сделаны желобки для создания рельефа поверхности для нанесения различных рисунков. Кроме того, тканевая структура может быть сделана в виде рукава для установки на барабан (усадочный рукав) или в виде бесконечной или сшиваемой тканевой структуры.
Как изображено на фиг. 11F, применение конвейера указанного типа обеспечивает лучшее отражение энергии при применении в способе водяных струй (гидроспутывание) по сравнению со стандартной тканой лентой. Например, структура приводит к улучшенному спутыванию волокон, а также предотвращает проникновение захваченных волокон в промежутки или пересечения нитей тканой структуры. В результате улучшено спутывание волокон и снижено выщипывание волокон, например, нетканый материал лучше снимается с данной конвейерной ленты или переносится на следующую позицию в процессе.
Кроме того, как изображено на фиг. 11G, соприкасающаяся с деталями машины сторона ткани может быть изготовлена с рельефом поверхности, желобками или дополнительным моноволокном 193 для создания более высокой степени осушения в случае влажного способа; или создания аэродинамического эффекта в случае сухого способа.
Кроме того, сама основа, если присутствует, может иметь антистатические свойства или свойства рассеивания статического заряда.
Еще в одном варианте реализации предложена тканевая структура, которая содержит или не содержит несущую подложку основы и содержит поверхность контакта с полотном, имеющую контактные площадки и углубления и структуру разветвленных пустот, выполненных с возможностью придания текстуры нетканому материалу. Контактные площадки и углубления могут быть сформированы согласно предложенным в настоящем описании способам и структурам. На фиг. 12А-12С изображены поверхность и поперечное сечение поверхности тканевой структуры 10 с разветвленной пустотой или отверстием, содержащим множество маленьких отверстий 10а, 10b, 10с и 10d на соприкасающейся с полотном стороне 12, наклоненных так, что они сливаются в большую пустоту 10е на противоположной стороне 14 поверхности. Пустоты могут быть прямыми (цилиндрическими) или коническими. Например, могут быть выполнены конические отверстия различных узоров, так что они больше и правильно распределены на одной стороне, такой как соприкасающаяся с полотном сторона, тогда как пустоты на противоположной стороне, соприкасающейся с деталями машины, могут быть по существу выровнены в МН, посредством чего, например, улучшается осушение.
Такая разветвленная пустота может быть сформирована в изображенной структуре или в слоистой основе. Пустоты могут быть сформированы любыми способами перфорирования или их комбинацией, включая сверление лазером, механическое пробивание и тиснение (например, тепловое или ультразвуковое). Например, пустоты могут быть сформированы комбинированием сверления лазером с тиснением. Как изображено на фиг. 12С, четыре пустоты 10а, 10b, 10с и 10d, расположенные в первой стороне, сливаются в одну пустоту 10е, расположенную во второй стороне. Однако может быть задумано любое количество и любая комбинация разветвленных пустот для каждой стороны тканевой структуры.
Еще в одном варианте реализации предложена тканевая структура, содержащая поверхность контакта с полотном, имеющую рисунок, содержащий контактные площадки и углубления, выполненный с возможностью придания текстуры нетканому материалу. На фиг. 13 изображен вид верхней, или соприкасающейся с полотном, поверхности 110 тканевой структуры, содержащей проницаемую полимерную пленку или покрытие, которое содержит рисунок кармана предварительно заданной глубины и формы. Рисунок кармана может быть вытравленным лазером, зарубленным, гравированным или тисненым внутрь поверхности. Тканевая структура содержит непрерывные контактные площадки 112 и обособленные углубления 114, при этом увеличивающаяся глубина изображена пунктирными кругами. Контактные площадки 112 образуют шестиугольную матрицу или решетку в плоскости, расположенной выше, чем пунктирные круги углублений 114. Углубления 114 могут быть сформированы внутри поверхности тканевой структуры, так что углубление принимает предварительно заданную форму, изображенную в виде шестиугольника 114. Глубина карманов 114 увеличивается на пунктирных кругах. Пустоты 106 распределены по поверхности, делая тканевую структуру проницаемой. Кроме того, структура может содержать тканую основу, которая может действовать как поддерживающая структура для тканевой структуры, как рассмотрено в выше приведенных вариантах реализации.
Придание поверхности заданной текстуры наряду со сверлением отверстий лазером создает поверхность, содержащую объем карманов различных форм. В связи с этим, карманы, например, при применении в секции захвата полотна машины гидросплетения, могут обеспечить такую поверхность, что при формировании полотна или при его переносе на ней, полотно принимает форму рисунка тканевой структуры в зеркальном отражении, посредством чего создается объемный вес в полученном нетканом материале, сформированном из волоконного полотна.
Карманы 114 могут формировать любой предварительно заданный рисунок. Кроме того, карманы 114 могут иметь любую форму, такую как, например, ромбовидную, произвольную, форму бабочек, кошачьих лап, других животных, логотипов и т.д. Углубления 114 могут также быть любой предварительно заданной глубины. Карманы 114 могут образовать участок волокнистого ковра для согласования с созданием дополнительной толщины в направлении оси Z (объемной массы) в нетканом материале, изготовленном на тканевой структуре 110, а также создания отдельного рисунка. «Структура» относится к изменениям основной массы и/или плотности нетканого материала, которые больше, чем встречаются при получении обычных нетканых материалов и благодаря обычным изменениям, таким как изменения, вызванные крепированием. Однако «структура» может также относиться к текстуре или рисунку в нетканом материале. Обычно такие «структурированные» нетканые материалы являются мягкими и имеют большой объемный вес с высокой впитывающей способностью. Ленты или рукава, согласно настоящему изобретению, содержат каркас для нанесения рисунка на поверхность и могут иметь армирующую структуру. Изготовленные на них «структурированные» нетканые материалы могут быть более мягкими, более впитывающими и иметь меньшую основную массу.
Следует отметить, что в отношении всех вышеуказанных вариантов реализации, не смотря на то, что считается, что придание текстуры поверхности может быть сделано на всей поверхности структуры, в зависимости от области применения, текстурирование может быть сделано только на одном участке или на некоторых участках поверхности ткани.
Специалистам должно быть очевидным, что могут быть сделаны модификации изобретения без отступления от объема изобретения, ограниченного прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОНИЦАЕМАЯ ЛЕНТА ДЛЯ ПОЛУЧЕНИЯ НЕТКАННЫХ МАТЕРИАЛОВ | 2009 |
|
RU2520935C2 |
| ПРОНИЦАЕМЫЙ РЕМЕНЬ ДЛЯ ПРОИЗВОДСТВА ТКАНИ, МАТЕРИИ И НЕТКАНОЙ ПРОДУКЦИИ | 2008 |
|
RU2507334C2 |
| ТЕХНИЧЕСКАЯ ТКАНЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2519879C2 |
| ТЕХНИЧЕСКАЯ ТКАНЬ ДЛЯ ПРОИЗВОДСТВА НЕТКАНЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2519923C2 |
| ТЕХНИЧЕСКАЯ ТКАНЬ, СОДЕРЖАЩАЯ СПИРАЛЬНО НАВИТЫЕ ПОЛОСЫ МАТЕРИАЛА | 2009 |
|
RU2530370C2 |
| ТЕХНИЧЕСКАЯ ТКАНЬ, СОДЕРЖАЩАЯ НАВИТЫЕ ПО СПИРАЛИ ПОЛОСЫ МАТЕРИАЛА С УСИЛЕНИЕМ | 2013 |
|
RU2633270C2 |
| ПРОМЫШЛЕННАЯ ТКАНЬ, СОДЕРЖАЩАЯ ПОЛУЧЕННЫЕ СПИРАЛЬНОЙ НАМОТКОЙ ПОЛОСЫ МАТЕРИАЛА | 2009 |
|
RU2530371C2 |
| ТЕХНИЧЕСКАЯ ТКАНЬ И СПОСОБ СВАРИВАНИЯ ОБЛАСТИ ШВА С ИСПОЛЬЗОВАНИЕМ УЛЬТРАЗВУКОВОЙ СВАРКИ | 2013 |
|
RU2638516C2 |
| ТЕХНИЧЕСКАЯ ТКАНЬ, СОДЕРЖАЩАЯ НАВИТЫЕ ПО СПИРАЛИ ПОЛОСЫ МАТЕРИАЛА С УСИЛЕНИЕМ | 2013 |
|
RU2633267C2 |
| ТЕХНИЧЕСКАЯ ТКАНЬ, СОДЕРЖАЩАЯ НАВИТЫЕ ПО СПИРАЛИ ПОЛОСЫ МАТЕРИАЛА, И СПОСОБ ПРОИЗВОДСТВА ТАКОЙ ТКАНИ | 2013 |
|
RU2633195C2 |
Тканевая структура, применяемая для получения текстурированных нетканых материалов, проницаемая для воздуха и воды, содержащая поверхность контакта с полотном, имеющую рисунок, содержащий ряд контактных площадок и соответствующие углубления для придания текстуры изготовленным на нем нетканым материалам, и сквозные пустоты для прохода воды и/или воздуха с поверхности ткани внутрь структуры и/или сквозь структуру. 9 н. и 49 з.п. ф-лы, 27 ил.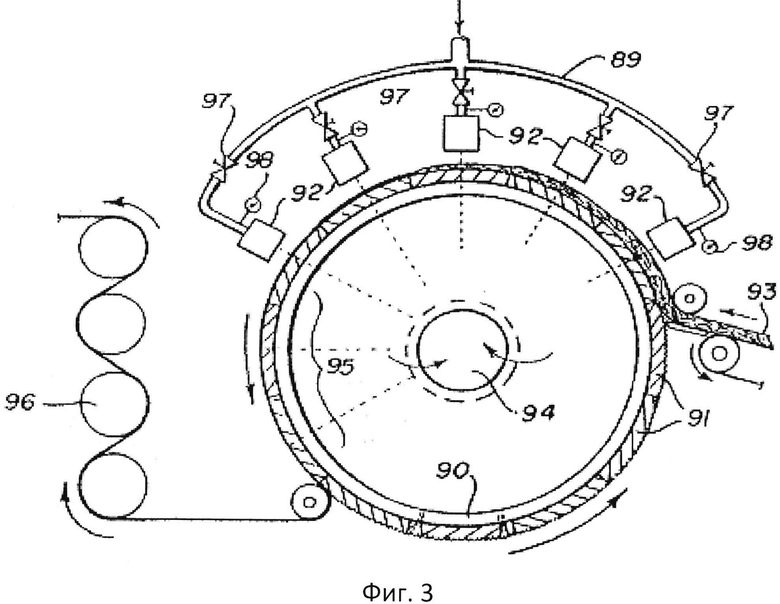
1. Тканевая структура для применения в качестве ленты или рукава для таких производственных процессов, как воздушное формование, сухое формование, спанбонд, мелтблаун, гидросплетение или гидроспутывание, или комбинация двух или более таких производственных процессов, для получения текстурированных нетканых материалов, проницаемая для воздуха и/или воды, содержащая:
поверхность контакта с полотном, имеющую рисунок, содержащий ряд приподнятых контактных площадок и углублений, для придания текстуры нетканому материалу, и
ряд пустот для пропускания воды и/или воздуха с поверхности ткани внутрь и/или сквозь структуру, при этом эффективный диаметр указанных пустот составляет более 50 микрон,
причем указанная поверхность является гибкой и сжимаемой в направлении по оси Z, а также выполнена эластичной.
2. Тканевая структура по п. 1, в которой пустоты находятся как в контактных площадках, так и в углублениях.
3. Тканевая структура по п. 1, в которой пустоты в контактных площадках имеют размеры, отличающиеся от размеров пустот в углублениях.
4. Тканевая структура по п. 1, в которой пустоты в контактных площадках больше, чем пустоты в углублениях.
5. Тканевая структура по п. 1, в которой размеры пустоты меньше на поверхности пустоты, чем во внутренней или нижней части пустоты.
6. Тканевая структура по п. 1, в которой пустоты получены некоторым способом, включающим механическое пробивание или лазерную перфорацию.
7. Тканевая структура для применения в качестве ленты или рукава для таких производственных процессов, как воздушное формование, сухое формование, спанбонд, мелтблаун, гидросплетение или гидроспутывание, или комбинация двух или более таких производственных процессов, для получения текстурированных нетканых материалов, проницаемая для воздуха и/или воды, содержащая:
поверхность контакта с полотном, имеющую рисунок, содержащий ряд приподнятых контактных площадок и углублений, для придания текстуры нетканому материалу, и
ряд пустот для пропускания воды и/или воздуха с поверхности ткани внутрь и/или сквозь структуру, при этом эффективный диаметр указанных пустот составляет более 50 микрон,
причем указанная поверхность содержит материал поверхности, выбранный из группы, содержащей: покрытие, ламинированную пленку, расплавленное волокно или вспененный материал.
8. Тканевая структура для применения в качестве ленты или рукава для таких производственных процессов, как воздушное формование, сухое формование, спанбонд, мелтблаун, гидросплетение или гидроспутывание, или комбинация двух или более таких производственных процессов, для получения текстурированных нетканых материалов, проницаемая для воздуха и/или воды, содержащая:
поверхность контакта с полотном, имеющую рисунок, содержащий ряд приподнятых контактных площадок и углублений, для придания текстуры нетканому материалу, и
ряд пустот для пропускания воды и/или воздуха с поверхности ткани внутрь и/или сквозь структуру, при этом эффективный диаметр указанных пустот составляет более 50 микрон,
причем структура содержит несущую подложку, и подложка может быть выполнена из текстильного материала, выбранного из группы, по существу состоящей из: сотканных нитей; нетканого материала, системы нитей, свитых спиралей, вязаного материала, плетеного материала; намотанной спиралью полосы, рядов независимых колец и экструдированных элементов различной формы или любой комбинации одной или более из перечисленных форм.
9. Тканевая структура по п. 8, в которой композиция текстильного материала выбрана из группы полимера и металла; и полимер выбран из группы, по существу состоящей из ПЭТФ, ПА, ПЭ, ПП, ПФС, ПЭЭК и ПЭН.
10. Тканевая структура по п. 7, в которой покрытие выбрано из группы, по существу состоящей из: акрила, силикона, покрытия, содержащего фторуглерод, полиуретан, каждый из которых может быть армирован полимерными волокнами или волокнами целлюлозы или наполнен неорганическими частицами, причем частицы могут быть выполнены с возможностью обеспечения структуры с улучшенным снятием полотна, устойчивостью к износу или устойчивостью к загрязнению.
11. Тканевая структура по п. 10, в которой покрытие выполнено пористым или представляет собой поропласт, при этом структура непроницаема для воды или воздуха, за исключением пустот.
12. Тканевая структура по п. 7, в которой материал поверхности представляет собой пленку, имеющую достаточную жесткость для образования плоской поверхности на тканевой структуре.
13. Тканевая структура по п. 8, дополнительно содержащая материал поверхности, выбранный из группы: покрытие, ламинированная пленка, расплавленное волокно или вспененный материал, и имеющий достаточную пластичность для плотного прилегания к подложке тканевой структуры.
14. Тканевая структура по п. 7, дополнительно содержащая:
слой волокнистой подбивки под поверхностью тканевой структуры, причем волокнистый слой выполнен так, чтобы обеспечить возможность проникания материала поверхности внутрь волокнистого слоя и/или, по меньшей мере, частично внутрь подложки.
15. Тканевая структура по п. 7, дополнительно содержащая:
барьерный слой, выполненный с возможностью регулирования глубины проникания материала поверхности.
16. Тканевая структура по п. 7, в которой материал поверхности представляет собой покрытие и включает образующий материал, который выбран из группы, по существу состоящей из жидкости (водной или с высоким содержанием твердой фазы), коагулированного материала, расплавленного полимера из частиц или вспененного материала.
17. Тканевая структура по п. 1, в которой рисунки поверхности выполнены однородными и повторяющимися.
18. Тканевая структура по п. 1, в которой контактные площадки рисунка поверхности содержат дискретные островки или непрерывные участки.
19. Тканевая структура по п. 1, в которой рисунок поверхности содержит дискретные углубления или непрерывные участки.
20. Тканевая структура по п. 18, в которой форма островка или дискретных углублений выбрана из группы, по существу состоящей из: круглой, продолговатой, квадратной, прямоугольной, трапециевидной, пятиугольной, шестиугольной, ромбовидной формы, формы усеченного конуса, треугольной или многоугольной формы.
21. Тканевая структура по п. 18, в которой форма поперечного сечения островков или непрерывных участков является многоугольной.
22. Тканевая структура по п. 18, в которой непрерывные контактные площадки или углубления могут быть прямыми в машинном направлении ("МН"), прямыми в поперечно-машинном направлении ("ПН"), расположенными под углом к МН или ПН или расположенными в двух отдельных группах под углом к МН или ПН.
23. Тканевая структура по п. 22, в которой две группы расположены под одним углом или под разными углами.
24. Тканевая структура по п. 18, в которой непрерывные контактные площадки или углубления являются криволинейными или прямыми.
25. Тканевая структура по п. 18, в которой непрерывные контактные площадки или углубления являются как криволинейными, так и прямыми; или непрерывные контактные площадки или углубления содержат участки, являющиеся криволинейными и прямыми.
26. Тканевая структура по п. 1, в которой углубления сформированы способом, выбранным из группы, по существу состоящей из тиснения, вырезания, гравировки и гравировки лазером.
27. Тканевая структура для применения в качестве ленты или рукава для таких производственных процессов, как воздушное формование, сухое формование, спанбонд, мелтблаун, гидросплетение или гидроспутывание, или комбинация двух или более таких производственных процессов, для получения текстурированных нетканых материалов, проницаемая для воздуха и/или воды, содержащая:
поверхность контакта с полотном, имеющую рисунок, содержащий ряд приподнятых контактных площадок и углублений, для придания текстуры нетканому материалу, и
ряд пустот для пропускания воды и/или воздуха с поверхности ткани внутрь и/или сквозь структуру, при этом эффективный диаметр указанных пустот составляет более 50 микрон,
причем поддерживающая основа покрыта смолой, поропластом или содержит прикрепленную к ней пленку; а
тканевая основа сформирована из конструкции текстильного материала, выбранного из группы, по существу состоящей из:
тканого материала,
системы нитей в машинном направлении ("МН"),
системы нитей в поперечном ("ПН") направлении,
витой спирали,
множества независимых колец,
экструдированного элемента,
вязаного основания, и
плетеного основания,
причем контактные площадки и углубления сформированы из текстильного материала, образующего основу.
28. Тканевая структура по п. 27, в которой пустоты находятся только в контактных площадках и проходят сквозь нижележащий текстильный материал, формирующий контактную площадку.
29. Тканевая структура по п. 27, в которой пустоты находятся только в углублениях между сформированными из текстильного материала контактными площадками.
30. Тканевая структура по п. 27, в которой пустоты находятся как в контактных площадках, так и в углублениях между текстильным материалом.
31. Тканевая структура по п. 8, в которой рисунок поверхности содержит составную текстуру, содержащую:
первую текстуру, содержащую контактные площадки и углубления, и
вторую текстуру, отличную от первой текстуры, сформированную из текстильного материала основы.
32. Тканевая структура по п. 31, в которой текстильный материал выбран из группы, по существу состоящей из: сотканных нитей, нетканого материала, системы нитей в МН, системы нитей в ПН, свитых спиралей, независимых колец, экструдированного элемента, вязаного материала или плетеного материала.
33. Тканевая структура по п. 31, в которой пустоты находятся в контактных площадках только одной из текстур.
34. Тканевая структура по п. 31, в которой пустоты находятся в контактных площадках обеих текстур.
35. Тканевая структура по п. 31, в которой пустоты находятся в углублениях только одной из текстур.
36. Тканевая структура по п. 31, в которой пустоты находятся в углублениях обеих текстур.
37. Тканевая структура по п. 30, в которой пустоты находятся в контактных площадках одной из текстур и в углублениях другой текстуры.
38. Тканевая структура по п. 1, в которой контактные площадки имеют геометрическую характеристику.
39. Тканевая структура по п. 37, в которой форма контактных площадок является по существу одинаковой или различной.
40. Тканевая структура по п. 37, в которой контактные площадки являются одной или разной высоты.
41. Тканевая структура по п. 1, в которой контактные площадки отличаются по геометрической характеристике.
42. Тканевая структура по п. 1, которая имеет антистатические свойства.
43. Тканевая структура по п. 1, которая выбрана из группы тканей, применяемых в машине для придания текстуры нетканому материалу.
44. Тканевая структура для применения в качестве ленты или рукава для таких производственных процессов, как воздушное формование, сухое формование, спанбонд, мелтблаун, гидросплетение или гидроспутывание, или комбинация двух или более таких производственных процессов, для получения текстурированных нетканых материалов, проницаемая для воздуха и/или воды, содержащая:
поверхность контакта с полотном, имеющую рисунок, содержащий ряд приподнятых контактных площадок и углублений, для придания текстуры нетканому материалу, и
ряд пустот для пропускания воды и/или воздуха с поверхности ткани внутрь и/или сквозь структуру, при этом эффективный диаметр указанных пустот составляет более 50 микрон,
причем тканевая структура содержит тканую основу, имеющую длинную основу с местами переплетения сверху.
45. Тканевая структура для применения в качестве ленты или рукава для таких производственных процессов, как воздушное формование, сухое формование, спанбонд, мелтблаун, гидросплетение или гидроспутывание, или комбинация двух или более таких производственных процессов, для получения текстурированных нетканых материалов, проницаемая для воздуха и/или воды, содержащая:
поверхность контакта с полотном, имеющую рисунок, содержащий ряд приподнятых контактных площадок и углублений, для придания текстуры нетканому материалу, и
ряд пустот для пропускания воды и/или воздуха с поверхности ткани внутрь и/или сквозь структуру, при этом эффективный диаметр указанных пустот составляет более 50 микрон,
причем тканевая структура содержит тканую основу, имеющую длинную основу с местами переплетения снизу.
46. Тканевая структура по п. 1, в которой пустоты находятся во всех контактных площадках.
47. Тканевая структура по п. 1, в которой пустоты находятся во всех углублениях.
48. Тканевая структура для применения в качестве ленты или рукава для таких производственных процессов, как воздушное формование, сухое формование, спанбонд, мелтблаун, гидросплетение или гидроспутывание, или комбинация двух или более таких производственных процессов, для получения текстурированных нетканых материалов, проницаемая для воздуха и/или воды, содержащая:
поверхность контакта с полотном, имеющую рисунок, содержащий ряд приподнятых контактных площадок и углублений, для придания текстуры нетканому материалу, и
ряд пустот для пропускания воды и/или воздуха с поверхности ткани внутрь и/или сквозь структуру, при этом эффективный диаметр указанных пустот составляет более 50 микрон,
причем контактные площадки являются непрерывными и формируют рисунок в виде решетки.
49. Тканевая структура по п. 48, в которой углубления выполнены предварительно заданной глубины и формы.
50. Тканевая структура для применения в качестве ленты или рукава для таких производственных процессов, как воздушное формование, сухое формование, спанбонд, мелтблаун, гидросплетение или гидроспутывание, или комбинация двух или более таких производственных процессов, для получения текстурированных нетканых материалов, проницаемая для воздуха и/или воды, содержащая:
поверхность контакта с полотном, имеющую рисунок, содержащий ряд приподнятых контактных площадок и углублений, для придания текстуры нетканому материалу, и
ряд пустот для пропускания воды и/или воздуха с поверхности ткани внутрь и/или сквозь структуру, при этом эффективный диаметр указанных пустот составляет более 50 микрон,
причем пустоты на поверхности указанной структуры сливаются в пустотное пространство на противоположной поверхности указанной структуры.
51. Тканевая структура по п. 50, в которой диаметр пустот меньше толщины основы.
52. Тканевая структура для применения в качестве ленты или рукава для таких производственных процессов, как воздушное формование, сухое формование, спанбонд, мелтблаун, гидросплетение или гидроспутывание, или комбинация двух или более таких производственных процессов, для получения текстурированных нетканых материалов, проницаемая для воздуха и/или воды, содержащая:
поверхность контакта с полотном, имеющую рисунок, содержащий ряд приподнятых контактных площадок и углублений, для придания текстуры нетканому материалу, и
ряд пустот для пропускания воды и/или воздуха с поверхности ткани внутрь и/или сквозь структуру, при этом эффективный диаметр указанных пустот составляет более 50 микрон,
в которой углубления являются непрерывными и формируют рисунок в виде решетки.
53. Тканевая структура по п. 52, в которой углубления выполнены с возможностью обеспечения предварительно заданной глубины и формы.
54. Тканевая структура по п. 1, в которой пустоты на поверхности указанной структуры сливаются в пустотное пространство на противоположной поверхности указанной структуры.
55. Тканевая структура по п. 19, в которой форма островка или дискретных углублений выбрана из группы, по существу состоящей из: круглой, продолговатой, квадратной, прямоугольной, трапециевидной, пятиугольной, шестиугольной, ромбовидной формы, формы усеченного конуса, треугольной или многоугольной формы.
56. Тканевая структура по п. 19, в которой непрерывные контактные площадки или углубления могут быть прямыми в машинном направлении ("МН"), прямыми в поперечно-машинном направлении ("ПН"), расположенными под углом к МН или ПН или расположенными в двух отдельных группах под углом к МН или ПН.
57. Тканевая структура по п. 19, в которой непрерывные контактные площадки или углубления являются криволинейными или прямыми.
58. Тканевая структура по п. 19, в которой непрерывные контактные площадки или углубления являются как криволинейными, так и прямыми; или непрерывные контактные площадки или углубления содержат участки, являющиеся криволинейными и прямыми.
| US 5575874 A, 19.11.1996 | |||
| US 6193839 B1, 27.02.2001 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ПОЛОТНА ИЗ ГИБКОГО МАТЕРИАЛА, ТАКОГО, КАК БУМАГА И НЕТКАНЫЙ МАТЕРИАЛ, И ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ ЭТИМ СПОСОБОМ | 2003 |
|
RU2300463C2 |
| Отжимной фетр или отжимное сеточное полотно для удаления жидкости из волокнистого материала в прессовой секции бумагоделательной машины | 1987 |
|
SU1671164A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТЫ И ЛЕНТА, ИСПОЛЬЗУЕМАЯ ДЛЯ ПРОИЗВОДСТВА ПУХЛЫХ САЛФЕТОК И ПОЛОТЕНЕЦ, А ТАКЖЕ НЕТКАНЫХ ИЗДЕЛИЙ И МАТЕРИАЛОВ | 2003 |
|
RU2317360C2 |
| Способ тепловой обработки минерального масла | 1926 |
|
SU17541A1 |

