Изобретение относится к области сварочного производства и может быть использовано в процессах стыковой сварки оплавлением деталей как из одинаковых, так и различных материалов.
Известен способ стыковой сварки, при котором на свариваемых деталях закрепляют токоподводы, связанные с источником тока, приводят в контакт свариваемые торцы деталей, которые затем разогревают до определенной температуры пропусканием тока через детали, после чего производят осадку деталей и их последующее охлаждение с получением сварного соединения (JP 56-165568, В23К 11/24, 1981).
Недостатком известного способа являются изменения структуры свариваемых деталей, поскольку при пропускании через них сварочного тока кроме торцов деталей существенному нагреву подвергаются и сами детали. Кроме того, при таком способе весьма проблематичным является сварка деталей из различных материалов.
Известен способ соединения сваркой разнородных элементов, при котором используют промежуточную прокладку из соответствующего материала, которую сначала приваривают к одному из соединяемых элементов, а потом сюда приваривают другой элемент, после чего проводят термообработку - диффузионный отжиг (ЕР 0467881, В23К 11/20, 1992).
Недостатком указанного способа является сложность сварочного процесса.
Известен также способ стыковой сварки непрерывным оплавлением, принятый за прототип, заключающийся в том, что размещают свариваемые детали в зажимах сварочной машины, устанавливают на деталях токоподводы, приводят детали в соприкосновение друг с другом и включают в работу сварочную машину по установленной программе изменения параметров сварочного тока, оплавления и осадки. При оплавлении торцов деталей и достижении на них заданной температуры производят осадку деталей на требуемую величину, после чего охлаждают сваренные детали (SU 737156, В23К 11/04, 1980).
Недостатки прототипа те же, что и указанные выше для приведенных аналогов.
Задачей данного изобретения является получение надежного сварного соединения с минимизацией при этом влияния процесса сварки на структуру деталей, которые могут быть как из одинаковых, так и различных материалов, а также упрощение при этом сварочного процесса.
Решение указанной задачи достигается тем, что в способе стыковой сварки оплавлением, включающем нагрев торцов свариваемых деталей с помощью электрического тока до их оплавления, осадку деталей на необходимую величину при достижении заданной температуры на торцах деталей и последующее охлаждение деталей, сварку деталей, выполненных из одного или разных материалов, осуществляют в среде защитного газа, а между торцами деталей размещают прокладку, выполненную из материала с температурой ликвидуса:
T0 л прокл.≥Т0 л дет max+100°C,
где Т0 л прокл. - температура ликвидуса материала прокладки,
Т0 л дет max - температура ликвидуса материала деталей или максимальная из двух, если материал деталей разный,
При этом площадь поперечного сечения той части прокладки, которая не находится в контакте со свариваемьми деталями, больше, чем площадь поперечного сечения той части прокладки, которая находится в контакте с деталями. Нагрев торцов деталей осуществляют путем приведения их в контакт с прокладкой и пропусканием тока через нее, а осадку деталей производят в два этапа - сначала предварительную осадку на величину не более 0,5 мм для каждой детали при достижении температуры торцов деталей Т0 торц=0,8 Т0 л дет max, а затем, при достижении температуры той части прокладки, которая находится в контакте со свариваемыми деталями, температуры ликвидуса материала прокладки - окончательную осадку с усилием Focaд=0,9 σ0,2mах Sторц дет,
где σ0,2mах - условный предел текучести материала деталей (максимальный из двух, если материал деталей разный),
Sторц дет - площадь свариваемых торцов деталей,
до образования грата, который затем удаляют механическим путем после полного охлаждения деталей.
Изобретение поясняется чертежами, где:
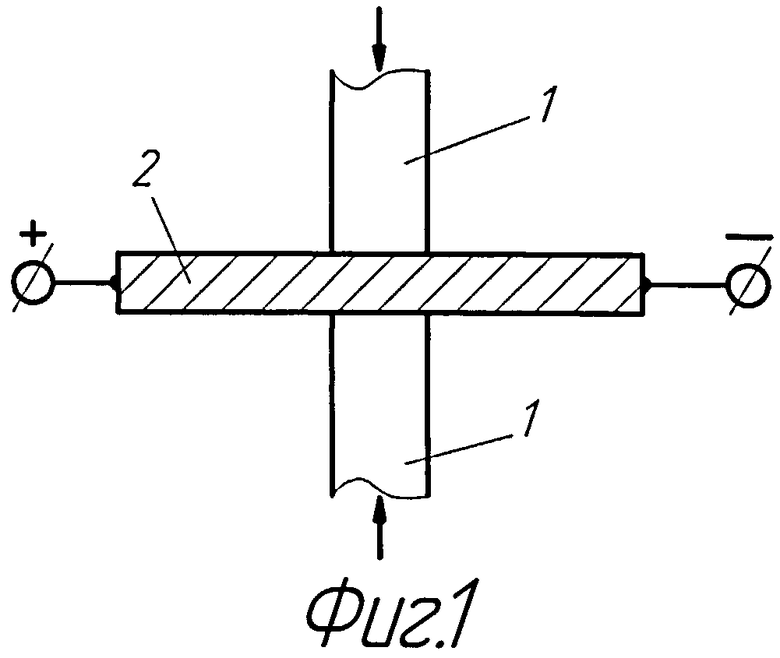
на фиг.1 показана схема осуществления сварки;
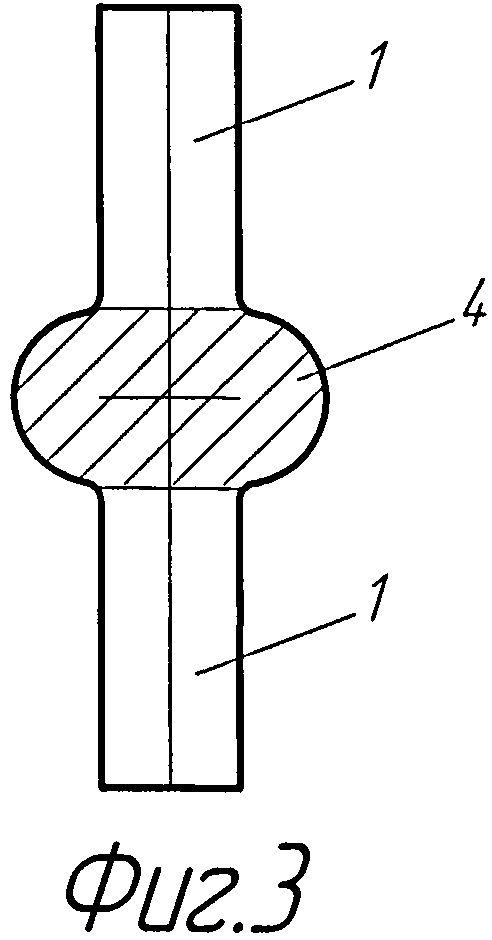
на фиг.2 показана прокладка, размещаемая между деталями;
на фиг.3 показано полученное сварное соединение деталей.
Способ осуществляется следующим образом.
Свариваемые детали 1 размещаются в соответствующем устройстве, обеспечивающем необходимую осадку деталей (условно не показано). Между деталями 1, которые могут быть выполнены как из одного, так и из разных материалов, устанавливается прокладка 2. Материал прокладки 2 выбирается из условия:
T0 л прокл.≥Т0 л дет max+100°C,
где Т0 л прокл. - температура ликвидуса материала прокладки,я
Т0 л дет max - температура ликвидуса материала деталей или максимальная из двух, если материал деталей разный.
При этом площадь поперечного сечения той части прокладки 2, которая не находится в контакте со свариваемыми деталями 1, больше, чем площадь поперечного сечения той части прокладки, которая находится в контакте с деталями. Это необходимо для сосредоточения нагрева прокладки при пропускании через нее электрического тока в зоне торцов деталей, поскольку нагрев проводника обратно пропорционален площади его поперечного сечения. После этого торцы деталей 1 приводят в контакт с прокладкой 2, через которую пропускают ток, для чего по ее внешним краям делают специальные токоподводы 3, например, из меди. При этом осуществляется нагрев прокладки 2 и соответственно нагрев торцов деталей 1. Сварочный процесс при этом ведется в среде защитного газа. Процесс нагрева при пропускании тока через прокладку может производиться по заданной программе (например, путем соответствующего изменения параметров тока). При достижении температуры торцов деталей Т0 торц=0,8 Т0 л дет max осуществляют предварительную осадку деталей 1 на величину не более 0,5 мм для каждой детали, при этом торцы деталей внедряются на указанную величину в прокладку, что способствует интенсификации дальнейшего процесса нагрева и оплавления торцов деталей. Далее, при достижении температуры той части прокладки 2, которая находится в контакте со свариваемыми деталями 1, температуры ликвидуса материала прокладки производят окончательную осадку деталей с усилием Fосад=0,9 σ0,2max Sторц дет,
где σ0,2max - условный предел текучести материала деталей (максимальный из двух, если материал деталей разный),
Sторц дет - площадь свариваемых торцов деталей.
В процессе окончательной осадки выдавливают расплавленный материал прокладки, находящийся между торцами деталей 1, которые находятся в оплавленном состоянии и сдавливаются между собой до образования грата 4, который затем удаляется механическим путем после полного охлаждения деталей. Контроль за температурой в процессе сварки может осуществляться, например, с помощью тепловизора.
Для получения качественного сварного соединения на случай, если материал расплавленной прокладки после окончательной осадки частично остается между деталями и смешивается с их материалом, желательно выбор материала прокладки, кроме указанного выше условия, производить с возможностью образования в процессе сварки твердых растворов материала деталей и материала прокладки.
Предлагаемый способ позволяет упростить процесс стыковой сварки оплавлением и получать надежное сварное соединение с минимизацией при этом влияния процесса сварки на структуру деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОКОЛЕСА ТУРБОМАШИНЫ | 2013 |
|
RU2513491C1 |
| Способ стыковой сварки рельсов с рельефной вставкой | 2024 |
|
RU2836940C1 |
| СПОСОБ ОЧИСТКИ ДЕТАЛЕЙ ТУРБОМАШИН ОТ НАГАРА | 2013 |
|
RU2545282C2 |
| Способ контактной стыковой сварки импульсным оплавлением | 1980 |
|
SU946850A1 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1698010A1 |
| Способ стыковой сварки оплавлением | 1990 |
|
SU1706804A1 |
| Способ контактной стыковой сварки оплавлением | 1985 |
|
SU1294531A1 |
| Способ сварки давлением | 1990 |
|
SU1754365A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| Способ сварки | 1990 |
|
SU1706814A1 |
Изобретение может быть использовано при стыковой сварке оплавлением деталей из одинаковых или различных материалов. Между торцами деталей, площадью Sторц дет, размещают прокладку. Материал прокладки выбирают с учетом температуры ликвидуса Т0 л дет материала деталей. Площадь поперечного сечения той части прокладки, которая находится в контакте со свариваемыми деталями, меньше, чем площадь поперечного сечения остальной части. Нагрев торцов деталей осуществляют пропусканием тока через прокладку, а осадку деталей производят в два этапа. Предварительную осадку проводят на величину не более 0,5 мм для каждой детали при достижении температуры торцов деталей Т0 торц=0,8 Т0 л дет. При достижении температуры ликвидуса материала прокладки осуществляют окончательную осадку с усилием Focaд=0,9σ0,2·Sторц дет. Способ позволяет упростить процесс стыковой сварки оплавлением и получить надежное сварное соединение с минимизацией влияния нагрева при сварке на структуру деталей. 2 з.п. ф-лы, 3 ил.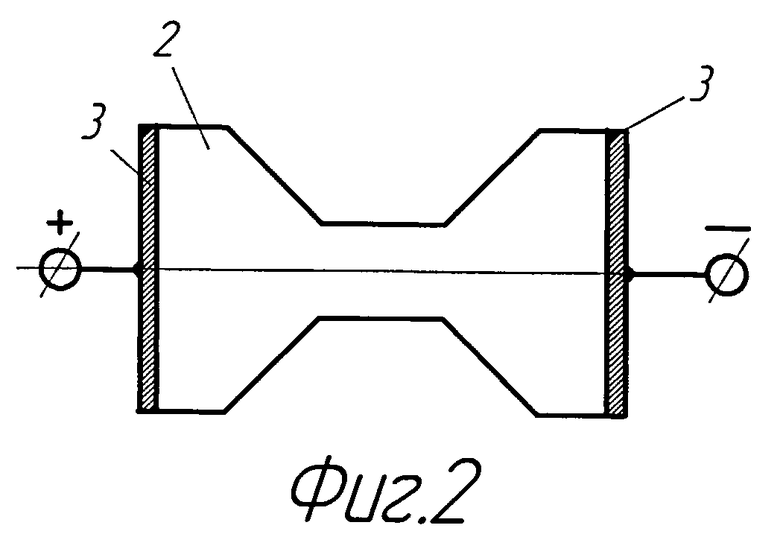
1. Способ стыковой сварки деталей оплавлением, включающий нагрев их торцов с помощью электрического тока до оплавления, осадку деталей на необходимую величину при достижении заданной температуры на торцах деталей и охлаждение деталей с последующим удалением грата, отличающийся тем, что сварку осуществляют в среде защитного газа, при этом между торцами деталей размещают прокладку, площадь поперечного сечения части которой, находящейся в контакте со свариваемыми деталями, меньше, чем площадь поперечного сечения остальной части, и материал которой выбирают из условия:
T°л прокл.≥Т°л дет +100°C,
где Т°л прокл. - температура ликвидуса материала прокладки,
Т°л дет - температура ликвидуса материала одной из деталей,
при этом нагрев торцов свариваемых деталей осуществляют после приведения их в контакт с прокладкой путем пропускания через нее тока, а осадку деталей производят в два этапа, причем сначала осуществляют предварительную осадку на величину не более 0,5 мм для каждой детали при достижении температуры торцов деталей Т°торц=0,8 Т°л дет, а затем, при достижении части прокладки, находящейся в контакте со свариваемыми деталями, температуры ликвидуса ее материала производят окончательную осадку с усилием Focaд=0,9σ0,2·Sторц дет,
где σ0,2 - условный предел текучести материала одной из деталей,
Sторц дет - площадь свариваемых торцов деталей.
2. Способ по п.1, отличающийся тем, что материал прокладки выбирают из условия образования с материалами деталей после сварки твердых растворов.
3. Способ по п.1, отличающийся тем, что при сварке деталей, выполненных из разных материалов, выбирают Т°л дет, соответствующую максимальной температуре ликвидуса материала одной из деталей, а σ0,2 - соответствующий максимальному условному пределу текучести материала одной из деталей.
| Способ стыковой сварки непрерывным оплавлением | 1976 |
|
SU737156A1 |
| Способ контактной стыковой сварки оплавлением | 1987 |
|
SU1447601A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 0 |
|
SU270143A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Устройство для подъема и транспортировки груза | 1972 |
|
SU467881A1 |

