Изобретение относится к области производства строительных изделий.
Известно устройство для изготовления железобетонных изделий, включающее кассеты с гибким поддоном, средние и наружные продольные и торцевые борта, а также поворотные подкладки с ровными и выгнутыми опорными поверхностями, рычаги, шарниры, соединительные и др. элементы (SU, авторское свидетельство, 799950, кл. В28В 7/24, 1981).
Устройство обеспечивает многорядное расположение изделий. Однако применение поворотных подкладок, рычагов и др. элементов для принудительного разгибания кассет и смещение бортов при распалубке усложняет конструкцию устройства. Остается повышенной и трудоемкость распалубки, обусловленная необходимостью индивидуального съема с устройства каждого отформованного изделия.
Техническим решением, наиболее близким к заявляемому и принятым за прототип, является кассетная форма для изготовления штучных изделий, например стеновых блоков, включающая наружные и средние борта, укрепленные на гибких поперечинах. Кассеты с гибким поддоном, разделительными и торцевыми стенками снабжены опорами для взаимодействия с опорами бортов. Наружные борта соединены между собой тягами, снабженными зажимными клиньями. На наружных бортах установлены кронштейны со скосом, угол которого равен требуемому для распалубки углу поворота наружных бортов. На кронштейнах закреплены петли, в которые помещены штанги, взаимодействующие с опорами средних бортов и ограничивающие как поворот наружных, так и смещение средних бортов при распалубке. Для облегчения кантования формы ее строповочные цапфы установлены таким образом, что их ось расположена между центром тяжести формы с изделиями и центром тяжести формы без изделий (RU патент на изобретение 2101171, кл. В28В 7/24, 1998).
Недостатком данной формы является нестабильность точности изготавливаемых на ней изделий. Она вызвана тем, что при возврате формы в исходное положение после ее распалубки возвратный поворот наружных бортов и распрямление кассет идут одновременно. При этом смыкание наружных бортов с кассетами наступает до окончательного распрямления последних. В результате кассеты не всегда распрямляются полностью и их разделительные стенки остаются непараллельными друг другу. В результате искажается форма и размеры изготавливаемых изделий.
Задачей предлагаемого технического решения является повышение точности размеров изготавливаемых блоков.
Техническим результатом предлагаемого решения является исключение преждевременного контакта бортов с кассетами при возврате формы в исходное положение после распалубки. Тем самым обеспечивается стабильность возврата кассет в полное прямолинейное исходное положение и точность размеров изготавливаемых блоков.
Технический результат достигается тем, что в форме для изготовления штучных изделий, например стеновых блоков, содержащей кассеты с гибким поддоном и разделительными стенками, наружные и средние борта, установленные на гибких поперечинах и соединенные тягами с зажимными клиньями, а также цапфы для строповки формы, тяги, соединяющие борта, дополнительно снабжены ригелями, взаимодействующими с наружными бортами с внутренней стороны при распалубочном их положении, а в бортах выполнены окна как для продольного горизонтального, так и вертикального перемещения тяг с ригелями.
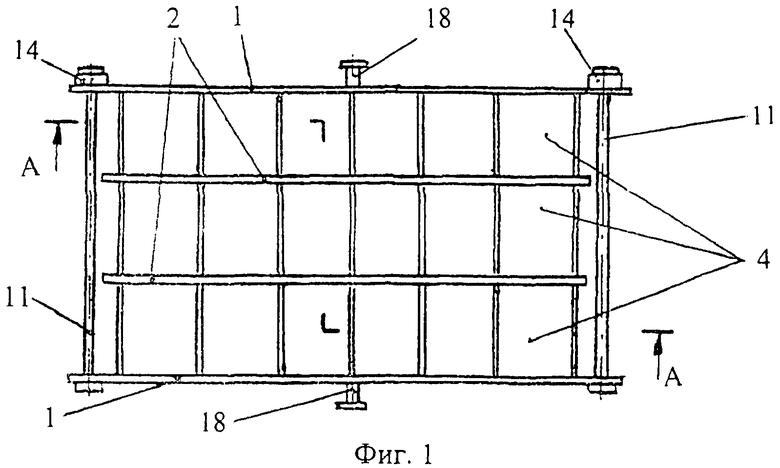
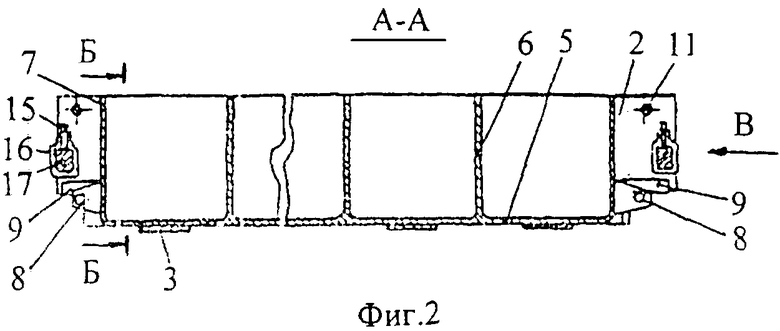
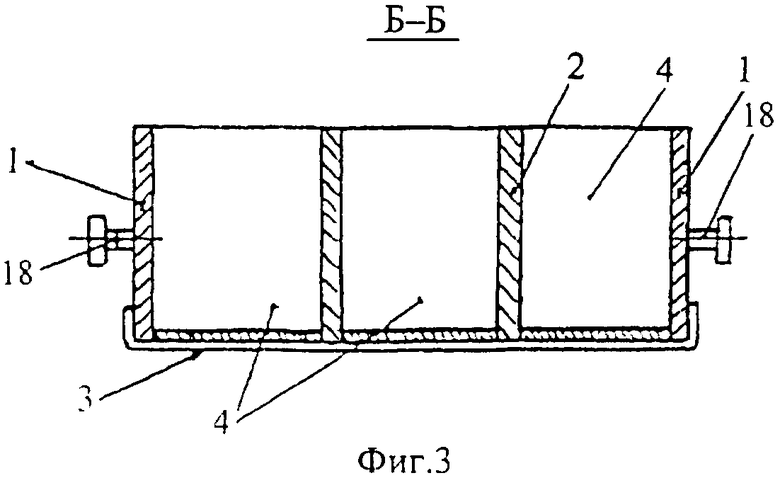
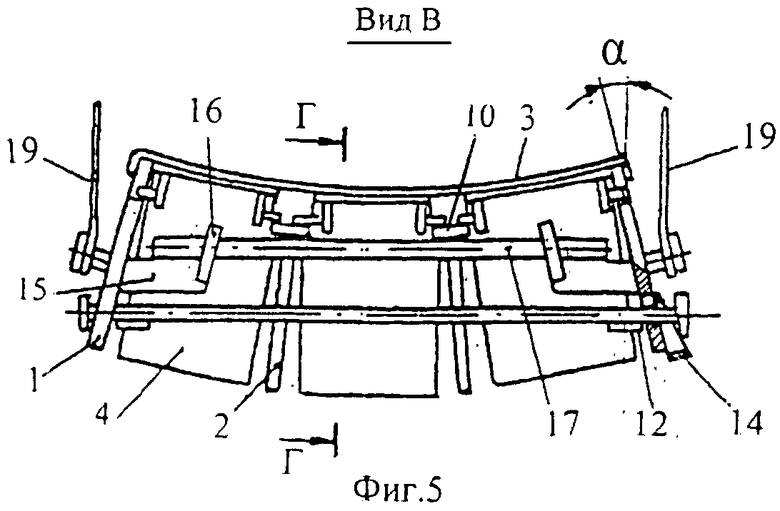
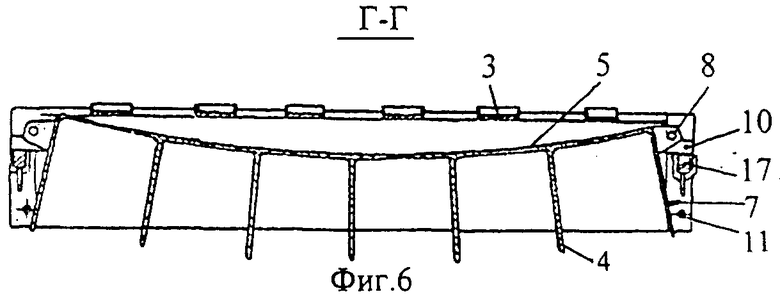
На фиг.1 изображена предлагаемая форма, вид сверху; на фиг.2 - разрез по А-А на фиг.1 (на этом и последующих чертежах форма изображена в более крупном масштабе); на фиг.3 - разрез по Б-Б на фиг.2; на фиг.4 - вид по стрелке В на фиг.2; на фиг.5 - вид по стрелке В, в положении распалубки; на фиг.6 - разрез по Г-Г на фиг.5, также в положении распалубки.
Форма содержит наружные 1 и средние 2 борта, укрепленные на гибких поперечинах 3. Между бортами размещены свободно лежащие на поперечинах 3 кассеты 4 с гибким поддоном 5, разделительными 6 и торцевыми 7 стенками. На торцевых стенках 7 кассет 4 укреплены опоры 8. Борта 1 и 2 снабжены соответственно опорами 9 и 10.
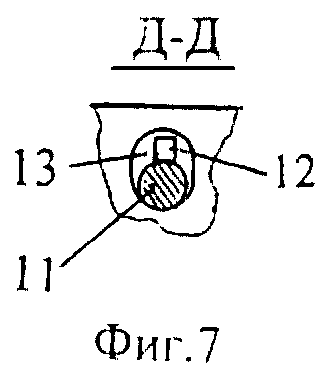
Наружные борта 1 соединены между собой тягами 11, снабженными ригелями 12, проходящими через окна 13 в бортах 1 (фиг.7). Высота окон 13 предусматривает проход через них тяг 11 вместе с ригелями 12. Снаружи одного из бортов 1 на тягах 11 размещены зажимные клинья 14.
На бортах 1 укреплены кронштейны 15 со скосом под углом α (фиг.4), равным углу поворота борта 1 при распалубке (фиг.5). Петли 16 закреплены на кронштейнах 15, в этих петлях свободно размещены жесткие штанги 17.
Цапфы 18 установлены на бортах 1 таким образом, что общая ось цапф 18 проходит несколько ниже центра тяжести формы с изделиями в ней, но выше центра тяжести формы без изделий. Эти центры тяжести не совпадают, так как некоторые детали формы расположены несимметрично относительно геометрического центра изделий: поддон 5 и поперечины 3 расположены внизу, поэтому центр тяжести формы расположен ниже центра тяжести изделий. Стропы 19 подъемного устройства (не показано) предназначены для подъема формы.
В исходном положении формы клинья 14 опущены (фиг.4), благодаря чему кассеты 4 зажаты между бортами. После заполнения формы и твердения изделий форму поднимают стропами 19 за цапфы 18, поворачивают ее поддонами вверх (расположение центра тяжести формы с изделиями выше оси цапф обеспечивают такой поворот без затраты усилий) и опускают ее на пол или на транспортный поддон (не показан). Расфиксацию перевернутой формы осуществляют опусканием клиньев 14, например, ударом молотка. Затем стропами 19 форму вновь поднимают. Так как усилие строп 19 приложено консольно к бортам 1, то на этих бортах создается момент, под воздействием которого борта 1 поворачиваются на угол α (фиг.5), отслаиваясь от находящихся в форме изделий. При этом кронштейны 15, поворачиваясь вместе бортами 1, своим основанием приходят в соприкосновении с расположенной в петлях 16 штангой 17, в результате чего поворот бортов 1 прекращается. Ригели 12 тяг 11 выходят при этом из окон 13 на внутреннюю сторону бортов 1, а тяги 11 опускаются вниз в пределах окна 13. При дальнейшем подъеме строп 19 гибкие поперечины 3 под воздействием веса бортов 2, кассет 4 и изделий в них прогибаются вниз до тех пор, пока опоры 10 бортов 2 не опустятся на штангу 17. Борта 1 и 2 устанавливаются в положение, показанное на фиг.5, а кассеты 4 под воздействием собственной массы и массы изделий прогибаются вниз (фиг.6), обеспечивая свободный выход изделий из них. Таким образом, все изделия автоматически освобождаются и остаются на полу или на транспортном поддоне.
Так как у перевернутой и освободившейся от блоков формы центр тяжести оказывается выше оси цапф 18, то форма при последующем ее подъеме автоматически вновь поворачивается для возвращения в исходное положение. Так как цапфы 18 являются консолями бортов 1, то после поворота формы на угол более 90 градусов на бортах 1 создается момент для поворота их в исходное положение. Но начавшийся их поворот навстречу кассетам 4 прекращается ригелями 12 тяг 11, исключая преждевременный контакт бортов с кассетами. При этом кассеты 4 под действием своего веса перемещаются к своему исходному положению и, распрямляясь, к окончанию кантования формы вновь опускаются на поперечины 3. Форму опускают на пол, снимают стропы и ударом молотка опускают вниз клинья 14 тяги 11 с ригелями 12. Борта 1 освобождаются от контакта с ригелями, поворачиваются в исходное вертикальное положение и заклиниваются клиньями 14. Форма возвращается в исходное состояние, и цикл работы повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАССЕТНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ШТУЧНЫХ ИЗДЕЛИЙ, НАПРИМЕР СТЕНОВЫХ БЛОКОВ | 1996 |
|
RU2101171C1 |
| Форма для изготовления железобетонныхблОКОВ | 1979 |
|
SU835757A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2104152C1 |
| Способ изготовления строительных конструкций из смесей и технологический комплекс для его осуществления | 1990 |
|
SU1765007A1 |
| Кассетная форма для изготовления бетонных изделий | 1991 |
|
SU1795939A3 |
| Устройство для изготовления строительных изделий | 1991 |
|
SU1834806A3 |
| Форма для изготовления железобетонных лотков | 1981 |
|
SU1060478A1 |
| Форма для изготовления предварительно напряженных газобетонных изделий | 1982 |
|
SU1119852A1 |
| Форма для изготовления строитель-НыХ издЕлий | 1979 |
|
SU795950A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНОЙ ТРЕХСЛОЙНОЙ СТЕНОВОЙ ПАНЕЛИ | 2001 |
|
RU2190524C1 |
Изобретение относится к области строительства, а именно к конструкциям кассетных форм. Изобретение позволит упростить конструкцию устройства. Форма предназначена для производства стеновых блоков с автоматической распалубкой и одновременной выгрузкой блоков непосредственно на поддон или в кузов автомобиля. Она содержит наружные и средние борта, укрепленные на гибких поперечинах, и кассеты также с гибким поддоном, разделительными и торцевыми стенками. Наружные борта соединены между собой тягами и зажимными клиньями. Тяги снабжены ригелями, взаимодействующими с внутренней стороной наружных бортов при распалубочном их положении. В наружных бортах выполнены окна как для горизонтального, так и вертикального перемещения тяг с ригелями. Для облегчения кантования формы ее строповочные цапфы установлены таким образом, что их ось расположена между центром тяжести формы с изделиями и центром тяжести формы без изделий. 7 ил.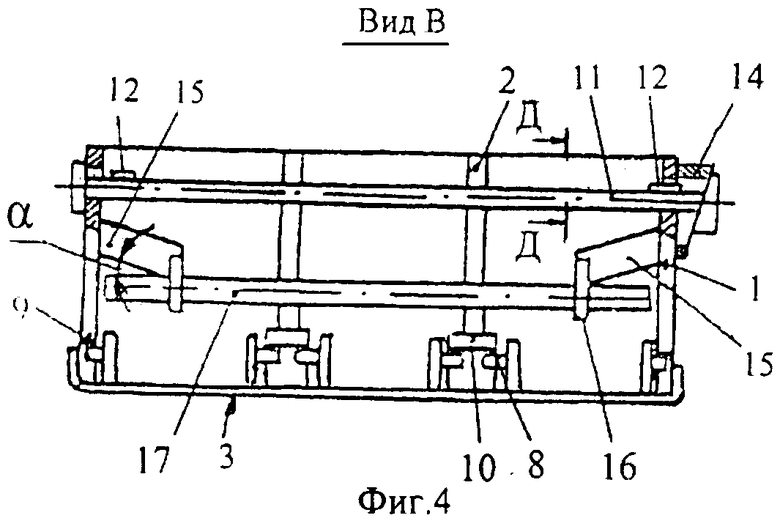
Саморазгружающаяся многорядная кассетная форма для изготовления штучных изделий, например стеновых блоков, содержащая кассеты с гибкими поддономи и разделительными стенками, наружные и средние борта, укреплённые на гибких поперечинах, тяги, соединяющие наружные борта с помощью зажимных элементов, например клиньев, а также цапфы для строповки формы, отличающаяся тем, что соединяющие наружные борта тяги дополнительно снабжены ригелями, взаимодействующими с наружными бортами с внутренней стороны при распалубочном их положении, а в бортах выполнены окна как для продольного горизонтального, так и вертикального перемещения тяг с ригелями.
| КАССЕТНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ШТУЧНЫХ ИЗДЕЛИЙ, НАПРИМЕР СТЕНОВЫХ БЛОКОВ | 1996 |
|
RU2101171C1 |
| МНОГОМЕСТНАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1991 |
|
RU2020064C1 |
| Устройство для изготовленияжЕлЕзОбЕТОННыХ издЕлий | 1978 |
|
SU799950A2 |
| КАССЕТНАЯ ФОРМА | 1971 |
|
SU425802A1 |
| US 3999913 A1, 28.12.1976 | |||

