Изобретение относится к области обработки металлов резанием, а именно к способам изготовления напильников.
Известен способ изготовления напильников [1], который включает в себя закрепление режущих элементов на основании. В качестве режущих элементов используют стерженьки, изготовленные из инструментальной стали, например, марки У13 или ШХ15 или другого материала, стойкого в щелочной среде. Затем закрепленные на основании стержни погружают в твердеющую среду, извлекают из нее, выдерживают и освобождают кончики стержней от затвердевшей среды. Недостатком вышеописанного способа является низкая стойкость напильника вследствие быстрого притупления режущих кромок.
В качестве прототипа выбран способ получения абразивного алмазного инструмента, при котором на поверхность подложки наносят алмазные частицы и композиционный припой [2]. Последний содержит легкоплавкую матрицу, тугоплавкий наполнитель и связующее вещество. Нагревают подложку с нанесенными на нее алмазными частицами и композиционным припоем выше температуры плавления легкоплавкой матрицы и выдерживают при этой температуре. Затем отжигают в вакууме или в защитной атмосфере при температуре испарения компонентов легкоплавкой матрицы. В результате образуется алмазосодержащая связка с многофазной структурой псевдосплава, обеспечивающая высокую износостойкость связки, прочность удержания алмазных частиц и теплопроводность. Недостатком способа-прототипа является недостаточная стойкость инструмента вследствие скалывания режущих кромок алмазных зерен, а также дороговизна вследствие дорогостоящего сырья и энергоемкости процесса.
Технический результат настоящего изобретения заключается в повышении стойкости напильника и снижении его себестоимости.
Технический результат достигается тем, что на металлическую заготовку наносят покрытие, при этом на рабочую поверхность напильников наносят твердосплавное покрытие детонационным методом, причем покрытие формируют только на спинках зубьев, в качестве материала заготовки используют малоуглеродистую сталь.
Поставленная задача решается за счет реализации эффекта самозатачивания зубьев напильников, а также за счет использования недорогих материалов и технологий при их изготовлении.
Заявленный способ реализуется по следующим этапам:
- изготавливают металлическую заготовку для напильника необходимой формы и размеров. В качестве материала заготовок используют любые недорогие марки малоуглеродистых сталей (например, сталь 2, сталь 3, сталь 10 и т.д.). Это позволяет снизить себестоимость напильников;
- на рабочих поверхностях заготовок формируют зубья необходимой формы и размеров любым известным методом (например, фрезерованием, насеканием, протягиванием и т.д.);
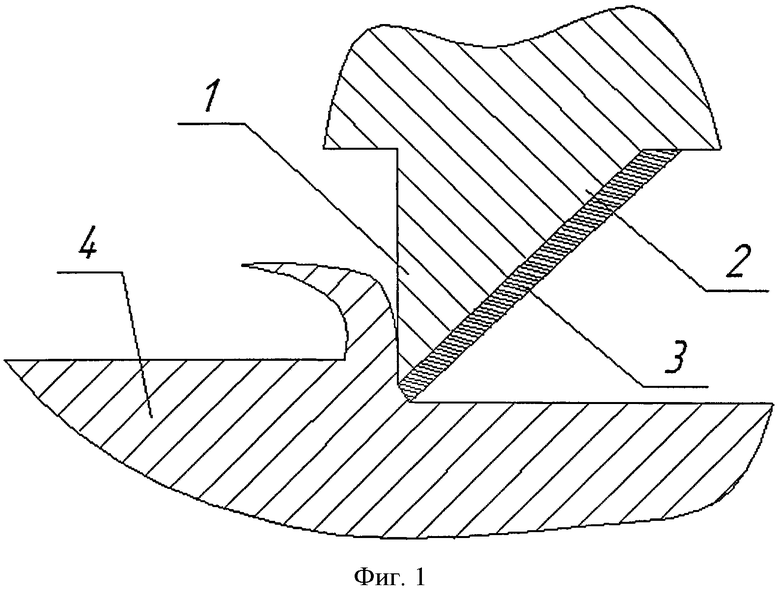
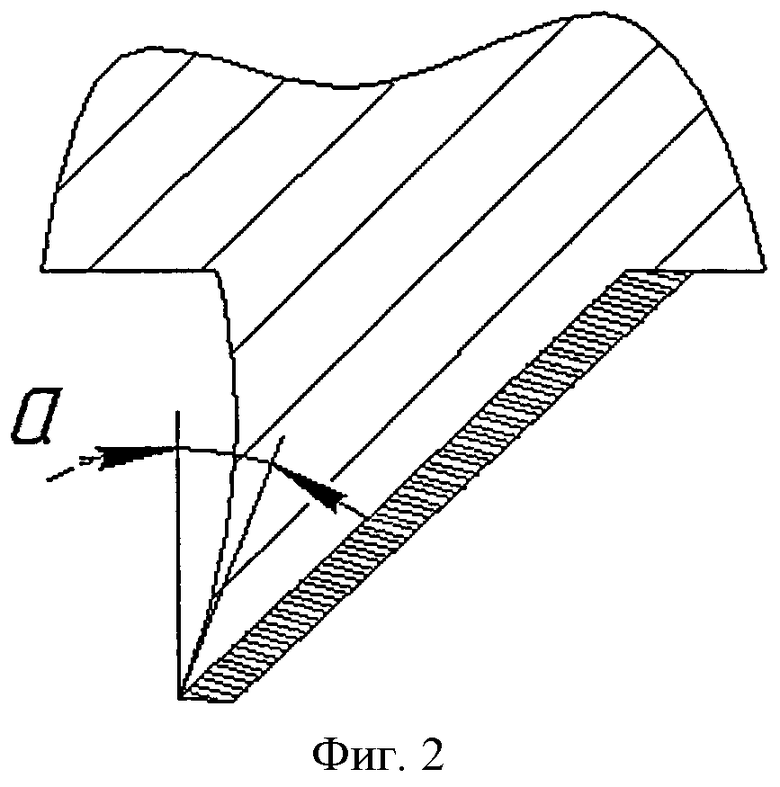
- на спинки зубьев наносят твердосплавное покрытие методом детонационного напыления. В процессе эксплуатации таких напильников у каждого зуба формируются две поверхности трения (фиг.1). Режущая поверхность зуба 1 изнашивается при трении о стружку и передний угол α зуба напильника будет становиться все более положительным. Спинка зуба 2, защищенная твердым покрытием слоем 3, при трении об обрабатываемый материал 4 будет изнашиваться медленнее, чем режущая поверхность, и заостряться на вершине зуба. В итоге зубья напильников при эксплуатации примут заостренную форму (эффект самозатачивания) (фиг.2), что обеспечит повышение стойкости напильников при сохранении высоких режущих свойств. Данный эффект будет сохраняться до полного изнашивания зубьев по высоте.
Пример реализации. Изготавливали плоский напильник из стали 10 с длиной рабочей части 350 мм с фрезерованными зубьями. Количество зубьев на 10 мм равно 5. Передний угол зубьев составлял 0°. Наносили на спинки зубьев твердое карбид-вольфрамовое покрытие (ВК-12) детонационным методом толщиной 100 мкм. Проводили испытания полученного напильника на надежность при опиливании стальной заготовки из углеродистой стали У8 (НВ 180) с рабочим ходом 100 мм. После 10000 рабочих ходов съем обрабатываемого материала составил 156 г, передний угол зубьев увеличился до 6°, а твердосплавное покрытие на вершине зубьев уменьшилось до 10 мкм.
На фиг.1. Показана схема взаимодействия зуба напильника с обрабатываемым материалом.
На фиг.2. показана заостренная форма зуба, которую он принимает во время эксплуатации напильника.
Используемая литература
1. Патент РФ № 2120842. Способ изготовления напильников./Головач В.А. Опубл. 27.10.1998.
2. Патент РФ № 2362666. Способ получения абразивного алмазного инструмента./Соколов Е.Г., Соколов Г.Я., Грознов Р.И. Опубл. 27.07.2009, бюл. №21.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2010 |
|
RU2472609C2 |
| ИНСТРУМЕНТ СО СМЕННЫМИ РЕЖУЩИМИ ПЛАСТИНАМИ | 2012 |
|
RU2542905C2 |
| ИНСТРУМЕНТ ДЛЯ ФОРМИРОВАНИЯ ОТВЕРСТИЙ МЕТОДОМ ПЛАСТИЧЕСКОГО СВЕРЛЕНИЯ | 2010 |
|
RU2492972C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СМЕННЫХ РЕЖУЩИХ ПЛАСТИН | 2012 |
|
RU2558305C2 |
| НАПИЛЬНИК СО СМЕННЫМИ РЕЖУЩИМИ ПЛАСТИНАМИ | 2012 |
|
RU2542208C2 |
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКОГО КОМПОЗИЦИОННОГО ПОКРЫТИЯ НА ИЗНАШИВАЕМЫЕ ПОВЕРХНОСТИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2014 |
|
RU2598738C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БУРОВЫХ ДОЛОТ, ОСНАЩЕННЫХ ПЛАСТИНАМИ PDC | 2009 |
|
RU2398090C1 |
| ЗАПОРНЫЙ ОРГАН ДЛЯ ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2347126C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТОМАТОЛОГИЧЕСКИХ ГОЛОВОК | 1992 |
|
RU2030905C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВЫХ ФРЕЗ | 2012 |
|
RU2596545C2 |
Способ включает нанесение покрытия на металлическую заготовку. Для повышения стойкости на рабочую поверхность напильников наносят покрытие детонационным методом, причем покрытие формируют на спинках зубьев, а в качестве материала заготовки используют малоуглеродистую сталь. 2 ил.
Способ изготовления напильников, включающий нанесение покрытия на металлическую заготовку, отличающийся тем, что наносят твердосплавное покрытие детонационным методом на спинки зубьев на рабочей поверхности напильников, а в качестве материала заготовки используют малоуглеродистую сталь.
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Спосб изготовления напильников | 1958 |
|
SU123393A1 |
| САМОЗАТАЧИВАЮЩИЙСЯ РЕЗЕЦ | 0 |
|
SU270441A1 |
| Аппарат для культивирования микроорганизмов | 1977 |
|
SU737438A1 |
| САМОЗАТАЧИВАЮЩИЙСЯ РЕЖУЩИЙ ИНСТРУМЕНТ С ТВЕРДЫМ ПОКРЫТИЕМ | 2003 |
|
RU2305623C2 |
| RU 2007135031 A, 27.03.2009 | |||

