ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
Настоящая заявка испрашивает приоритет на основании предварительной заявки на патент США №61/096149, поданной 11 сентября 2008 г., предварительной заявки на патент США №61/121998, поданной 12 декабря 2008 г., предварительной заявки на патент США №61/147637, поданной 27 января 2009 г., и предварительной заявки на патент США №61/147894, поданной 28 января 2009 г.
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к бесконечным структурам и, в частности, к техническим тканям, которые используют в производстве нетканых изделий. Более конкретно, настоящее изобретение относится к поддерживающим элементам, таким как ленты или рукава, которые используют в производстве имеющих рисунок, маркированных или текстурированных нетканых изделий.
УРОВЕНЬ ТЕХНИКИ
В течение многих лет известны способы производства нетканых изделий. Согласно одному способу волоконный слой или полотно подвергают обработке потоком воды или струями воды для сплетения волокон друг с другом и улучшения физических свойств, например прочности полотна. В течение десятилетий известны способы обработки волокон струями воды, как видно из описания патентов США №3214819, №3508308 и №3485706.
В общих чертах указанный способ включает переплетение единичных волокон друг с другом посредством действия струй воды под давлением, которые действуют на волоконную структуру как иглы и обеспечивают возможность переориентировать часть волокон для формирования полотна в направлении толщины.
В настоящее время такой способ широко развивается и используется не только в производстве структур, известных как «гидросплетенные» или «гидроспутанные», для применения в текстильной промышленности, в частности для применения в области медицины и больницах, для очистки, фильтрации и упаковки чайных пакетиков, а также для перфорации маленьких отверстий в непрерывных средах, таких как бумага, картон, пленки, даже пластмассовые листы и т.п., а полученные изделия могут быть регулярными и однородными, как следует из описания патента США №3508308, а также при необходимости могут содержать структуры, полученные в результате переориентирования волокон, что важно в эстетических целях, как видно из описания патента США №3485706.
В отношении изделий типа «гидросплетенные» или «гидроспутанные» давно известно, что окончательные свойства изделия могут быть подобраны путем образования смесей материала, например, путем комбинирования полотен, содержащих волокна различных типов, например, натуральные, искусственные или синтетические, или даже полотен, в которых волокна предварительно смешаны (полотна типа «спанбонд» и т.д.) с армирующими элементами, которые могут быть встроены в нетканую структуру.
В патентах Франции FR-A-2730246 и 2734285, соответствующих патентам США №5718022 и №5768756, описаны решения, позволяющие успешно обрабатывать гидрофобные волокна или их смеси с другими гидрофильными волокнами или даже полотнами, полностью состоящих из натуральных волокон, посредством струй воды.
В общих чертах в соответствии с идеями указанных документов обработка включает обработку полотна основы, сформированного из единичных волокон одного типа или разных типов, сжатие и увлажнение указанного полотна основы и затем переплетения волокон посредством по меньшей мере одной стойки смежных струй воды, под высоким давлением действующих на полотно основы.
С этой целью полотно основы перемещается вперед на движущейся бесконечной пористой опоре и переносится на поверхность перфорированного вращающегося цилиндрического барабана, к внутренней части которого приложен частичный вакуум. Полотно основы механически сжимается между пористой опорой и вращающимся барабаном, которые оба продвигаются вперед по существу с одинаковой скоростью. Непосредственно ниже по потоку от зоны сжатия водная завеса направляется на полотно и непрерывно проходит сквозь пористую опору, сжатое полотно основы и поддерживающий перфорированный барабан, который всасывает излишек воды.
Единичные волокна непрерывно переплетаются все еще на вращающемся цилиндрическом барабане, когда сжатое и увлажненное полотно подвергается действию по меньшей мере одной стойки струй воды под высоким давлением. В общих чертах связывание осуществляют посредством последовательных стоек струй воды, которые действуют или на одну и ту же сторону, или альтернативно на обе стороны полотна, давление внутри стоек и скорость струй от одной стойки к другой обычно постепенно уменьшается.
Важно заметить, как следует из FR 2734285, что перфорированный вал может содержать микроотверстия, распределенные случайным образом. При необходимости после начальной связывающей обработки волоконная нетканая структура может быть подвергнута второй обработке, применяемой к обратной стороне.
В процессе производства нетканых гидросплетенных и гидроспутанных изделий желательно создать рисунок или маркировку на конечном продукте, с тем чтобы таким образом придать изделию требуемый внешний вид (дизайн). Обычно такой рисунок или маркировку создают с использованием вспомогательного процесса, в котором используется вал каландра, отдельно от формирования нетканого листа и процесса накручивания. Обычно такие валы являются дорогостоящими и работают по принципу сжатия определенных участков волоконного полотна для создания требуемого рисунка или маркировки. Однако существует несколько недостатков использования отдельного процесса для создания рисунка или маркировки на нетканом изделии. Во-первых, для приобретения валов каландра требуются большие первоначальные вложения денег, что может ограничить объем работ, который может быть экономически обоснован изготовителем. Во-вторых, вследствие дополнительного этапа нанесения рисунка или маркировки возникают более высокие производственные затраты. В-третьих, конечное изделие будет иметь больший объем материала, чем требуется, для сохранения толщины изделия после сжатия на стадии каландрирования. Наконец, двухэтапный процесс приведет к малому объему конечного изделия из-за сильного сжатия в процессе каландрования. Известные из уровня техники нетканые изделия, изготовленные при помощи таких известных процессов нанесения рисунка, не имеют ясные, четкие приподнятые части и, как следствие, требуемые рисунки трудноразличимы. Кроме того, размеры приподнятых частей известных из уровня техники тисненых нетканых изделий нестабильны, и приподнятые элементы теряют свою трехмерную структуру, когда они подвергаются нагрузкам, например при использовании или стирке.
В патентах США №5098764 и №5244711 раскрыто применение поддерживающего элемента в более позднем способе получения нетканых полотен или изделий. Поддерживающие элементы содержат конфигурацию с характерным рельефом поверхности, а также массив отверстий. В данном процессе исходное волоконное полотно располагают на поддерживающем элементе с рельефной поверхностью. Поддерживающий элемент с расположенным на нем волоконным полотном проходит под струями жидкости, обычно воды, под давлением. Струи воды заставляют волокна закручиваться и сплетаться друг с другом в особенный рисунок, основанный на конфигурации рельефа поверхности поддерживающего элемента.
Рисунок, сформированный рельефом поверхности и отверстиями в поддерживающем элементе является определяющим для структуры получаемого нетканого изделия. Кроме того, поддерживающий элемент должен иметь достаточную структурную целостность и прочность для поддержания волоконного полотна, в то время как струи жидкости переориентируют и переплетают волокна в новом порядке с образованием стабильной ткани. Поддерживающий элемент не должен подвергаться сколько-нибудь значительному искривлению под действием струй жидкости. Кроме того, поддерживающий элемент должен иметь средства для удаления относительно больших объемов жидкости, использованной для гидросплетения волокон для предотвращения «затопления» волоконного полотна, что будет препятствовать эффективному спутыванию. Обычно поддерживающий элемент содержит дренажные отверстия, которые должны быть достаточно малыми для обеспечения целостности волоконного полотна и предотвращения потери волокон через формирующую поверхность. Кроме того, поддерживающий элемент по существу не должен содержать заусениц, крючков и подобных неровностей, которые могут мешать снятию с него спутанного нетканого изделия. В то же время поддерживающий элемент должен быть таким, что обрабатываемые на нем волокна волоконного полотна не будут смыты под действием струй жидкости.
Одна из главных задач, которая возникает при получении нетканых изделий, состоит в том, чтобы достичь сцепления структуры для придания изделиям механических характеристик согласно области применения, наряду с сохранением и приданием особых физических характеристик, таких как объемный вес, тактильные ощущения, внешний вид и т.д.
Такие свойства, как объем, впитывающая способность, прочность, мягкость и эстетический внешний вид, действительно важны для многих нетканых изделий, при их использовании по предполагаемому назначению. Для получения нетканых изделий, обладающих этими характеристиками, зачастую необходимо создать такую поддерживающая ткань, ленту или рукав, в которых поверхность контакта с листом имеет рельеф поверхности.
Следует отметить, что ткани могут иметь форму бесконечной петли или могут быть изготовлены бесконечными и работать подобно конвейеру или надетому на цилиндр рукаву. Кроме того, следует заметить, что получение нетканых изделий представляет собой непрерывный процесс, который осуществляется на значительной скорости. То есть единичные волокна или слои волокон непрерывно наносят на формирующий материал в формирующей части, в то время как только что изготовленное нетканое полотно непрерывно наматывается на валы после высушивания.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В настоящем изобретении предложена улучшенная ткань, лента или рукав, которые, с одной стороны, выполняют функции традиционной ткани, ленты или рукава, а с другой стороны, способствуют приданию требуемых физических характеристик, таких как объем, внешний вид, текстура, впитывающая способность, прочность и тактильные ощущения, изготовленным на ней нетканым изделиям.
Обеспечиваются и другие преимущества, такие как, но не ограниченные ими, более эффективное влажное формование, улучшенное снятие полотна по сравнению с известными из уровня техники ткаными материалами, вследствие отсутствия перекидных нитей, присутствующих в тканых материалах для захвата единичных волокон, а также улучшенная легкость очистки.
Следовательно, главная задача изобретения заключается в обеспечении «гидросплетенного» или «гидроспутанного» поддерживающего элемента, такого как ткань, лента или рукав, который содержит на соприкасающейся с полотном поверхности рисунок из последовательности поднятых контактных площадок и соответствующих углублений, который придает текстуру изготовленному на нем нетканому изделию.
Другой аспект описания изобретения заключается в том, что структура содержит пустоты, такие как сквозные отверстия, для прохождения воды или воздуха или и того, и другого.
В одном варианте реализации раскрыта структура ткани, используемая для создания текстурированных нетканых изделий, проницаемая для воздуха и воды, содержащая соприкасающуюся с листом поверхность, имеющую рисунок, содержащий последовательность поднятых контактных площадок и соответствующих углублений, придающих текстуру изготовленному на ней нетканому изделию, и последовательность сквозных пустот, обеспечивающих прохождение воды и воздуха от поверхности ткани внутрь поверхности.
Один вариант реализации относится к поддерживающему элементу, такому как лента или рукав, для поддержания и транспортирования полимерных волокон в процессе гидросплетения или гидроспутывания. Многие нетканые изделия подвергают каландрированию после формования во вспомогательном процессе. Во время указанного процесса один вал каландра (или оба) могут содержать на поверхности рисунок, который используется для придания текстуры нетканому изделию. Ленты или рукава согласно настоящему изобретению показывают следующие неограничивающие преимущества по сравнению с указанным отдельным процессом каландрирования, рукава являются относительно менее дорогими элементами и не требуют больших финансовых вложений в стационарное оборудование, нанесение рисунка выполняется непосредственно в процессе формования, благодаря чему исключена необходимость отдельного дополнительного процесса; можно достичь более низкой материалоемкости конечных изделий, так как толщина изделий не уменьшается после сжатия в процессе каландрирования; может быть изготовлено конечное изделие большого объемного веса, так как он не подвергается сжатию на каком-либо этапе. Для изготовителя нетканых рулонных изделий, кроме того, преимущества процесса приводят к следующим преимуществам конечного изделия: меньшая стоимость гидросплетенных и гидроспутанных полотен с рисунками или разметкой; возможность изготовления изделий по требованиям заказчика, так как сильно сокращается выравнивание размера рисунков, более высокая производительность производства, так как больший объемный вес приводит к большей впитывающей способности, которая имеет большое значение при применении потребителем.
Лента или рукав согласно настоящему изобретению являются бесконечной структурой с проницаемостью обычно в диапазоне 100-500 кубических футов в минуту (2,83-14,15 м3/мин) и могут содержать любое количество слоев, например один, два или три слоя. Полимерные материалы такой структуры могут состоять из экструдируемых термопластических материалов или смол, в которых поперечные связи образуются или при комнатной температуре, или в при облучении УФ, или при нагреве, например, в семействах полиэфирных, акриловых или полиуретановых сополимеров. Материалы выбирают так, чтобы гарантировать использование процесса гидросплетения при давлении потока воды до 250 бар.
Один вариант реализации относится к лентам или рукавам для получения гидросплетенных и гидроспутанных нетканых изделий. Лента, или поддерживающий элемент, или рукав является проницаемым для воды или воздуха поддерживающим элементом, который может быть выполнен из экструдированной или ламинированной пленки, в которой сделаны указанные отверстия для получения необходимой проницаемости для воды и/или воздуха. Эти отверстия могут иметь различный диаметр в диапазоне от 0,01 мм до 5 мм и различные входные углы на поверхности ленты или рукава. Форма отверстий может быть круглой, квадратной, овальной или любой другой, например звездообразной. Отверстия на поверхности поддерживающего элемента могут быть расположены случайным образом или с конкретной плотностью на некоторых участках или расположены равномерно на поверхности в зависимости от требуемого эффекта. Вместо отверстий могут быть вырезаны/вытравлены линии или желобки на поддерживающем элементе или ленте для создания рисунков или даже логотипов. Поддерживающий элемент может быть изготовлен с одним или более слоем полимерной пленки, с или без усиления, и он может быть тканым или нетканым. Кроме того, он может быть сделан в виде слоистого материала с тканым или нетканым слоем, расположенным между двумя или более слоями полимерной пленки. Данное усиление повышает механические характеристики и стабильность ленты/рукава.
Поверхность поддерживающего элемента может быть обработана для создания рельефа поверхности нарезкой или гравированием рисунка, например ячеистой структуры, и/или может быть обработана химическим покрытием для конкретных применений, таких как рассеивание статического заряда, отделение загрязнений/грязи, увеличение срока службы и т.д. Поверхность поддерживающего элемента может быть гравирована, например, для создания рельефа поверхности для нанесения рисунка. Поддерживающий элемент может быть сделан как рукав для установки на барабан (рукав), или как бесконечная или сшиваемая лента, или как поддерживающий элемент. Использование поддерживающего элемента данного типа обеспечивает лучшее отражение гидравлической энергии по сравнению с известной из уровня техники стандартной тканой лентой. Поддерживающий элемент такого типа улучшает сцепление в нетканом материале и предотвращает проникновение волокон в отверстия/дырки/пустоты поддерживающей ленты, которое может привести к потере волокон или вызвать сложности при снятии нетканого материала аккуратно и равномерно с поддерживающей ленты/рукава, как можно наблюдать в тканых лентах или поддерживающих элементах. Результат представляет собой лучшее сцепление волокон и меньшее выщипывание волокон, как следствие, улучшается снятие полотна или его перенос с указанного поддерживающего элемента на другой поддерживающий элемент или на другую позицию. Соприкасающаяся с деталями машины сторона может иметь совокупность нитей моноволокон, ориентированных в машинном направлении (МН), ламинированных или частично встроенных в поддерживающую ленту/ рукав для создания более высокой степени осушения.
Для лучшего понимания изобретения, эксплутационных преимуществ и конкретных объектов, полученных при его использовании, приведена ссылка на подробное описание, в котором проиллюстрированы предпочтительные варианты реализации со ссылками на прилагаемые чертежи, на которых одинаковые элементы обозначены одинаковыми номерами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Следующее подробное описание, приведенное в форме примера и не предназначенное для ограничения изобретения, будет рассмотрено совместно с прилагаемыми чертежами, на которых одинаковые элементы обозначены одинаковыми номерами и на которых:
на фиг.1 изображен схематический вид устройства для производства нетканых изделий с использованием поддерживающих элементов согласно настоящему изобретению;
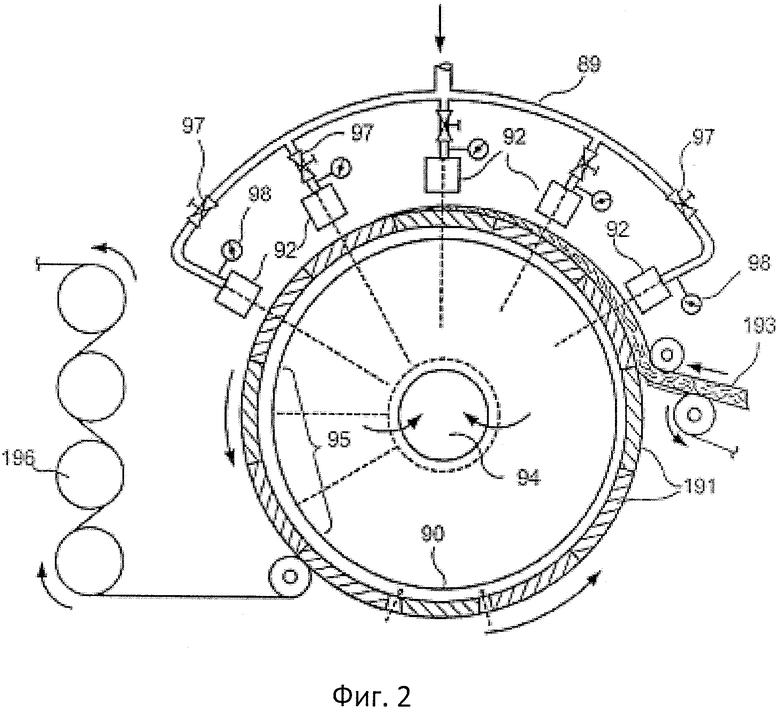
на фиг.2 изображен схематический вид устройства для производства нетканых изделий с использованием поддерживающих элементов согласно настоящему изобретению;
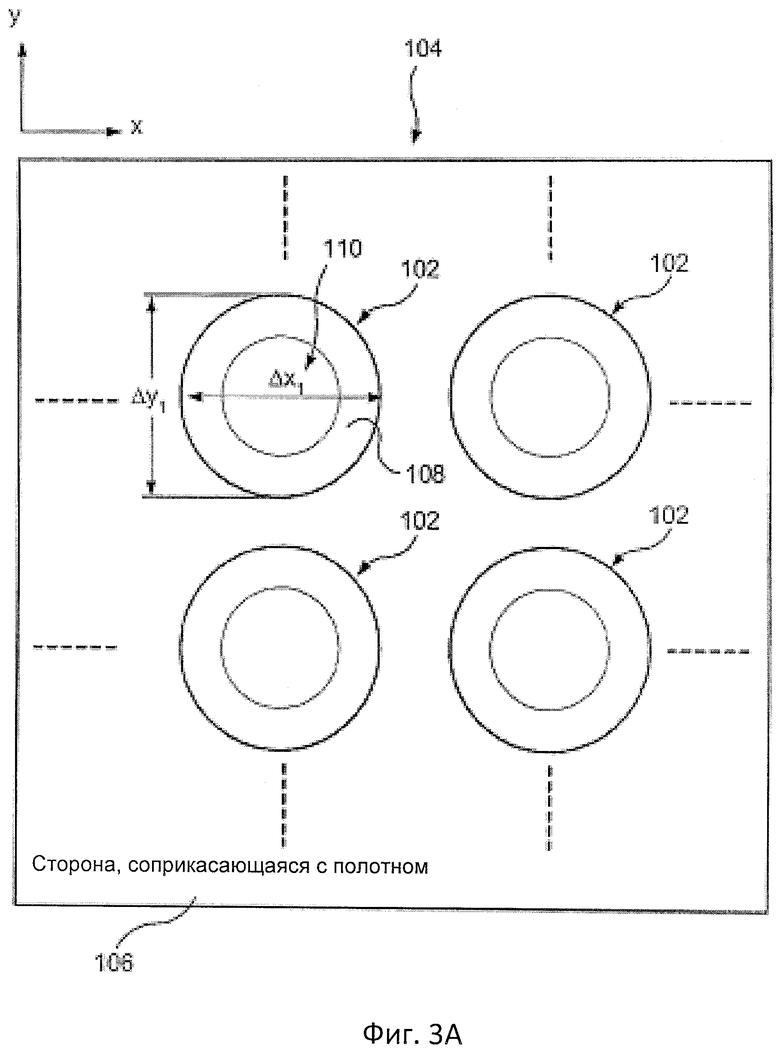
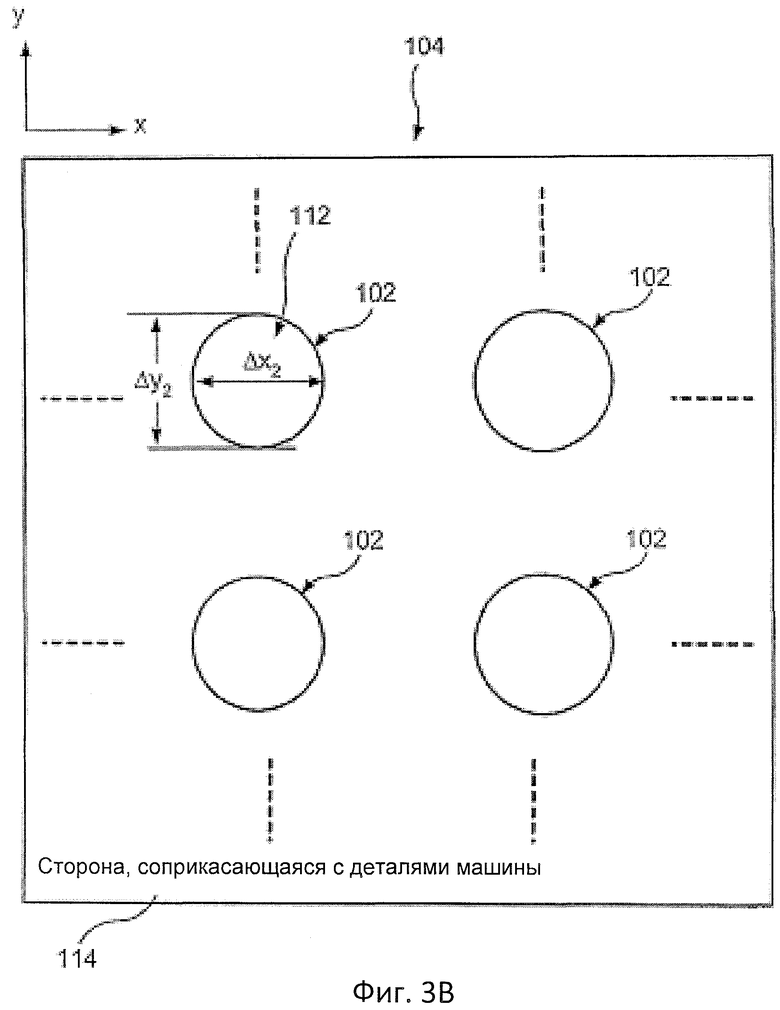
на фиг.3А и 3В изображены примеры поддерживающего элемента, содержащего сквозные пустоты согласно одному аспекту настоящего изобретения;
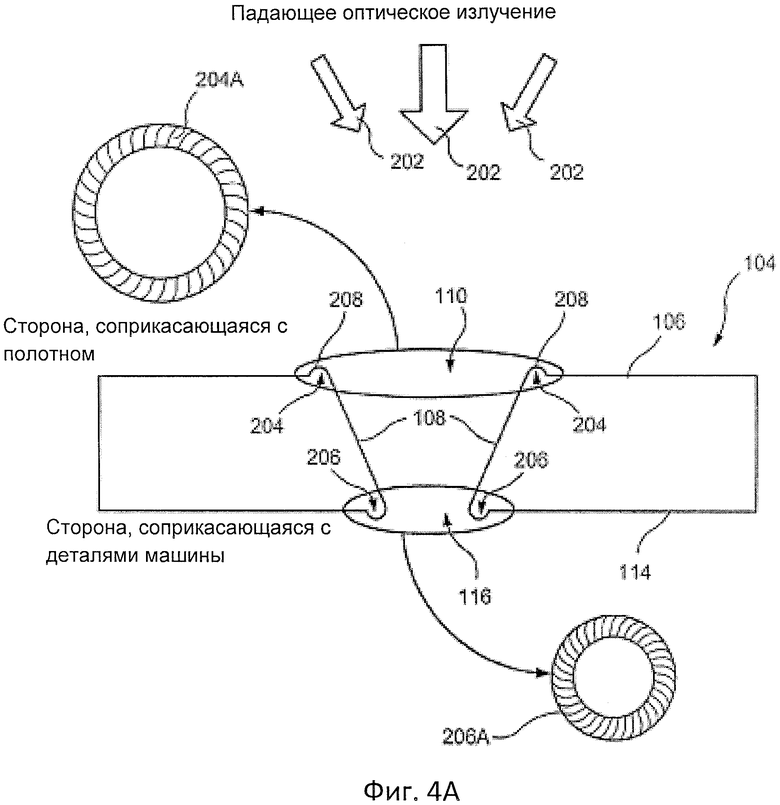
на фиг.4А и 4В проиллюстрированы стадии, входящие в способ изготовления поддерживающего элемента согласно одному варианту реализации настоящего изобретения;
на фиг.5 изображено устройство, используемое для формирования сквозных пустот в поддерживающем элементе согласно одному аспекту изобретения;
на фиг.6 изображены варианты поддерживающего элемента, изготовленного согласно одному аспекту настоящего изобретения;
на фиг.7 изображены варианты поддерживающего элемента, изготовленного согласно другому аспекту настоящего изобретения;
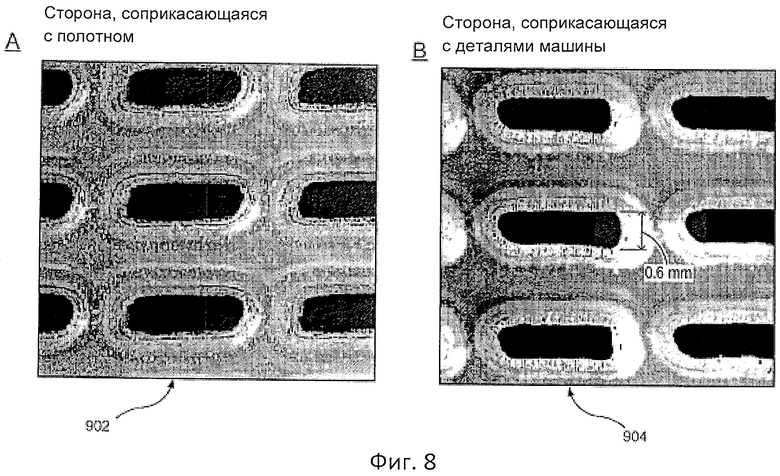
на фиг.8 изображены обе поверхности, и нижняя и верхняя, поддерживающего элемента, изготовленного согласно одному аспекту настоящего изобретения;
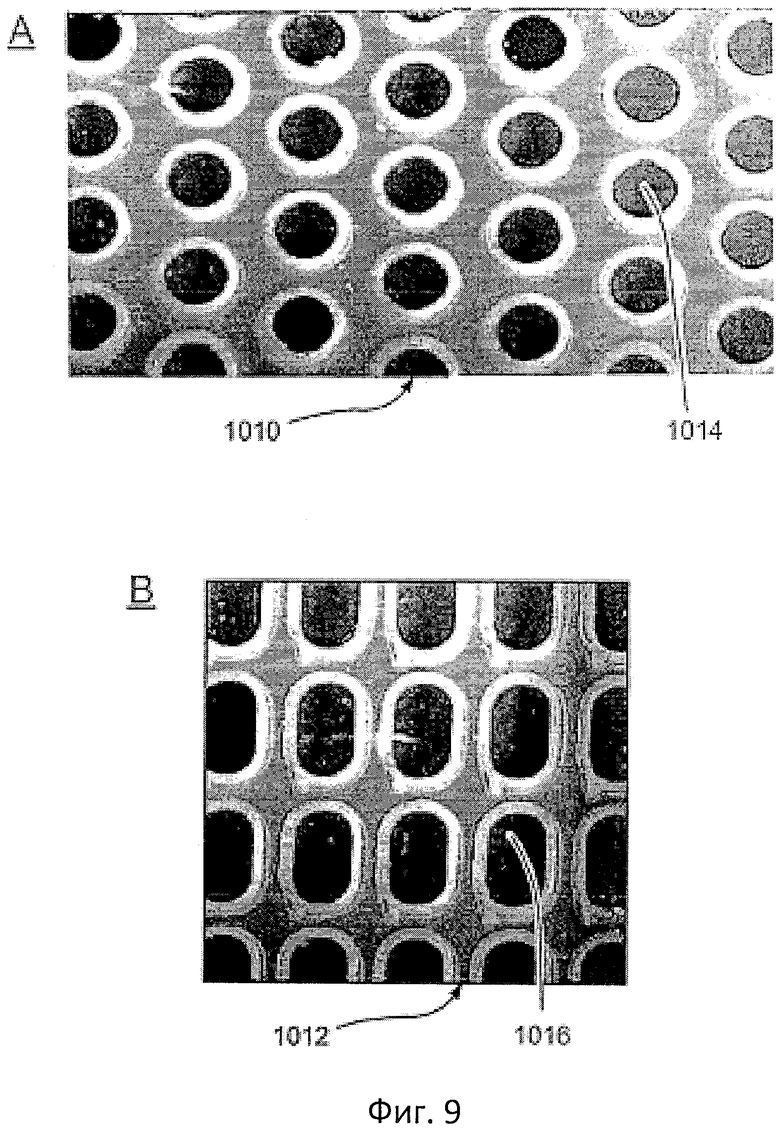
на фиг.9 изображено несколько сквозных пустот, сформированных согласно другому аспекту настоящего изобретения;
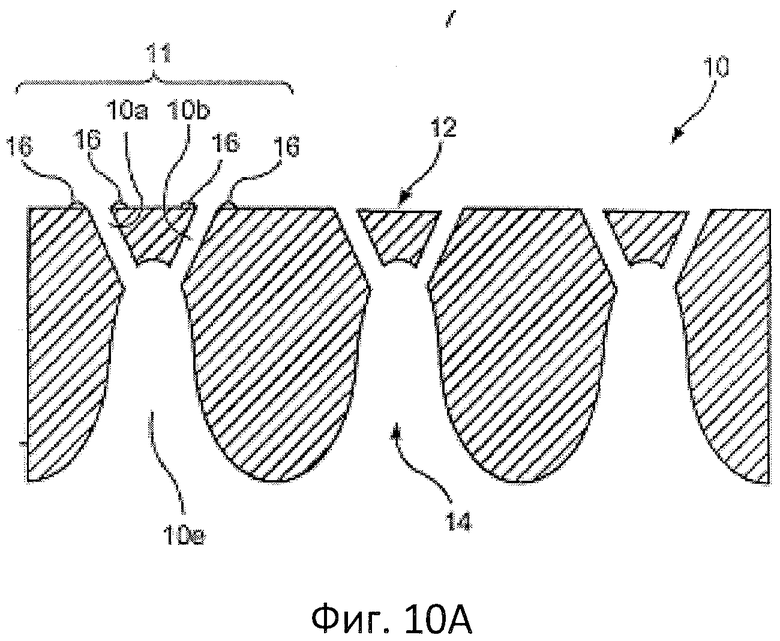
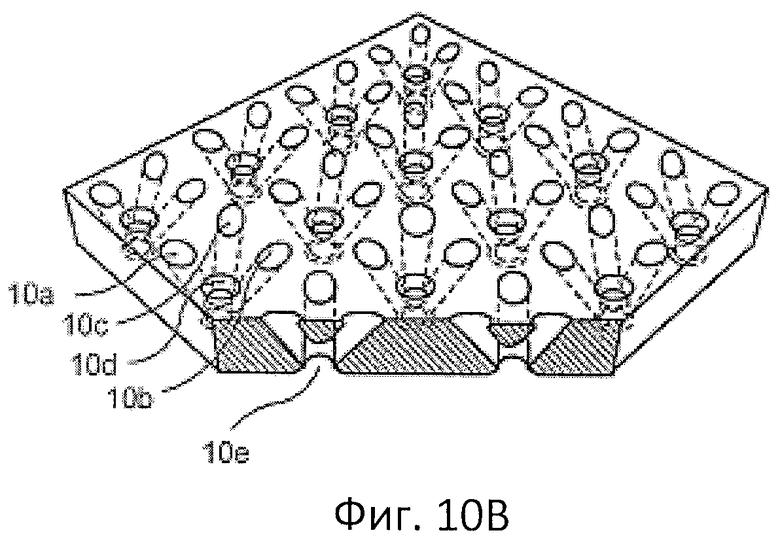
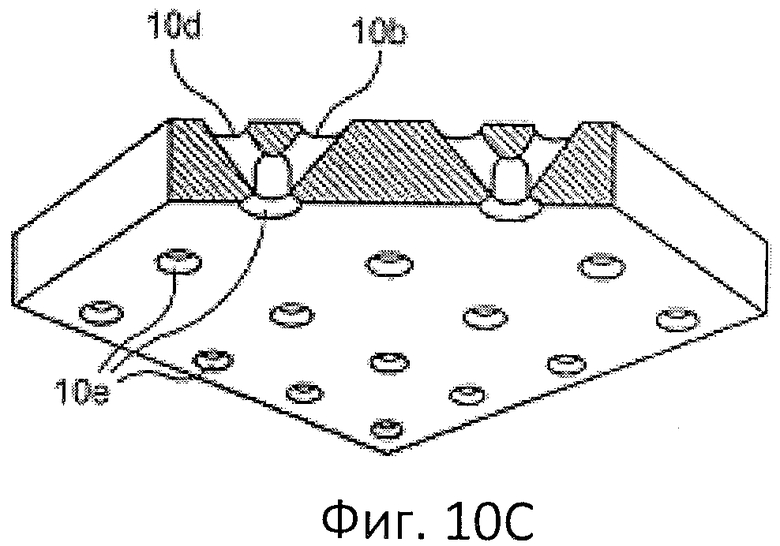
на фиг.10А-10С изображены примеры поперечного сечения поддерживающего элемента, содержащего структуру разветвленных пустот, сформированных согласно одному аспекту изобретения;
на фиг.11А-11Е схематически изображены рисунки контактных площадок, соответствующие углубления и сквозные пустоты, сформированные в поддерживающем элементе согласно одному аспекту настоящего изобретения;
на фиг.12 изображена схема ленты/рукава, гравированного перекрещивающимся рисунком согласно одному аспекту настоящего изобретения;
на фиг.13А-13С схематически изображены рисунки контактных площадок, соответствующие углубления и сквозные пустоты, сформированные в поддерживающем элементе согласно одному аспекту настоящего изобретения;
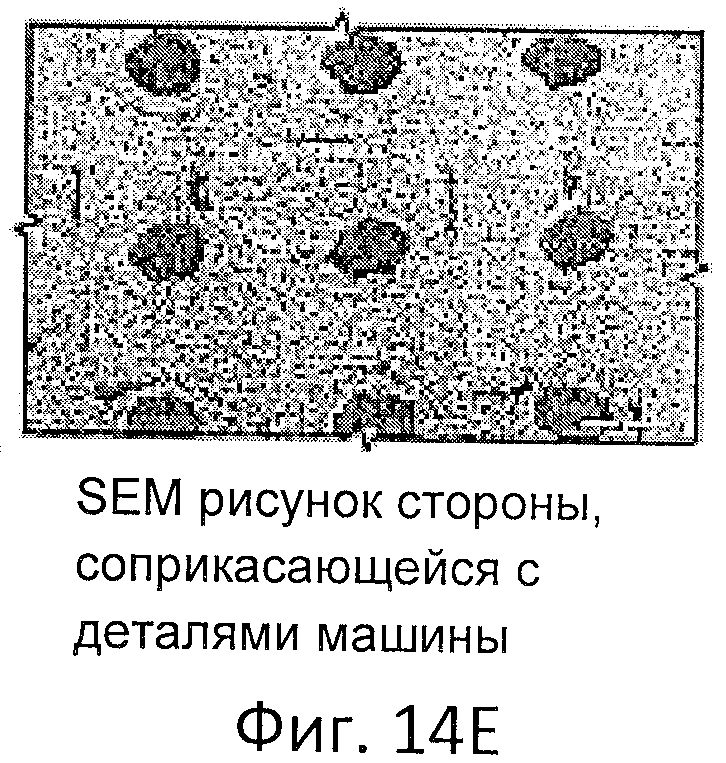
на фиг.14А-14G изображены варианты поддерживающего элемента, сконструированные согласно различным вариантам реализации настоящего изобретения; и
на фиг.15 изображен перспективный вид поддерживающего элемента согласно одному аспекту настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ РЕАЛИЗАЦИИ
Ниже представлено подробное описание изобретения со ссылками на прилагаемые чертежи, на которых изображены предпочтительные варианты реализации изобретения. Однако настоящее изобретение может быть реализовано во многих других формах и не должно быть истолковано как ограниченное представленными в настоящем описании вариантами реализации. Напротив, данные представленные в настоящем описании варианты реализации приведены для того, чтобы настоящее описание было исчерпывающе полным и полностью передавало специалистам объем изобретения.
Например, настоящее изобретение предлагает непрерывный поддерживающий элемент для использования в устройстве, изображенном на фиг.1 и 2. Указанный нетканый поддерживающий элемент выполняет функции традиционного тканого поддерживающего материала и способствует приданию изготовленным на нем нетканым изделиям требуемых текстуры, тактильных ощущений и объема. Поддерживающий элемент согласно настоящему изобретению может уменьшить время изготовления и затраты, связанные с производством нетканых материалов.
Лента или рукав, как указано в настоящем описании, содержит две стороны: соприкасающуюся с полотном или листом и соприкасающуюся с деталями машины или обратную сторону. Первая сторона поддерживающего элемента так называется, потому что она обращена к только что сформированному нетканому полотну. Последняя сторона так называется, потому что она проходит на стороне и соприкасается с валами или цилиндром машины для производства нетканых изделий.
На фиг.1 изображено устройство для непрерывного производства нетканых изделий с использованием поддерживающего элемента согласно настоящему изобретению. Изображенное на фиг.1 устройство содержит конвейерную ленту 80, которая фактически служит в качестве поддерживающего элемента с рельефной поверхностью согласно настоящему изобретению. Как известно из уровня техники, лента непрерывно движется против часовой стрелки, например, вокруг пары валов, расположенных на расстоянии друг от друга. Выше конвейерной ленты 80 расположен выбрасывающий жидкость распределительный трубопровод 79, соединяющий ряды или группы 81 сопел. Каждая группа содержит один или более ряд сопел или отверстий очень маленького диаметра, примерно 0,007 дюйма (0,018 см), по 30 таких сопел на дюйм (2,54 см). Вода подается к группам 81 сопел под предварительно заданным давлением и выбрасывается из сопел в форме очень тонких, по существу колоннообразных, не расходящихся потоков или струй воды. Распределительный трубопровод оборудован манометрами 88 и регулирующими клапанами 87 для регулирования давления жидкости в каждом ряду или группе сопел. Ниже каждого ряда или группы сопел расположена камера всасывания 182 для удаления излишка воды и предотвращения чрезмерного затопления участка. Волоконное полотно 83, которое будет сформировано в ткань согласно настоящему изобретению, подают на поддерживающий элемент с рельефной поверхностью или конвейерную ленту. Вода разбрызгивается через соответствующую наконечник 184 на волоконное полотно для предварительного увлажнения поступающего полотна 83 и для контроля волокон по мере того, как они проходят под выбрасывающими жидкость распределительными трубопроводами. Всасывающая щель 85 расположена ниже указанной наконечника для удаления излишка воды. Волоконное полотно проходит под выбрасывающим воду распределительным трубопроводом против часовой стрелки. Рабочее давление в любой группе 81 сопел может быть установлено независимо от рабочего давления, установленного в другой группе 81 сопел. Однако обычно рабочее давление в группе 81 сопел, расположенных ближе к наконечнику 184, является относительно низким, например 100 фунтов на квадратный дюйм (psi) (0,69 МПа), что помогает при установке поступающего полотна на поверхность поддерживающего элемента. Так как полотно проходит в направлении против часовой стрелки, как показано на фиг.1, рабочее давление в каждой группе 81 сопел обычно увеличивается. Необязательно, что каждая последующая группа 81 сопел работает под более высоким давлением, чем соседняя группа в направлении по часовой стрелке. Например, две или более соседние группы 81 сопел могут работать под одинаковым давлением, после которых следующая группа 81 сопел (в направлении против часовой стрелки) будет работать под другим давлением. Обычно рабочее давление в конце конвейерной ленты, там где полотно снимают, выше, чем там, где полотно изначально поступает на конвейерную ленту. Несмотря на то что на фиг.1 изображено шесть групп 81 сопел, данное количество не является обязательным, но будет зависеть от объемного веса полотна, скорости, используемого давления, количества рядов отверстий в каждой группе и т.д. После прохода между выбрасывающим жидкость разделительным трубопроводом и всасывающими разделительными трубопроводами, только что сформированное нетканое полотно проходит над дополнительной всасывающей щелью 186 для удаления излишка воды. Обычно расстояние от нижних поверхностей групп 81 сопел до верхней поверхности волоконного полотна 83 варьирует примерно от 0,5 до 2 дюймов (1,27-5,08 см), предпочтительно примерно от 0,75 до 1 дюйма (1,91-2,54 см). Очевидно, полотно не может быть расположено так близко к распределительному трубопроводу, чтобы они соприкасались. С другой стороны, если расстояние между нижними поверхностями сопел и верхней поверхностью полотна слишком большое, струи жидкости потеряют энергию и процесс будет менее эффективным.
На фиг.2 схематически изображено другое устройство для получения нетканых материалов с использованием поддерживающего элемента согласно настоящему изобретению. В данном устройстве поддерживающий элемент с рельефной поверхностью является рукавом 191 вращающегося барабана. Например, барабан 90 под рукавом 191 вращается против часовой стрелки. Наружная поверхность рукава 191 барабана содержит требуемую поддерживающую конфигурацию рельефа поверхности. Около части внешней поверхности барабана расположен распределительный трубопровод 89, соединяющий полосы 92 сопел для подачи воды или другой жидкости на волоконное полотно 193, расположенное на наружной поверхности изогнутых пластин. Каждая полоса сопел может содержать один или более ряд отверстий очень маленького диаметра вышеупомянутого в настоящем описании типа. Обычно диаметр отверстий составляет примерно от 0,005 до 0,010 дюйма (0,013-0,026 см). Может быть расположено 50 или 60 отверстий на дюйм или более, если требуется. Воду или другую жидкость направляют через ряды сопел. В основном и как объяснялось выше, давление в каждой группе сопел обычно увеличивается от первой группы, под которой проходит волоконное полотно, к последней группе. Давление регулируют соответствующими регулирующими клапанами 97 и отслеживают при помощи манометров 98. Барабан соединен с отстойником 94, к которому может быть приложен вакуум для того, чтобы способствовать удалению воды и предотвратить затопление участка. При эксплуатации волоконное полотно 193 располагают на верхней поверхности поддерживающего элемента с рельефной поверхностью перед выбрасывающим воду распределительным трубопроводом 89, как видно на фиг.2. Волоконное полотно проходит ниже полос сопел и формируется в нетканый материал согласно настоящему изобретению. Затем сформированное полотно проходит над секцией 95 устройства, в которой отсутствуют полосы сопел, но продолжается использование вакуума. Материал после обезвоживания снимают с барабана и пропускают через последовательность сушильных барабанов 196 для высушивания.
Теперь обратимся к структуре поддерживающих элементов, таких как описанные выше лента или рукав, поддерживающие элементы могут иметь рельеф в виде сквозных пустот. Сквозные пустоты могут иметь, помимо прочего, геометрические характеристики, обеспечивающие улучшенный рельеф поверхности листа и объемный вес нетканых изделий или листов/полотен, например, изготовленных на поддерживающем элементе 80, 191. Еще одно преимущество настоящих поддерживающих элементов заключается в более простом снятии полотна с поддерживающего элемента.
Кроме того, поддерживающие элементы, изготовленные согласно настоящему изобретению, в результате формируют более глубокие «отпечатки», что приводит к созданию нетканых изделий, имеющих большую объемную впитывающую способность и меньшую плотность. Следует заметить, что термин «сквозная пустота» является синонимом термина «сквозное отверстие» и означает любое отверстие, которое полностью проходит сквозь поддерживающий элемент, такой как лента или рукав. Поддерживающий элемент, который представлен в настоящем описании, включает, но не ограничен ими, технические ткани, такие как конвейерные ленты и рукава или цилиндрические ленты, в особенности используемые в производстве нетканых материалов.
Еще одно преимущество заключается в том, что конструкция поддерживающей ленты/рукава позволяет избежать ограничений и необходимости в традиционном ткацком станке, поскольку сквозные пустоты, желобки или другие рисунки могут быть расположены в любом месте рисунка, и, следовательно, может быть улучшен эстетический внешний вид листа/полотна. Поверхность поддерживающей ленты/рукава может быть обработана для создания рисунка вырезанием или гравированием рисунка, например ячеистой структуры, и/или может быть обработана химическим покрытием для конкретного применения, такого как рассеивание статического заряда, отделение загрязнений/грязи, увеличение срока службы и т.д. Использование поддерживающего элемента согласно настоящему изобретению обеспечивает лучшее отражение энергии по сравнению с известной стандартной тканой лентой, что улучшает спутывание волокон нетканых изделиях и предотвращает проникновение волокон в щели/отверстия/пустоты поддерживающей ленты, которое может привести к потере волокон или вызвать сложности при снятии нетканого материала аккуратно и равномерно с поддерживающей ленты/рукава, как можно наблюдать при использовании тканых лент или поддерживающих элементов. Результат представляет собой: лучшее сцепление волокон и меньшее выщипывание волокон, как следствие, улучшается снятие полотна или перенос его с указанного поддерживающего элемента на другой или на другую позицию.
Например, на фиг.4А и 4В проиллюстрирован один способ получения поддерживающего элемента, такого как лента или рукав, согласно одному варианту реализации настоящего изобретения. Например, на фиг.3А и 3В проиллюстрирован вид сверху сквозных пустот 102, сформированных в части непрерывного поддерживающего элемента 104, согласно способу, проиллюстрированному на фиг.4А и 4В. Сквозные пустоты в некоторых областях применения могут служить дренажными отверстиями для прохода жидкости, воды и/или воздуха. На фиг.3А показано множество сквозных пустот 102 в перспективе из верхней или соприкасающейся с листом поверхности 106 поддерживающего элемента 104. Каждая из сквозных пустот 102 может иметь коническую форму, в которой внутренняя поверхность 108 каждой из пустот 102 сужается внутрь от отверстия 110 на верхней поверхности 106 насквозь к отверстию 112 (фиг.3В) на нижней или соприкасающейся с деталями машины поверхности 114 (фиг.3В) поддерживающего элемента 104. Диаметр отверстия 110 по оси Х обозначен как Δx1, а диаметр отверстия 110 по оси У обозначен как Δу1. Согласно фиг.3В аналогично диаметр отверстия 112 по оси Х обозначен как Δх2, а диаметр отверстия 112 по оси У обозначен как Δу2. Как видно на фиг.3А и 3В, диаметр Δх1 отверстия 110 по оси Х на верхней стороне 106 поддерживающего элемента 104 больше, чем диаметр Δх2 отверстия 112 по оси Х на нижней стороне 114 поддерживающего элемента 104. Кроме того, диаметр Δy1 отверстия 110 по оси У на верхней стороне 106 поддерживающего элемента 104 больше, чем диаметр Δу2 отверстия 112 по оси У на нижней стороне 114 поддерживающего элемента 104. В другом варианте может быть использована противоположная геометрия. Например, диаметр отверстий на соприкасающейся с листом стороне может быть больше, чем диаметр отверстий на стороне, соприкасающейся с деталями машины.
На фиг.4А изображен поперечный разрез одной из сквозных пустот 102, изображенных на фиг.3А и 3В. Как ранее описано, каждая из сквозных пустот 102 может иметь коническую форму, в которой внутренняя поверхность 108 каждой из пустот 102 сужается внутрь от отверстия 110 на верхней поверхности 106 насквозь к отверстию 112 на нижней поверхности 114 поддерживающего элемента 104. Коническая форма каждой из сквозных пустот 102 может быть сформирована в результате падающего оптического излучения 202, генерируемого оптическим источником, таким как CO2 или другим лазерным устройством. Применяя лазерное излучение 202 с соответствующими характеристиками (например, выходная мощность, фокусное расстояние, длительность импульса и т.д.), например, к нетканому поддерживающему элементу, может быть сформирована сквозная пустота 102 в результате перфорирования поверхностей 106, 114 поддерживающего элемента 104 лазерным излучением. Кроме того, для создания вышеуказанных сквозных пустот или отверстий может быть использована механическая перфорация или пробивание.
Как изображено на фиг.4А, согласно одному аспекту лазерное излучение 202 создает при воздействии первый поднятый край или выступ 204 на верхней поверхности 106 и второй поднятый край или выступ 206 на нижней поверхности 114 поддерживающего элемента 104. Кроме того, данные поднятые края 204, 206 могут называться как отбортовка или кромка. Вид сверху из верхней точки на поднятый край 204 обозначен 204А. Подобным образом, вид снизу из нижней точки на поднятый край 206 обозначен 206А. Высота каждого поднятого края 204, 206 может варьировать от 5 до 10 мкм. Высота вычисляется как разность уровней между поверхностью поддерживающего элемента и верхней частью поднятого края. Например, высота поднятого края 204 измеряется как разность уровней между поверхностью 106 и верхней частью 208 поднятого края 204. Поднятые края, такие как 204 и 206, обеспечивают, помимо прочих преимуществ, локальное механическое усиление для каждой сквозной пустоты или каждого сквозного отверстия. Кроме того, более глубокие пустоты создают более глубокие «отпечатки» в полученном нетканом материале, а также приводят, например, к большим объемным весом и меньшей плотности. Следует заметить, что отношение Δx1/Δx2 может быть равно 1,1 или больше, а отношение Δу1/Δу2 может быть равно 1,1 или больше во всех случаях. Альтернативно, может быть использована противоположная геометрия. Например, диаметр пустот или отверстий на соприкасающейся с листом поверхности может быть больше, чем диаметр пустот или отверстий на поверхности, соприкасающейся с деталями машины. Альтернативно, в некоторых или во всех случаях отношение Δх1/Δх2 может быть равно 1 и отношение Δу1/Δу2 может быть равно 1 с формированием таким образом сквозных пустот цилиндрической формы. Кроме того, «выступ» может быть сформирован на одной или обеих поверхностях.
Наряду с тем, что формирование сквозных пустот, имеющих поднятые края, в поддерживающем элементе может быть выполнено с использованием лазерного устройства, использование других устройств, способных оказывать подобное воздействие, также предусмотрено. Может быть использовано механическое пробивание или тиснение с последующим пробиванием. Например, на поверхности нетканого поддерживающего элемента может быть выполнено тиснение заданного рисунка, содержащего выступающие части и соответствующие углубления. Затем, например, каждый выступ может быть пробит механическим способом или просверлен при помощи лазера.
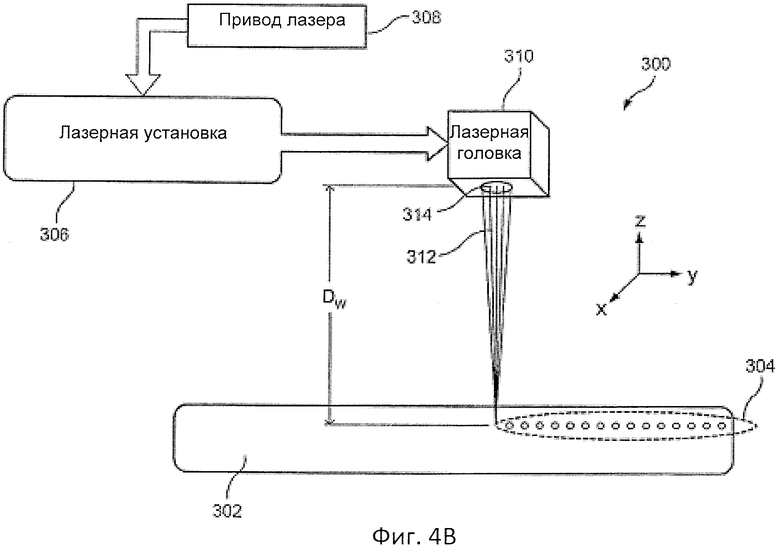
На фиг.4В изображен вариант реализации системы 300 для формирования сквозных пустот 304 в поддерживающем элементе 302. Система 300 может содержать лазерное устройство 306, привод 308 лазера, лазерную головку 310 и механические зажимные приспособления, на которых расположен поддерживающий элемент 302.
Привод 308 лазера регулирует различные условия, которые изменяют генерируемый лазером продукт. Например, привод 308 лазера может учитывать регулирование выходной мощности лазера и обеспечение различных модуляционных характеристик. Например, лазер может генерировать импульсы в течение заданного или непрерывного периода времени, посредством чего длительность импульса может быть настроена на определенный диапазон.
Лазерная головка 310 подводит падающее оптическое излучение 312 на поддерживающий элемент 302 через выпускное отверстие 314 для формирования сквозных пустот 304. Падающее оптическое излучение 312 может быть подвергнуто действию различных компонентов, формирующих оптический пучок различной формы, перед выходом из выпускного отверстия 314. Например, может быть использовано различное расположение оптических линз для достижения требуемого рабочего расстояния (т.е. Dw) между выпускным отверстием 314 лазерной головки 310 и верхней поверхностью поддерживающего элемента 302. Кроме того, оптические разветвители, изоляторы, поляризаторы, щели и/или другие компоненты могут быть использованы для изменения различных свойств, связанных с падающим оптическим излучением 312, выходящим из лазерной головки 310. Например, регулирование размера и формы пятна может быть одним требуемым свойством. Фактически, падающее оптическое излучение просверливает (или вырезает) сквозные отверстия или сквозные пустоты в поддерживающем элементе 302. Кроме того, то же самое устройство может быть использовано для гравирования или травления рисунков из желобков, непрерывных или прерывистых, прямолинейных, волнистых или синусоидальных внутри поверхности. Кроме того, также могут быть вытравлены логотипы.
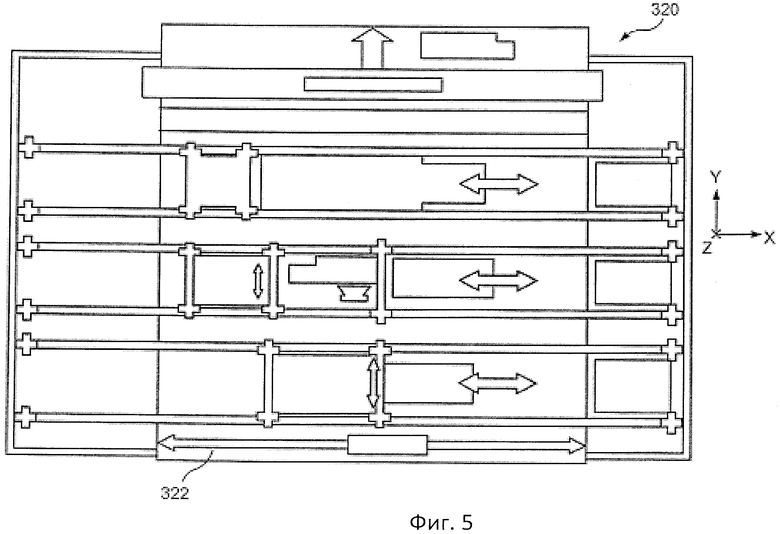
Поддерживающий элемент 302 может быть установлен или расположен на подходящем устройстве 320 (например, на таком, какое изображено на фиг.5), имеющем разные механизированные компоненты, направляющие, ролики и т.д. для облегчения перемещения поддерживающего элемента 302 и/или лазерной головки 310 в определенном направлении Х и У координат. Путем управления перемещением поддерживающего элемента 302 в направлении Х и У координат на нем может быть создан рельеф поверхности из сквозных пустот, желобков, рисунков, логотипов и т.д согласно различным требуемым рисункам. Дополнительно к перемещению в направлении Х и У координат расстояние Dw может быть изменено путем установки лазерной головки 310 на механизированную платформу, обеспечивающую перемещение в направлении координаты Z. Можно разработать систему, посредством которой лазерная головка перемещается в трех направлениях, в то время как поддерживающий элемент остается неподвижным. Альтернативно, лазерная головка может перемещаться поперек поддерживающего элемента в поперечном машинному направлении ("ПН") по оси «X» (поперек машинному направлению), в то время как поддерживающий элемент перемещается в машинном направлении ("МН") или по оси «У». Кроме того, можно установить систему, в которой поддерживающий элемент перемещается в трех направлениях относительно механически зафиксированной лазерной головки.
На фиг.5 изображен приведенный в качестве примера вариант реализации устройства 320, используемого для формирования сквозных пустот в ленте или рукаве согласно одному аспекту изобретения. Следует понимать, что поддерживающий элемент 322, изображенный на фиг.5, является относительно короткой частью полной ленты поддерживающего элемента 322. Там, где поддерживающий элемент 322 является бесконечным, наиболее практичным будет установить его вокруг пары валов, не изображенных на чертеже, но хорошо знакомых специалистам. В такой ситуации устройство 320 будет расположено на одной из двух сторон, наиболее удобно на верхней стороне, поддерживающего элемента 322 между двумя валами. Однако независимо от того, является поддерживающий элемент 322 бесконечным или нет, предпочтительно, когда в процессе он расположен с соответствующим натяжением. Более того, для предотвращения провисания поддерживающий элемент 322 во время перемещения через устройство 320 может снизу поддерживаться горизонтальным поддерживающим элементом.
Теперь обратимся к фиг.5, на которой поддерживающий элемент 322 показан перемещающимся наверху через устройство 320, как реализован способ согласно настоящему изобретению, устройство 320 содержит последовательность из нескольких позиций, через которые поддерживающий элемент 322 может проходить с определенным шагом, в то время как из него изготовляют ленту или рукав.
Описанный выше вариант реализации ленты или рукава представляет собой один пример поддерживающего элемента, который будет изготовлен согласно представленным в настоящем описании системам и способам. Требуемые характеристики указанных сквозных пустот, сформированных в ленте или рукаве, улучшают одну или более характеристику, связанную с производством нетканых изделий, изготовленных на машине для гидросплетения или гидроспутывания.
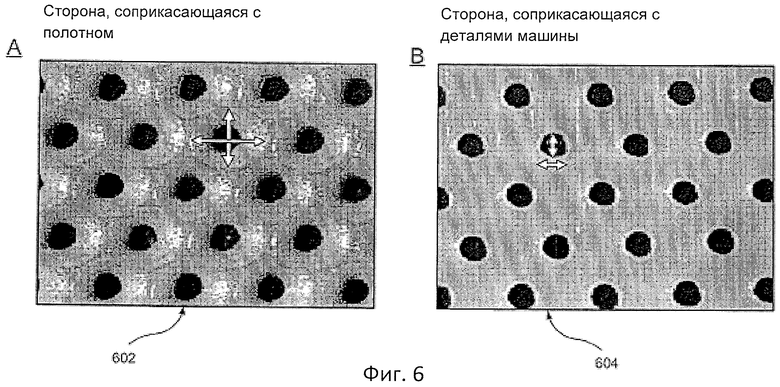
На фиг.6 изображены соприкасающаяся с листом сторона и сторона, соприкасающаяся с деталями машины, поддерживающего элемента, изготовленного согласно одному аспекту настоящего изобретения. Изображение 602 иллюстрирует сквозные пустоты в поддерживающем элементе, как они видны из верхней стороны или со стороны, соприкасающейся с листом, поддерживающего элемента. Изображение 604 иллюстрирует сквозные пустоты в поддерживающем элементе, как они видны из нижней стороны поддерживающего элемента (т.е. со стороны, соприкасающейся с деталями машины). Критерии сквозной пустоты предназначены для достижения круглых сквозных пустот, содержащих верхний открытый участок на стороне, соприкасающейся с листом. Как видно на изображениях 602 и 604, на соприкасающейся с листом стороне расположены большие отверстия (фиг.6) по сравнению с отверстиями, расположенными на стороне, соприкасающейся с деталями машины (фиг.6). Сквозные пустоты могут быть просверлены с использованием С02 лазера, который можно запрограммировать или эксплуатировать для генерации оптических импульсов предварительно заданной длительности.
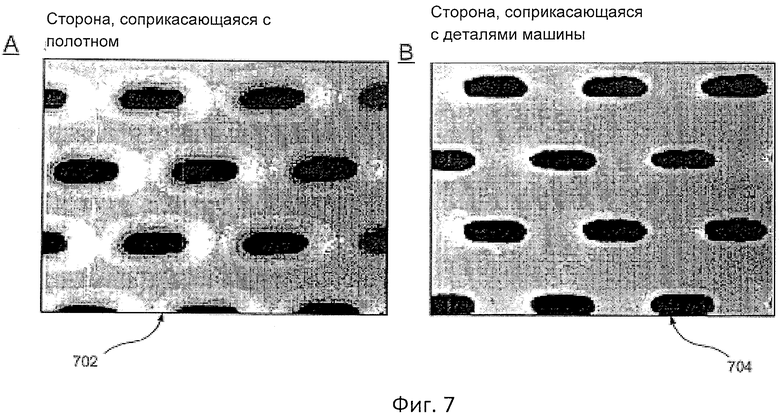
На фиг.7 изображен поддерживающий элемент, изготовленный согласно одному аспекту настоящего изобретения. Изображение 702 иллюстрирует сквозные пустоты в поддерживающем элементе, как они видны из верхней поверхности поддерживающего элемента (т.е. со стороны, соприкасающейся с листом). Изображение 704 иллюстрирует сквозные пустоты в поддерживающем элементе, как они видны из нижней стороны поддерживающего элемента (т.е. со стороны, соприкасающейся с деталями машины). В данном случае критерии сквозной пустоты представляли собой достижение овальных сквозных пустот, имеющих верхний открытый участок на соприкасающейся с листом стороне относительно противоположной стороны или стороны, соприкасающейся с деталями машины поддерживающего элемента. На изображениях 702 и 704 изображены большие отверстия (фиг.7) на верхней или соприкасающейся с листом стороне по сравнению с отверстиями на нижней или соприкасающейся с деталями машины поверхности (фиг.7). Указанные сквозные пустоты также могут быть просверлены с использованием СО2 лазера, который можно запрограммировать или эксплуатировать для генерации оптических импульсов предварительно заданной длительности. Как проиллюстрировано на фиг.7, форма сквозных отверстий является по существу овальной по сравнению со сквозными пустотами, показанными на фиг.6. Различные факторы и/или параметры (например, скорость сверления) могут вносить вклад в разницу в форме сквозной пустоты и открытых участков сквозных пустот (%) соответствующим обеим поверхностях поддерживающего элемента, соприкасающейся с листом и соприкасающейся с деталями машины.
В похожем примере на фиг.8 проиллюстрированы изображения сквозных отверстий на обеих поверхностях, соответствующих стороне, соприкасающейся с листом, 902 и стороне, соприкасающейся с деталями машины, 904, на которых верхние и нижние отверстия сквозных пустот имеют по существу прямоугольную форму. Аналогично, согласно другому приведенному в качестве примера варианту реализации на фиг.9 изображены полученные экспериментальным путем рисунки из пустот для формирования сквозных пустот согласно еще одному аспекту изобретения. В некоторых примерах могут потребоваться сквозные пустоты увеличенного размера. Например, показанные на фиг.9 изображения 1010 и 1012 соответствуют сквозным пустотам, которые сформированы на основании различных рабочих параметров, таких как, но не ограниченных ими, скорость сверления, частота и показатель медленной частотной модуляции, выходная мощность лазера и т.д. Соответственно, форма отверстий 1014 сквозных пустот на поверхности, соответствующих изображению 1010, является по существу круглой, тогда как форма отверстий 1016 сквозных пустот на поверхности, соответствующих изображению 1012, является по существу прямоугольной. Одним фактором, помимо прочих, влияющим на форму отверстий на поверхности, может быть скорость сканирования (т.е. мм/с) лазера, когда падающее излучение перемещается от одного положения к другому для формирования следующей сквозной пустоты в поддерживающем элементе.
В другом варианте структура поддерживающего элемента содержит соприкасающуюся с листом поверхность, имеющую структуру разветвленных сквозных пустот, приспособленную для придания нетканому изделию текстуры. На фиг.10 изображены примеры поперечного сечения структуры 10 поддерживающего элемента, содержащей структуру разветвленной пустоты или отверстия 11, содержащую маленькие отверстия 10а и 10b на соприкасающейся с листом стороне 12, которые наклонены таким образом, что они сливаются в большую пустоту 10е на противоположной стороне поверхности 14. Как изображено, разветвленное отверстие 11 также может быть сформировано так, чтобы включать поднятые края или отбортовки 16, смежные с окружностями отверстий 10а и 10b. Несмотря на то что на фиг.10 не показано, поднятые края или отбортовки также могут быть сформированы смежно с окружностью большей пустоты 10е на противоположной стороне 14 структуры поддерживающего элемента. Хотя отверстия 10а и 10b изображены как сливающиеся в пустоту 10е, может быть спроектирована структура разветвленных пустот, содержащая три или более отверстий, например 10а, 10b, 10с и 10а, сливающихся в большую пустоту 10е, как изображено на фиг.10В и 10С, посредством чего могут быть сформированы отбортовки смежные или с отверстиями меньшего диаметра на соприкасающейся с листом стороне, или с отверстиями большего диаметра на противоположной стороне, или рядом с отверстиями обоих видов. Пустоты могут быть прямыми (цилиндрическими) или коническими. Например, могут быть разработаны конические отверстия различных рисунков, так что они больше и правильно распределены на одной стороне, такой как соприкасающаяся с листом сторона, тогда как сквозные отверстия на противоположной стороне, соприкасающейся с деталями машины, могут быть по существу выровнены в МН, посредством чего, например, улучшается осушение. Указанная разветвленная пустота может быть сформирована в изображенной структуре или в слоистом основании. Пустоты могут быть сформированы несколькими способами перфорирования или их комбинацией, включая сверление лазером, механическое пробивание и тиснение. Например, пустоты могут быть сформированы комбинированием сверления лазером с тиснением или перфорации лазером с травлением/гравированием лазером и т.д.
Такая структура обеспечивает большое число небольших отверстий в структуре поддерживающего элемента, наряду с обеспечением небольшого долгосрочного удлинения поддерживающего элемента в машинном направлении МН, а также с обеспечением жесткости при изгибе в поперечном машинному направлении ПН. Кроме того, такая структура может быть приспособлена для того, чтобы, например, формировать отверстия в структуре поддерживающего элемента меньшего диаметра, чем толщина подложки, без образования, например, закупоренных из-за загрязнения отверстий.
Пустоты большего диаметра на верхней поверхности и пустоты меньшего диаметра на противоположной стороне, соприкасающейся с деталями машины, могут иметь, например, захват, форму и/или ориентацию волокон, расположенных на структуре поддерживающего элемента, в заданном рисунке и сформировать нетканое изделие с большим объемным весом.
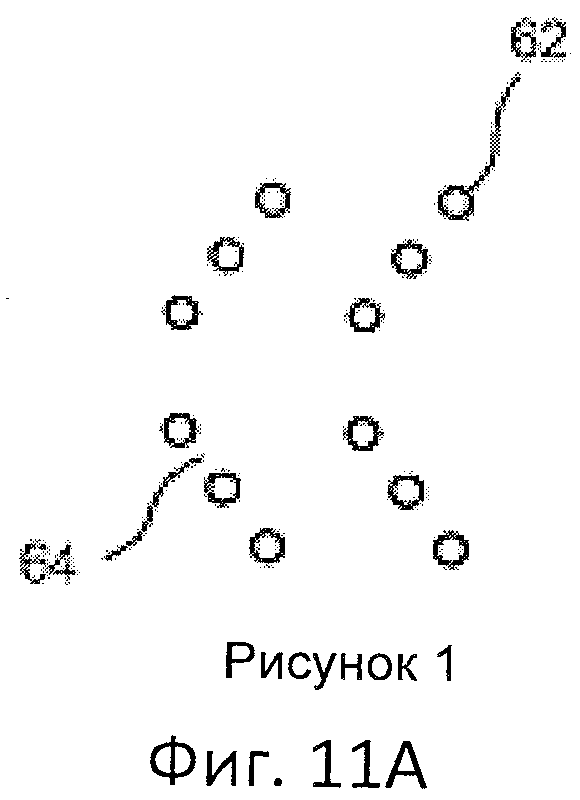
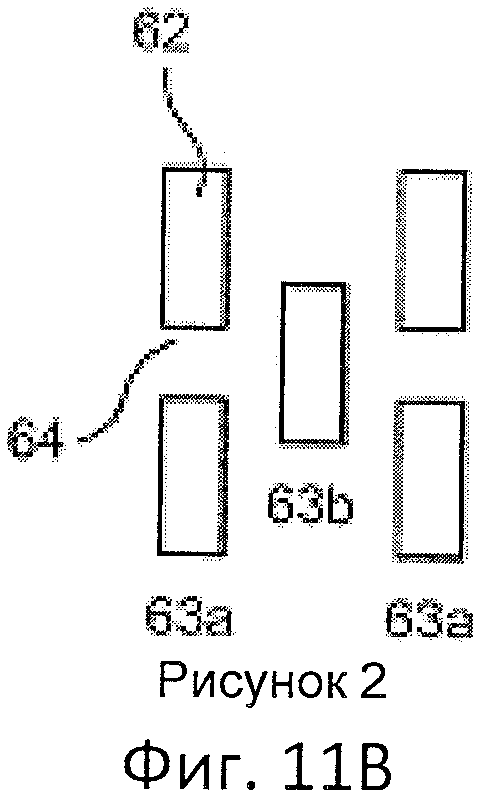
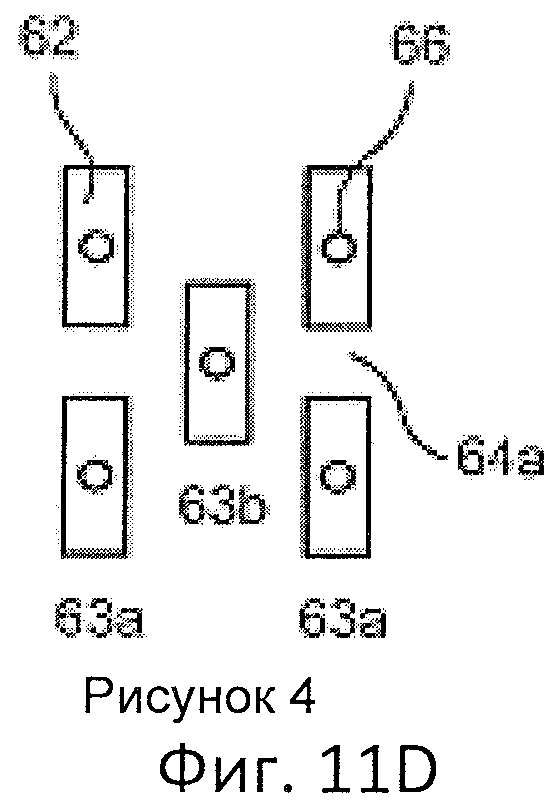
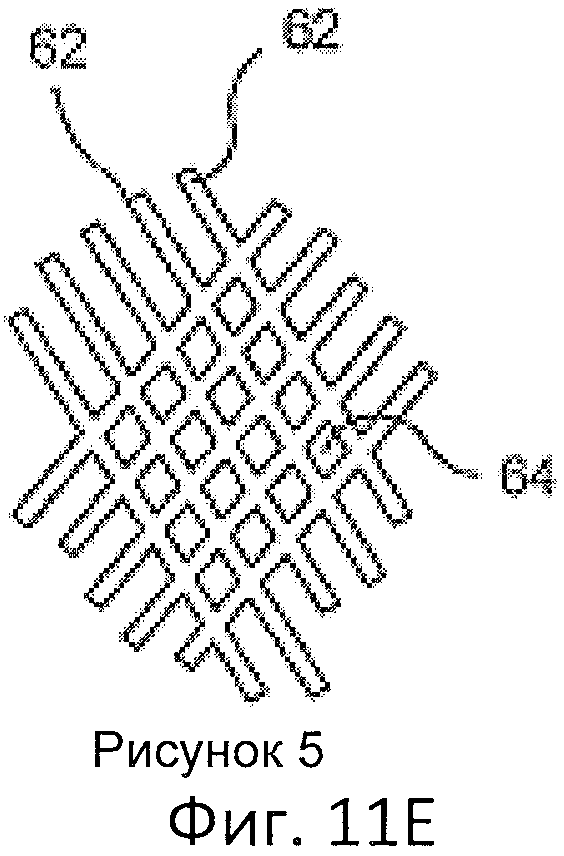
На фиг.11А-11Е изображены рисунки контактных площадок и соответствующих углублений, сформированные, например, гравированием или вырезанием, на которых отмеченные участки представляют собой контактные площадки 62. На фиг.11D изображена пустота или отверстие 66 в контактных площадках. Фактурные рисунки могут быть одинаковыми и повторяющимися, неодинаковыми и повторяющимися, а также неодинаковыми и случайными. Контактные площадки 62 фактурного рисунка включают отдельные островки 62 или непрерывные площадки (не показаны), и углубления 64 могут включать отдельные островки или непрерывные площадки 64. Форма островка может быть круглая, продолговатая, квадратная, прямоугольная, трапециевидная, пятиугольная, шестиугольная, ромбовидная, в форме усеченного конуса, треугольная или в форме другого многоугольника. На фиг.11А изображен рисунок, имеющий примерно 3 контактные площадки 62 на см2. На фиг.11В и 11D изображен рисунок, содержащий прямоугольные отдельные контактные площадки 62 размером примерно 2,0 мм на 1,0 мм и непрерывные углубления 64, которые разделяют направляющие колонки 63а и 63b отдельных контактных площадок 62, размером примерно 1,0 мм. Другие колонки 63а контактных площадок 62 разделены углублениями 64а размером примерно 1 мм.
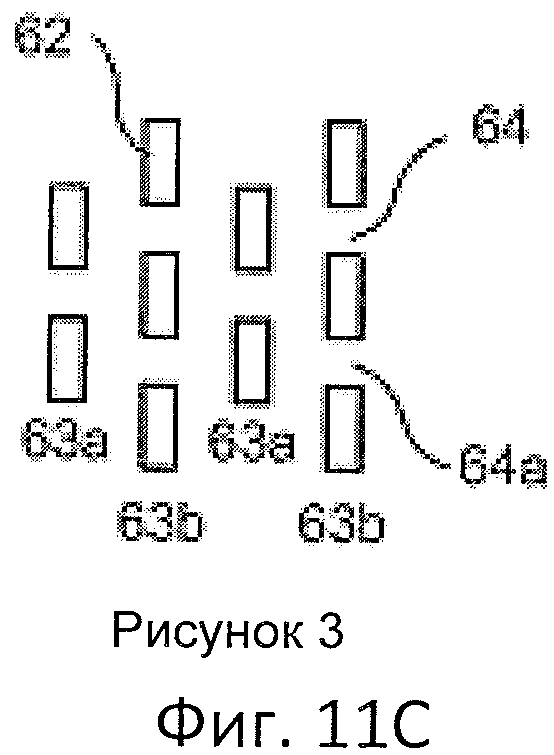
На фиг.11С изображен рисунок, содержащий прямоугольные отдельные контактные площадки 62 размером примерно 0,5 мм на 1,0 мм и непрерывные углубления 64а, которые разделяют направляющие колонки 63а и 63b отдельных контактных площадок, размером примерно 0,5 мм. Другие колонки 63а контактных площадок 62 разделены углублениями 64а размером примерно 0,5 мм. На фиг.11Е изображен рисунок, содержащий перекрещенные по диагонали непрерывные контактные площадки 62 и отдельные, квадратные или ромбовидные углубления 64, в котором каждое углубление и контактная площадка имеют ширину около 1 мм и площадь отдельного углубления 64 составляет примерно 1,0 мм2.
На фиг.12 изображена схема ленты/рукава 70, изготовленного согласно одному варианту реализации изобретения. Как изображено на чертеже, лента/рукав 70 гравированы перекрещивающимся рисунком, так что пара пустот 76 находится во впадинах 71, где они перекрещиваются на определенных предварительно заданных местах. Таким образом, пустоты 76 ориентированы, главным образом, вдоль линий в МН. Расположение пустот 76 также вносит вклад в текстуру конечного нетканого изделия путем локализованной переориентации волокон, в то время как жидкость (воздух или вода или и то, и другое) проходит через пустоты 76 от текстурированной поверхности сквозь остальную часть структуры.
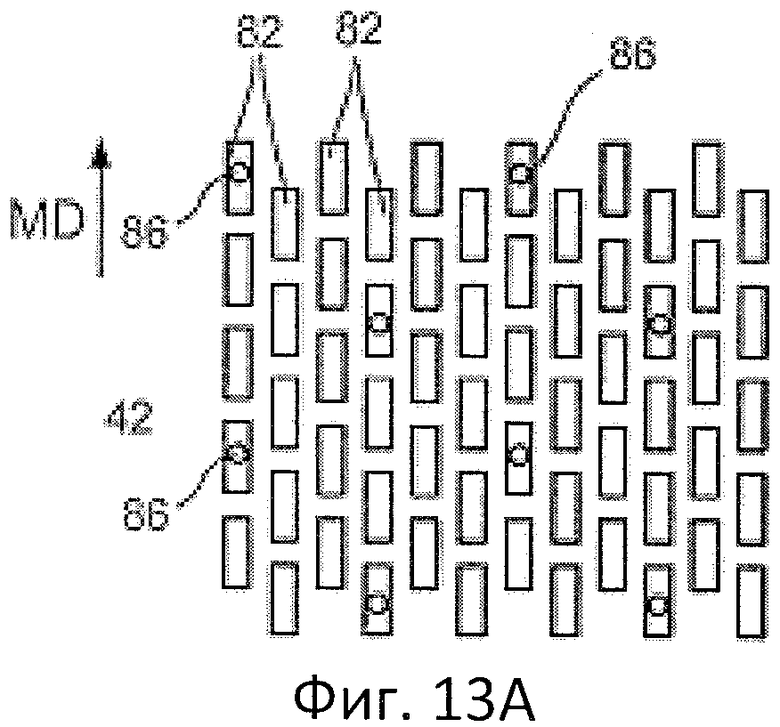
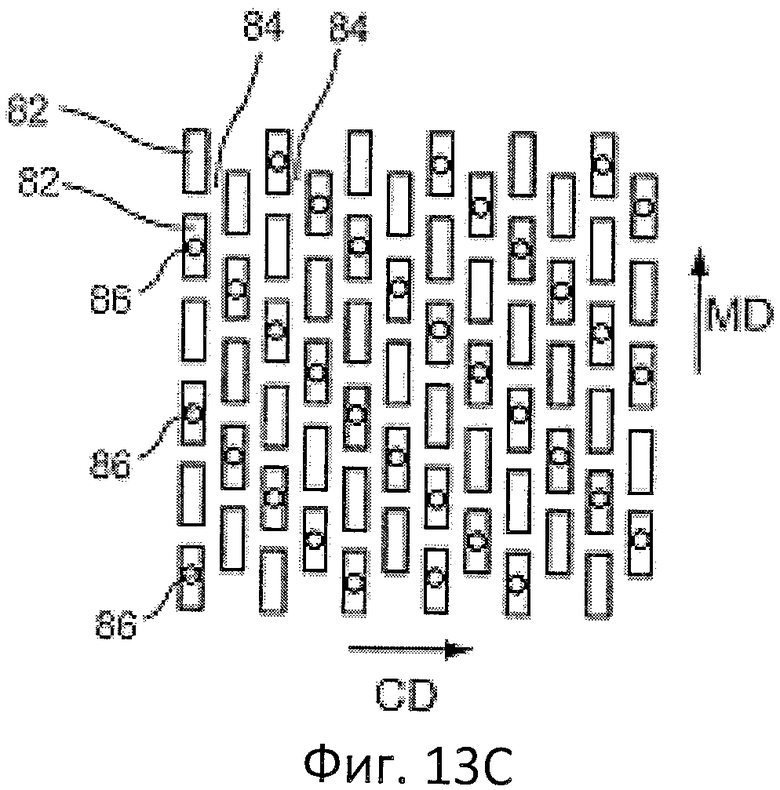
На фиг.13А-13С изображены различные рисунки контактных площадок 82 и углублений 84 со сквозными отверстиями 86, сформированными в требуемом рисунке сквозь некоторые площадки. Непрерывные контактные площадки 82 или углубления 84 могут быть расположены прямо по отношению к МН, прямо по отношению к ПН; под углом к МН или ПН; или в двух отдельных группах под углом к МН или ПН. Углы двух групп могут быть одинаковыми или разными. Непрерывные контактные площадки 82 или углубления 84 могут быть криволинейными и/или прямолинейными. Кроме того, непрерывные контактные площадки 82 или углубления 84 могут быть одновременно и прямолинейными, и криволинейными или непрерывные контактные площадки 82 или углубления 84 могут иметь криволинейные или прямолинейные участки. Углубления могут быть сформированы при помощи любого из способов: тиснением, вырезанием или гравированием. Как изображено на фиг.13А, рисунок содержит примерно 4 отверстия 86 на см2 в каждом третьем рисунке в МН и ПН, тогда как на фиг.13В изображен рисунок, имеющий примерно 7 отверстий 86 на см2 в каждом втором рисунке в ПН и в каждом втором рисунке в МН. И на фиг.13С изображено примерно 12 отверстий 86 на см2. На каждой фиг.13А-13С пустоты 86 показаны на контактных площадках 82, которые являются отдельными островками и прямоугольными.
Следует заметить, как выше упомянуто, что обычно ленты, используемые при получении нетканых изделий, не придают изготовленным на них нетканым изделиям характерную структуру, отличающуюся от структуры, полученной при помощи ткацких рисунков и мест переплетения. Такая структура ограничена фактическими размерами нитей, которые могут быть использованы для ткачества. «Структура» относится к изменениям основной массы и/или плотности нетканого материала, которые больше, чем основная масса и/или плотность в обычном нетканом материале, и вследствие обычных изменений. Однако «структура» также может относиться к текстуре, или рисунку, или конструкции волоконного нетканого полотна. Обычно такие «структурированные» нетканые материалы являются мягкими и имеют большой объемный вес с высокой впитывающей способностью. Структурированные нетканые материалы могут быть более мягкими, более впитывающими и имеющими меньшую основную массу по сравнению с неструктурированными неткаными материалами. Ленты или рукава согласно изобретению придают изготовленному на нем нетканому материалу требуемую структуру, основную массу, плотность, текстуру, тактильное ощущение и/или рисунок.
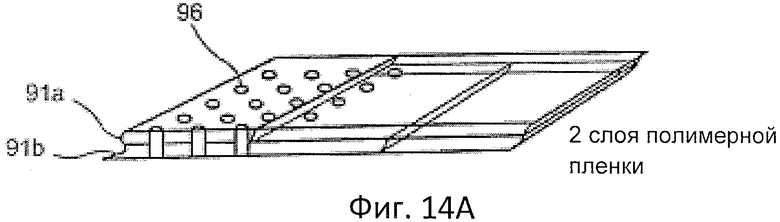
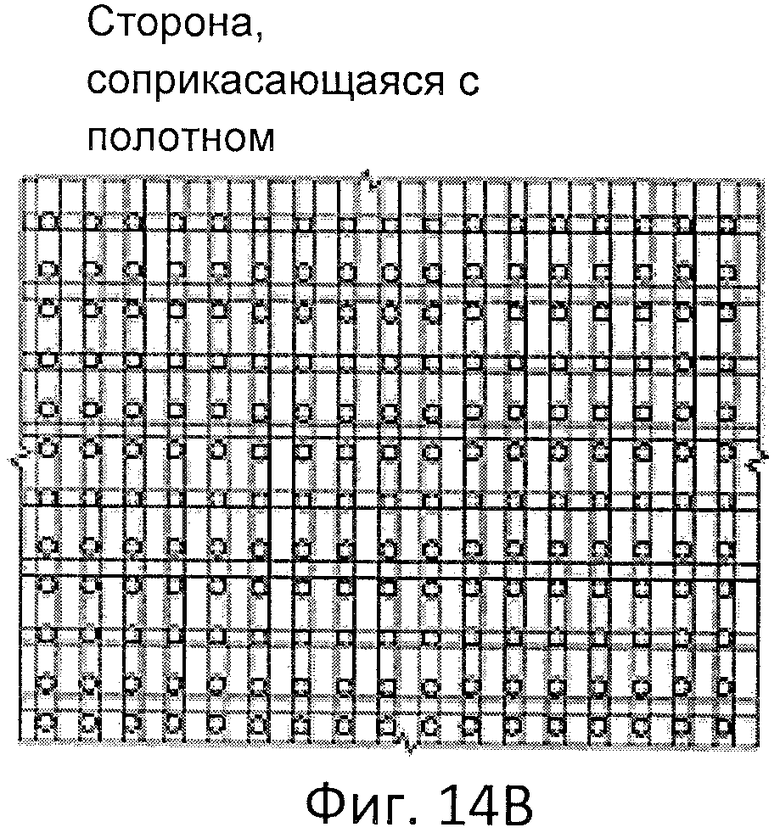
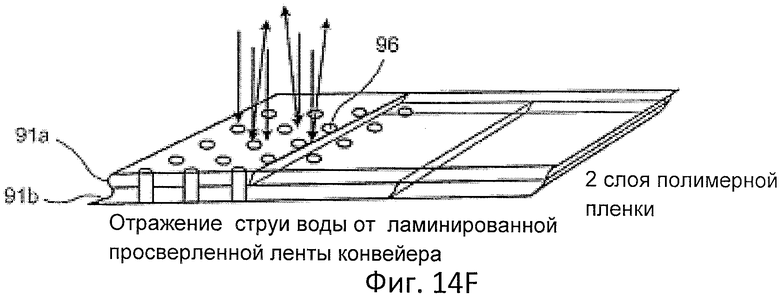
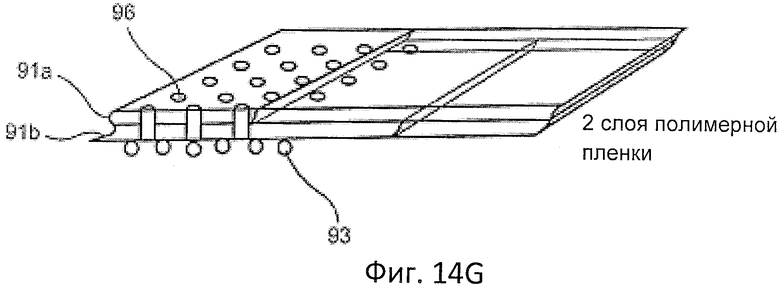
Как изображено на фиг.14А-14G, еще в одном варианте реализации лента или рукав могут быть изготовлены из экструдированной или ламинированной пленки 91, в которой сформированы отверстия 96 для достижения требуемой проницаемости для воздуха. Поддерживающая структура (не показана) может быть прикреплена к одной или обеим сторонам одной или обеих пленок 91а и 91b. Указанные отверстия 96 могут иметь различные диаметры примерно от 0,2 мм до 5,0 мм, отверстия 96 могут быть сконструированы таким образом, чтобы находиться под различными углами по отношению к плоскости поддерживающего элемента. Отверстия 96 могут быть круглыми, квадратными, овальными или любой другой заданной формы, например звездообразной.
Как изображено на фиг.14А, положение отверстий 96 на поверхности поддерживающего элемента может быть равномерным или случайным. Кроме того, отверстия 96 могут быть распределены с конкретной плотностью на заданном участке поддерживающего элемента или равномерно по всей поверхности в зависимости от требований к изготовленному нетканому материалу. Кроме того, пустоты 96 могут также иметь форму линий, которые вырезаны или гравированы внутри поддерживающего элемента для создания рисунков, например логотипов. Поддерживающий элемент может быть изготовлен с использованием одного слоя или множества слоев полимерных пленок 91а и 91b с армированием волокна или без армирования (тканого или нет). Структура поддерживающего элемента также может быть изготовлена как «сэндвич» с тканым или нетканым слоем, ламинированным между полимерными пленками, как в случае с уже раскрытыми в настоящем описании основами. Указанное армирование может повысить механическую стабильность структуры ткани.
Поверхность поддерживающего элемента может быть гравирована для создания рельефа поверхности, такого как ячеистая структура или другой рисунок, или может быть подвергнута дальнейшей обработке для конкретных областей применения, таким как рассеивание статического заряда или отделение загрязнений/грязи. Кроме того, поверхность поддерживающего элемента может быть гравирована для создания рельефа поверхности для различных рисунков, а также логотипов.
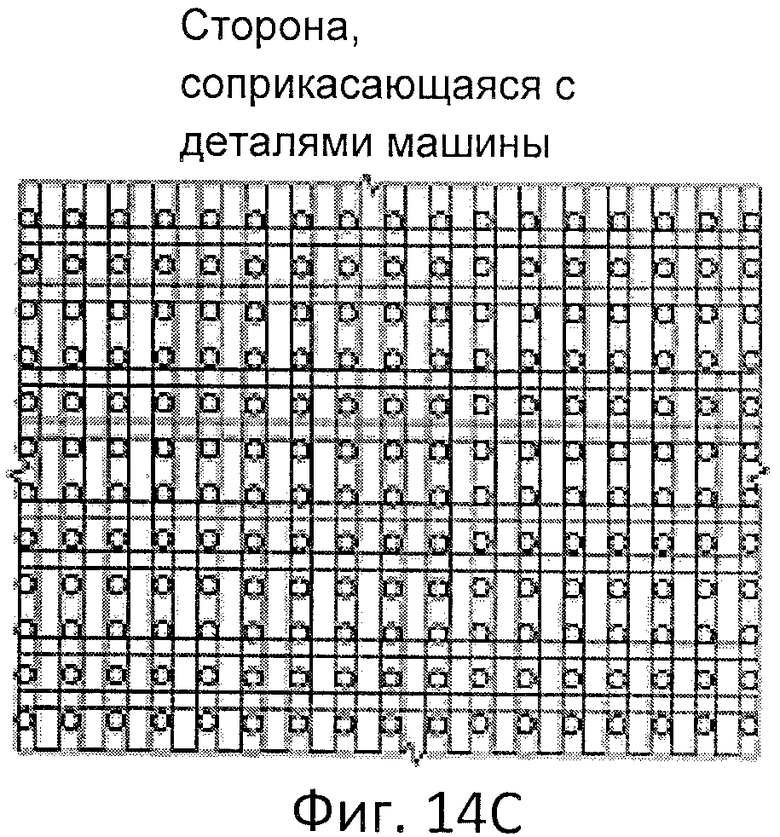
Как изображено на фиг.14F, использование поддерживающего элемента указанного типа обеспечивает лучшее отражение энергии при использовании процесса с использованием водяных струй (гидроспутывание) по сравнению со стандартными ткаными лентами. Например, структура приводит к улучшенному сплетению волокон, а также предотвращает проникновение захваченных волокон в щели или места переплетения тканой структуры. В результате улучшается сплетение волокон и снижается выщипывание волокон, например нетканое изделие лучше снимается с ленты указанного поддерживающего элемента или переносится к следующей позиции в процессе.
Как изображено на фиг.14G, соприкасающаяся с деталями машины сторона ткани изготовлена с рельефом поверхности, желобками или дополнительным моноволокном 93 с целью создания более высокой степени осушения.
На фиг.15 изображен перспективный вид непрерывного поддерживающего элемента, или ленты, или рукава 1110, сформированного согласно одному варианту реализации. Согласно указанному варианту, лента или рукав 1110 содержит внутреннюю поверхность 1112 и наружную поверхность 1114 и сформирован намоткой спиралью промежуточной полосы 1116, изготовленной с использованием, одного или нескольких способов и систем, рассмотренных выше. Промежуточная полоса 1116 может быть намотана спиралью со множеством расположенных рядом друг с другом и соприкасающихся витков, расположенных по существу в продольном направлении вокруг отрезка ленты или рукава 1110, в силу спиральной формы, в которой сформирована лента или рукав 1110.
Приведенный в качестве примера способ, посредством которого может быть изготовлена лента или рукав 1110, описан в предварительной заявке на патент США №61/147637, поданной 12 декабря 2008 г., и предварительной заявке на патент США №61/147637, поданной 27 января 2009 г., которые полностью включены в настоящее описание посредством ссылки. Например, промежуточная полоса 1116 может быть полоской или промышленным обвязочным материалом, которые описаны в настоящем описании. Поскольку лента 1110 изготовлена намоткой спиралью промежуточной полосы 1116 и не является тканым поддерживающим элементом, ее наружная поверхность 1112 является гладкой и непрерывной и отсутствуют места переплетения, препятствующие тому, чтобы поверхность тканого поддерживающего элемента была совершенно гладкой. Предпочтительно, промежуточная полоса может быть, например, полосой термопластичного материала, такого как пленка, фольга или обвязочная лента, и может быть сделана из любого полимера, предпочтительно полиэтилентерефталата (ПЭТФ). Однако также могут быть использованы другие материалы, такие как другие полиэфиры (например, полиэтилен нафталат (ПЭН) или полифениленсульфид (ПФС). Кроме того, могут быть использованы полиамиды, полиэфирэфиркетон (ПЭЭК). По отношению к слоистому материалу, состоящему из одного или двух слоев, каждый слой может быть сформирован из одинаковых или разных материалов. Пленка, фольга или обвязочная лента могут быть одноосно- или двуосно-ориентированными с достаточным модулем и стабильностью в обоих МН и ПН, чтобы работать, как задумано. Кроме того, пленка, фольга или обвязочная лента могут содержать армирующие волокна в МН или ПН, или обоих МН и ПН, или в любом произвольном направлении. Армирующие волокна могут быть включены в процессе экструзии или пултрузии, где волокна могут быть экструдированы или получены пультрузией вместе с материалом, формирующим пленку или фольгу. Армирующие волокна могут быть сформированы из высокомодульного материала, такого как, например, арамиды, включая Kelvar ® и Nomex®, но этим не ограничиваются, и могут придавать пленке или фольге дополнительную прочность, модуль, износоустойчивость и/или трещиностойкость.
Кроме того, промежуточная полоса может быть покрыта, например, для улучшенного снятия листа с поддерживающего элемента и/или структурной целостности промежуточной полосы. Вышеуказанные структуры затем могут быть перфорированы и на них могут быть нанесены рисунки описанным ранее способом.
Поддерживающий элемент согласно изобретению может содержать один или более дополнительный слой на верхней или нижней поверхности подложки только для обеспечения функциональности, но не для армирования. Например, в качестве дополнительных слоев могут быть использованы тканые или нетканые материалы, системы нитей в МН и ПН, навитые спиралью полосы тканого материала шириной меньше ширины поддерживающего элемента, волоконных полотен, пленок или их комбинации, и могут быть прикреплены к подложке любым подходящим известным способом. Ламинирование термоскреплением и химическим скреплением являются лишь несколькими примерами.
Использование поддерживающего элемента, описанного в настоящем описании, может приводить к формированию нетканого изделия большей толщины и меньшей плотности по сравнению с изделиями, полученными с использованием известных из уровня техники тканей. Большая толщина и невысокая плотность приводят к формированию более мягкого изделия, имеющего увеличенную впитывающую способность, причем обе указанные характеристики являются очень важными.
Поддерживающий элемент, или лента, или рукав согласно настоящему изобретению могут быть проницаемыми для воздуха в диапазоне от 100 до 500 кубических футов в минуту (2,83-14,15 м3/мин). При необходимости могут быть добавлены дополнительные слои. Поддерживающий элемент может быть изготовлен из любого полимера, как обсуждалось выше, такого как экструдируемые термопластики или резины, в которых поперечные связи образуются при комнатной температуре, под действием УФ и при нагреве, например в семействах полиэфирных, акриловых или полиуретановых сополимеров. Материалы выбраны так, чтобы гарантировать использования процесса гидросплетения, в котором может быть использовано давление потока вплоть до 250 бар.
Несмотря на то что в выше описанном варианте реализации указан предпочтительный диаметр отверстий или сквозных пустот, отверстия или сквозные пустоты могут иметь различные диаметры в диапазоне от 0,01 до 5 мм с различными входными углами на поверхности ленты или рукава. Форма отверстий может быть круглой, квадратной, овальной или любой другой конкретной, такой как звездообразная. Отверстия на поверхности конвейера могут быть расположены случайным образом, с конкретной плотностью на некоторых участках или распределены равномерно в зависимости от требуемого эффекта. Кроме отверстий на поддерживающем элементе могут быть гравированы или вытравлены линии, желобки или логотипы. Кроме того, поддерживающий элемент может быть сделан слоистым со слоем тканого или нетканого материала, ламинированным между двумя или более слоями, например, полимерной пленки. Такое армирование улучшает механические характеристики и стабильность конечного изделия.
Поверхность поддерживающего элемента может быть обработана химическим покрытием для специальных областей применения, таким как обеспечивающее рассеивание статического заряда отделение загрязнений/грязи, увеличивающими срок службы и т.д. Использование поддерживающего элемента такого типа обеспечивает лучшее отражение гидравлической энергии по сравнению со стандартной тканой лентой. Поддерживающий элемент такого типа улучшает спутывание волокон в нетканом материале и предотвращает проникновение волокон в щели/отверстия/пустоты поддерживающей ленты, которое может привести к потере волокон или вызвать сложности при снятии нетканого материала аккуратно и равномерно с поддерживающей ленты/рукава, как можно наблюдать в тканых конвейерных лентах. Результат представляет собой: лучшее спутывание волокон и меньшее выщипывание волокон, как следствие, улучшается снятие полотна с поддерживающего элемента или перенос его с указанной ленты на другую ленту или на другую позицию. Соприкасающаяся с деталями машины сторона поддерживающего элемента может содержать рельеф поверхности или желобки или может быть ламинированной моноволокнами для более высокой степени осушения.
Конечный результат представляет собой улучшенную ленту или рукав, которые функционируют вместо традиционных тканых ленты или рукава и придают изготовленным на них нетканым материалам требуемые физические характеристики, такие как объемный вес, внешний вид, текстура, впитывающая способность, прочность и тактильные ощущения.
Несмотря на то что в настоящем описании представлено подробное описание предпочтительных вариантов реализации и их модификаций, следует понимать, что изобретение ими не ограничивается и специалистами могут быть реализованы другие модификации и изменения без отступления от сущности и объема изобретения, который определен прилагаемой формулой.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОНИЦАЕМАЯ ЛЕНТА ДЛЯ ПОЛУЧЕНИЯ НЕТКАНЫХ МАТЕРИАЛОВ | 2009 |
|
RU2663407C2 |
| ПРОНИЦАЕМАЯ ЛЕНТА ДЛЯ ПОЛУЧЕНИЯ НЕТКАННЫХ МАТЕРИАЛОВ | 2009 |
|
RU2520935C2 |
| ТЕХНИЧЕСКАЯ ТКАНЬ ДЛЯ ПРОИЗВОДСТВА НЕТКАНЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2519923C2 |
| ТЕХНИЧЕСКАЯ ТКАНЬ, СОДЕРЖАЩАЯ СПИРАЛЬНО НАВИТЫЕ ПОЛОСЫ МАТЕРИАЛА | 2009 |
|
RU2530370C2 |
| ТЕХНИЧЕСКАЯ ТКАНЬ, СОДЕРЖАЩАЯ НАВИТЫЕ ПО СПИРАЛИ ПОЛОСЫ МАТЕРИАЛА С УСИЛЕНИЕМ | 2013 |
|
RU2633270C2 |
| ПРОНИЦАЕМЫЙ РЕМЕНЬ ДЛЯ ПРОИЗВОДСТВА ТКАНИ, МАТЕРИИ И НЕТКАНОЙ ПРОДУКЦИИ | 2008 |
|
RU2507334C2 |
| ПРОМЫШЛЕННАЯ ТКАНЬ, СОДЕРЖАЩАЯ ПОЛУЧЕННЫЕ СПИРАЛЬНОЙ НАМОТКОЙ ПОЛОСЫ МАТЕРИАЛА | 2009 |
|
RU2530371C2 |
| ТЕХНИЧЕСКАЯ ТКАНЬ, СОДЕРЖАЩАЯ НАВИТЫЕ ПО СПИРАЛИ ПОЛОСЫ МАТЕРИАЛА С УСИЛЕНИЕМ | 2013 |
|
RU2633267C2 |
| ТЕХНИЧЕСКАЯ ТКАНЬ, СОДЕРЖАЩАЯ НАВИТЫЕ ПО СПИРАЛИ ПОЛОСЫ МАТЕРИАЛА, И СПОСОБ ПРОИЗВОДСТВА ТАКОЙ ТКАНИ | 2013 |
|
RU2633195C2 |
| СВЕРХЭЛАСТИЧНАЯ ТКАНЬ И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОЙ ТКАНИ | 2012 |
|
RU2603560C2 |



Настоящее изобретение относится к поддерживающим элементам, таким как ленты или рукава, которые используют в производстве имеющих рисунок, маркированных или текстурированных нетканых изделий. Поддерживающий элемент, такой как лента или рукав, содержит рисунок рельефа поверхности на стороне, соприкасающейся с листом. На верхней поверхности поддерживающего элемента сформированы контактные площадки, соответствующие углубления, сквозные пустоты и/или желобки для создания рисунка рельефа поверхности. Контактные площадки, соответствующие углубления, сквозные пустоты и/или желобки могут быть сформированы гравированием, вырезанием, травлением, тиснением, механическим перфорированием или их комбинацией. Улучшенная лента или рукав придают изготовленному на них нетканому изделию требуемые физические характеристики, такие как объемный вес, внешний вид, текстура, впитывающая способность, прочность и тактильные ощущения. Технический результат заключается в улучшении сцепления волокон, уменьшении выщипывания волокон, улучшении снятия полотна или переноса его с указанного поддерживающего элемента на другой или на другую позицию. 3 н. и 42 з.п ф-лы, 15 ил.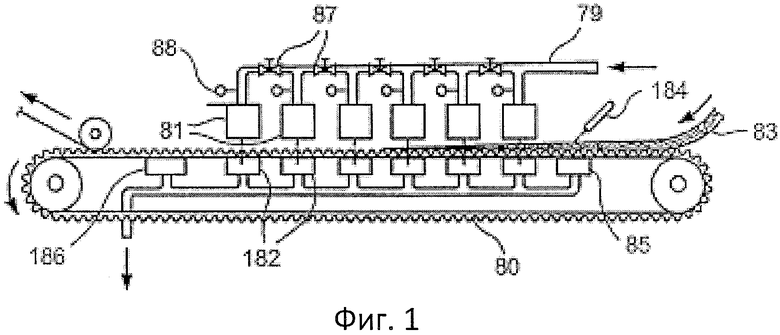
1. Непрерывный нетканый поддерживающий элемент для применения в способе гидросплетения или гидроспутывания, содержащий:
сквозные пустоты, каждая из которых содержит:
первое отверстие, соединенное с верхней поверхностью указанного поддерживающего элемента;
второе отверстие, соединенное с нижней поверхностью указанного поддерживающего элемента, и
по меньшей мере один поднятый край, смежный с окружностью по меньшей мере одного из указанных первого и второго отверстий,
при этом указанный приподнятый край образует непрерывную кромку вокруг указанного отверстия, указанная верхняя поверхность указанного поддерживающего элемента представляет собой поверхность контакта с листом, а указанная нижняя поверхность является стороной, соприкасающейся с деталями машины.
2. Поддерживающий элемент по п.1, в котором каждая из указанных сквозных пустот содержит по существу коническую или цилиндрическую внутреннюю поверхность.
3. Поддерживающий элемент по п.1, в котором указанный первый поднятый край и/или указанный второй поднятый край расположены на высоте примерно на 5-10 мкм выше указанной верхней поверхности.
4. Поддерживающий элемент по п.1, в котором указанные сквозные пустоты сформированы в промежуточной полосе, формирующей по меньшей мере один слой указанного поддерживающего элемента.
5. Поддерживающий элемент по п.4, в котором указанная промежуточная полоса представляет собой пленку, фольгу или промышленный обвязочный материал.
6. Поддерживающий элемент по п.5, в котором указанные пленка, фольга или промышленный обвязочный материал содержат армирующие волокна в МН, ПН, или МН и ПН, или в произвольном направлении.
7. Поддерживающий элемент по п.1, в котором на указанную верхнюю поверхность нанесено покрытие с целью улучшения снятия листа, отделения загрязнений/грязи, увеличения срока службы и/или структурной целостности.
8. Поддерживающий элемент по п.4, в котором промежуточная полоса намотана спиралью для образования требуемой длины и ширины поддерживающего элемента.
9. Поддерживающий элемент по п.1, имеющий проницаемость для воздуха в диапазоне от 100 до 500 кубических футов в минуту (2,83-14,15 м3/мин).
10. Поддерживающий элемент по п.1, который представляет собой бесконечную ленту, выполненную в виде бесконечной сшиваемой ленты или рукава.
11. Поддерживающий элемент по п.1, в котором первое отверстие и второе отверстие имеют диаметр в диапазоне от 0,01 до 5 мм.
12. Поддерживающий элемент по п.1, дополнительно содержащий контактные площадки и соответствующие углубления.
13. Поддерживающий элемент по п.12, в котором сквозные пустоты сформированы на контактных площадках на верхней поверхности поддерживающего элемента.
14. Поддерживающий элемент по п.12, в котором сквозные пустоты сформированы в углублениях на верхней поверхности поддерживающего элемента.
15. Поддерживающий элемент по п.1, дополнительно содержащий желобки для создания рельефа поверхности для нанесения рисунков.
16. Поддерживающий элемент по п.15, в котором указанные желобки являются непрерывными или прерывистыми.
17. Поддерживающий элемент по п.1, который имеет структуру в виде разветвленных пустот, в котором указанные сквозные пустоты на верхней поверхности объединяются с формированием большей пустоты на нижней поверхности указанного поддерживающего элемента.
18. Поддерживающий элемент по п.1, который представляет собой слоистый материал с тканым или нетканым слоем, ламинированным между слоями полимерных пленок, фольги или обвязочных материалов.
19. Поддерживающий элемент по п.1, в котором указанные сквозные пустоты являются овальными, круглыми, по существу прямоугольными или звездообразной формы на указанной верхней поверхности и/или указанной нижней поверхности.
20. Поддерживающий элемент по п.1, в котором указанные сквозные пустоты получены сверлением лазером, механическим пробиванием, тиснением, травлением/гравированием или их комбинацией.
21. Поддерживающий элемент по п.1, который представляет собой слоистый материал со множеством моноволокон, прикрепленных к стороне поддерживающего элемента, соприкасающейся с деталями машины.
22. Способ формирования непрерывного нетканого поддерживающего элемента для применения в способе гидросплетения или гидроспутывания, включающий стадии:
получение первого отверстия, связанного с верхней поверхностью указанного поддерживающего элемента,
получение второго отверстия, связанного с нижней поверхностью указанного поддерживающего элемента, и
получение по меньшей мере одного поднятого края, смежного с окружностью по меньшей мере одного из указанных первого и второго отверстий,
причем указанный приподнятый край образует непрерывную кромку вокруг указанного отверстия, указанная верхняя поверхность является стороной поддерживающего элемента, соприкасающейся с листом, а указанная нижняя поверхность является стороной поддерживающего элемента, соприкасающейся с деталями машины.
23. Способ по п.22, отличающийся тем, что каждая из указанных сквозных пустот содержит по существу коническую или цилиндрическую внутреннюю поверхность.
24. Способ по п.22, отличающийся тем, что указанный первый поднятый край и/или указанный второй поднятый край сформированы на высоте примерно на 5-10 мкм выше указанной верхней поверхности.
25. Способ по п.22, отличающийся тем, что указанные сквозные пустоты сформированы в промежуточной полосе, формирующей один или более слоев указанного поддерживающего элемента.
26. Способ по п.25, отличающийся тем, что указанная промежуточная полоса представляет собой пленку, фольгу или промышленный обвязочный материал.
27. Способ по п.26, отличающийся тем, что указанные пленка, фольга или промышленный обвязочный материал содержат армирующие волокна в МН, ПН, или МН и ПН, или в произвольном направлении.
28. Способ по п.22, дополнительно включающий стадию:
покрытие указанной верхней поверхности химическим веществом для улучшения снятия листа, рассеивания статического заряда, отделения загрязнений/грязи, увеличения срока службы и/или структурной целостности.
29. Способ по п.26, отличающийся тем, что промежуточная полоса намотана спиралью для образования требуемой длины и ширины поддерживающего элемента.
30. Способ по п.22, отличающийся тем, что поддерживающий элемент имеет проницаемость для воздуха в диапазоне от 100 до 500 кубических футов в минуту (2,83-14,15 м3/мин).
31. Способ по п.22, отличающийся тем, что указанный поддерживающий элемент представляет собой бесконечную ленту, выполненную в виде бесконечной сшиваемой ленты или рукава.
32. Способ по п.22, отличающийся тем, что первое отверстие и второе отверстие имеют диаметр в диапазоне от 0,01 до 5 мм.
33. Способ по п.22, дополнительно включающий стадию: формирования контактных площадок и соответствующих углублений.
34. Способ по п.33, отличающийся тем, что сквозные пустоты сформированы на контактных площадках на верхней поверхности поддерживающего элемента.
35. Способ по п.33, отличающийся тем, что сквозные пустоты сформированы в углублениях на верхней поверхности поддерживающего элемента.
36. Способ по п.22, дополнительно включающий стадию:
создание желобков для создания рисунка рельефа поверхности для нанесения рисунков.
37. Способ по п.36, отличающийся тем, что указанные желобки являются непрерывными или прерывистыми.
38. Способ по п.22, отличающийся тем, что указанный поддерживающий элемент имеет структуру разветвленных пустот, при этом указанные сквозные пустоты на верхней поверхности объединяются с формированием большей пустоты на нижней поверхности указанного поддерживающего элемента.
39. Способ по п.22, отличающийся тем, что указанный поддерживающий элемент представляет собой слоистый материал с тканым или нетканым слоем, ламинированным между слоями полимерных пленок, фольги или обвязочных материалов.
40. Способ по п.22, отличающийся тем, что указанные сквозные пустоты являются овальными, круглыми, по существу прямоугольными или звездообразной формы на указанной верхней поверхности и/или указанной нижней поверхности.
41. Способ по п.22, отличающийся тем, что указанные сквозные пустоты получены сверлением лазером, механическим пробиванием, тиснением, травлением/гравированием или их комбинацией.
42. Способ по п.22, отличающийся тем, что поддерживающий элемент представляет собой слоистый материал со множеством моноволокон, прикрепленных к стороне поддерживающего элемента, соприкасающейся с деталями машины.
43. Непрерывный нетканый поддерживающий элемент для применения в способе гидросплетения или гидроспутывания, содержащий:
отверстия, контактные площадки, углубления и/или желобки на стороне поддерживающего элемента, соприкасающейся с листом, для создания рисунка рельефа поверхности для нанесения рисунков и по меньшей мере один поднятый край, смежный с окружностью по меньшей мере одного из указанных первого и второго отверстий; причем указанный приподнятый край образует непрерывную кромку вокруг указанного отверстия, а указанный поддерживающий элемент является проницаемым для воздуха, жидкости и/или воды.
44. Поддерживающий элемент по любому из пп.1-43, отличающийся тем, что на указанную верхнюю поверхность и/или указанную нижнюю поверхность указанного поддерживающего элемента нанесены рисунки или они текстурированы.
45. Способ по п.22, отличающийся тем, что на указанную верхнюю поверхность и/или указанную нижнюю поверхность указанного поддерживающего элемента наносят рисунки или их текстурируют.
| US 5674587 A, 07.10.1997 | |||
| WO 8605219 A1, 12.09.1986 | |||
| НЕТКАНАЯ СТРУКТУРА С НИЗКОЙ ПЛОТНОСТЬЮ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2401893C2 |
| Станок для заправки камнеобрабатывающего инструмента | 1960 |
|
SU147904A1 |

