Изобретение относится к способу изготовления полуфабриката из волокнистого композиционного материала (ВКМ) из ламината по меньшей мере с двумя слоями препрега, а также к технологическому устройству для формования полуфабриката для изготовления детали из ВКМ согласно этому способу.
В публикации EP 1393875 A описывается способ формования и пресс-форма для композитных материалов. Кроме того, описывается прессовальное устройство для формования слоистой (ламинатной) структуры. Прессовальное устройство имеет пресс-форму, которая имеет выступающие из среднего участка боковые концевые детали из эластичного материала. При перемещении пресс-формы прессовый штамп передвигается против противоположной опоры с находящейся на нем слоистой структурой, которая расположена на противоположной опоре таким образом, что расположенные напротив друг друга участки выступают за пределы противоположной опоры. Противоположная опора выполнена таким образом, что при прессующем перемещении прессового штампа выступающие за пределы противоположной опоры участки слоистой структуры по бокам противоположной опоры придавливаются вниз. Эластичные концевые детали при этом сдавливают возникающие при возрастающем прессующем перемещении по бокам от противоположной опоры изогнутые участки слоистой структуры в направлении их ширины. При прессующем перемещении поверхности прилегания концевых деталей скользят по обращенной к ним поверхности слоистой структуры.
В публикации US 2378642 описано изготовление продуктов из натуральных волокон способом формования с применением штемпельного пресса, в котором первая часть прессовального устройства с трехмерным формующим контуром входит во вторую часть прессовального устройства с трехмерным формующим контуром, которая выполнена дополняющим образом к формующему контуру первой части прессовального устройства. Посредством способа прессования помещенный между ними волокнистый полуфабрикат подвергается трехмерному формованию.
Многоступенчатый способ изготовления структурной составной балки для самолетов известен из DE 602005002300 T2.
Для многих случаев применения в авиационной и космической технике, в строительстве транспортных средств, и в других областях используются предварительно пропитанные, обозначаемые также как «препрег» волокнистые композиционные материалы, состоящие из смеси полимеров, при соблюдении определенного объемного содержания волокон, пропитанных усиливающих волокон. Для увеличения производительности, гибкости и экономичности современных способов изготовления деталей из волокнистых композиционных материалов из общего уровня техники известно пластическое формообразование подобных препрегов посредством способа горячего формования. При этом многослойный препрег-ламинат подогревается до температуры формования для того, чтобы улучшить свойства текучести смеси полимеров. Затем препрег-ламинат подвергается пластическому формообразованию, при этом слои ламината (пласты ламината) скользят друг на друге. Горячее формование ламината происходит, например, способом формования при помощи одинарной и двойной диафрагмы, способом формования под давлением или способом гибки. В способах формования при помощи диафрагмы используют пресс-форму и гибкую мембрану (диафрагму), которые за счет частичного разряжения оказывают воздействие на формование ламината. Способ формования под давлением происходит за счет сжатия разогретых пресс-форм.
Способ и устройство для горячего формования пластин из композиционного материала при помощи техники гибки известны, например, из WO 90/11882. Это традиционное гибочное устройство использует две гибочные пластины, между которыми располагается ламинат. Для достижения натяжения ламинатных слоев во время формования при помощи пуансона и нажимного валка в направлении свободного края пластины ламината прикладывается растягивающее усилие.
Недостатком подобного способа является то, что скольжение ламинатных слоев внутри ламинатной структуры, прежде всего при большой длине выступов и толщине структурных элементов детали из волокнистого композиционного материала, связано с большим сопротивлением, так что при изготовлении детали может произойти отрыв и вспучивание внутренних слоев ламината вследствие напряжений при сжатии на внутреннем радиусе детали.
В основу изобретения положена задача разработки способа изготовления полуфабриката из ВКМ из ламината в общей сложности с по меньшей мере двумя слоями сухой волокнистой ткани, которая удерживается вместе связующими, и/или по меньшей мере с двумя слоями препрега, а также технологического устройства для формования заготовки для изготовления детали из ВКМ согласно этому способу, при котором отрыв и коробление внутренних слоев ламината во время формования предотвращается.
Эта задача решена посредством отличительных признаков независимых пунктов формулы изобретения. Дальнейшие формы осуществления изобретения указаны в ссылающихся на них зависимых пунктах формулы изобретения.
Прежде всего, согласно изобретению предусмотрен способ изготовления полуфабриката из ВКМ из ламината по меньшей мере всего с двумя слоями сухой волокнистой ткани, которая удерживается вместе связующими, и/или
- слоями препрега, в котором:
- два участка ламината закрепляют зажимными приспособлениями, пластическое формообразование ламината происходит с образованием изгиба,
при этом:
- усилия зажима первого и второго зажимного приспособления велики настолько, что скольжение слоев ламината относительно друг друга не допускается.
При помощи предлагаемого способа или при помощи предлагаемого технологического устройства возможно, что ламинатный материал не растягивается в длину, а сгибается, а именно таким образом, что ламинатные слои не смещаются относительно друг друга или не скользят друг на друге или же друг на друга. Таким образом, предотвращаются скользящие перемещения между ламинатными слоями при пластическом формообразовании и, прежде всего, возникающие в результате этого повреждения поверхности слоистой структуры и, тем самым, ухудшение качества изготавливаемой детали. Согласно изобретению внутри зажимного приспособления не происходит никаких скользящих перемещений или только совсем незначительные скользящие перемещения между ламинатом и зажимным приспособлением и/или между слоями ламината, кроме того изогнутый участок расположен свободно по отношению к внешней стороне.
Согласно изобретению предусмотрен, прежде всего, способ изготовления полуфабриката из ВКМ из ламината по меньшей мере всего с двумя слоями сухой волокнистой ткани, которая удерживается вместе связующими, и/или слоями препрега, состоящий из следующих этапов:
- закрепление двух расположенных напротив друг друга краевых участков в, каждом случае одном зажимном приспособлении,
- помещение ламината на фасонную деталь, и
- приложение растягивающего усилия на ламинат, так что контур фасонной детали участками переносится на ламинат.
Согласно одной форме осуществления изобретения растягивающее напряжение в ламинате в способе изготовления полфабриката из ВКМ достигается за счет перемещения фасонной детали поперек продольного направления ламината. Для этого технологическое устройство для существления способа снабжено исполнительным устройством и механизмом перемещения, при помощи которого фасонная деталь может быть перемещена.
Согласно еще одному примеру осуществления изобретения предлагаемый способ имеет, прежде всего, следующие этапы:
- закрепление первого краевого участка ламината в первом зажимном приспособлении, выполненном с возможностью перемещения посредством механизма перемещения относительно фасонной детали, и расположенного напротив первого краевого участка второго краевого участка ламината в другом зажимном приспособлении, при этом первое зажимное приспособление расположено, при рассмотрении от другого зажимного приспособления, за закругленным участком поверхности фасонной детали,
- приложение первым зажимным приспособлением по отношению ко второму зажимному приспособлению на протяженности расположенной между зажимными приспособлениями области ламината растягивающего усилия, и одновременное перемещение первого зажимного приспособления в направлении от второго зажимного приспособления до места, в котором закругленный участок поверхности ламината между первым зажимным приспособлением и вторым зажимным приспособлением, при рассмотрении в его продольном направлении, формирует изгиб,
при этом усилия зажима в первом и последующих зажимных приспособлениях по меньшей мере настолько велики, что при приложении на ламинат заранее определенного максимального растягивающего усилия внутри соответствующего зажимного приспособления не допускается скольжения слоев ламината по отношению друг к другу.
Предлагаемый способ изготовления полуфабриката из ВКМ из ламината по меньшей мере всего с двумя слоями сухой волокнистой ткани, которая удерживается вместе связующими, и/или слоями препрега, может иметь, прежде всего, следующие этапы:
- закрепление первого краевого участка ламината в первом зажимном приспособлении, выполненном с возможностью перемещения посредством механизма перемещения относительно фасонной детали, и расположенного напротив первого краевого участка второго краевого участка ламината в другом зажимном приспособлении, при этом первое зажимное приспособление расположено, при рассмотрении от другого зажимного приспособления, за закругленным участком поверхности фасонной детали,
- закрепление первого краевого участка ламината в первом зажимном приспособлении, выполненном с возможностью перемещения посредством механизма перемещения относительно фасонной детали, и расположенного напротив первого краевого участка второго краевого участка ламината в другом зажимном приспособлении, при этом первое зажимное приспособление расположено, при рассмотрении от другого зажимного приспособления, за закругленным участком поверхности фасонной детали, при этом усилия зажима первого и второго зажимного приспособления велики настолько, что скольжение слоев ламината относительно друг друга не допускается.
При этом, кроме того, может быть предусмотрено, что первое зажимное приспособление перемещают вниз и в направлении обращенной к первому зажимному приспособлению первой боковой поверхности фасонной детали, пока ламинат не станет участками прилегать к первой боковой поверхности.
При этом, кроме того, может быть предусмотрено,
- перед закреплением концевого участка ламината в первом зажимном приспособлении первый краевой участок был согнут под углом по отношению к расположенной рядом с концевым участком областис образованием расположенного между этими областями изогнутого участка, и при этом за счет изгиба слои расположены со смещением относительно друг друга, и
- слои первого концевого участка в этом смещенном прилегании зажимают вместе в первом зажимном приспособлении.
При данном способе может быть предусмотрено, что перемещение первого зажимного приспособления при приложении растягивающего усилия включает в себя перемещение первого зажимного приспособления вниз в направлении боковой поверхности фасонной детали, пока ламинат не станет участками прилегать к первой, обращенной к первому зажимному приспособлению боковой поверхности. Кроме того угол, на который расположенный в первом зажимном приспособлении краевой участок может быть повернут относительно расположенной перед первым зажимным приспособлением области ламината, может с отклонением ±10 градусов быть равен углу, под которым вторая боковая поверхность проходит по отношению к поверхности прилегания.
Также при этом может быть предусмотрено, что перед перемещением первого зажимного приспособления для формования ламината при приложении растягивающего усилия или, в особом примере осуществления, перед закреплением ламината в зажимных приспособлениях происходит расположение ламината на поверхности прилегания фасонной детали, которая, при рассмотрении в направлении от другого к первому зажимному приспособлению, имеет переходящие друг в друга поверхности прилегания, расположенный между ними закругленный участок поверхности и первую боковую поверхность.
Перед закреплением конечного участка ламината в первое зажимное приспособлении может быть предусмотрено, что перед закреплением концевого участка ламината в первом зажимном приспособлении первый краевой участок был согнут под углом по отношению к расположенной рядом с концевым участком области с образованием расположенного между этими областями изогнутого участка, и при этом за счет изгиба слои расположены со смещением относительно друг друга, и что слои первого концевого участка в этом смещенном прилегании зажимают вместе в первом зажимном приспособлении. При этом длина концевого участка может быть предусмотрена настолько малой, что смещение слоя концевого участка происходит без коробления внутреннего слоя.
В данном способе концевой участок может быть согнут под углом к расположенной рядом с концевым участком области посредством формовочного сердечника.
Сгибание под углом краевого участка по отношению к расположенной рядом с краевым участком области происходит за счет вращения первого зажимного приспособления вокруг своей оси, при котором захваченный первым зажимным приспособлением участок ламината в своем продольном направлении сгибается под углом к области, которая расположена снаружи от первого зажимного приспособления и перед ним. При этом, прежде всего, установлено более низкое усилие зажима, которое благодаря вращению слоев допускает смещение слоев относительно друг друга.
Ламинат может представлять собой кольцеобразный сегмент полученного за счет накручивания заготовки на сердечник накрутки кольцеобразного полуфабриката из ламината.
В предложенном способе изготовления полуфабриката из ВКМ поверхность прилегания и/или боковая поверхность может быть выполнена ровной. Альтернативным или дополнительным образом поверхность прилегания и/или первая боковая поверхность может иметь изогнутую, при рассмотрении в направлении растяжения, поверхность. Также поверхность прилегания и/или первая боковая поверхность может иметь расположенный поперек направления растяжения трехмерный контур, так что полуфабрикат получает трехмерное, при рассмотрении поперек направления растяжения, формование.
Кроме того, в предлагаемом способе изготовления полуфабриката из ВКМ может быть предусмотрено, что при перемещении первого зажимного приспособления посредством другого механизма перемещения также и второе зажимное приспособление, которое при рассмотрении со стороны первого зажимного приспособления расположено за другим закругленным участком поверхности фасонной детали, перемещается в направлении, противоположном направлению перемещения первого зажимного приспособления до места, в котором второй закругленный участок поверхности фасонной детали, который при рассмотрении со стороны первого зажимного приспособления, расположен за первым участком поверхности, между первым закругленным участком поверхности и вторым зажимным приспособлением, при рассмотрении в его продольном направлении, формирует на ламинате изгиб. При этом перемещение второго зажимного приспособления может происходить одновременно с перемещением первого зажимного приспособления. Также, перемещение другого зажимного приспособления может включать в себя перемещение другого зажимного приспособления вниз в направлении расположенной напротив первой боковой поверхности и обращенной ко второму зажимному приспособлению второй боковой поверхности фасонной детали, пока ламинат не станет участками прилегать ко второй боковой поверхности.
В этом способе изготовления полуфабриката из ВКМ может быть предусмотрено,
- перед закреплением второго краевого участка ламината во втором зажимном приспособлении второй краевой участок сгибают под углом к расположенной рядом со вторым краевым участком области с образованием расположенного между этими областями закругленного участка, и при этом слои за счет изгиба расположены со смещением относительно друг друга, и
- слои краевого участка в этом смещенном прилегании зажимают вместе в первом зажимном приспособлении.
При этом может быть предусмотрено, что длина второго краевого участка настолько мала, что смещение слоя концевого участка происходит без коробления внутреннего слоя. Кроме того, в данном способе может быть предусмотрено, что угол, на который расположенный во втором зажимном приспособлении краевой участок может быть повернут относительно расположенной перед первым зажимным приспособлением области ламината, мог с отклонением ±10 градусов быть равен углу, под которым вторая боковая поверхность проходит к поверхности прилегания. На этапе сгибания второго концевого участка под углом к расположенной рядом с концевым участком области это сгибание под углом может осуществляться при помощи формовочного сердечника. Прежде всего, сгибание второго краевого участка под углом по отношению к расположенной рядом с краевым участком области происходит за счет вращения второго зажимного приспособления вокруг своей оси, при котором захваченный вторым зажимным приспособлением второй краевой участок ламината в своем продольном направлении сгибается под углом по отношению к области, которая расположена снаружи от второго зажимного приспособления и перед ним.
Вторая боковая поверхность может по меньшей мере участками быть выполнена ровной или по меньшей мере участками иметь изогнутую, при рассмотрении в направлении растяжения, поверхность. Кроме того, поверхность прилегания и/или первая боковая поверхность может иметь расположенный поперек направления растяжения трехмерный контур, так что полуфабрикат получает трехмерное, при рассмотрении поперек направления растяжения, формование.
Согласно еще одному примеру осуществления изобретения предусмотрено технологическое устройство для формования полуфабриката для изготовления детали из ВКМ, имеющее:
- захват фасонной детали для захвата фасонной детали в целях пластического формообразования полуфабриката,
- первое и второе захватывающее устройство для захвата соответственно краевого участка ламината, которое соответственно снабжено зажимным приспособлением для зажатия полуфабриката,
- механизм перемещения, который выполнен с возможностью управления посредством исполнительного устройства и соединен с первым захватывающим устройством, при этом механизм перемещения выполнен таким образом, что первое захватывающее устройство может прилагать заранее определенное растягивающее усилие против направления, которое направлено ко второму захватывающему устройству, и одновременно может осуществлять перемещение относительно захвата для фасонной детали.
Кроме того, может быть предусмотрено, что с механизмом перемещения соединено приводное устройство, которое выполнено с возможностью управления посредством исполнительного устройства и соединено с первым захватывающим устройством, при этом механизм перемещения и приводное устройство выполнены таким образом, что первое захватывающее устройство может прилагать заранее определенное растягивающее усилие в направлении, противоположном направлению, которое направлено на второе захватывающее устройство, и одновременно может осуществлять перемещение относительно захвата фасонной детали.
Перемещение, выполняемое механизмом перемещения, может при этом происходить в одной плоскости. Приводное устройство может быть пригодно для приложения на ламинат растягивающего усилия с заранее определенным значением во время перемещения, выполняемого механизмом перемещения. Растягивающее усилие может быть оказано, прежде всего, при помощи соединенного с приводным устройством пружинного приспособления, посредством которого во время формующего перемещения сохраняется минимальное растягивающее усилие. Также механизм перемещения может быть выполнен таким образом, чтобы траектория перемещения является регулируемой. Траектория перемещения при этом может быть дугообразной. Кроме того, первое захватывающее устройство может иметь поворотный механизм, при помощи которого первое захватывающее устройство является вращаемым вокруг оси, которая расположена поперек соединения между первым и вторым захватывающими устройствами.
Дополнительно может быть предусмотрено, что со вторым захватывающим устройством соединен механизм перемещения, которым выполнен с возможностью управления посредством исполнительного устройства, при этом механизм перемещения и приводное устройство выполнены таким образом, что второе захватывающее устройство может прилагать заранее определенное растягивающее усилие в направлении, противоположном направлению, которое указывает на первое захватывающее устройство, и одновременно может осуществлять перемещение относительно захватывающего устройства фасонной детали. Кроме того, может быть предусмотрено, что осуществляемое механизмом перемещения перемещение второго захватывающего устройства происходит в одной плоскости.
Прежде всего, приводное устройство второго захватывающего устройства может быть выполнено таким образом, чтобы оно было пригодно для того, чтобы прилагать на ламинат растягивающее усилие с заранее определенным значением. Также приводное устройство второго захватывающего устройства может иметь пружинное приспособление, посредством которого навстречу первому захватывающему устройству оказывается растягивающее усилие, так что минимальное растягивающее усилие во время формования сохраняется. Механизм перемещения второго захватывающего устройства может быть выполнен таким образом, что траектория перемещения является регулируемой. Прежде всего, может быть предусмотрено, что технологическое устройство выполнено таким образом, что в направлении свободного участка перед соответствующим зажимным приспособлением или захватывающим устройством прилагается растягивающее усилие, и одновременно реализуется предварительно заданная траектория перемещения. В общем, траектория перемещения второго захватывающего устройства является дугообразной. Кроме того, второе захватывающее устройство может иметь поворотный механизм, при помощи которого второе захватывающее устройство является вращаемым вокруг оси, которая расположена поперек соединения между первым и вторым захватывающими устройствами.
Исполнительное устройство и механизм перемещения с заранее определенными альтернативами аналогичным образом могут быть предусмотрены также и для перемещения фасонной детали.
Ниже примеры осуществления изобретения будут описаны при помощи прилагаемых фигур, на которых показаны:
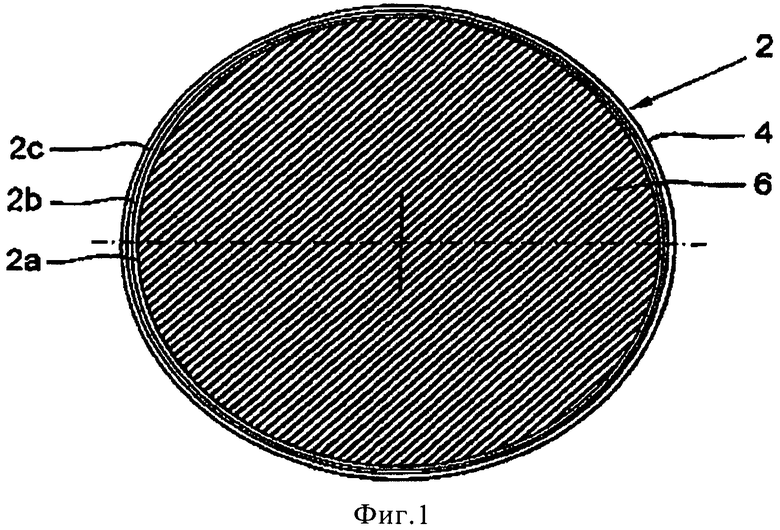
Фиг.1 - вид сбоку на сердечник накрутки с накрученным ламинатом с несколькими слоями, в качестве факультативного первого этапа предлагаемого способа изготовления полуфабриката для детали из волокнистого композиционного материала (ВКМ) согласно первому предлагаемому примеру осуществления;
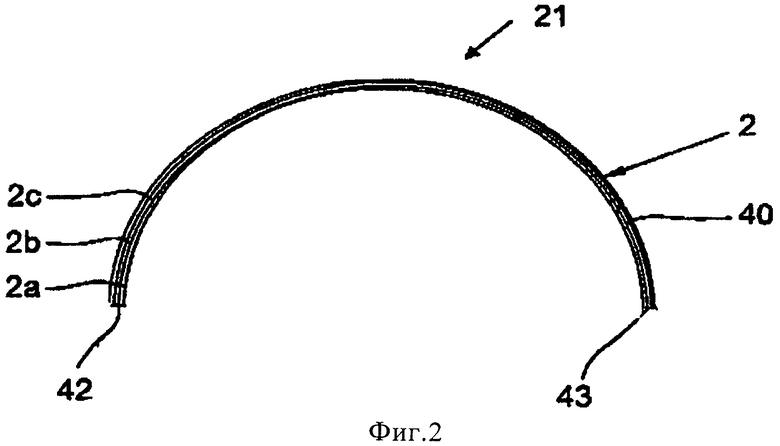
Фиг.2 - вид сбоку на сегмент накрученного согласно фиг.1 полуфабриката, который может использоваться для следующих этапа предлагаемого способа;
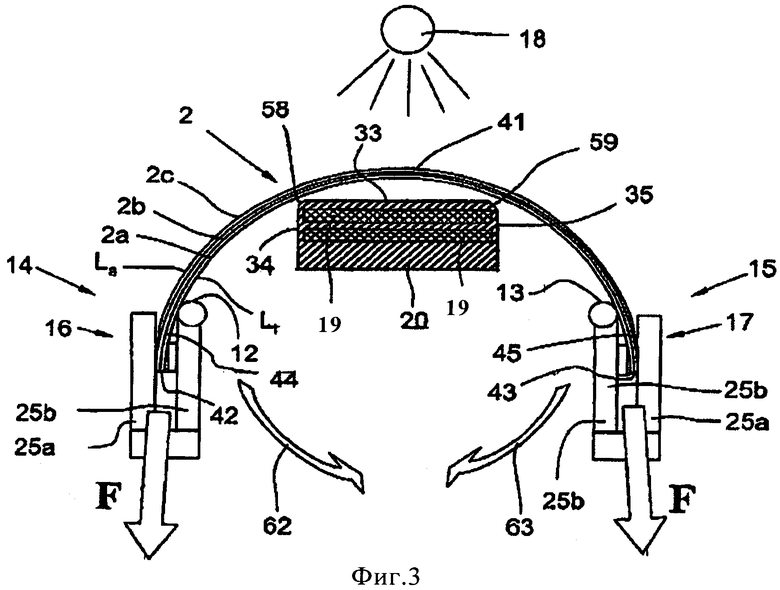
Фиг.3 - вид сбоку на одну форму осуществления предлагаемого устройства формования для изготовления детали из ВКМ, в которое был помещен полученный из полуфабриката согласно фиг.2 ламинат, при этом фиг.3 показывает состояние устройства и ламината до пластического формообразования;
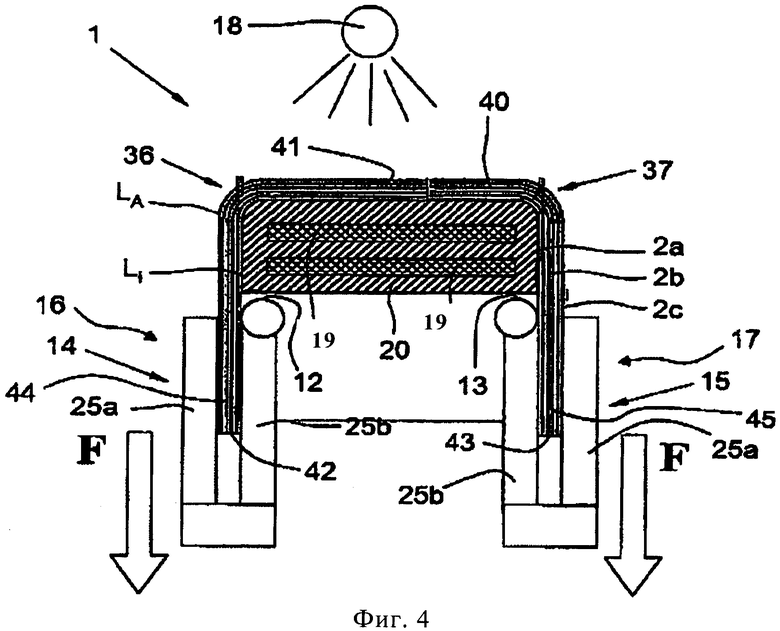
Фиг.4 - одна форма осуществления предлагаемого устройства формования согласно фиг.3 в таком же виде сбоку с ламинатом после пластического формообразования;
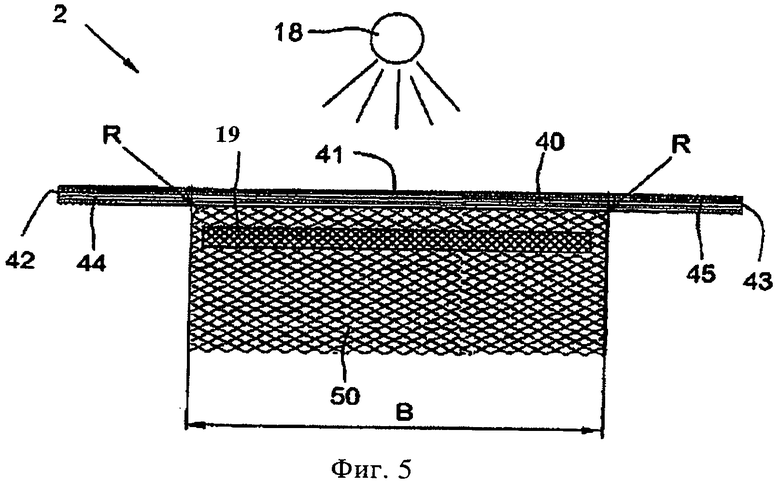
Фиг.5 - способ образования ламината, альтернативный показанному на фиг.1 и 2 способу, при этом показан вид сбоку на устройство для предварительного формования с помещенным в него ламинатом;
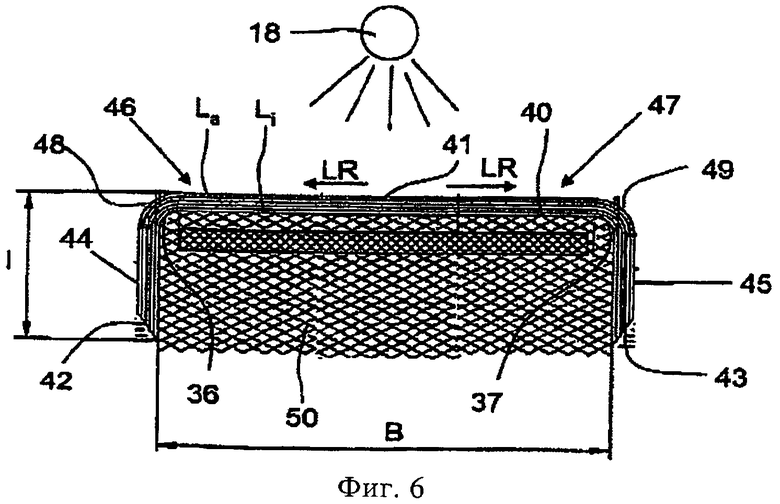
Фиг.6 - вид сбоку на устройство предварительного формования согласно фиг.5 после пластического формообразования полуфабриката;
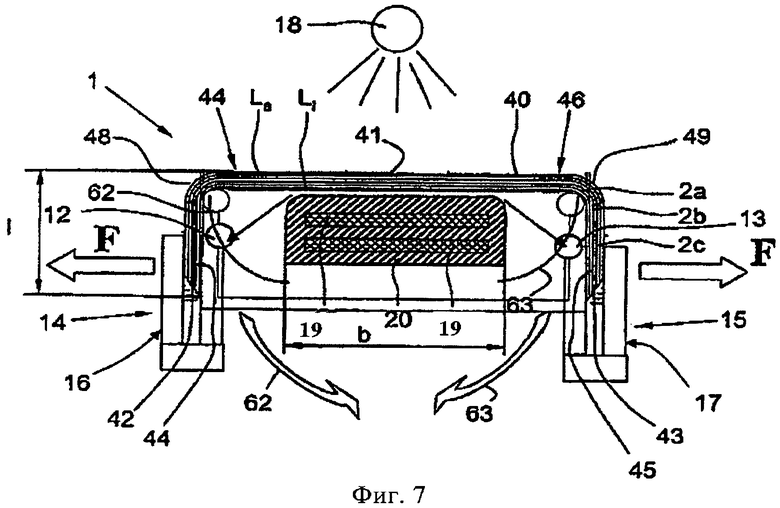
Фиг.7 - вид сбоку на одну форму осуществления предлагаемого устройства формования с помещенным в него полуфабрикатом согласно фиг.6 до пластического формообразования, и
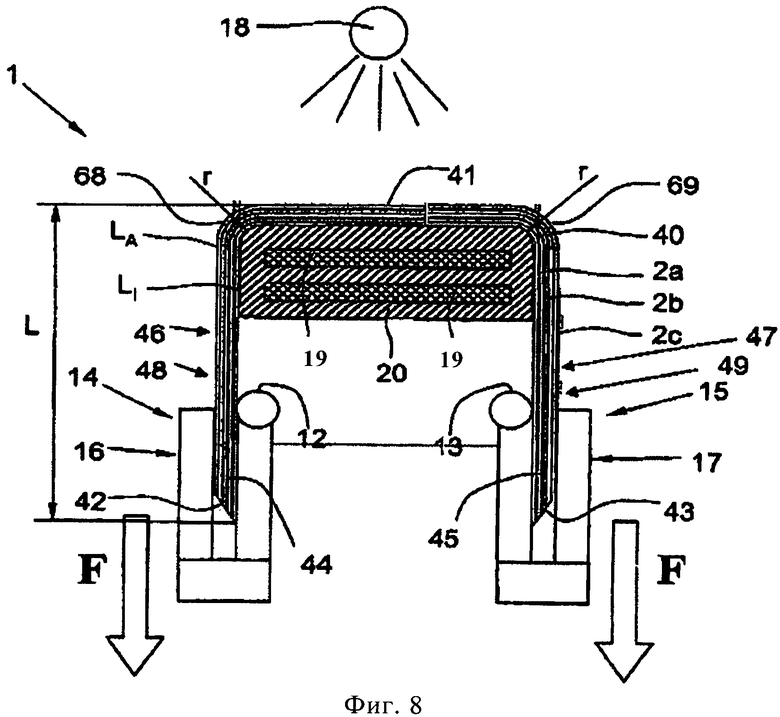
Фиг.8 - вид сбоку на устройство формования согласно фиг.7 с помещенным в него полуфабрикатом после пластического формообразования.
В предлагаемом способе изготовления полуфабриката из волокнистого композиционного материала (ВКМ) 1, который показан на фиг.4 и 8 в подлежащей изготовлению форме, по меньшей мере один зажатый краевой участок 44 или же 45 посредством перемещения зажимного приспособления (16, 17) сгибается под углом посредством наложения на закругленный участок поверхности 58 или же 59 при приложении растягивающего усилия F поперек оси вращения зажимного приспособления (фиг.3, а также 7 и 8).
Факультативно перед этой стадией технологического процесса по изготовлению исходного полуфабриката 2 в исходном состоянии может быть осуществлено предварительное изгибание ламината, прежде всего в окрестности предусматриваемого у подлежащей изготовлению детали изогнутого участка 68, 69 (фиг.8), как это показано в примерах осуществления на фиг.1, 2, а также 5, 6. При этом ламинат 40, который имеет несколько или множество слоев ламината или пластов 2a, 2b, 2c ламината, подвергается формованию, например в состояние, которое показано на фиг.2 или же 6 и 7.
Для предлагаемого изготовления полуфабриката 1 из ВКМ в качестве исходного ламината используется ламинат, состоящий по меньшей мере из двух слоев сухой волокнистой ткани, которая удерживается вместе связующими, и/или слоев препрега. В этом смысле в дальнейшем коротко говорится о ламинате из слоев.
Формование может представлять собой пластическое формообразование и, прежде всего, может также дополнительно представлять собой трехмерное формование слоев исходного ламината.
Для образования такого исходного полуфабриката 2 в исходном состоянии могут факультативно использоваться различные способы, один из которых показан на фиг.1 и 2 и другой - на фиг.5 и 6.
Согласно первой форме осуществления предлагаемого способа образования исходного полуфабриката 2 для применения в предлагаемом технологическом устройстве факультативным образом используемый для последующих этапов пластического формообразования ламинат 4 предварительно изготавливается в процессе накручивания (фиг.1), в котором, например, волокнистый композиционный материал накручивается на сердечник 6 накрутки, который, прежде всего, может иметь круглое сечение (фиг.1). Процесс накручивания может осуществляться различными способами. Может быть предусмотрено направления комплексного волокна, жгута или ленты сначала через пропитывающий резервуар, пропитка матричным материалом и затем накручивание вокруг сердечника 6 накрутки. Альтернативно, накручиваются ленты препрега, которые затем отвердевают. Кроме того, можно обмотать сердечник непропитанными композиционными материалами, которые затем способом впрыскивания полимеров пропитывают для образования ламината. Последовательность слоев и количество нанесенных ламинатных слоев 2a, 2b, 2c зависит от требований к изготавливаемой детали. Прежде всего, расположение волокон соотносится с распределением нагрузки на деталь, так что возможно изготовление более легких, высокопрочных структур. Процесс накрутки и, тем самым, изготовление исходного полуфабриката 2 может осуществляться, в значительной степени, автоматизировано.
На фиг.2 показан вид сбоку на сегмент накрученного согласно фиг.1 исходного полуфабриката 2 из фиг.1, который после накрутки разделен из полученного способом накрутки кольцеобразного полуфабриката на несколько и, предпочтительным образом на два, образующих соответственно ламинат 4 полукольца и снят с сердечника 6 накрутки. За счет использования кольцеобразного сегмента ламината в качестве исходного полуфабриката 2 для способа формования согласно фиг.3 краевые участки, 44, 45 при рассмотрении в продольном направлении изгиба, закручены относительно средней области 41 с ориентацией в их продольном направлении.
Альтернативно, полуфабрикат из ламината также может быть образован, как показано на фиг.5 и 6 или иным способом. При этом может быть предусмотрено, что по меньшей мере первый краевой участок 44, 45 согнут под углом к области 46, 47, которая расположена рядом с этим краевым участком 44, 45 в направлении средней области 41, так что расположенная между краевым участком44 или же 45 область согнута под углом с образованием расположенного между этими областями изогнутого участка 48 или же 49.
В показанном на фиг.5 и 6 примере нанесение изгиба 48, 49 происходит на контурные линии или контурные участки фасонной детали 20. Для образования изгиба 48, 49 или поверхности изгиба 48, 49 полуфабрикат из ламината может иметь, прежде всего, закругленные участки поверхности 36, 37.
Профиль поперечного сечения фасонной детали 20 может быть предусмотрен в зависимости от случая применения и требуемой формы ВКМ-полуфабриката 1. На фиг.5 и 6 показан приблизительно прямоугольный профиль поперечного сечения. Фасонная деталь 20 могла бы, например, также иметь трапециевидный, треугольный или шестиугольный профиль поперечного сечения.
Закругленные края или участки поверхности 36 или же 37 образуют при соответствующем прилегании к нему ламината изогнутые участки 48 или же 49. Этот этап также может быть предусмотрен с двумя, при рассмотрении в продольном направлении или в направлении обработки, расположенными противоположно нему вторыми концевыми участками, как это показано на фиг.5 и 6. Так как при этом этапе соответствующий концевой участок в направлении поперечного сечения не закреплен или не зажат, слои могут смещаться согласно их соответствующему радиусу на изогнутом участке 48 или же 49 относительно друг друга в продольном направлении.
Образование исходного полуфабриката 2 со сгибом краевого участка 44 или 45 под углом к расположенной рядом с краевым участком области 46 или 47 также может осуществляться после закрепления краевого участка в зажимном приспособлении 16, 17 за счет вращения соответствующего зажимного приспособления вокруг своей оси, при котором захваченный первым зажимным приспособлением 16 участок ламината в своем продольном направлении согнут под углом к области, которая расположена снаружи от первого зажимного приспособления и перед ним, при этом устанавливается более низкое, то есть максимально допустимое усилие зажима, которое благодаря вращению слоев допускает смещение слоев относительно друг друга.
За счет этого факультативного формирования исходного полуфабриката 2 затем по меньшей мере один свободный краевой участок 44 или же 45 со слоями, которые смещены относительно друг друга по отношению к исходному слою с другим изгибом и, прежде всего, по меньшей мере в этих областях с ровным очертанием, закреплен и зажат таким образом, что слои концевого участка больше не могут быть смещены относительно друг друга в ходе следующих стадий технологического процесса. За счет названных этапов образования исходного полуфабриката 2, который уже имеет изгиб 48, 49, дополнительно снижается опасность образования выпуклостей или короблений или складок на изогнутом участке 48,49 на расположенных внутри слоях Li, то есть на слоях меньшего диаметра относительно расположенных далее в наружном направлении слоев La с большими радиусами на изогнутом участке. Предпочтительным образом, для этой цели при формовании согласно фиг.5 и 6 длина соответствующего краевого участка 44 или же 45, при рассмотрении в продольном направлении LR, в зависимости от материала используемых слоев препрега, не должна превышать заранее определенное максимальное значение, при превышении которого наступает коробление или вспучивание расположенных внутри, относительно внешних слоев, слоев на соответствующем изогнутом участке 48 или 49. За счет того, что на одной стороне ламината за счет сгиба под углом сначала образуется полка с меньшей длиной 1 (фиг.6), и на следующем этапе за счет перемещения зажимного приспособления 16, 17 с оказанием растягивающего усилия на ламинат из этой полки образуется полка изготавливаемой детали с большей длиной L (фиг.8), достигается следующее: на первом этапе смещение слоев относительно друг друга на длину, при которой сгибание под углом выступа еще не вызывает коробления или вспучивания внутренних слоев; и на втором этапе смещение слоев относительно друг друга распределяется на большую длину L полки подлежащей изготовлению детали. При этом также, если не различие между длинами L и I выбрано не слишком большим, коробление или вспучивание внутренних слоев ламината вновь не происходит.
В качестве исходного полуфабриката 2 для способа также согласно фиг.5 и 6 может также использоваться сегмент полуфабриката согласно фиг.2.
Пластическое формообразование полуфабриката 1 из ВКМ может быть осуществлено посредством способа горячего формования для того, чтобы выступающие согласно фиг.5 краевые участки 44, 45 ламината 40 подвергнуть пластическому формообразованию. Горячее формование пластинчатого ламината 40 может осуществляться, например, способом формования с помощью одинарной и двойной диафрагмы. При этом слои 2a, 2b, 2c ламината 40 скользят друг по другу, при этом смещения переходят на концы 42, 43 полок, так что на концах 42, 43 полок, примерно U-образного полуфабриката 1 из ВКМ создается показанный на фиг.6 «эффект книги». Среди способов формования с помощью диафрагмы различают способ одинарной диафрагмы (SD-способ) и способ двойной диафрагмы (DD-способ) с одной диафрагмой или же двумя диафрагмами, соответственно. Под диафрагмой понимается, соответственно гибкая мембрана (не показана), например мембрана из Tygavac® LRB100 или Mosites, которая отделяет разреженное вакуумом пространство от атмосферы. При SD-способе сначала на вакуумный стол помещается формовочный сердечник 50. Затем, ламинат 40 в желаемом положении размещается на фасонной детали 20, закрепляется и посредством нагревательного устройства 18, 19 (см. фиг.5) нагревается. Для нагрева ламината 40 на него далее сверху конвекционно подается тепло. При как SD-способе, так и DD-способе теплота при этом сначала переносится на верхнюю диафрагму, а оттуда - за счет теплопроводности через мембрану на укладку. Предпочтительным образом, в качестве источника теплоты используются керамические излучатели, лампочки накаливания или источники инфракрасного излучения.
Дополнительно, формовочный стол может нагреваться снизу, то есть от фасонной детали 20, например излучателем теплоты, например источниками инфракрасного излучения. Затем диафрагма размещается на общей структуре и герметично соединяется с вакуумным столом. Затем, за счет находящегося под разряжением трубопровода между диафрагмой и вакуумным столом создается пониженное давление, так что давление окружающей среды прижимает ламинат 40 к фасонной детали 20 и, тем самым, таким образом пластически формообразует его.
Способ двойной диафрагмы отличается от способа одинарной диафрагмы, в основном, тем, что ламинат 40 располагается между двумя мембранами и находится в разреженном состоянии. Таким образом, отдельные слои ламината 40 уже фиксируются друг с другом. Общий пакет, состоящий из диафрагм и укладки, затем, как уже пояснялось на основе SD-способа, нагревается и подвергается пластическому формообразованию.
Альтернативно, предусмотренный способ горячего формования полуфабриката 1 из ВКМ может быть осуществлен согласно еще одному примеру осуществления изобретения при помощи способа обработки давлением прессованием или способа обработки гибкой (не показан). В случае способа обработки давлением прессованием для формования полуфабриката 1 ламинат 40 подвергается пластическому формообразованию между негативной и позитивной пресс-формой за счет прессования под воздействием температуры. Для изготовления полуфабриката 1 при помощи способа обработки давлением гибкой расположенный ламинат 40 на столе кантуется по одному краю. Для этого используются пластины, которые охватывают ламинат с верхней и нижней стороны без сильного обжима. Затем краевой учаток 44, 45кламината 40 поворотного движения пластин сгибается по краю.
Согласно изобретению заранее изогнутый или не изогнутый полуфабрикат 1 посредством перемещения зажимного приспособления 16, 17, в котором зажат по меньшей мере один краевой участок 44 или же 45, прежде всего расположенный, при рассмотрении в продольном направлении LR, внутри или до зажимного приспособления, то есть по направлению к среднему участку, участок 46 или же 47, сгибается под углом посредством наложения на закругленную поверхность 58 или же 59 фасонной детали 20, при этом посредством зажимного приспособления поперек оси вращения или траектории перемещения зажимного приспособления (фиг.3, а также 7 и 8) на ламинат прилагают растягивающее усилие.
Предпочтительным образом, по меньшей мере одно зажимное приспособление 16, 17, интегрировано в захватывающее устройство 14 или же 15, в котором захватывается соответствующий концевой участок ламината. Предпочтительным образом, зажимное приспособление 16, 17 имеет зажимы для ламината с двумя зажимными щеками 25a, 25b, которые в продольном направлении LR ламината могут прикладывать к ламинату 40 или ВКМ полуфабрикату 1 силу F. При необходимости, зажимное приспособление 16, 17 может удерживать краевые участки 44, 45 ламината 40 при помощи зажимов таким образом, что слои 2a, 2b, 2c в области краевых участков 44, 45, прежде всего в продольном направлении LR, не могут смещаться относительно друг друга.
Таким образом, в расположенной перед зажимным приспособлением области 46 или же 47, рядом с соответствующим зажатым краевым участком 44, 45 образуется второй изогнутый участок 68 или же 69 (фиг.8), который, при рассмотрении со стороны соответствующего зажатого краевого участка 44 или же 45, расположен еще дальше внутрь, то есть по направлению к закругленному участку 58, 59 поверхности (если имело место предварительное формование). Во время формования ламината (фиг.5 и 6) за счет перемещения и оказания растягивающего усилия посредством зажимного приспособления 16, 17 краевые участки 44, 45 полуфабриката 1 фиксируются посредством зажимного приспособления 16, 17 таким образом, что слои 2а, 2b, 2 с ламината на краю ламината полуфабриката не могут скользить друг на друге по меньшей мере в направлении растягивающего усилия.
Так как при этом способе предварительного формования, при рассмотрении в направлении обработки, ширина В формовочного сердечника 50 больше, чем действительная в этом направлении ширина b фасонной детали 20 (фиг.7), возникающая под воздействием растягивающей силы длина полки L между соответствующим концами 42, 43 полоки возникающим изогнутым участком 68, 69 ламината 40 больше, чем длина полки I полуфабриката из ламината между концами 42, 43 полок и образованным на формовочном серддечнике 50 изогнутым участком 48, 49 (см. фиг.6 и 8). Радиусы изгиба R формовочного сердечника 50 могут быть выполнены, прежде всего, таким образом, что они соответствуют радиусам изгиба г фасонной детали 20.
В захватывающем устройстве 14, 15 на обращенной к фасонной детали 20 стороне может быть предусмотрена поверхность прилегания 12 или же 13, которая, прежде всего, может быть выполнена с закругленной формой на обращенной к ламинату стороне, ось изгиба которой проходит поперек направлению растягивающего усилия. Эта плоскость прилегания, прежде всего, может быть предусмотрена в соответствующем исполнении для того, чтобы при приложении растягивающего усилия F, оно могло быть передано на полуфабрикат без причинения ему вреда. Закругленная соответствующим образом плоскость 12, 13 прилегания, может также быть предусмотрена для того, чтобы при образовании исходного полуфабриката 2 придавать ему изгиб 48, 49, что может происходить альтернативным или дополнительным образом к способу согласно фиг.5, 6 при помощи формовочного сердечника 50.
Сгибание концевого участка под углом к расположенной рядом с концевым участком области для образования исходного полуфабриката может осуществляться за счет вращения первого зажимного приспособления вокруг оси, при котором захваченный первым зажимным приспособлением участок ламината в его продольном направлении сгибается под углом к области, которая расположена снаружи первого зажимного приспособления и перед ней.
При образовании исходного полуфабриката ось изгиба не должна быть прямой, так как речь также может идти об изогнутой в продольном направлении детали. Ось изгиба при образовании исходного полуфабриката также не должна проходить параллельно к оси изгиба ламината, которая предусмотрена при формовании с помощью зажимного приспособления при приложении зажимного усилия.
Кроме того, угол, под которым в представленном на фиг.5 и 6 примере при образовании исходного полуфабриката концевой участок и расположенная внутри область 46 или же 47 сводятся друг с другом, при рассмотрении в продольном направлении I не равен углу, под которым после дальнейшего пластического формообразования ламината посредством зажимного приспособления и формовочного сердечника 50 расположенный далее вглубь, при рассмотрении от соответственно первого изогнутого участка 48 или же 49, изогнутый участок (средний участок на фиг.8) и соответственно зажатые концевые участки направлены друг к другу. Однако, в показанном на фиг.6 и 8 примере это именно так, так как на подготовительном этапе, как и на осуществляемой при помощи зажимных приспособлений стадии технологического процесса, образуется правый угол, при рассмотрении в продольном направлении ламината. Прежде всего, в этом примере угол, на который расположенный в первом зажимном приспособлении концевой участок участок может быть повернут относительно расположенной перед первым зажимным приспособлением области ламината, может с отклонением ±10 градусов быть равен углу, под которым вторая боковая поверхность проходит к поверхности прилегания.
В общем, продольное направление LR также представляет собой направление, в котором зажимные приспособления оказывают растягивающие усилия, при этом продольное направление, прежде всего, может соответствовать линии соединения середин зажатых краевых участков.
При данном способе концевой участок может быть согнут под углом к расположенной рядом с концевым участком области посредством формовочного сердечника.
В общем, может быть предусмотрено, что, прежде всего, во время формования ламината при помощи зажимного приспособления при приложении растягивающего усилия осуществляется дальнейшее формование ламината. Например, может быть предусмотрено, что поверхность 33 прилегания фасонной детали 20 отформована трехмерно, и, например, имеет возвышения, углубления, включения, свили и др. Такие контурные поверхности также могут быть предусмотрены на одной или обеих боковых поверхностях 34, 35. При приложении растягивающего усилия на ламинат его участок, который проходит вдоль подобной поверхности 33 прилегания или же одной или обеих боковых поверхностей 34, 35, трехмерно формуется за счет его прижимания к этой поверхности. При придании соответствующей формы прилегающей поверхности или же одной или обеих боковых поверхностей при этом также может быть достигнуто по меньшей мере частичное смещение слоев ламината относительно друг друга. Таким образом, может быть достигнуто получение неких элементов формы, таких как, например, поднутренних, или также короблений ламината.
Предпочтительным образом, направление растягивающего усилия F, при рассмотрении поперек усилия растяжения, проходит, по возможности точно, в продольном направлении ламината 40 между соответствующими зажимными приспособленями, которые оказывали растягивающее усилие F, или поверхностью прилегания 12, 13 и закругленным участком 58, 59 поверхности.
Далее при перемещении по меньшей мере одного зажимного приспособления 16, 17 или захватывающего устройства 14, 15 с приложением растягивающего усилия траектория перемещения 62, 63 может быть установлена таким образом, что ламинат или же зажатый зажимным приспособлением 16, 17 краевой участок 44, 45 смещается в зажимном приспособлении как единое целое и/или что слои внутри краевого участка 44, 45 смещаются по отношению друг к другу. Прежде всего, это происходит, если прохождение поверхности 12, 13 прилегания и/или закругленного участка 58, 59 поверхности, а также положение и перемещение соответствующего зажимного приспособления 16, 17 относительно них оказывает направленное поперек растягивающего усилия усилие смещения ламината относительно зажимного приспособления.
Перемещение зажимных приспособлений или же захватывающих устройств осуществляется относительно закругленного участка 58, 59, который образует изгиб перед соответствующим зажимным приспособлением. При этом могут быть предусмотрены несколько закругленных участков поверхности для образования на ламинате нескольких изгибов.
Управление перемещением захватывающих устройств 14, 15 вдоль соответствующей траектории 62 или же 63 перемещения может осуществляться вручную или автоматически, например при помощи не показанного ЧПУ исполнительного устройства. Во время этого перемещения слои 2a, 2b, 2c скользят друг на друге между соответствующим зажимным приспособлением 16, 17 и по меньшей мере закругленным участком поверхности 58, 59. При этом траектория 62, 63 перемещения и направление и величина растягивающего усилия F выбираются таким образом, что слои 2а, 2b, 2 с, прежде всего во время перемещения по меньшей мере одного зажимного приспособления, находятся под действием силы растяжения, так что вспучивание или коробление слоев или ламината не происходит.
Для этого технологическое устройство снабжено механизмом перемещения (не показан), который может управляться посредством исполнительного устройства (не показано) и соединен с одним или несколькими захватывающими устройствами 14, 15 или зажимными приспособлениями 16, 17 согласно изобретению. Механизм перемещения выполнен таким образом, что соответствующее захватывающее устройство 14, 15 или зажимное приспособление 16, 17 может прилагать заранее определенное растягивающее усилие в направлении, противоположном направлению, которое направлено на второе захватывающее устройство, и одновременно может выполнять перемещение относительно захватывающего устройства фасонной детали.
Кроме того, может быть предусмотрено, что с механизмом перемещения соединено приводное устройство, которое выполнено с возможностью управления посредством исполнительного механизма и к которому присоединено зажимное приспособление или захватывающее устройство, при этом механизм перемещения и приводное устройство выполнены таким образом, что соответствующее захватывающее устройство может прилагать заранее определенное растягивающее усилие в направлении, противоположном направлению, на которое направлено на второе захватывающее устройство, и одновременно может осуществлять перемещение относительно захватывающего устройства фасонной детали. Для каждого захватывающего приспособления может быть предусмотрен собственный механизм перемещения или для нескольких захватывающих устройств или зажимных приспособлений может быть предусмотрен один механизм перемещения. Также приводное устройство или исполнительное устройство может быть соединено соответственно с несколькими захватывающими устройствами или зажимными приспособлениями. Прежде всего, может быть предусмотрено, что исполнительное устройство приводит в действие также и зажимное приспособление.
Перемещение, выполняемое механизмом перемещения, может при этом происходить в одной плоскости. Приводное устройство может быть пригодно для приложения на ламинат растягивающего усилия с заранее определенным значением во время перемещения, выполняемого механизмом перемещения. Прежде всего, растягивающее усилие может быть приложено посредством соединенного с приводным устройством пружинного приспособления, при помощи которого во время формующего перемещения сохраняется минимальное растягивающее усилие. Также механизм перемещения может быть выполнен таким образом, что траектория перемещения может быть регулируемой. Траектория перемещения при этом может быть дугообразной. Кроме того, первое захватывающее устройство может иметь поворотный механизм, при помощи которого первое захватывающее устройство может вращаться вокруг оси, которая расположена поперек соединения между первым и вторым захватывающими устройствами. Если предусмотрено несколько захватывающих устройств, то может быть предусмотрено, что они сопряжены с вращающимися устройствами, оси вращения которых расположены не параллельно друг к другу. Вращение захватывающего устройства с вращающимся устройством может быть выполнено, прежде всего, при осуществлении траектории перемещения 62, 63.
Что бы захватывающее устройство или зажимное приспособление оказывали предложенное согласно изобретению растягивающее усилие на ламинат, техническое устройство может быть соединено с приводным устройством пружинного устройства, при помощи которого оказывается растягивающее усилие, и механизм перемещения захватывающего устройства может действовать таким образом, что пружина во время выполнения траектории перемещения остается натянутой, так что во время пластического формообразования сохраняется минимальное растягивающее усилие.
Механизм перемещения соответствующего захватывающего устройства может быть выполнен таким образом, что траектория перемещения является регулируемой. Прежде всего, может быть предусмотрено, что технологическое устройство выполнено таким образом, что в направлении свободного участка перед соответствующим зажимным приспособлением или захватывающим устройством прилагается растягивающее усилие, и одновременно реализуется заданная траектория перемещения. В общем, траектория перемещения соответствующего захватывающего устройства может проходить дугообразно или в виде параболы.
Если предусмотрены два или более двух захватывающих устройств 14, 15, то они не должны быть расположены внутри технологического устройства напротив друг друга. Технологическое устройство также может иметь одно или х несколько дополнительных зажимных или захватывающих приспособлений, которые не предусмотрены для реализации траектории перемещения 62, 63, то есть статически расположены внутри технологического устройства. В случае если одно из зажимных приспособлений не имеет возможности перемещения или не перемещается во время одной из стадий технологического процесса, то это зажимное приспособление также может быть выполнено в виде традиционного зажимного или фиксирующего средства.
Изобретение относится к способу изготовления полуфабриката из волокнистого композиционного материала (ВКМ) из ламината с двумя слоями препрега и устройству для его осуществления. Способ включает закрепление по меньшей мере первого краевого участка ламината в первом зажимном приспособлении, выполненном с возможностью перемещения посредством механизма перемещения относительно фасонной детали, и расположенного напротив первого краевого участка второго краевого участка ламината в другом зажимном приспособлении. Затем осуществляют приложение растягивающего усилия первым зажимным приспособлением по отношению ко второму зажимному приспособлению на протяженности расположенной между зажимными приспособлениями области ламината. При этом осуществляют одновременное перемещение первого зажимного приспособления в заранее определенном направлении, которое направлено от второго зажимного приспособления до места, на котором закругленный участок поверхности между первым зажимным приспособлением и вторым зажимным приспособлением, при рассмотрении в продольном направлении ламината, формирует на ламинате изгиб. Причем усилия зажима первого и второго зажимного приспособления велики настолько, что скольжение слоев ламината относительно друг друга не допускается. Достигаемый технический результат заключается в повышении качества изготавливаемой детали. 2 н. и 12 з.п. ф-лы, 8 ил.
1. Способ изготовления полуфабриката из волокнистого композиционного материала (ВКМ) из ламината (40) по меньшей мере с двумя слоями (Li, La) сухой волокнистой ткани, которая удерживается вместе связующими, и/или слоями (Li, La) препрега, включающий:
- закрепление первого краевого участка (44) ламината (40) в первом зажимном приспособлении (16), выполненном с возможностью перемещения посредством механизма перемещения относительно фасонной детали (20), и расположенного напротив первого краевого участка (44) второго краевого участка (45) ламината (40) во втором зажимном приспособлении (17), при этом первое зажимное приспособление (16) расположено, при рассмотрении от второго зажимного приспособления (17), за закругленным участком (58) поверхности фасонной детали (20),
- приложение первым зажимным приспособлением (16) по отношению ко второму зажимному приспособлению (17) на протяженности, расположенной между зажимными приспособлениями области ламината, растягивающего усилия (F), при этом первое зажимное приспособление (16) перемещают в заранее определенном направлении так, что фасонная деталь (20) своим закругленным участком поверхности (58) между первым зажимным приспособлением (16) и вторым зажимным приспособлением (17), при рассмотрении в продольном направлении (LR) ламината, формирует на ламинате (40) изгиб (48),
при этом усилия зажима первого и второго зажимных приспособлений (16, 17) велики настолько, что скольжение слоев (Li, La) ламината относительно друг друга не допускается.
2. Способ по п.1, при этом первое зажимное приспособление (16) перемещают вниз и в направлении обращенной к первому зажимному приспособлению (16) первой боковой поверхности (34) фасонной детали (20), пока ламинат (40) не станет участками прилегать к первой боковой поверхности (34).
3. Способ по п.1, отличающийся тем, что
- перед закреплением первого краевого участка (44) ламината (40) в первом зажимном приспособлении (16) первый краевой участок (44) был согнут под углом по отношению к расположенной рядом с первым краевым участком области (46) с образованием расположенного между этими областями изогнутого участка (48) и при этом за счет изгиба слои (Li, La) расположены со смещением относительно друг друга, и
- слои (Li, La) первого краевого участка (44) в этом смещенном прилегании зажимают вместе в первом зажимном приспособлении (16).
4. Способ по п.3, отличающийся тем, что сгибание под углом первого краевого участка (44) по отношению к расположенной рядом с этим краевым участком области (46) происходит за счет вращения первого зажимного приспособления (16) вокруг своей оси, при котором захваченный первым зажимным приспособлением (16) участок ламината (40) в своем продольном направлении (LR) сгибается под углом к области, которая расположена снаружи от первого зажимного приспособления (16) и перед ним, при этом установлено более низкое усилие зажима, которое благодаря вращению слоев допускает смещение слоев относительно друг друга.
5. Способ по п.1, отличающийся тем, что при перемещении первого зажимного приспособления (16) посредством другого механизма перемещения также и второе зажимное приспособление (17), которое при рассмотрении со стороны первого зажимного приспособления (16) расположено за другим вторым закругленным участком поверхности (59) фасонной детали (20), перемещается в направлении, противоположном направлению перемещения первого зажимного приспособления (16), до места, в котором второй закругленный участок поверхности (59) фасонной детали (20), который при рассмотрении со стороны первого зажимного приспособления (16) расположен за первым закругленным участком поверхности (58), между первым закругленным участком поверхности (58) и вторым зажимным приспособлением (17), при рассмотрении в его продольном направлении (LR), формирует на ламинате (40) изгиб.
6. Способ по п.5, отличающийся тем, что перемещение второго зажимного приспособления (17) происходит одновременно с перемещением первого зажимного приспособления (16).
7. Способ по п.5, отличающийся тем, что перемещение второго зажимного приспособления (17) включает в себя перемещение второго зажимного приспособления (17) вниз в направлении расположенной напротив первой боковой поверхности (34) и обращенной ко второму зажимному приспособлению (17) второй боковой поверхности (35) фасонной детали (20), пока ламинат (40) не станет участками прилегать ко второй боковой поверхности (35).
8. Способ по п.5, отличающийся тем, что
- перед закреплением второго краевого участка (45) ламината (40) во втором зажимном приспособлении (17) второй краевой участок (45) сгибают под углом к расположенной рядом со вторым краевым участком (45) области (47) с образованием расположенного между этими областями закругленного участка и при этом слои за счет изгиба расположены со смещением относительно друг друга, и
- слои краевого участка (45) в этом смещенном прилегании зажимают вместе во втором зажимном приспособлении (17).
9. Способ по п.8, отличающийся тем, что длина второго краевого участка (45) настолько мала, что смещение слоев краевого участка (45) происходит без образования выпуклостей или коробления внутреннего слоя (Li).
10. Способ по п.8 или 9, отличающийся тем, что сгибание второго краевого участка (45) под углом по отношению к расположенной рядом с краевым участком области (47) происходит за счет вращения второго зажимного приспособления (17) вокруг своей оси, при котором захваченный вторым зажимным приспособлением (17) второй краевой участок (45) ламината (40) в своем продольном направлении (LR) сгибается под углом по отношению к области, которая расположена снаружи от второго зажимного приспособления (17) и перед ним.
11. Технологическое устройство для формования полуфабриката для изготовления детали из волокнистого композиционного материала (ВКМ), включающее в себя:
- захват фасонной детали для захвата фасонной детали (20) в целях пластического формообразования полуфабриката,
- первое (14) и второе (15) захватывающие устройства для захвата соответственно краевого участка (44, 45) ламината (40), которое соответственно снабжено зажимным приспособлением (16, 17) для зажатия полуфабриката, которое может соответственно оказывать на краевые участки (44, 45) ламината (40) такое усилие зажима, что слои (2a, 2b, 2c) полуфабриката в области краевых участков (44, 45) не смещаются относительно друг друга,
- механизм перемещения, который выполнен с возможностью управления посредством исполнительного устройства и соединен с первым захватывающим устройством (14), при этом механизм перемещения выполнен таким образом, что первое захватывающее устройство (14) может прилагать заранее определенное растягивающее усилие (F) против направления, которое направлено ко второму захватывающему устройству (15), и одновременно может осуществлять перемещение относительно захвата для фасонной детали.
12. Технологическое устройство по п.11, отличающееся тем, что с механизмом перемещения соединено приводное устройство, которое выполнено с возможностью управления посредством исполнительного устройства и соединено с первым захватывающим устройством (14), при этом механизм перемещения и приводное устройство выполнены таким образом, что первое захватывающее устройство (14) может прилагать заранее определенное растягивающее усилие (F) в направлении, противоположном направлению, которое направлено на второе захватывающее устройство (15), и одновременно может осуществлять перемещение относительно захвата фасонной детали.
13. Технологическое устройство по п.12, отличающееся тем, что к приводному устройству присоединено пружинное устройство для приложения растягивающего усилия (F), посредством которого во время формования сохраняется минимальное растягивающее усилие (F).
14. Технологическое устройство по п.11, отличающееся тем, что со вторым захватывающим устройством (15) соединен механизм перемещения, который выполнен с возможностью управления посредством исполнительного устройства, при этом механизм перемещения и приводное устройство выполнены таким образом, что второе захватывающее устройство (15) может прилагать заранее определенное растягивающее усилие (F) в направлении, противоположном направлению, которое указывает на первое захватывающее устройство, и одновременно может осуществлять перемещение относительно захватывающего устройства фасонной детали.
| Способ изготовления фильтрующей оболочки на гофрированной дренажной трубе | 1986 |
|
SU1393875A1 |
| СПОСОБ РАЗРАБОТКИ МНОГОПЛАСТОВОЙ НЕОДНОРОДНОЙ НЕФТЯНОЙ ЗАЛЕЖИ | 1995 |
|
RU2061177C1 |
| СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2212341C2 |
| DE 4014549 A1, 22.11.1990. | |||

