Ссылка на связанную заявку
[0001] Датой приоритета для данной заявки является 7.05.2015 (дата подачи предварительной патентной заявки США №62/158348, содержание которой полностью включено в данное описание посредством ссылки).
Область техники
[0002] Изобретение относится главным образом к поручням, пригодным для применения в эскалаторе, движущейся дорожке и/или в другом транспортирующем устройстве.
Уровень техники
[0003] Допускается, что в данном разделе могут содержаться некоторые сведения, не входящие в уровень техники или в объем знаний специалистов соответствующей области.
[0004] В международной заявке WO 2000/001607 представлена конструкция движущегося поручня для эскалаторов, движущихся дорожек и других транспортирующих устройств, имеющего, по существу, С-образное поперечное сечение и задающего, по существу, Т-образный внутренний вырез (паз). Поручень изготовлен посредством экструзии и содержит первый слой термопластичного материала, окружающего Т-образный паз. Второй слой термопластичного материала окружает снаружи первый слой и задает наружный профиль поручня. Слой скольжения, покрывающий Т-образный паз с внутренней стороны, прикреплен к первому слою. Ограничитель растяжения расположен внутри первого слоя. Первый слой сформирован из более твердой термопластмассы, чем второй слой, причем было обнаружено, что такое выполнение улучшает свойства бортовой части поручня и способствует улучшению характеристик линейных приводов
[0005] В международной заявке WO 2009/033270 описаны способ и устройство для экструдирования соответствующего изделия. Экструзионная пресс-форма выполнена с возможностью наносить потоки термопластичного материала на набор армирующих тросов, формируя таким образом композитный экструдированный продукт (экструдат). К одной из сторон данного экструдата может быть прикреплена материя для образования слоя скольжения. После выхода из экструзионной пресс-формы эта материя может быть задействована для поддержки экструдата, когда он проходит по удлиненному калибратору, в результате чего плоский профиль базовой части материи способен приобрести форму конечного внутреннего профиля изделия. Затем изделие можно охладить, чтобы произвести отверждение его материала. В данной пресс-форме предусмотрены возможность охлаждения указанной материи и средство, способствующее проникновению термопластика в армирующие тросы.
[0006] В международной заявке WO 2009/033272 описаны модифицированные поручни, предназначенные для применения в эскалаторах, движущихся дорожках и других транспортирующих устройствах. Предусмотрена возможность придать поручню конфигурацию, позволяющую разместить в нем набор тросов, выполняющий функцию ограничителя растяжения, в результате чего уменьшается прогибание тросов в условиях экстремальных деформаций. Кроме того, предусмотрена возможность придать поручню конфигурацию, позволяющую разместить в его краевых участках первый и второй термопластичные слои и, тем самым, уменьшить растягивающие и изгибающие напряжения, а также повысить срок службы изделия, определяемый наступлением момента усталостного разрушения под воздействием циклических нагрузок. Для ограничителя растяжения в поручне можно использовать также тросы, в которых наружные пряди имеют относительно крупный диаметр, а внутренние -относительно небольшой. Это способствует проникновению и адгезии во внутреннем объеме первого слоя и позволяет уменьшить вероятность истирания или коррозии.
[0007] В международной заявке WO 2009/033273 описаны способ и устройство для предварительной обработки слоя скольжения экструдированных поручней. В данных способе и устройстве предусмотрены источник слоя скольжения, средство, переносящее данный слой в нагревающий модуль, в котором он подвергается воздействию повышенной температуры в течение заданного времени, и средство, переносящее данный слой к экструзионной головке. Для поддержания частей слоя скольжения в петле, по существу, свободной от натяжения, во время переноса данного слоя от своего источника к данной головке могут быть предусмотрены одно или более управляемых подающих устройств. В возможном варианте предусмотрено наличие охлаждающей зоны, обеспечивающей адекватное охлаждение на участке между нагревающим модулем и экструзионной головкой. Кроме того, имеется средство, уменьшающее теплообмен между данной головкой и слоем скольжения.
[0008] Содержание международных заявок WO 2000/001607, WO 2009/033270, WO 2009/033272 и WO 2009/033273 полностью включено в данное описание посредством ссылки.
Краткое описание чертежей
[0009] Приложенные к описанию чертежи приведены только для иллюстрации различных примеров устройств и способов по изобретению и никоим образом не ограничивают объем изобретения.
На фиг. 1 проиллюстрирован, в сечении, один из примеров поручня.
На фиг. 2 поручень по фиг. 1 представлен в этом же сечении и с приведением дополнительной информации.
На фиг. 3 схематично проиллюстрирована конструкция, используемая для тестирования жесткости бортовых частей поручня.
На фиг. 4 схематично проиллюстрирована конструкция, используемая для тестирования прямолинейности поручня.
На фиг. 5 поручень по фиг. 4 представлен в поперечном сечении.
На фиг. 6 поручень схематично представлен намотанным с обратным перегибом.
На фиг. 7 проиллюстрирован, в сечении, другой пример поручня.
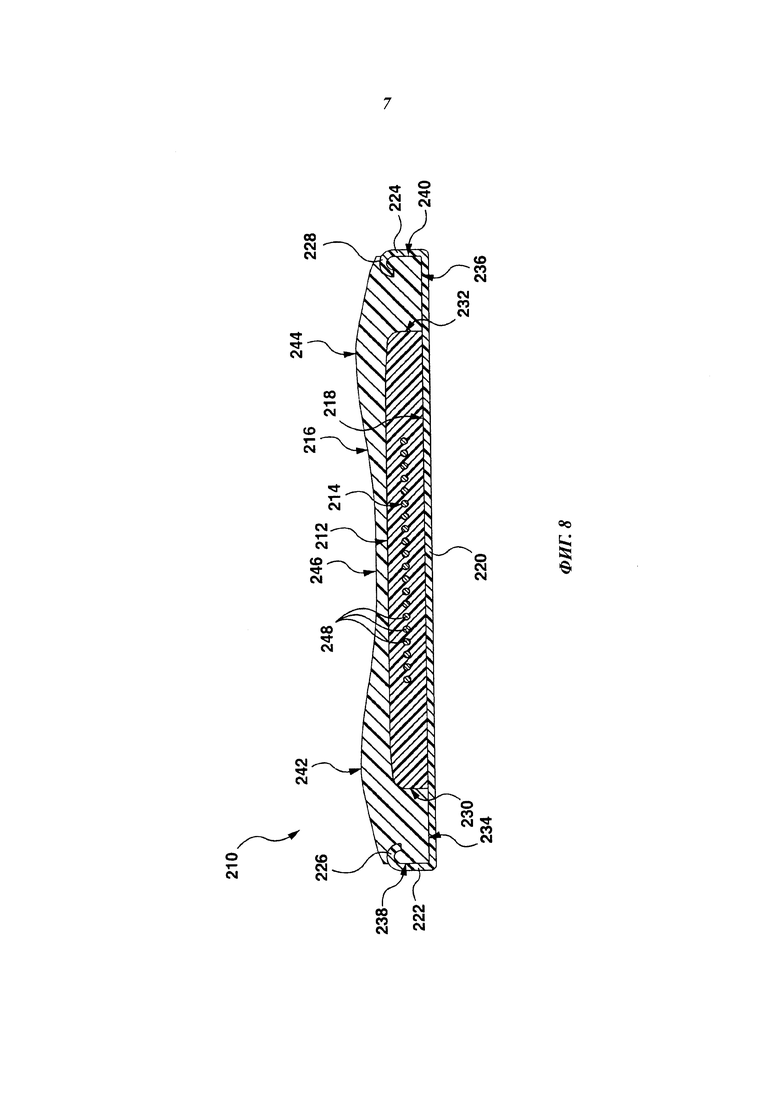
На фиг. 8 проиллюстрирован, в сечении, промежуточный продукт (полуфабрикат поручня).
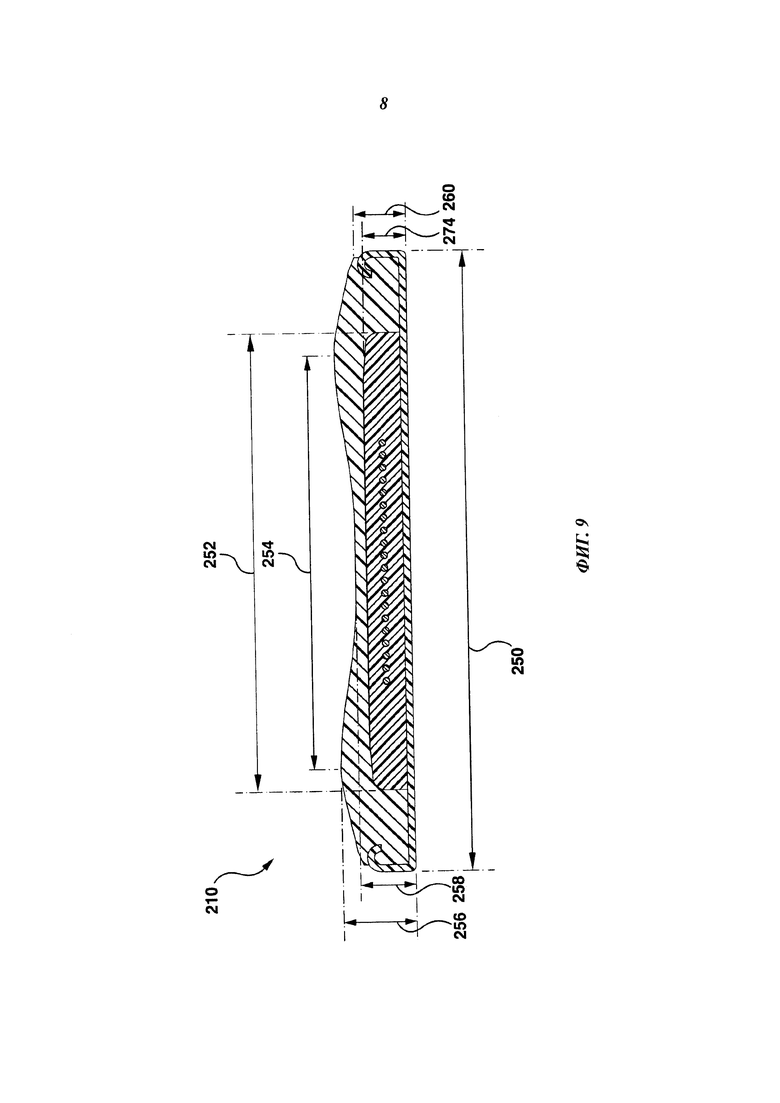
На фиг. 9 полуфабрикат по фиг. 8 представлен в том же сечении и с приведением дополнительной информации.
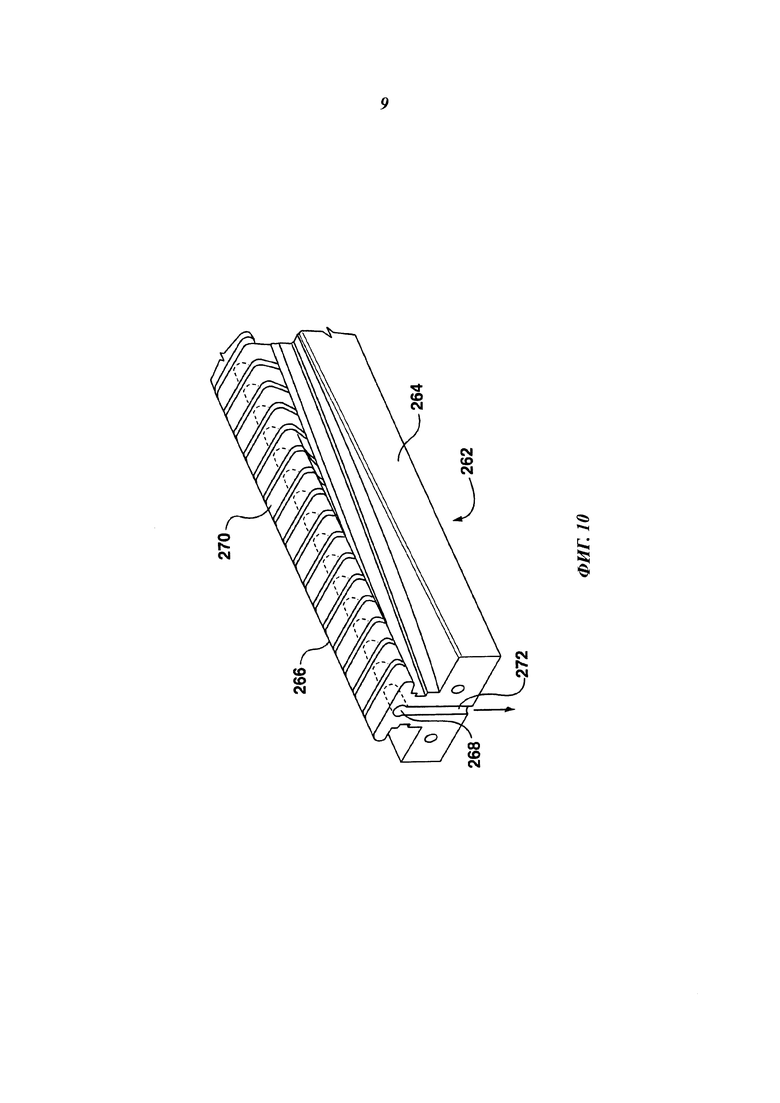
На фиг. 10 проиллюстрирован, в перспективном изображении, фрагмент калибратора, используемого для формирования поручня из полуфабриката.
Осуществление изобретения
[0010] Далее будут описаны различные устройства и способы, чтобы охарактеризовать вариант осуществления каждого изобретения из предлагаемой группы изобретений. Приводимые далее примеры не накладывают на эти изобретения никаких ограничений, причем любое изобретение может охватывать устройства и способы, не рассмотренные в данном описании. Изобретения не ограничены устройствами и способами, обладающими всеми признаками конкретных устройств и способов, которые будут описаны далее, или признаками, общими для всех описываемых устройств. Любое из изобретений может соответствовать комбинации элементов, рассмотренных в различных частях данного описания. Какое-то из описываемых устройств или способов может не соответствовать ни одному из изобретений заявленной группы. При этом заявитель и авторы сохраняют свои права на любое изобретение, воплощенное в любом из описанных далее устройств или способов, но не включенное в прилагаемую формулу. Раскрытие такого изобретения в данном описании не означает, что заявитель и авторы отказываются от него и передают его в свободное использование.
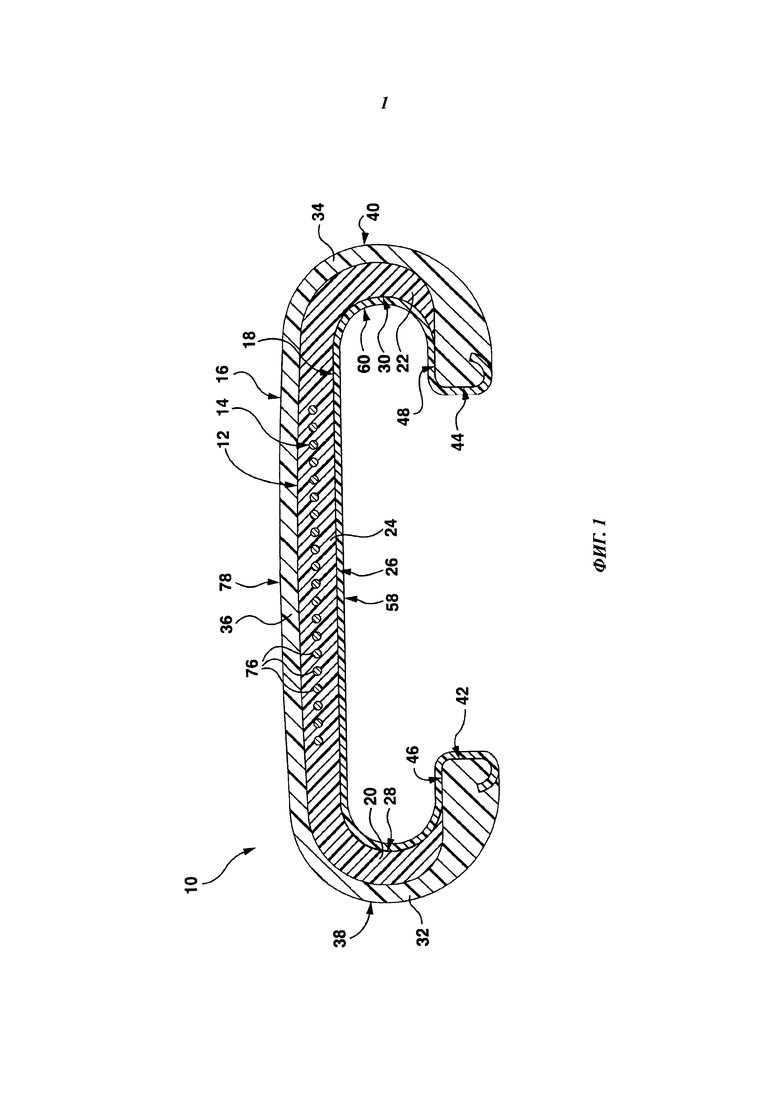
[0011] Представленный на фиг. 1 поручень 10 содержит каркас 12, ограничитель 14 растяжения, покрывающий (наружный) слой 16 и слой 18 скольжения.
[0012] В проиллюстрированном примере каркас 12 состоит из первого бокового участка 20, второго бокового участка 22, пространственно отделенного от участка 20, и из центрального участка 24, имеющего, в целом, постоянную толщину и расположенного между участками 20, 22. Ограничитель 14 растяжения расположен внутри центрального участка 24 каркаса. В данном случае толщина каркаса 12 уменьшается в зонах его первого и второго боковых участков 20, 22. В каркасе центральный участок 24, первый боковой участок 20 и второй боковой участок 22 задают контур верхней внутренней поверхности 26, первой вогнутой поверхности 28 и второй вогнутой поверхности 30 соответственно, причем поверхности 28, 30 прилегают к поверхности 26 на каждой ее стороне.
[0013] В проиллюстрированном примере наружный слой 16 прикреплен к каркасу 12 непосредственно у границы раздела, образуя вместе с ним сплошное тело. Он имеет первую боковую часть 32, покрывающую первый боковой участок 20 каркаса, вторую боковую часть 34, покрывающую второй боковой участок 22 каркаса, и центральную часть 36, имеющую, в целом, постоянную толщину и расположенную между первой и второй боковыми частями 32, 34 наружного слоя, прилегая к центральному участку 24 каркаса. Центральная часть 36 наружного слоя ограничена контуром верхней наружной поверхности 78, который в возможном варианте представляет собой, в сечении, слабовыпуклую кривую, как это показано на чертеже.
[0014] В проиллюстрированном примере первая и вторая боковые части 32, 34 наружного слоя ограничены контуром, соответственно, первой и второй выпуклых наружных поверхностей 38, прилегающих к верхней наружной поверхности 78 на каждой ее стороне.
[0015] В проиллюстрированном примере первая и вторая боковые части 32, 34 наружного слоя, кроме того, ограничены контуром, соответственно, первой и второй боковых внутренних поверхностей 42, 44, расположенных напротив одна другой. Каждая из частей 32, 34 может иметь толщину, увеличивающуюся в сторону поверхностей 42, 44 соответственно, компенсируя тем самым сужение каркаса 12.
[0016] В данном примере первая и вторая боковые части 32, 34 наружного слоя дополнительно ограничены, кроме того, контуром первой и второй нижних внутренних поверхностей 46, 48 соответственно. Как показано на чертеже, первая нижняя внутренняя поверхность 46 расположена между первой вогнутой внутренней поверхностью 28 и первой боковой внутренней поверхностью 42, а вторая нижняя внутренняя поверхность 48 расположена между второй вогнутой внутренней поверхностью 30 и второй боковой внутренней поверхностью 44.
[0017] В представленном примере слой 18 скольжения прикреплен к верхней внутренней поверхности 26, к первой и второй вогнутым внутренним поверхностям 28, 30, к первой и второй нижним внутренним поверхностям 46, 48, а также к первой и второй боковым внутренним поверхностям 42, 44. Данный слой 18 может иметь изогнутые концы, находящиеся внутри наружного слоя 16 и прилегающие к первой и второй боковым внутренним поверхностям 42, 44, как это показано на фиг. 1.
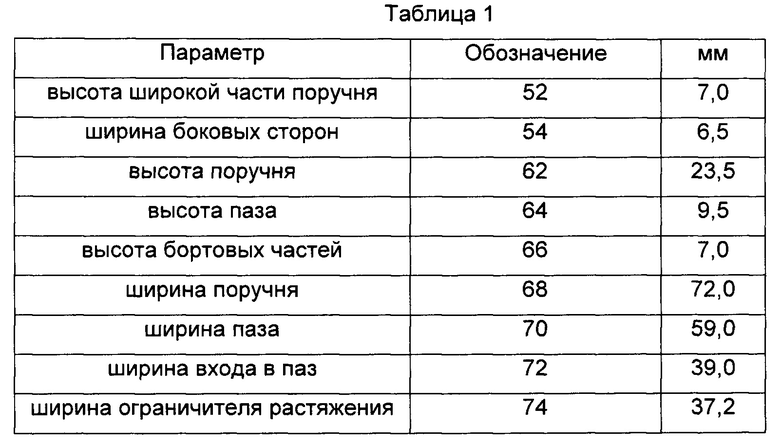
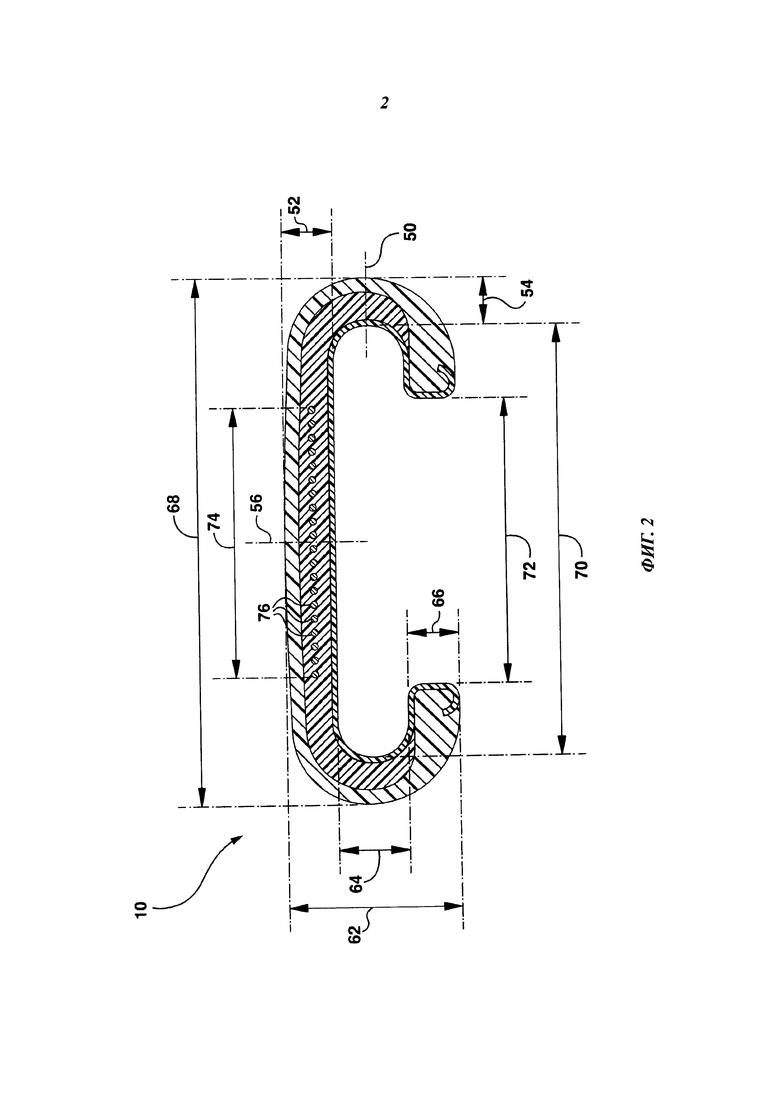
[0018] На фиг. 2 обозначены размеры поручня 10 и его частей. В проиллюстрированном примере высота широкой части поручня 10 и ширина его боковых сторон обозначены, как 52 и 54 соответственно. Высота 52 представляет собой размер по вертикали у центральной (по ширине) оси 56 поручня 10, т.е. расстояние между нижней поверхностью слоя 18 скольжения и верхней (наружной) поверхностью (обозначенными на фиг. 1, как 58, 78 соответственно). Ширина 54 боковой стороны представляет собой размер по горизонтали в центральной (по высоте) плоскости 50 поручня 10, т.е. расстояние между внутренней боковой поверхностью слоя 18 скольжения и второй выпуклой наружной поверхностью (обозначенными на фиг. 1, как 60, 40 соответственно). Поручень 10 может быть, в целом, симметричным относительно центральной оси 56, как это показано на фиг. 2, т.е. на обеих его сторонах ширина боковых сторон может быть одинаковой.
[0019] Изобретение ориентировано на поручни, обычно выполняемые компактными по размеру. В некоторых примерах высота 52 широкой части поручня и ширина 54 его боковых сторон могут быть, соответственно, менее примерно 8,0 мм и менее примерно 7,5 мм. В других примерах эти параметры могут иметь значение менее примерно 7,5 мм и менее примерно 7,0 мм соответственно или лежать в интервалах 7,0-7,5 мм и 6,5-7,0 мм соответственно. Как проиллюстрировано на фиг. 1, 2, каркас 12 может составлять по меньшей мере 60% от размеров высоты 52 широкой части или ширины 54 боковых сторон поручня 10.
[0020] В число вертикальных размеров поручня 10 входят также его полная высота 62, высота 64 паза и высота 66 бортовых частей. В число горизонтальных размеров поручня 10 входят также его ширина 68, ширина 70 паза, ширина 72 входа в паз и ширина 74 ограничителя растяжения.
[0021] На фиг. 1 и 2 ограничитель 14 растяжения представлен в виде множества продольных тросов, расположенных в центральной плоскости внутреннего объема центрального участка 24 каркаса. В проиллюстрированном примере каждый из крайних тросов 76 смещен относительно первой и второй боковых внутренних поверхностей 42, 44 к центру. Другими словами, ширина 74 ограничителя растяжения существенно меньше ширины 72 входа в паз. Это пространственное смещение каждого из тросов 76 от зон напряжения в участках 20, 22, 32, 34 позволяет ограничителю 14 в процессе работы поручня оставаться в нейтральной плоскости при приложении изгибающего воздействия.
[0022] Конкретные примеры размеров поручня 10 представлены в Таблице 1. Они приведены только для иллюстрации и не ограничивают объем изобретения.
[0023] Компактность конструкции поручня 10 позволяет уменьшить энергию, требуемую для его перемещения. Например, масса поручня 10 может быть приблизительно на 30-40% меньше, чем у традиционного изделия такого назначения, которое он должен будет заменить. Такое уменьшение массы приведет к понижению энергии, расходуемой эскалаторами, движущимися дорожками и/или другими транспортирующими устройствами.
[0024] Авторами изобретения было установлено, что, в связи с компактными размерами, для достижения удовлетворительных механических свойств поручня 10 требуется надлежащий выбор материалов его компонентов.
[0025] Каркас 12 может быть сформирован из первого термопластичного материала, наружный слой 16 можно сформировать из второго термопластичного материала, а для слоя скольжения предусмотрена возможность использовать тканый материал. По сравнению со вторым термопластичным материалом наружного слоя 16 первый термопластичный материал каркаса 12 является более жестким и более твердым. Он должен удерживать ширину 72 входа в паз на постоянном уровне, обеспечивая, тем самым, желаемую жесткость бортовых частей. Каркас 12 выполняет также функцию защиты ограничителя 14 растяжения, который в данном случае сформирован из тросов 76, причем предусмотрена возможность упрочнения связи между ними и первым термопластичным слоем каркаса 12 посредством адгезива (на чертеже не показан).
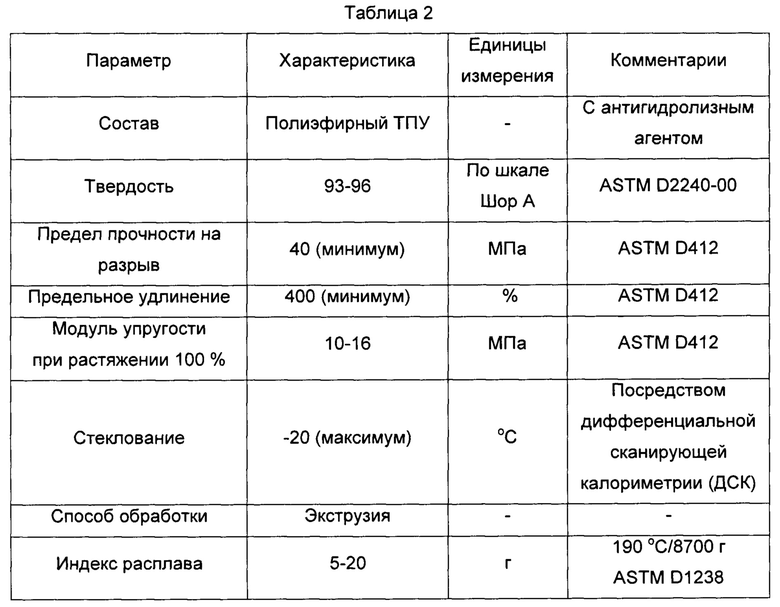
[0026] В качестве первого термопластичного материала для каркаса 12 может быть использован полиэфирный термопластичный полиуретан (ТПУ). В некоторых примерах первый термопластичный материал для каркаса 12 может иметь модуль упругости при растяжении 100%, равный примерно 10-16 МПа, и твердость в интервале примерно 93-96 ед. по шкале Шор А. В некоторых специальных примерах данный материал может иметь модуль упругости при растяжении 100%, составляющий примерно 12-15 МПа, и твердость в интервале примерно 94-95 ед. по шкале Шор А. Возможные характеристики первого термопластичного материала для каркаса 12 представлены в Таблице 2. Они приведены только для иллюстрации и не ограничивают объем изобретения.
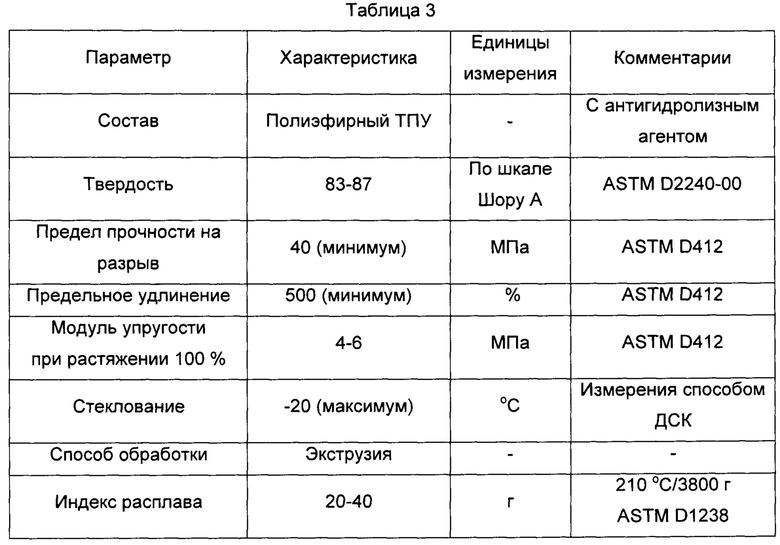
[0027] В качестве второго термопластичного материала для наружного слоя 16 тоже может быть использован полиэфирный термопластичный полиуретан. В некоторых примерах второй термопластичный материал для наружного слоя 16 может иметь относительно низкий индекс расплава, например, примерно 20-60 г в условиях, перечисленных в Таблице 3. В некоторых специальных примерах данный материал в этих же условиях может иметь индекс расплава, равный примерно 20-40 г, и широкое молекулярно-массовое распределение, позволяющее избежать наличия четкой точки плавления. Пример характеристик второго термопластичного материала для наружного слоя 16 представлен в Таблице 3. Они приведены только для иллюстрации и не ограничивают объем изобретения.
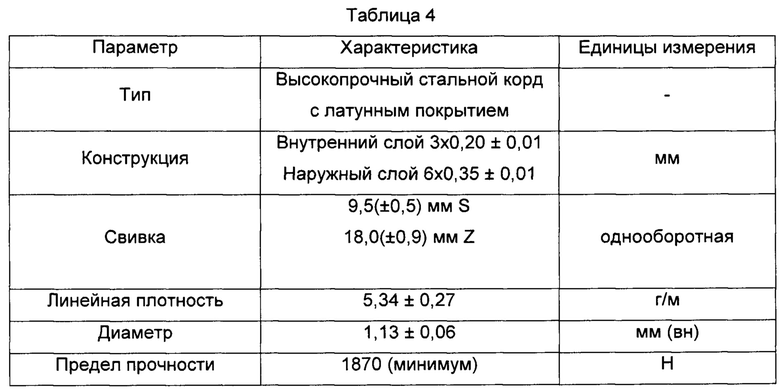
[0028] Характеристики тросов 76 ограничителя 14 растяжения представлены в Таблице 4. Они приведены только для иллюстрации и не ограничивают объем изобретения.
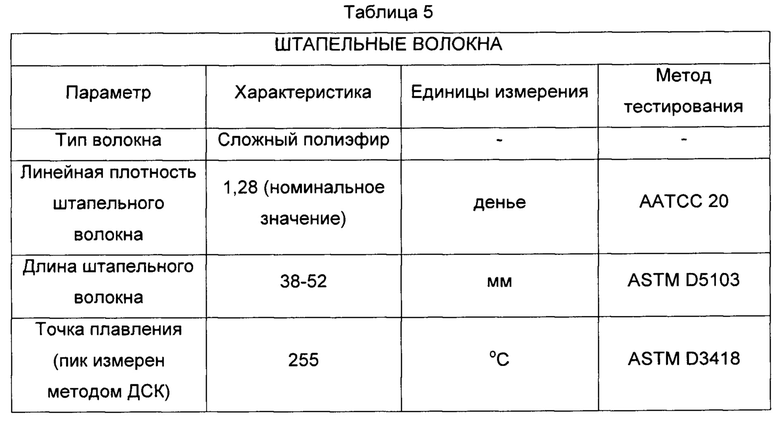
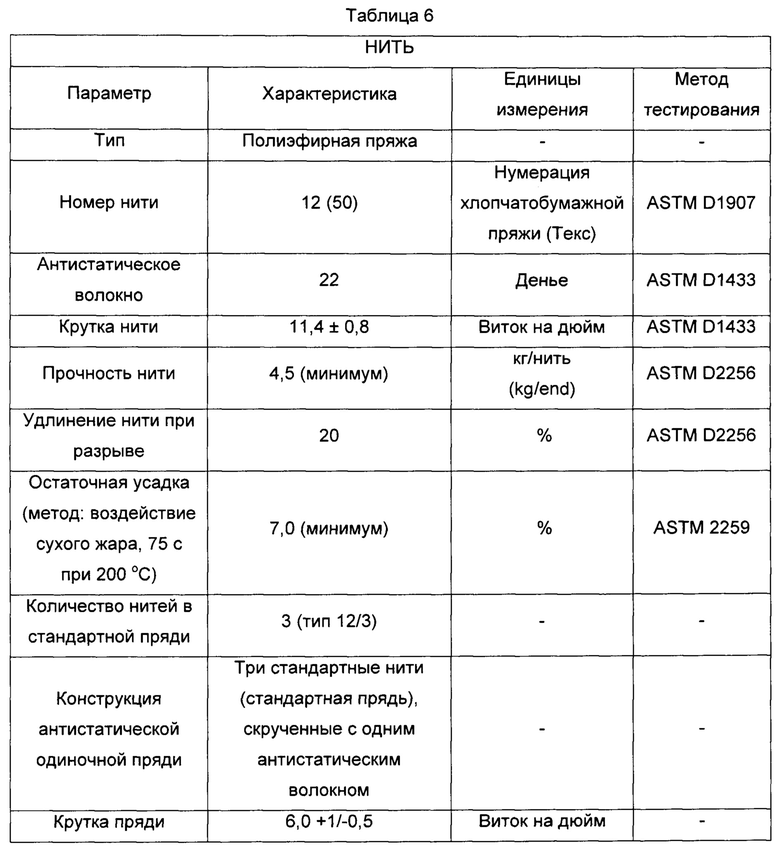
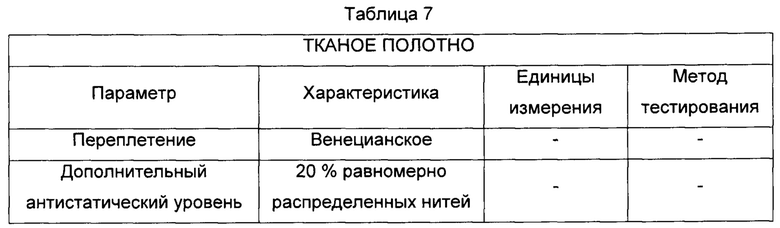
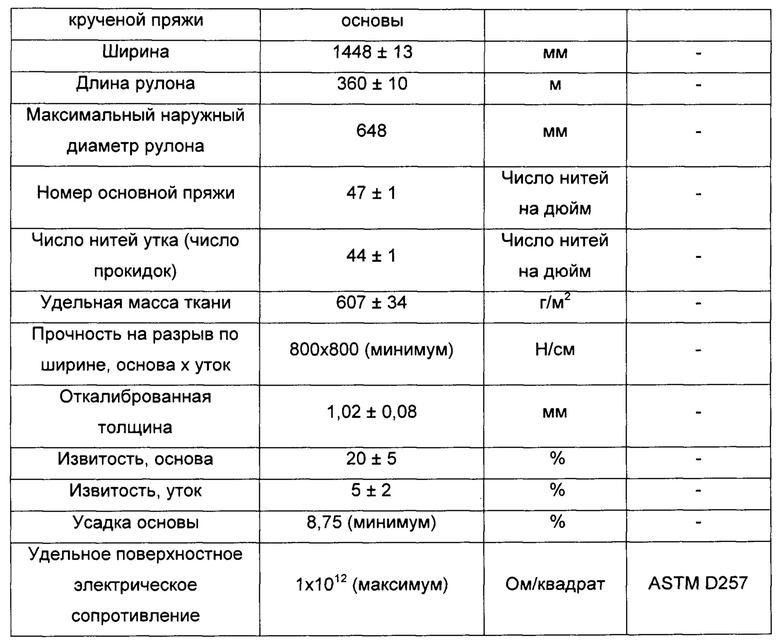
[0029] Для слоя 18 скольжения может быть использовано тканое текстильное полотно из полиэфирной пряжи. В некоторых примерах трехниточная пряжа может иметь остаточную усадку по меньшей мере 7,0% (для параметров, приведенных в Таблице 6). В других примерах минимальная усадка основы тканого полотна может составлять по меньшей мере 8,75%. Такие высокие значения усадки могут оказаться востребованными, т.к. в соответствии с данной технологией полотно испытывает усадку и уплотняется. Применение пряж и тканей с более низкой усадкой, именуемых также "высокопрочными" (high tenacity), может привести к тому, что текстиль по технологическим причинам растягивается, причем в конечном продукте это растяжение может быть зафиксировано или сохранено каким-то другим образом, в результате чего формируются слой текстиля с повышенным модулем упругости и более жесткий продукт. Характеристики слоя 18 скольжения представлены в Таблицах 5, 6 и 7. Они приведены только для иллюстрации и не ограничивают объем изобретения.
[0030] Слой 18 скольжения может быть целиком изготовлен с использованием устройств и способов предварительной обработки, описанных в международной заявке WO 2009/033273. Однако авторами изобретения для поручня 10 была разработана следующая процедура предварительной обработки и тестирования.
1. Используя нож, отрезают кусок ткани от большого рулона, подлежащего тестированию. Так, образец может иметь длину 40-60 см и ширину не более 20 см.
2. Используя пишущее средство, прочерчивают для проведения измерения множество линий различной длины в направлениях основы и утка (например 4-6 линий с различными длинами в интервале 50-10 мм).
3. Используя набор шаблонов, измеряют длину каждой из линий с погрешностью до одной десятой миллиметра и регистрируют полученные значения.
4. На расстоянии приблизительно 3 мм одна от другой устанавливают две нагретые пластины, позволяющие нагревать ткань с обеих сторон при температуре 200±3°С.
5. На 75±1 с вставляют ткань в зазор между пластинами.
6. После удаления ткани из пластин позволяют ей охладиться в течение приблизительно 2 мин.
7. Используя шаблоны, снова измеряют каждую линию и регистрируют полученные результаты.
8. Для каждой измеренной линии вычисляют усадку в процентах, используя для этого уравнение (1):

[0031] Пример результатов предварительной обработки и тестирования приведен в Таблице 8.
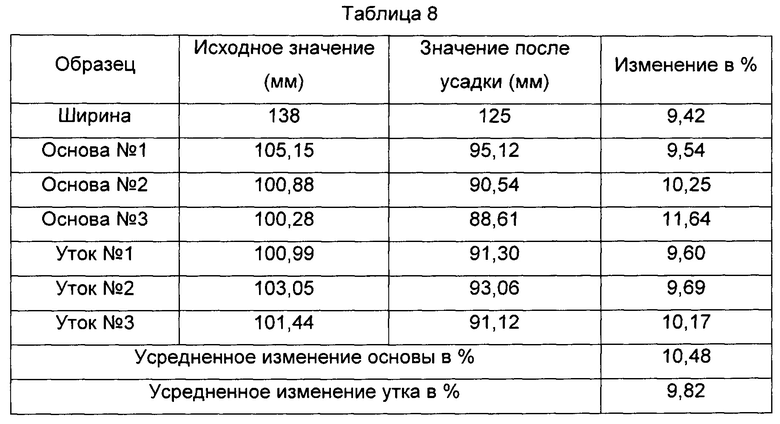
[0032] Как отмечено в Таблице 7, чтобы получить на выходе ткань, обладающую одновременно гибкостью и прочностью, во время предварительной обработки усадка в направлении основы должна составлять минимум 8,75%. Авторы изобретения обнаружили, что, если ткань, используемая для слоя скольжения, во время предварительной обработки не проявляет в направлении основы усадку по меньшей мере 8,75%, показатели поручня 10 при динамическом тестировании могут ухудшиться. Было показано, что для механических свойств готового поручня 10 усадка в направлении утка менее важна.
[0033] Описанный в данном документе поручень 10 может проявлять улучшенные механические свойства.
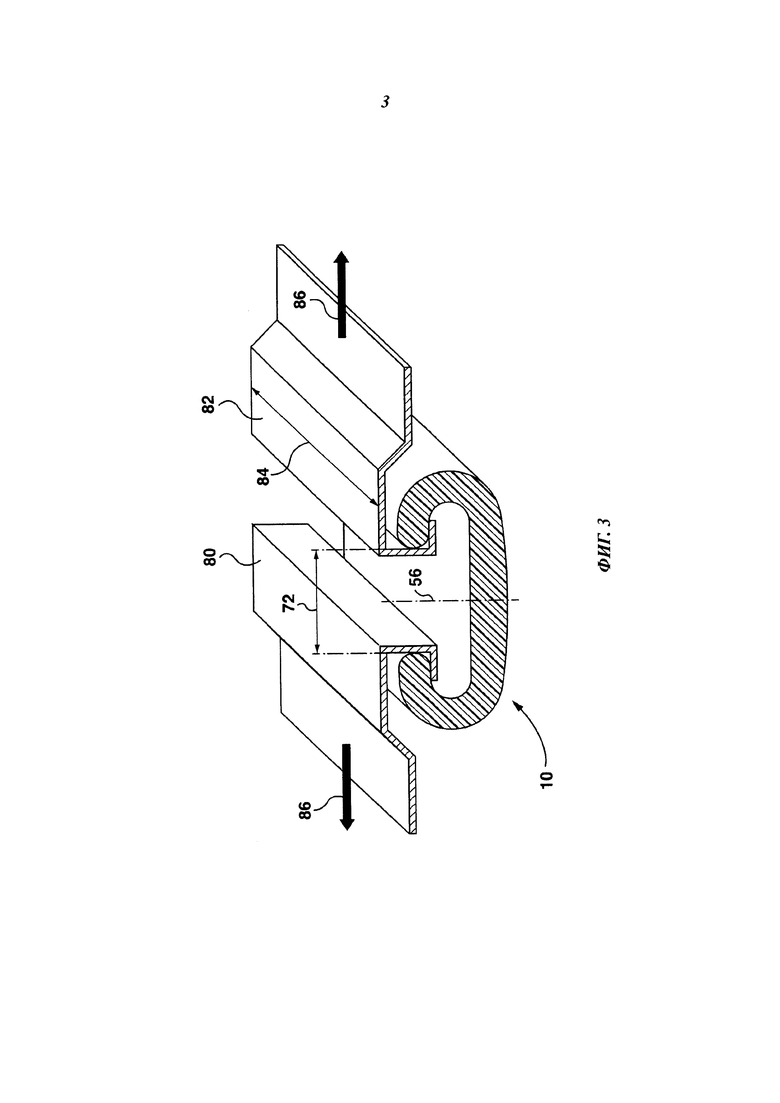
[0034] Жесткость бортовых частей поручня характеризуется усилием, которое требуется для раздвижения их посредством двух введенных между ними механических губок. Данное свойство поручня 10 может оказаться важным в аспекте техники безопасности, поскольку характеризует его способность противостоять стягиванию со своей направляющей. Как показано на фиг. 3, чтобы протестировать жесткость бортовых частей, предусмотрена возможность посредством первой и второй губок 80, 82 приложить нагрузку к испытуемому фрагменту поручня 10 по обе стороны от оси 56. Губки 80, 82 могут прикладывать нагрузку к первой и второй боковым внутренним поверхностям 42, 44 (см. фиг. 1). Длина 84 каждой из данных губок 80, 82 может составлять, например, 30 мм, причем во избежание краевых эффектов, длина испытуемого фрагмента должна существенно превышать длину 84. Значение жесткости бортовых частей можно оценить по величине усилия 86, необходимого для увеличения ширины 72 входа в паз на заданное расстояние. В некоторых примерах, чтобы увеличить, в экструдированной секции, ширину 72 на 7 мм, может потребоваться усилие, равное по меньшей мере 100 Н. В других примерах в секции, в которой сращиваются концы, т.е. где формируется стык между концами двух раздельных участков поручня 10, для этого может потребоваться усилие, равное 70 Н. В этой секции прочность может оказаться пониженной вследствие тепловой обработки, проведенной, например, согласно способам и устройствам, описанным в международной заявке WO 97/37834, содержание которой полностью включено в данное описание посредством ссылки.
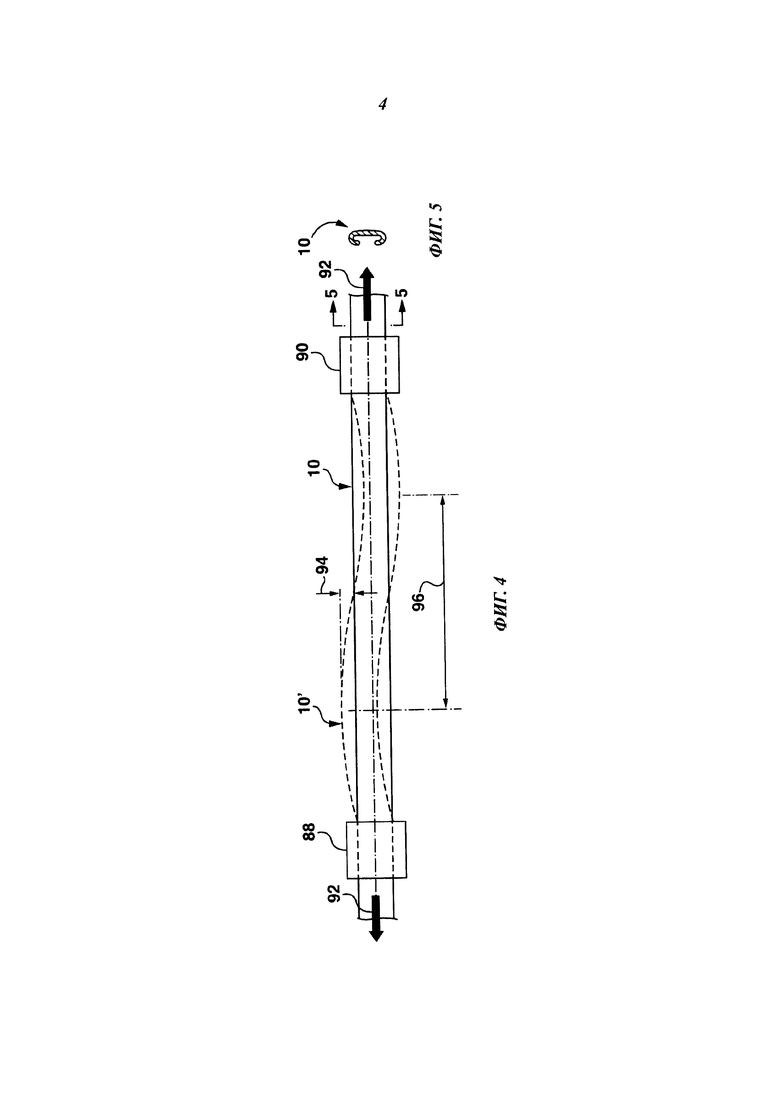
[0035] Кроме того, поручень 10 способен при натяжении относительно хорошо сохранять прямолинейность по всей своей длине. Как показано на фиг. 4, поручень удерживают между первой и второй опорами 88, 90, а растягивающее усилие 92 прикладывают к его концам. Параметр, характеризующий прямолинейность, можно задать в виде максимального отклонения 94 в границах минимального участка 96 растянутого поручня 10. В некоторых примерах при приложении растягивающего усилия 92, составляющего 1000 Н, поручень 10 в границах минимального участка 96 длиной 300 мм может иметь максимальное отклонение 94, равное 1 мм.
[0036] Другим параметром, который можно измерить, является усилие, требуемое для отгибания вперед. Чтобы загнуть участок поручня 10, имеющий длину 800 мм, на 90° по шаблону с радиусом 305 мм, причем так, чтобы максимальное изменение размеров бортовых частей при изгибе составляло +3/-1 мм, может потребоваться номинальное усилие 20 Н. В случае отгибания назад, чтобы загнуть участок поручня 10, имеющий длину 1700 мм, на 90° по шаблону с радиусом 610 мм, причем так, чтобы максимальное изменение размеров бортовых частей при изгибе составляло +3/-1 мм, может потребоваться номинальное усилие 25 Н.
[0037] Кроме того, существует допустимый радиус изгиба, позволяющий поручню 10 изгибаться и прогибаться, образуя относительно гладкие переходные участки. В случае отгибания назад (обратного изгиба) соответствующий радиус для поручня 10 может составлять минимум 380 мм. В случае отгибания вперед этот радиус для поручня 10 может составлять минимум 180 мм.
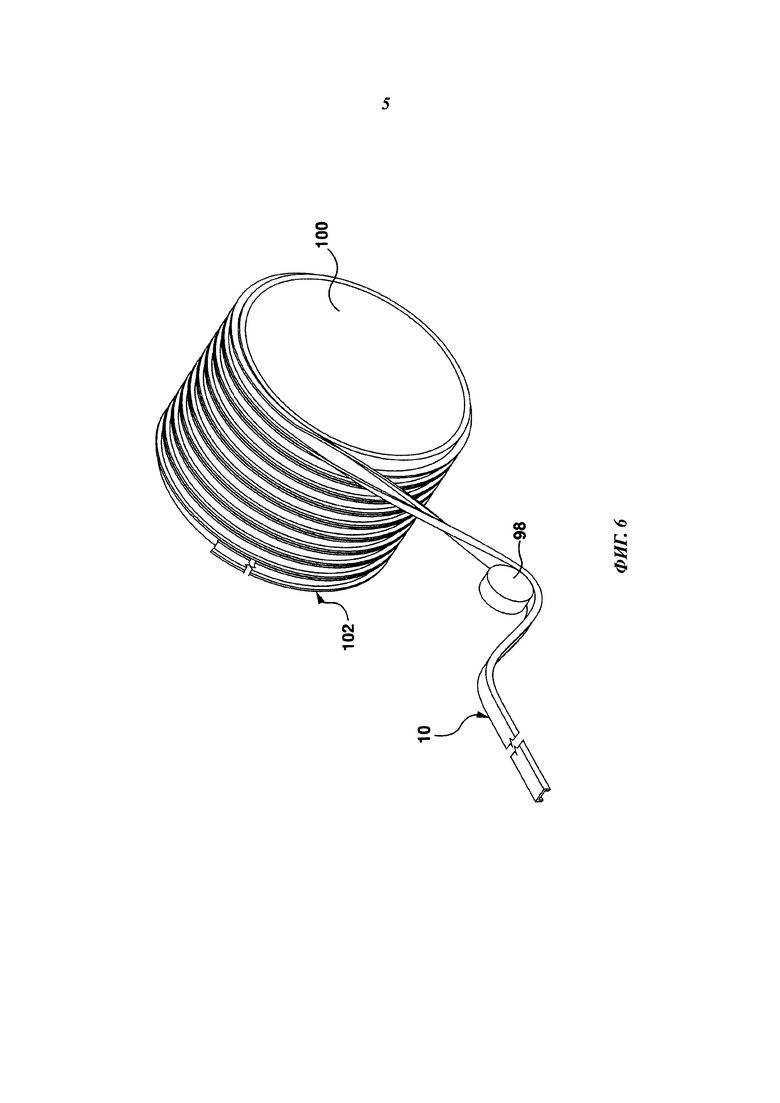
[0038] В целом, поручень 10 может быть изготовлен посредством экструзивных способов и устройств, описанных в международной заявке WO 2009/033270. Однако после экструдирования и охлаждения поручня 10 может оказаться желательным хранить его в состоянии обратного изгиба. Как показано на фиг. 6, чтобы инвертировать ориентацию поручня 10 перед наматыванием его на барабан 100, можно использовать ролик 98. Диаметр барабана 100 должен быть достаточно большим, чтобы обеспечить допустимый радиус обратного изгиба поручня 10. Данный поручень 10 наматывают вокруг барабана 100, формируя таким образом катушку 102, в которой поручень 10 удерживается в состоянии обратного изгиба. После этого барабан 100 можно передать на хранение или транспортировать.
[0039] В процессе хранения и старения свежеэкструдированного поручня 10 в описанном состоянии термопластичные компоненты, наиболее удаленные от тросов 76 и средней оси, находятся под небольшим остаточным напряжением. Это состояние передается окончательной структуре, когда термопластичные материалы в процессе старения на барабане в течение достаточно продолжительного периода времени (например 48 ч или более) приобретают свои конечные свойства и форму. В некоторых примерах поручень 10, находясь в состоянии обратного изгиба, может выдерживаться на барабане семь дней или более. Под воздействием этого остаточного механического напряжения удлиняется зона поручня 10, расположенная ниже средней плоскости, так что эффекты усадки термопластиков и упрочняющей материи в какой-то степени ослабляются. Если поручень 10 на время хранения намотан с изгибом вперед, эта ориентация может стать перманентной, в результате чего манипулирование таким поручнем становится затруднительным, а для изгибания его в обратном направлении может потребоваться повышенное усилие, причем в процессе изгибания повышается вероятность схлопывания поручня. Если же поручень 10 выдерживается смотанным в состоянии обратного изгиба, его легче сматывать с барабана и укладывать горизонтально, причем для изгибания в обратную сторону может потребоваться меньшее усилие, а сам поручень может оказаться менее склонным к скручиванию. Это может быть важным фактором в случае компактного продукта, для которого вследствие более тонкого поперечного сечения повышается вероятность схлопывания и скручивания.
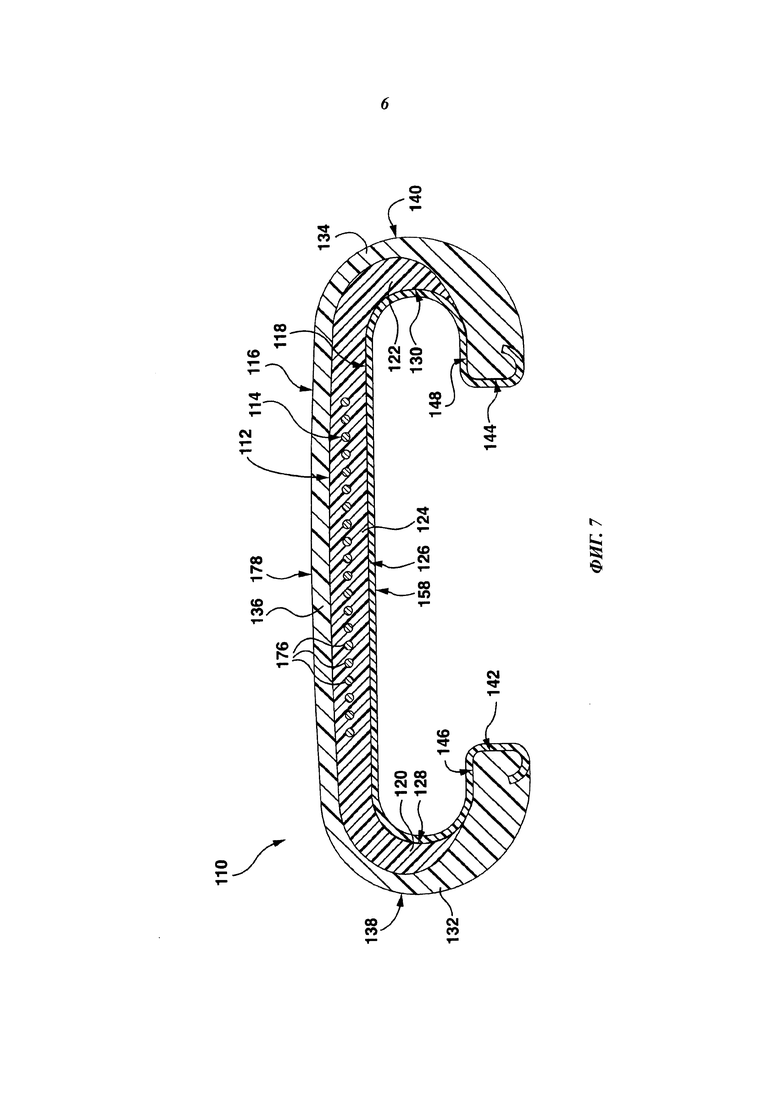
[0040] На фиг. 7 проиллюстрирован другой поручень, обозначенный, как 110. Для упрощения изложения сходные компоненты имеют те же обозначения, что и на фиг. 1, а их описание не повторяется. По сравнению с поручнем 10 в поручне 110 каркас 112 в своих первом и втором боковых участках 120, 122 сужается по толщине более резко, и, таким образом, его граница проходит дальше от первой и второй внутренних боковых поверхностей 142, 144. Вследствие уменьшения количества первого термопластичного материала в каркасе 112 и, соответственно, увеличения количества второго термопластичного материала в наружном слое 116 поручень 110 по сравнению с поручнем 10 будет обладать пониженной жесткостью бортовых частей.
[0041] На фиг. 8 проиллюстрирован полуфабрикат поручня, обозначенный, как 210, и содержащий каркас 212, ограничитель 214 растяжения, наружный слой 216 и слой 218 скольжения. Материалы для каждого из элементов данного продукта могут быть такими же, как в описанном выше поручне 10.
[0042] В проиллюстрированном примере слой 218 скольжения имеет плоский участок 220, а также первый и второй вертикальные краевые участки 222, 224. В поручне, представленном на фиг. 8, концы 226, 228 участков 222, 224 загнуты и введены во внутренний объем наружного слоя 216.
[0043] В проиллюстрированном примере каркас 212 находится на слое 218 скольжения и расположен по центру между первым и вторым вертикальными краевыми участками 222, 224. Представленный на чертеже каркас имеет, в целом, прямоугольную форму и закругленные верхние углы, образованные верхней поверхностью каркаса 212 и его первой и второй кромками 230, 232.
[0044] Наружный слой 216, расположенный между первым и вторым вертикальными краевыми участками 222, 224, покрывает каркас 212. В проиллюстрированном примере он приведен в контакт с каркасом 212 по границе раздела, образуя вместе с ним непрерывное тело. Представленный на чертеже наружный слой 216 имеет первую и вторую нижние поверхности 234, 236, находящиеся в контакте с плоским участком 220 слоя 218 скольжения между вертикальными краевыми участками 222, 224 и кромками 230, 232 каркаса 212. Кроме того, у наружного слоя 216 имеются первая и вторая боковые поверхности 238, 240, находящиеся в контакте с вертикальными краевыми участками 222, 224 слоя 218 скольжения.
[0045] В проиллюстрированном примере наружный слой 216 имеет верхнюю поверхность, состоящую из первого и второго приподнятых участков 242, 244 и расположенного между ними углубления 246, которому придана вогнутая форма.
[0046] В проиллюстрированном примере ограничитель 214 растяжения сформирован из множества продольных тросов 248, которые в данном случае расположены в средней плоскости внутреннего объема каркаса 212.
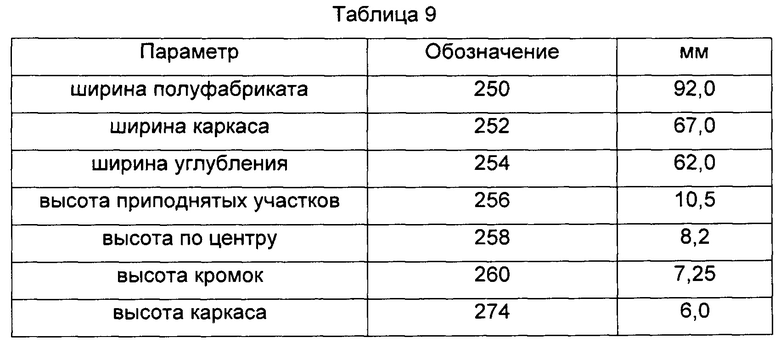
[0047] Различные размеры полуфабриката 210 поручня обозначены на фиг. 9. В проиллюстрированном примере он характеризуется своей шириной 250, шириной 252 каркаса, шириной 254 углубления, высотой 256 приподнятых участков, высотой 258 по центру, высотой 260 кромок и высотой 274 каркаса.
[0048] В проиллюстрированном примере первый и второй приподнятые участки 242, 244 смещены к центру относительно кромок 230, 232 каркаса 212. Другими словами, ширина 254 углубления существенно меньше ширины 252 каркаса.
[0049] Размеры для примера полуфабриката 210 поручня указаны в Таблице 9. Они приведены только для иллюстрации и не ограничивают объем изобретения.
[0050] Как уже упоминалось, предусмотрена возможность изготовить поручень 10 в целом посредством экструзивных способов и устройств, описанных в международной заявке WO 2009/033270. Полуфабрикатом 210 поручня может быть продукт, экструдированный из экструзионной пресс-формы (на чертежах не изображена) и, чтобы получить конечный желаемый профиль поручня 10 (см. фиг. 1), требующий дополнительной обработки.
[0051] Для придания полуфабрикату 210 окончательного профиля поручня 10 (см. фиг. 1) может быть использован удлиненный калибратор 262, представленный на фиг. 10. Данный калибратор 262 может состоять из нескольких секций. В проиллюстрированном примере он имеет основание 264 и верхнюю секцию 266, задающую опорную поверхность. Чтобы обеспечить формирование конечного профиля поручня, профиль верхней секции 266 монотонно и плавно изменяется.
[0052] В проиллюстрированном примере вдоль верхней секции 266 проходит канал 268, с которым сообщаются прорези 270. С каналом 268 сообщается также порт 272, ориентированный поперечно по отношению к каналу и подсоединенный к источнику вакуума. В результате внутри канала 268 поддерживается вакуум на уровне, например, 27-40 кПа (200-300 мм рт.ст.). Предназначение вакуума состоит в том, чтобы обеспечить плотный контакт между слоем 218 скольжения и калибратором 262. Уровень вакуума можно выбрать, исходя из необходимости обеспечить достаточно точное воспроизведение профиля калибратора 262; однако, вакуум не должен быть слишком высоким, чтобы не создавать дополнительного сопротивления. При использовании высокой степени вакуума будет необходимо прикладывать большее усилие, чтобы перемещать поручень вдоль калибратора, а это может привести к растяжению слоя 218 скольжения. Точная длина калибратора 262 будет зависеть от желательной производительности.
[0053] Когда полуфабрикат 210 поручня протягивается вдоль калибратора 262, его наружные кромки опускаются вниз, в результате чего уменьшается высота первого и второго приподнятых участков 242, 244 (см. фиг. 8). Данными участками обеспечивается наличие дополнительного материала, участвующего в формировании первой и второй изогнутых боковых частей 32, 34 наружного слоя в конечном профиле поручня 10 (см. фиг. 1).
[0054] Вместе с тем, когда полуфабрикат 210 поручня протягивается вдоль калибратора 262, первый и второй вертикальные краевые участки 222, 224 слоя 218 скольжения получают возможность иметь непрерывную опору вдоль калибратора 262 с постепенным опусканием вниз, пока они не окажутся, по существу, горизонтальными, после чего они начнут загибаться внутрь, образуя С-образный профиль поручня 10 (см. фиг. 1). В этой связи следует отметить, что в полуфабрикате 210 поручня поверхности 238, 240 отвечают поверхностям 42, 44 поручня 10, а поверхности 234, 236 полуфабриката 210 отвечают поверхностям 46, 48 поручня 10.
[0055] Температурные условия в экструзионной пресс-форме могут оказаться такими, что после удаления из нее термопластичный материал полуфабриката 210 поручня все еще находится в расплавленном состоянии. В течение всего процесса формирования поручня при движении вдоль калибратора 262 слой 218 скольжения остается твердым, выполняя функцию контактной поверхности, а расплавленные термопластичные материалы могут не контактировать с калибратором. Чтобы поддерживать температуру полуфабриката 210 на уровне, оптимальном для формирования поручня, предусмотрена возможность нагревать или охлаждать калибратор 262. В зависимости от скоростей, с которыми экструдат перемещается по калибратору 262, фактически необходимо охлаждение, поддерживающее данный калибратор при надлежащей температуре, например при 50°С.
[0056] Окончательный профиль поручня 10 может быть сформирован у конца калибратора 262, причем на этой стадии термопластичные материалы все еще могут быть не отвержденными надлежащим образом. Чтобы их охладить и отвердить, предусмотрена возможность транспортировать поручень 10 в охлаждающий модуль (на чертежах не изображен). Кроме того, может быть предусмотрено множество валков, охлаждающих и очищающих наружную поверхность поручня 10, удаляющих продольные риски, образованные пресс-формой, и/или обеспечивающих дополнительное формование данной наружной поверхности.
[0057] Следует отметить, что нет необходимости интерпретировать с абсолютной точностью термины, используемые в данном описании для отображения геометрических или математических соотношений. Например, выражения "вогнутый" и "выпуклый" при применении их в данном случае не обязательно интерпретировать как обозначение структур, имеющих изогнутую поверхность, которая в сечении точно вписывается в круг. Специалистам в этой области будет понятно, что эти, а также другие термины в данном случае могут интерпретироваться с некоторыми отклонениями, т.е. без строгого соблюдения математических формулировок.
[0058] В приведенном описании проиллюстрированы только примеры устройств/способов; однако, должно быть понятно, что прилагаемая формула изобретения охватывает и другие устройства и/или способы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭКСТРУДИРОВАНИЯ ПОРУЧНЯ ИЗ ТЕРМОПЛАСТМАССЫ | 2008 |
|
RU2497671C2 |
| КОМПОЗИТНЫЕ ПОРУЧНИ С КАРКАСОМ ПОНИЖЕННОЙ ПЛОТНОСТИ | 2018 |
|
RU2788102C2 |
| ПОРУЧЕНЬ (ВАРИАНТЫ) | 2008 |
|
RU2520842C2 |
| УСТРОЙСТВО И СПОСОБ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ СЛОЯ СКОЛЬЖЕНИЯ ДЛЯ ПОРУЧНЕЙ ИЗ ЭКСТРУДИРОВАННОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2008 |
|
RU2476316C2 |
| ПОРУЧЕНЬ И СПОСОБ ИЗГОТОВЛЕНИЯ ПОРУЧНЯ | 2022 |
|
RU2827371C2 |
| СПОСОБ ВЫПОЛНЕНИЯ СРОЩЕННОГО СОЕДИНЕНИЯ В ПОРУЧНЕ ИЛИ ДРУГОМ ПРОТЯЖЕННОМ ИЗДЕЛИИ | 2018 |
|
RU2777289C2 |
| ПОРУЧЕНЬ ДЛЯ СИСТЕМЫ ПЕРЕМЕЩЕНИЯ ПАССАЖИРОВ | 2021 |
|
RU2811208C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДГУЗНИКА ТИПА ТРУСОВ | 2009 |
|
RU2492842C1 |
| ПРЕДНАЗНАЧЕННОЕ ДЛЯ НОСКИ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2506066C2 |
| САМОЗАКЛЕИВАЮЩАЯСЯ ШИНА ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2016 |
|
RU2720373C2 |
Изобретение относится к поручню. Техническим результатом является уменьшение размеров и массы поручня. Технический результат достигается в поручне, который содержит каркас, имеющий первый боковой участок, второй боковой участок, пространственно отделенный от первого бокового участка, и центральный участок, имеющий постоянную толщину и расположенный между первым и вторым боковыми участками. При этом на первом и втором боковых участках каркас уменьшается по толщине. Центральный участок каркаса задает верхнюю внутреннюю поверхность, а первый и второй боковые участки задают соответственно первую и вторую вогнутые внутренние поверхности, прилегающие к верхней внутренней поверхности с обеих ее сторон. Внутри центрального участка каркаса находится ограничитель растяжения. К каркасу прикреплен наружный слой, который имеет первую боковую часть, покрывающую первый боковой участок каркаса, вторую боковую часть, покрывающую второй боковой участок каркаса, и центральную часть, имеющую постоянную толщину и расположенную между первой и второй боковыми частями, прилегая к центральному участку каркаса. Причем центральная часть наружного слоя задает верхнюю наружную поверхность, а первая и вторая боковые части наружного слоя задают соответственно: первую и вторую выпуклые наружные поверхности, прилегающие к верхней наружной поверхности с обеих ее сторон, первую и вторую боковые внутренние поверхности, расположенные напротив одна другой, и первую и вторую нижние внутренние поверхности, расположенные, с прилеганием, соответственно, между первой/второй вогнутыми внутренними поверхностями и первой/второй боковыми внутренними поверхностями. Прикрепленный к верхней внутренней поверхности и к первой и второй вогнутым внутренним поверхностям слой скольжения. При этом у центральной, по ширине, оси поручня высота его широкой части, измеряемая между верхней наружной поверхностью и нижней поверхностью слоя скольжения, составляет менее примерно 8,0 мм. Каркас сформирован из первого термопластичного материала, а наружный слой сформирован из второго термопластичного материала, причем первый термопластичный материал тверже второго термопластичного материала. Первый термопластичный материал имеет модуль упругости при растяжении 100%, составляющий 12-15 МПа, и твердость в интервале 93-96 ед. по шкале Шор А. 8 н. и 23 з.п. ф-лы, 10 ил., 9 табл.
1. Поручень, содержащий:
- каркас, имеющий первый боковой участок, второй боковой участок, пространственно отделенный от первого бокового участка, и центральный участок, имеющий, по существу, постоянную толщину и расположенный между первым и вторым боковыми участками, при этом на первом и втором боковых участках каркас уменьшается по толщине, центральный участок каркаса задает верхнюю внутреннюю поверхность, а первый и второй боковые участки задают соответственно первую и вторую вогнутые внутренние поверхности, прилегающие к верхней внутренней поверхности с обеих ее сторон,
- ограничитель растяжения, находящийся внутри центрального участка каркаса,
- прикрепленный к каркасу наружный слой, который имеет первую боковую часть, покрывающую первый боковой участок каркаса, вторую боковую часть, покрывающую второй боковой участок каркаса, и центральную часть, имеющую, по существу, постоянную толщину и расположенную между указанными первой и второй боковыми частями, прилегая к центральному участку каркаса, причем центральная часть наружного слоя задает верхнюю наружную поверхность, а первая и вторая боковые части наружного слоя задают соответственно:
- первую и вторую выпуклые наружные поверхности, прилегающие к верхней наружной поверхности с обеих ее сторон,
- первую и вторую боковые внутренние поверхности, расположенные напротив одна другой, и
- первую и вторую нижние внутренние поверхности, расположенные, с прилеганием, соответственно, между первой/второй вогнутыми внутренними поверхностями и первой/второй боковыми внутренними поверхностями, и
- слой скольжения, прикрепленный по меньшей мере к верхней внутренней поверхности и к первой и второй вогнутым внутренним поверхностям, при этом:
- у центральной, по ширине, оси поручня высота его широкой части, измеряемая между верхней наружной поверхностью и нижней поверхностью слоя скольжения, составляет менее примерно 8,0 мм,
- каркас сформирован из первого термопластичного материала, а наружный слой сформирован из второго термопластичного материала, при этом первый термопластичный материал тверже второго термопластичного материала,
- первый термопластичный материал имеет модуль упругости при растяжении 100%, составляющий 12-15 МПа, и твердость в интервале 93-96 ед. по шкале Шор А.
2. Поручень по п. 1, в котором высота его широкой части составляет менее примерно 7,5 мм.
3. Поручень по п. 2, в котором указанная высота составляет 7,0-7,5 мм.
4. Поручень по любому из пп. 1-3, в котором в средней, по высоте, плоскости поручня ширина каждой из боковых сторон, измеряемая между соответствующей первой или второй выпуклой поверхностью и соответствующей внутренней поверхностью слоя скольжения составляет менее примерно 8,0 мм.
5. Поручень по п. 4, в котором указанная ширина составляет менее примерно 7,5 мм.
6. Поручень по п. 5, в котором указанная ширина составляет 7,0-7,5 мм.
7. Поручень по любому из пп. 1-6, в котором первый термопластичный материал имеет твердость в интервале 94-95 ед. по шкале Шор А.
8. Поручень по любому из пп. 1-7, в котором для увеличения ширины входа в паз, расположенного между первой и второй боковыми внутренними поверхностями, на 7 мм в экструдированной секции, с преодолением жесткости бортовых частей, требуется усилие, составляющее по меньшей мере 100 Н.
9. Поручень по любому из пп. 1-8, в котором для увеличения ширины входа в паз, расположенного между первой и второй боковыми внутренними поверхностями, на 7 мм в секции, в которой сращиваются концы смежных участков, с преодолением жесткости бортовых частей, требуется усилие, составляющее по меньшей мере 70 Н.
10. Поручень по любому из пп. 1-9, в котором первый термопластичный материал представляет собой полиэфирный термопластичный полиуретан, у которого индекс расплава составляет 5-20 г.
11. Поручень по любому из пп. 1-10, в котором второй термопластичный материал представляет собой полиэфирный термопластичный полиуретан, у которого индекс расплава составляет 20-40 г.
12. Поручень по любому из пп. 1-11, в котором слой скольжения содержит нити, у которых остаточная усадка составляет по меньшей мере 7,0%.
13. Способ изготовления поручня согласно любому из пп. 1-12, включающий предварительную обработку слоя скольжения посредством выдерживания указанного слоя, в течение заданного периода времени, при повышенной температуре, вызывающей усадку слоя скольжения в направлении ориентации основы, составляющую по меньшей мере 8,75%.
14. Способ изготовления поручня согласно любому из пп. 1-12, включающий операцию, в ходе которой поручень, находящийся в состоянии обратного изгиба, наматывают на барабан с формированием катушки.
15. Способ изготовления поручня согласно любому из пп. 1-12, включающий следующие операции:
- получают полуфабрикат поручня и
- последовательно трансформируют конфигурацию указанного полуфабриката посредством калибратора, чтобы сформировать поручень.
16. Барабан с намотанным на него поручнем по любому из пп. 1-12, причем поручень намотан в состоянии обратного изгиба, при этом первый и второй боковые участки каркаса, а также первая и вторая боковые части наружного слоя, удаленные от ограничителя растяжения и средней оси поручня, находятся под небольшим натяжением.
17. Полуфабрикат поручня, содержащий:
- слой скольжения, имеющий плоский участок, а также первый и второй вертикальные краевые участки,
- каркас, находящийся на слое скольжения и расположенный по центру между первым и вторым вертикальными краевыми участками, причем каркас имеет прямоугольную форму с первой и второй кромками,
- ограничитель растяжения, находящийся внутри каркаса, и
- наружный слой, покрывающий каркас и расположенный между указанными вертикальными краевыми участками,
при этом между каждым из вертикальных краевых участков и соответствующей кромкой каркаса наружный слой находится в контакте со слоем скольжения,
причем каркас сформирован из первого термопластичного материала, который имеет модуль упругости при растяжении 100%, составляющий 12-15 МПа, и твердость в интервале 94-95 ед. по шкале Шор А.
18. Полуфабрикат по п. 17, в котором наружный слой имеет первую и вторую нижние поверхности, находящиеся в контакте с указанным плоским участком.
19. Полуфабрикат по п. 17 или 18, в котором наружный слой имеет первую и вторую боковые поверхности, находящиеся в контакте с первым и вторым вертикальными краевыми участками соответственно.
20. Полуфабрикат по любому из пп. 17-19, в котором наружный слой имеет верхнюю поверхность, состоящую из первого и второго приподнятых участков и расположенного между ними углубления.
21. Полуфабрикат по п. 20, в котором первый и второй приподнятые участки смещены к центру относительно первой и второй кромок каркаса соответственно.
22. Полуфабрикат по п. 20 или 21, в котором:
- высота по центру между углублением и внутренней поверхностью слоя скольжения составляет около 8,2 мм,
- расстояние между первым/вторым приподнятым участком и внутренней поверхностью слоя скольжения составляет около 10,5 мм,
- ширина углубления между первым и вторым приподнятыми участками составляет около 62,0 мм.
23. Полуфабрикат по любому из пп. 17-22, в котором высота каркаса между верхней поверхностью каркаса и внутренней поверхностью слоя скольжения составляет около 6,0 мм.
24. Полуфабрикат по любому из пп. 17-23, в котором ширина каркаса между его первой и второй кромками составляет около 67,0 мм.
25. Полуфабрикат по любому из пп. 17-24, в котором расстояние между наружными поверхностями вертикальных краевых участков составляет около 92,0 мм.
26. Полуфабрикат по любому из пп. 17-25, в котором каждый из вертикальных краевых участков имеет изогнутый конец, входящий во внутренний объем наружного слоя.
27. Полуфабрикат по любому из пп. 17-26, в котором наружный слой сформирован из второго термопластичного материала, при этом первый термопластичный материал тверже, чем второй термопластичный материал.
28. Полуфабрикат по п. 27, в котором первый термопластичный материал представляет собой полиэфирный термопластичный полиуретан, у которого индекс расплава составляет 5-20 г, а второй термопластичный материал представляет собой полиэфирный термопластичный полиуретан, у которого индекс расплава составляет 20-40 г.
29. Полуфабрикат по любому из пп. 17-28, в котором слой скольжения содержит нити, у которых остаточная усадка составляет по меньшей мере 7,0%.
30. Способ изготовления полуфабриката согласно любому из пп. 17-29, включающий предварительную обработку слоя скольжения посредством выдерживания слоя скольжения, в течение заданного периода времени, при повышенной температуре, вызывающей усадку слоя скольжения в направлении ориентации основы, составляющую по меньшей мере 8,75%.
31. Способ изготовления поручня, включающий следующие операции:
- получают полуфабрикат поручня, выполненный согласно любому из пп. 17-29,
- последовательно трансформируют конфигурацию указанного полуфабриката посредством калибратора, чтобы сформировать поручень.
| US 20100258403 A1, 14.10.2010 | |||
| JP 2004238136 A, 26.08.2004 | |||
| WO 2001056914 A1, 09.08.2001 | |||
| US 20100237535 A1, 23.09.2010 | |||
| US 20100283173 A1, 11.11.2010 | |||
| RU 2010116844 A1, 10.11.2011. |

