Предлагаемое изобретение относится к колесу типа Френсис для гидравлической машины, к гидравлической машине, содержащей такое колесо, а также к способу сборки такого колеса.
В соответствии с предлагаемым изобретением гидравлическая машина может представлять собой турбину, насос или турбонасос, используемый, например, на предприятии по производству гидроэлектрической энергии.
Предлагаемое изобретение относится, в частности, к колесу типа Френсис для гидравлической машины, предназначенной для прохождения через нее форсированного потока воды. Такой форсированный поток вызывает приведение упомянутого колеса во вращательное движение в том случае, когда данная гидравлическая машина представляет собой турбину. И такой форсированный поток является следствием этого вращательного движения в том случае, когда данная гидравлическая машина представляет собой насос.
В рамках структуры гидравлической машины известно использование рабочих колес типа Френсис, имеющих наружный обод, внутренний обод, а также лопатки, проходящие между наружным ободом и внутренним ободом (см., например, FR 1267669).
Такое колесо может быть моноблочным, чаще всего изготовленным при помощи литья или с помощью механической сборки посредством сварки. Поскольку такое колесо имеет внушительные общие размеры, его изготовление характеризуется достаточно
высокой стоимостью. В то же время, изготовление такого колеса, с одной стороны, требует все реже встречающегося технического умения, а с другой стороны, ставит проблемы гигиенического характера и проблемы безопасности вследствие необходимости для персонала отправляться в гидравлические каналы колеса, в частности, для выполнения операций сварки и шлифовки.
Техническая задача данного изобретения состоит в том, чтобы предложить колесо, изготовление которого легко поддается промышленному освоению при обеспечении удовлетворительного уровня качества.
Для решения этой технической задачи объектом предлагаемого изобретения является колесо типа Френсис для гидравлической машины, имеющее в своем составе:
- наружный обод, обладающий симметрией вращения относительно центральной оси этого колеса;
- внутренний обод, обладающий симметрией вращения относительно упомянутой оси; и
- множество лопаток, проходящих между внутренним ободом и наружным ободом, отличающееся тем, что содержит по меньшей мере два элемента, задающих, по меньшей мере частично, наружный обод и/или два элемента, задающих, по меньшей мере частично, внутренний обод, а также тем, что по меньшей мере одна кромка лопатки вставлена между двумя этими элементами, задающими наружный обод и/или внутренний обод.
Благодаря колесу, выполненному в соответствии с предлагаемым изобретением, его изготовитель оказывается в состоянии устранить проблемы, связанные одновременно с качеством, сроками и
стоимостью реализации такого колеса.
В соответствии с другими предпочтительными характеристиками колеса в соответствии с предлагаемым изобретением, взятыми отдельно или в любых технически возможных сочетаниях:
- нижняя кромка и/или верхняя кромка по меньшей мере одной лопатки располагается на одном уровне с наружной поверхностью наружного обода колеса и/или внутреннего обода колеса;
- колесо содержит по меньшей мере два элемента наружного обода и два элемента внутреннего обода, причем каждый из этих элементов закреплен неподвижным образом между двумя смежными лопатками при помощи сварки;
- колесо содержит по меньшей мере одну первую подсистему, задаваемую первой частью наружного обода и первой частью внутреннего обода, причем две эти части связаны с первой лопаткой и эта первая подсистема выполняется при помощи литья, и вторую подсистему, задаваемую второй частью наружного обода и второй частью внутреннего обода, причем две эти части связаны со второй лопаткой, и эта вторая подсистема выполняется при помощи литья и присоединяется при помощи сварки к первой подсистеме;
- по меньшей мере одна из лопаток содержит два боковых желобка, размещенных против друг друга и располагающихся в непосредственной близости от по меньшей мере одной кромки ее соединения при помощи сварки с наружным ободом и/или с внутренним ободом;
- упомянутые боковые желобки выполняются в лопатке при помощи механической обработки;
- эти боковые желобки задают локальное сужение.
Объектом предлагаемого изобретения также является гидравлическая машина, имеющая в своем составе колесо описанного выше типа.
Кроме того, объектом предлагаемого изобретения является способ сборки колеса описанного выше типа. В соответствии с этим способом:
- изготавливают элементы наружного обода колеса и/или внутреннего обода;
- соединяют между собой элементы наружного обода и/или элементы внутреннего обода при помощи сварки и/или при помощи литья с вставлением по меньшей мере одной из кромок лопатки между двумя элементами наружного обода и/или внутреннего обода.
Предлагаемое изобретение будет лучше понято из приведенного ниже в качестве не являющегося ограничительным описания примера его реализации, в котором даются ссылки на приведенные в приложении чертежи, на которых:
- Фиг.1 представляет собой вид в осевом разрезе колеса в соответствии с предлагаемым изобретением;
- Фиг.2 представляет собой вид сверху колеса, показанного на фиг.1;
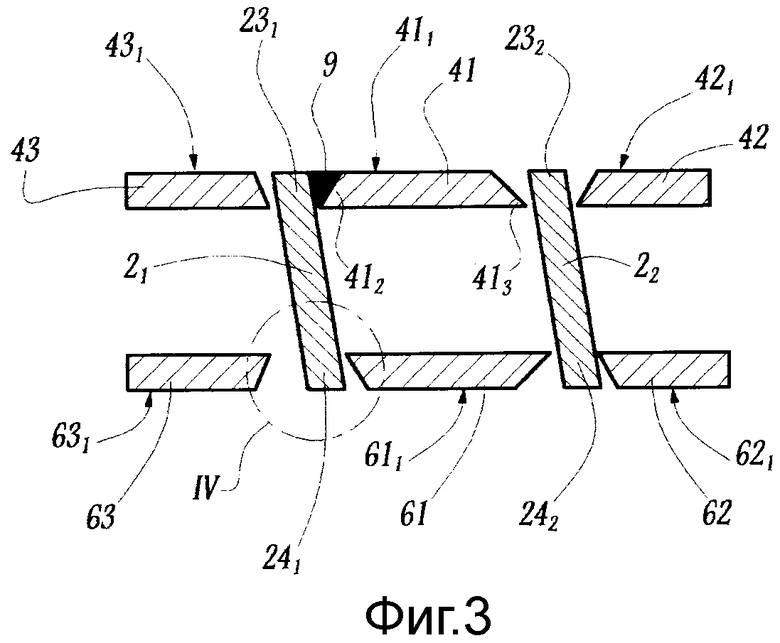
- Фиг.3 представляет собой вид в частичном разрезе по линии III-III, показанной на фиг.2, и в увеличенном масштабе колеса, показанного на фиг. 1 и 2, в том случае, когда это колесо находится в процессе изготовления;
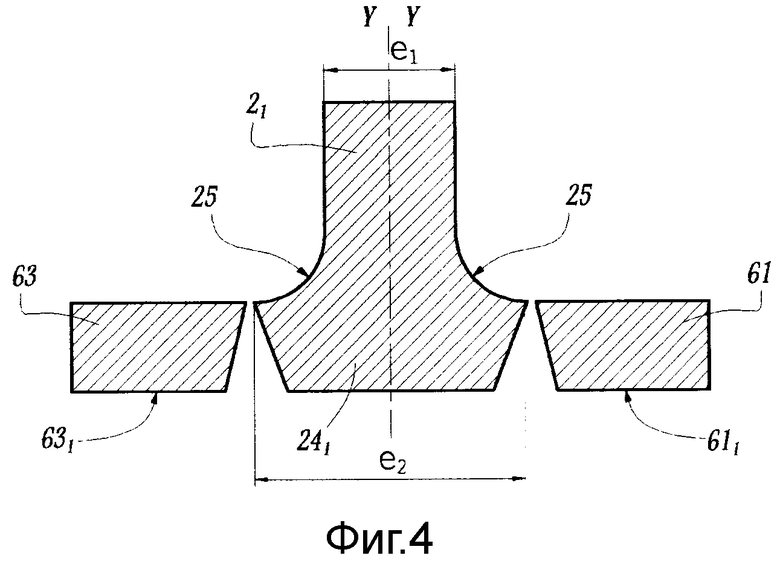
- Фиг.4 представляет собой вид в увеличенном масштабе, соответствующий детали IV, показанной на фиг.3, для колеса в соответствии с вторым способом его реализации;
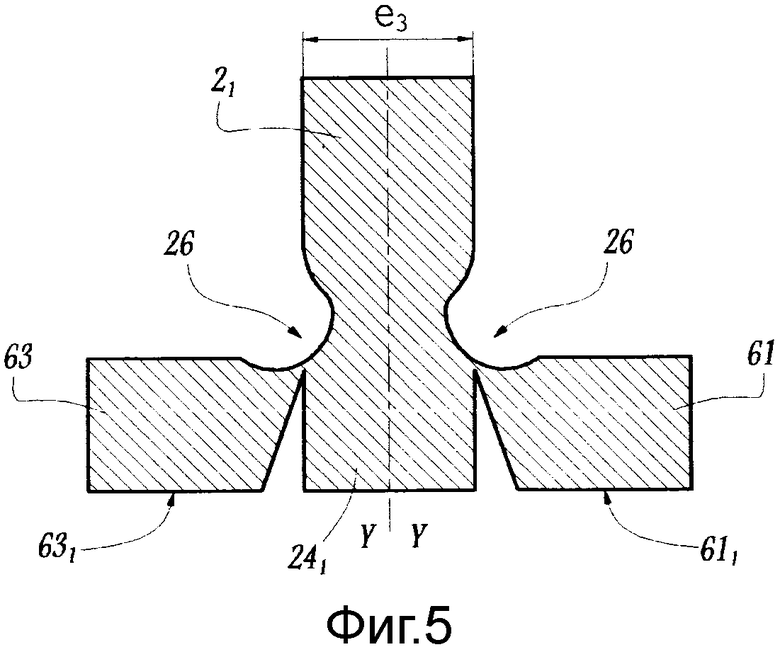
- Фиг.5 представляет собой вид, аналогичный виду, показанному на фиг.4, для колеса в соответствии с третьим способом реализации предлагаемого изобретения;
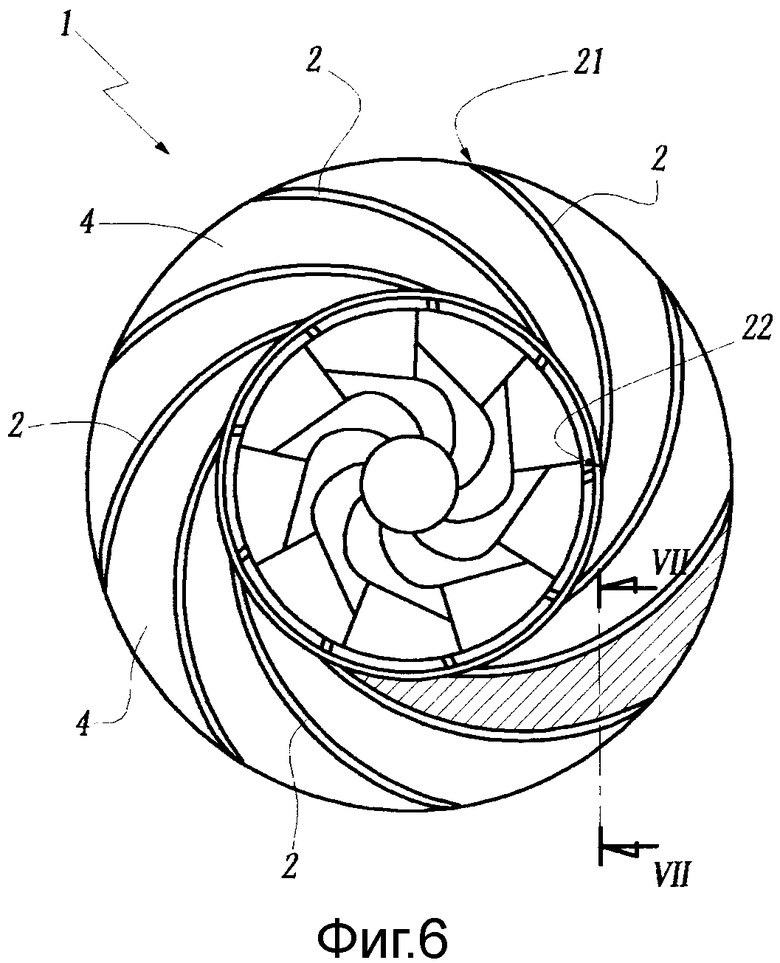
- Фиг.6 представляет собой вид сверху колеса, который не входит в настоящее изобретение; и
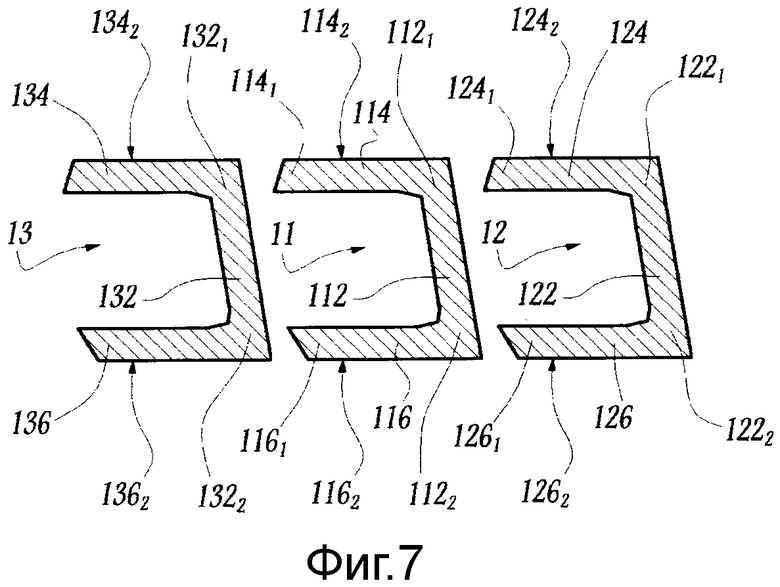
- Фиг.7 представляет собой вид в частичном поперечном разрезе по линии VII-VII, показанной на фиг.4, и в увеличенном масштабе колеса, показанного на фиг.6, в том случае, когда это колесо находится в процессе изготовления.
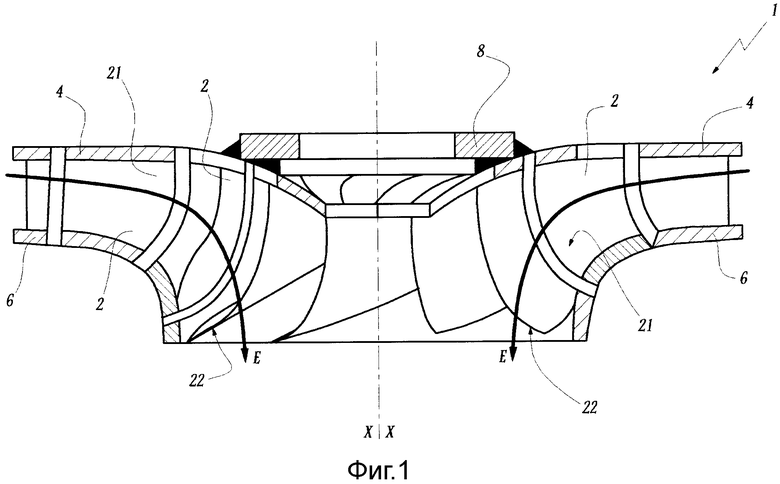
На фиг. 1 и 2 представлено колесо 1 турбины типа Френсис, которое вращается относительно вертикальной оси Х-Х, представляющей собой центральную ось этого колеса 1. Поток Е текучей среды, поступающий из трубопровода, не показанного на приведенных в приложении фигурах, предназначен для прохождения через это колесо 1 в направлении канала всасывания, также не показанного на приведенных в приложении фигурах. Колесо 1 содержит лопатки 2, которые проходят между внутренним ободом 4 и наружным ободом 6. Два эти обода 4 и 6 обладают вращательной симметрией относительно оси Х-Х. Лопатки 2 распределяются равномерным образом вокруг оси Х-Х.
Как это более подробно можно видеть на фиг.2, девять лопаток 2, жестко связанных с внутренним ободом 4 и с наружным ободом 6, являются искривленными. Каждая из лопаток 2 задает переднюю кромку 21, обращенную в направлении наружной части колеса 1, и заднюю кромку 22, обращенную в направлении оси Х-Х.
Колесо 1 содержит также плиту 8, предназначенную для соединения колеса 1 с валом турбины, не показанным на
приведенных в приложении фигурах. Эта плита 8 может быть изготовлена либо из листового металла, либо при помощи литья. Плита 8 затем может быть присоединена при помощи сварки к другим элементам, образующим это колесо.
Как это можно видеть на фиг.2, внутренний обод 4 содержит девять различных элементов, каждый из которых отделен от примыкающего элемента при помощи лопатки 2. На виде в разрезе, показанном на фиг.3, первый элемент 41 частично задает внутренний обод 4. Второй и третий элементы 42 и 43 внутреннего обода 4 располагаются по одну и по другую стороны от упомянутого элемента 41. Этот элемент 41 отделен от двух элементов 42 и 43 соответственно при помощи верхней и внутренней кромки 231 или 232 первой лопатки 21 и второй лопатки 22.
Говоря другими словами, внутренний обод 4 образован девятью элементами 41, 42, 43..., каждый из которых располагается между верхними и внутренними кромками 231, 232,... смежных лопаток 21, 22.... Что касается кромок 231, 232,... лопаток 21, 22,..., то они вставляются между элементами 41, 42, 43,..., образующими внутренний обод 4.
По аналогии с внутренним ободом 4 наружный обод 6 содержит девять элементов. Как это можно видеть на фиг.3, первый элемент 61 располагается между двумя другими элементами 62 и 63 наружного обода. Этот элемент 61 отделен от элементов 62 и 63 соответственно при помощи нижних и наружных кромок 241 и 242 первой лопатки 21 и второй лопатки 22.
Здесь можно отметить, что верхняя и внутренняя кромка 231 или 232 каждой из двух лопаток 21 и 22 располагается на уровне
наружной поверхности внутреннего обода 4, образованной соответственно верхними поверхностями 411, 422 , 431,... элементов 41, 42, 43 и эквивалентных элементов. Кроме того, нижняя и наружная кромка 241 или 242 каждой из этих двух лопаток проходит на уровне наружной поверхности наружного обода 6, образованной соответственно наружными поверхностями 611, 621, 631,... элементов 61, 62, 63 или эквивалентных элементов.
Элементы 41, 42 и 43 внутреннего обода и элементы 61, 62 и 63 наружного обода жестко соединяются с примыкающими к ним лопатками при помощи сварки. Этот способ предпочтительным образом реализуется наружным путем на уровне зоны расположения на одном уровне, заданной между кромкой лопатки и наружной поверхностью элемента внутреннего обода или наружного обода. Таким образом, исключаются сварные соединения между этими ободами со стороны внутренней части колеса и, говоря более конкретно, в гидравлических каналах, определяемых между двумя лопатками.
Для того чтобы это сделать, и как это показано на фиг.3, которая представляет собой вид в разрезе во время осуществления сварки, кромки 412 и 41з элемента 41, которые располагаются рядом соответственно с лопатками 21 и 22, имеют скошенные грани таким образом, чтобы создать, совместно с кромками 231 и 232, двугранные углы, предназначенные для размещения в них сварных швов. Эти кромки, таким образом, задают фаски. Сварной шов, обозначенный позицией 9, можно видеть на фиг.3 в соединении между элементом 41 и лопаткой 21.
В соответствии с вторым, третьим и четвертым способами
реализации предлагаемого изобретения, представленными на фигурах с 4 по 7, элементы, аналогичные тем элементам, которые были представлены в первом способе реализации, обозначены теми же цифровыми позициями.
На фиг. 4 и 5 представлены увеличенные виды на уровне зоны сварного соединения между лопаткой 21 и двумя элементами 61 и 63 наружного обода. Здесь следует отметить, что зона сварного соединения является аналогичной для соединения между лопаткой и элементом внутреннего обода.
Для того чтобы уменьшить механические напряжения в соединении этого типа, исключают реализацию соединения под прямым углом между лопаткой и примыкающим наружным ободом колеса. Для этого предусматривается выполнять соединительные желобки в каждой лопатке.
На фиг.4 представлены два соединительных желобка 25, которые выполняются в нижней части лопатки 21 на участке, располагающемся над двумя элементами наружного обода 61 и 63. Центральная часть лопатки имеет первую толщину el, величина которой является по существу меньшей, чем толщина е2 нижней и наружной кромки 241 лопатки 21, которая вставляется между элементами 61 и 63 таким образом, чтобы проходить на уровне наружных поверхностей 611 и 632. Эти соединительные желобки 25 являются по существу симметричными по отношению к средней оси Y-Y лопатки 21.
Для изготовления лопатки 21 оператор осуществляет формирование соединительных желобков 25 в листовом металле, имеющем толщину е2, путем механической обработки этого металлического листа. Однако реализация таких соединительных
желобков требует использования значительного количества материала, предназначенного для того, чтобы быть удаленным при помощи этого способа механической обработки.
Таким образом, в качестве альтернативного варианта реализации, представленного на фиг.5, предлагается использовать лопатку 21, имеющую толщину е3, по существу идентичную толщине e1 лопатки в соответствии со вторым способом реализации. В этой лопатке 21 при помощи непосредственной механической обработки формируются два соединительных желобка 26, выполняемых в нижней части этой лопатки и в непосредственной близости от ее нижней и наружной кромки 241, вставляемой между двумя элементами 61 и 63 наружного обода. Эти желобки 26 располагаются по существу симметричным образом по отношению к средней оси Y-Y поперечного сечения лопатки 21 . Эти желобки соответствуют боковым желобкам, выполненным в лопатке 21, таким образом, чтобы они задавали локализованное сужение в непосредственной близости к зоне сварного соединения. Таким образом, можно ограничиться поставкой только листового металла, имеющего ограниченную номинальную толщину е3.
На фиг. 6 и 7, которые не входят в настоящее изобретение, представлено колесо 1, содержащее девять подсистем, три из которых, обозначенные позициями 11, 12 и 13, можно видеть на фиг.7. Первая подсистема 11 содержит первую часть внутреннего обода 114 и первую часть наружного обода 116, которые связаны между собой при помощи лопатки 112. Три части 112, 114 и 116 могут быть отформованы совместно или присоединены друг к другу при помощи сварки таким образом, чтобы сформировать моноблочный
элемент, который может быть закреплен на других элементах того же типа при помощи сварки.
Аналогичным образом подсистемы 12 и 13 содержат соответственно вторую часть внутреннего обода 124 и третью часть внутреннего обода 134, а также вторую часть наружного обода 126 и третью часть наружного обода 136. При этом каждая из частей 124 и 126 и каждая из частей 134 и 136 связаны между собой соответственно при помощи лопатки 122 и лопатки 132 путем формования или при помощи соединения сваркой.
Каждая из этих подсистем 11, 12 и 13 имеет поперечное сечение в форме наклоненной буквы U.
Каждая из частей 114 и 116 содержит кромку 1141 и 1161, располагающуюся соответственно напротив верхней и внутренней кромки 1321 и напротив нижней и наружной кромки 1322 лопатки 132.
Аналогичным образом каждая из частей 124 и 126 содержит кромку 1241 и 1261, располагающуюся соответственно напротив верхней и внутренней кромки 1121 и напротив нижней и наружной кромки 1122 лопатки 112.
Можно также отметить, что лопатка 122 содержит верхнюю и внутреннюю кромку 1221 и нижнюю и наружную кромку 1222.
Две части внутреннего обода и наружного обода каждой из подсистем 11, 12 и 13 снабжены соответственно верхней поверхностью 1142, 1162, 1242, 1262, 1342 и 1362.
Таким образом, кромки лопаток 112, 122 и 132 вставляются между двумя элементами внутреннего обода или наружного обода. Говоря другими словами, каждая из нижней и верхней кромок соответствующей лопатки проходит на одном уровне с примыкающей
верхней поверхностью внутреннего обода и наружного обода.
Кромки 1141, 1241, 1161 и 1261 выполнены скошенными таким образом, чтобы создавать, соответственно вместе с кромками 1321, 1121, 1322 и 1122, двугранные углы, предназначенные для размещения в них сварных швов, не показанных на приведенных в приложении фигурах. Говоря другими словами, эти кромки выполнены с наклонными фасками.
Этот модульный подход позволяет реализовать соединение подсистемы 11 одновременно с подсистемой 12 и с подсистемой 13 при помощи квалифицированной сварки с наружной стороны. Говоря другими словами, здесь отсутствует необходимость внедряться во внутреннюю полость колеса 1, а именно в пространство между внутренним ободом и наружным ободом, для осуществления сварки с целью жесткого соединения между собой частей внутреннего обода и наружного обода первой подсистемы с соответствующими частями второй смежной подсистемы.
В то же время продвижение элементов 21, 22, 41, 42, 43, 61, 62, 63,... или подсистем 11, 12, 13 и эквивалентных подсистем, образующих колесо, на место его использования усовершенствуется, в частности, с точки зрения сроков, что позволяет оптимизировать финансовые затраты.
Здесь следует отметить, что реализация соединительных желобков, представленных на фиг. 4 и 5, также может быть осуществлена в изготовленных при помощи литья лопатках 112, 122 и 132.
В качестве не являющегося ограничительным примера реализации способ сварки, используемый совместно с предлагаемым
изобретением, может представлять собой сварку электронным пучком или лазерную сварку.
Кроме того, можно предусмотреть колесо, содержащее количество элементов внутреннего обода и/или наружного обода, отличное от девяти.
Изобретение относится к колесу типа Френсис для гидравлической машины, к гидравлической машине, содержащей такое колесо, а также к способу сборки такого колеса. Колесо 1 типа Френсис для гидравлической машины имеет в своем составе наружный обод, обладающий симметрией вращения относительно центральной оси этого колеса, внутренний обод 4, обладающий симметрией вращения относительно упомянутой оси, и множество лопаток 2, проходящих между внутренним ободом и наружным ободом. Колесо 1 содержит по меньшей мере два элемента, задающих, по меньшей мере частично, наружный обод 6 и/или два элемента, задающий, по меньшей мере частично, внутренний обод 4. По меньшей мере одна кромка лопатки 2 вставлена между двумя элементами, задающими наружный обод и/или внутренний обод 4. Изобретение направлено на создание колеса, изготовление которого легко поддается промышленному освоению при обеспечении удовлетворительного уровня качества. 3 н. и 6 з.п.ф-лы, 7 ил.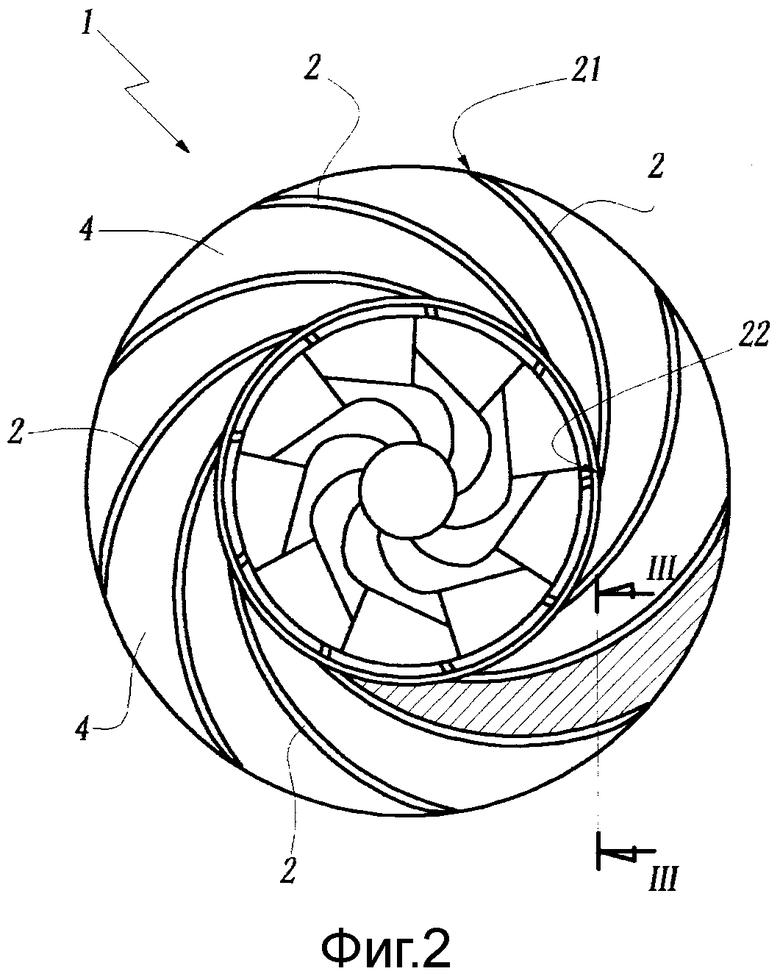
1. Колесо (1) типа Френсис для гидравлической машины, имеющее в своем составе: наружный обод (6), обладающий симметрией вращения относительно центральной оси (Х-Х) этого колеса; внутренний обод (4), обладающий симметрией вращения относительно упомянутой оси; и множество лопаток (2, 21, 22), проходящих между внутренним ободом и наружным ободом, отличающееся тем, что это колесо (1) содержит по меньшей мере два элемента (61, 62, 63), задающих, по меньшей мере частично, наружный обод (6) и/или два элемента (41, 42, 43), задающий, по меньшей мере частично, внутренний обод (4), причем, по меньшей мере одна кромка (231, 232, 241, 242) лопатки (2, 21, 22) вставлена между двумя элементами, задающими наружный обод (6) и/или внутренний обод (4).
2. Колесо по п.1, отличающееся тем, что нижняя кромка (241, 242) и/или верхняя кромка (231, 232) по меньшей мере одной лопатки (2, 21, 22) располагается на одном уровне с наружной поверхностью (411, 421, 431, 611, 621, 631) наружного обода (6) и/или внутреннего обода (4).
3. Колесо по п.1 или 2, отличающееся тем, что это колесо (1) содержит по меньшей мере два элемента наружного обода (61, 62, 63) и два элемента внутреннего обода (41, 42, 43), причем каждый из этих элементов закрепляется неподвижным образом между двумя смежными лопатками (21, 22) при помощи сварки.
4. Колесо по п.1 или 2, отличающееся тем, что это колесо (1) содержит по меньшей мере одну первую подсистему (11, 12, 13), задаваемую первой частью наружного обода (116, 126, 136) и первой частью внутреннего обода (114, 124, 134), причем две эти части связаны с первой лопаткой (112, 122, 132), и эта первая подсистема выполняется путем литья, и вторая подсистема (11, 12, 13) задается второй частью наружного обода (116, 126, 136) и второй частью внутреннего обода (114, 124, 134), причем две эти части связаны с второй лопаткой (112, 122, 132), и упомянутая вторая подсистема выполняется путем литья и присоединяется при помощи сварки к первой подсистеме.
5. Колесо по п.1, отличающееся тем, что по меньшей мере одна из лопаток (21) содержит два боковых желобка (25, 26), располагающихся против друг друга и размещенных в непосредственной близости от по меньшей мере одной кромки (241), предназначенной для ее соединения при помощи сварки с наружным ободом (6) и/или с внутренним ободом (4).
6. Колесо по п.5, отличающееся тем, что упомянутые боковые желобки (25, 26) выполняются в лопатке (21) при помощи механической обработки.
7. Колесо по п.5 или 6, отличающееся тем, что упомянутые боковые желобки (26) задают локальное сужение.
8. Гидравлическая машина, отличающаяся тем, что она имеет в своем составе колесо (1) в соответствии с любым из предшествующих пунктов.
9. Способ сборки колеса (1) типа Френсис для гидравлической машины, включающий следующие этапы, на которых: изготавливают элементы наружного обода (61, 62, 63) и/или внутреннего обода (41, 42, 43); соединяют элементы наружного обода и/или внутреннего обода с по меньшей мере одной лопаткой (2, 21, 22) при помощи сварки и/или при помощи литья с вставлением по меньшей мере одной кромки (231, 232, 241, 242) лопатки между двумя элементами наружного обода и/или между двумя элементами внутреннего обода.
| FR 1267669 А, 21.07.1961 | |||
| Лебедка для спуско-подъемных операций в море | 1990 |
|
SU1744056A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| US 3918627 A, 11.11.1975 | |||
| СПОСОБ ПОЛУЧЕНИЯ НЕКУРИТЕЛЬНОГО ИЗДЕЛИЯ ИЗ ТАБАКА (ВАРИАНТЫ) | 2011 |
|
RU2438429C1 |
| РАБОЧЕЕ КОЛЕСО РАДИАЛЬНО-ОСЕВОЙ ГИДРОТУРБИНЫ | 0 |
|
SU244224A1 |

