Изобретение относится к способам прокатки труб, в частности к способу производства шестигранных труб-заготовок размером "под ключ" 252,6±1,8×5,0+1,5/-1,0×4300+80/-30 мм для хранения и транспортировки отработанного ядерного топлива, из полых слитков-заготовок, полученных электрошлаковым переплавом из низкопластичной стали 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0%.
В трубном производстве известен способ производства шестигранных труб-заготовок для хранения и транспортировки отработанного ядерного топлива из полых слитков-заготовок, полученных электрошлаковым переплавом из низкопластичной борсодержащей стали, включающий выплавку полых слитков, их расточку и обточку до удаления раковин и следов флюса в полые слитки-заготовки, нагрев полых слитков-заготовок, их прокатку на трубопрокатной установке с пилигримовыми станами в передельные трубы-плети, отрезку пилой горячей резки технологических отходов-пилигримовых головок и затравочных концов, порезку труб-плетей на трубы кратной длины, которые разрезают на заготовки-краты, растачивают и обтачивают их в трубы-заготовки, которые профилируют в шестигранные трубы-заготовки размером "под ключ" 252,6±1,8×5,0+1,5/-1,0×4300+80/-30 мм (RU №2317865, В21В 23/00, В21В 21/04, опубликовано 27.02.2008).
Недостатком известного способа является повышенная относительная величина концевых отходов (затравочных концов и пилигримовых головок), а также невозможность его использования при производстве передельных труб из стали 04Х14Т5Р2Ф-Ш с повышенным содержанием бора 2,0-3,0 мас.%, которые имеют более низкую пластичность.
Наиболее близким по технической сущности и достигнутому техническому результату является способ производства шестигранных труб-заготовок размером 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм для хранения и транспортировки отработанного ядерного топлива, включающий отливку электрошлаковым переплавом полых слитков из низкопластичной стали 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0% размером 470±5,0×вн.275±5,0×3000-3200 мм, расточку и обточку их в полые слитки-заготовки размером 460±5,0×вн.285±5,0×3000-3200 мм, нагрев до температуры 1040-1060°C, прокатку в передельные трубы-плети размером 290×12×25300-26700 мм с вытяжкой µ от 9,45 до 9,70 и обжатием по диаметру Δ от 35,6 до 37,0% и удаление пилой горячей резки технологических отходов - пилигримовых головок и затравочных концов, после чего трубы-плети разрезают на пиле горячей резки на кратные трубы длиной 10150±50 мм и остаток, правку, разрезку кратных труб на две заготовки-крата длиной не менее 5000 мм, расточку и обточку в трубы-заготовки размером 284,75+2,0/-3,0×6+2,0/-1,0 мм и профилировку в шестигранные трубы заданного размера. Прокатку полых слитков-заготовок в передельные трубы-плети в калибре 295 мм на дорнах, разогретых до температуры 500-550°C путем прокатки настроечных углеродистых гильз, при этом на дорн одевают углеродистое кольцо размером 480±5,0×вн.280±5,0×250±10 мм, дорн с углеродистым кольцом вводят в полый слиток-заготовку, разводят валки, образуя калибр, равный 300 мм, обкатывают передний конец-затравку на длине, равной 0,8-1,0 пути отката подающего аппарата, с вытяжкой µ от 7,8 до 8,1, гильзу с дорном возвращают в исходное положение, сводят валки, образуя калибр, равный 295 мм, и прокатывают передний обкатанный конец и весь полый слиток-заготовку в передельную трубу-плеть размером 290×12×25300-26700 мм, а установившийся процесс прокатки передельных труб-плетей производят со скоростью вращения валков пилигримового стана 42-44 оборотов в минуту, при этом при затравке на длине, равной 1,2-1,5 пути отката подающего аппарата, производят снижение скорости вращения валков на 15,0-16,0%, а при обкатке пилигримовой головки на длине, равной 1,0-1,2 пути отката подающего аппарата, производят снижение скорости вращения валков на 10,0-11,0%.
Одним из основных недостатков данного прототипа, также как и вышеприведенных аналогов, является то, что при повышенных концевых отходах (затравочных концов и пилигримовых головок) из слитков-заготовок массой до 2250 кг вместо пяти кратов размером 284×11×5000-5250 мм получаем только четыре, что приводит к повышенному расходному коэффициенту борсодержащей стали, да и данный способ распространяется на производство передельных труб размером 290×12 мм, и не решает технологические вопросы производства передельных труб размером 284×11×25600-26600 мм с повышенным отношением D/S из полых слитков-заготовок с содержанием бора от 2,0 до 3,0%.
Задачей предложенного способа является освоение технологического процесса производства передельных труб размером 284×11 мм из низкопластичной стали с содержанием бора от 2,0 до 3,0% на ТПУ 8-16" с пилигримовыми станами для последующего передела их в шестигранные трубы-заготовки размером "под ключ" 252,6±1,8×5+1,5/-1,0×4300+80/-30 мм для хранения и транспортировки отработанного ядерного топлива, снижение доли технологических отходов (затравочных концов и пилигримовых головок), количества брака по рванинам на затравочных концах, снижение расходного коэффициента металла при переделе полый слиток-заготовка ЭШП - передельная труба-заготовка - шестигранная труба-заготовка нового размера, Снижение массы шестигранных труб-заготовок, снижение массы стеллажей при одновременном увеличении их емкости, снижение стоимости конечной продукции шестигранных труб из стали 04Х14Т5Р2Ф-Ш, что в свою очередь позволит производить шестигранные трубы нового размера с большим содержанием бора, а следовательно, повысить надежность стеллажей для хранения и транспортировки отработанного ядерного топлива.
Технический результат достигается тем, что в известном способе производства шестигранных труб-заготовок размером "под ключ" 252,6±1,8×5,0+1,5/-1,0×4300+80/-30 мм для хранения и транспортировки отработанного ядерного топлива, включающий отливку электрошлаковым переплавом полых слитков из низкопластичной стали марки 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0% размером 470±5,0×вн.270±5,0×3000±100 мм, расточку и обточку их в полые слитки-заготовки размером 450±5,0×вн.280±5,0×3000±100 мм, нагрев до температуры 1030-1040°C, прокатку в передельные трубы-плети размером 284×11×25600-26600 мм с вытяжкой µ от 9,88 до 10,39, обжатием по диаметру Δ от 36,18 до 37,58% и удаление пилой горячей резки технологических отходов - пилигримовых головок и затравочных концов, после чего трубы-плети разрезают пилой горячей резки на кратные трубы длиной 10100±50 мм и остаток, правят, кратные трубы разрезают на две заготовки-крата длиной не менее 5000 мм, растачивают и обтачивают в трубы-заготовки размером 278,5±1,8×5,0+1,5/-1,0 мм и профилируют в шестигранные трубы заданного размера, полые слитки-заготовки садят в один ряд на колосники печи партиями по 10-12 штук при температуре в третьей зоне 800-900°C и выдерживают без кантовки в течение 40-60 минут, нагревают до температуры 1030-1040°C со скоростью 2,6-2,8°C в минуту с равномерной кантовкой с 22-го по 7-е окно через 12-15 минуту на угол ≈300-310°, выдерживают в течение 40-50 минут с равномерной кантовкой с 7-го на 4-е окно через 13-17 минут, кантуют с 4-го окна на яму печи и выдают из печи с температурой центра полых слитков-заготовок 1030-1040°C, посад следующих двух полых слитков-заготовок производят после кантовки с колосников первых 2-х полых слитков-заготовок, полые слитки-заготовки прокатывают в передельные трубы-плети размером 284×11×25600-26600 мм в калибре 290 мм на дорнах диаметром 263/264 мм.
Сопоставительный анализ с прототипом показывает, что заявляемый способ производства шестигранных труб-заготовок размером "под ключ" 252,6±1,8×5,0+1,5/-1,0×4300+80/-30 мм для хранения и транспортировки отработанного ядерного топлива отличается тем, что производят отливку электрошлаковым переплавом полых слитков из низкопластичной стали 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0% размером 470±5,0×вн.270±5,0×3000±100 мм, расточку и обточку их в полые слитки-заготовки размером 450±5,0×вн.280±5,0×3000±100 мм, нагрев до температуры 1030-1040°C, прокатку в передельные трубы-плети размером 284×11×25600-26600 мм с вытяжкой µ от 9,88 до 10,39 и обжатием по диаметру Δ от 36,18 до 37,58% и удаление пилой горячей резки технологических отходов - пилигримовых головок и затравочных концов, после чего трубы-плети разрезают пилой горячей резки на кратные трубы длиной 10100±50 мм и остаток, правят, кратные трубы разрезают на две заготовки-крата длиной не менее 5000 мм, растачивают и обтачивают в трубы-заготовки размером 278,5±1,8×5,0+1,5/-1,0 мм и профилируют в шестигранные трубы заданного размера, полые слитки-заготовки садят в один ряд на колосники печи партиями по 10-12 штук при температуре в третьей зоне 800-900°C и выдерживают без кантовки в течение 40-60 минут, нагревают до температуры 1030-1040°C со скоростью 2,6-2,8°C в минуту с равномерной кантовкой с 22-го по 7-е окно через 12-15 минут на угол ≈300-310°, выдерживают в течение 40-50 минут с равномерной кантовкой с 7-го на 4-е окно через 13-17 минут, кантуют с 4-го окна на яму печи и выдают из печи с температурой центра полых слитков-заготовок 1030-1040°C, посад следующих двух полых слитков-заготовок производят после кантовки с колосников первых 2-х полых слитков-заготовок, полые слитки-заготовки прокатывают в передельные трубы-плети размером 284×11×25600-26600 мм в калибре 290 мм на дорнах диаметром 263/264 мм. Эти отличия позволяют сделать вывод о соответствии критерию "изобретательский уровень".
Сравнение заявляемого способа, не только с прототипом, но и с другими техническими решениями в данной области техники, не позволило выявить в них признаки, отличающие заявляемый способ от прототипа, что соответствует патентоспособности "изобретательский уровень".
Реализация способа по изобретению представлена следующим примером (т.1).
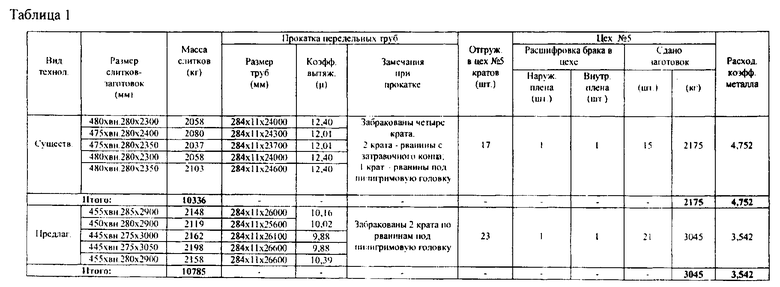
В производство было задано 10 полых слитков-заготовок (5 плавок) ЭШП стали марки 04Х14Т5Р2Ф-Ш поставки ОАО "ЗМЗ" с содержанием бора от 2,37 до 2,94. Полые слитки-заготовки ЭШП были поделены на две части с равным содержанием бора. Пять слитков-заготовок размером 475-480×вн.280×2300-2400 мм были изготовлены и прокатаны по существующей технологии. Пять полых слитков-заготовок ЭШП общей массой 10,336 тн были нагреты до температуры 1050-1060°C и прокатаны на ТПУ 8-16" с пилигримовыми станами в передельные трубы размером 284×11-23700-24600 мм с коэффициентом вытяжки µ от 12,01 до 12,40. Каждая труба-плеть была размечена на четыре трубы-крата длиной 5900-6150 мм. В процессе предварительной приемки три трубы-крата были забракованы по рванинам - дефекты проката: два крата с затравочных концов, а третий крат со стороны пилигримовой головки. В цех №5 на механическую обработку-расточку, обточку и профилирование было отгружено 17 кратов. из которых в процессе механической обработки были забракованы еще два крата: один по наружной плене и поперечным трещинам, а второй по внутренней плене. Спрофилированы и приняты годными 15 шестигранных труб-заготовок общей массой 2,175 тн. Средний расходный коэффициент металла по шестигранным трубам-заготовкам данной партии составил 4,752.
Пять полых слитков ЭШП с содержанием бора от 2,37 до 2,94, общей массой 10,785 тн, были отлиты, обточены и расточены в полые слитки-заготовки, нагреты и прокатаны в передельные трубы размером 284×11×25300-26500 мм в соответствии с пп.1-4 формулы изобретения. Каждая труба-плеть была размечена на пять труб-кратов длиной 5000-5300 мм. В процессе предварительной приемки две трубы-крата были забракованы по рванинам со стороны пилигримовых головок - дефекты проката. В цех №5 на механическую обработку-обточку, расточку и профилирование было отгружено 23 крата, из которых в процессе механической обработки были забракованы два крата: один по наружной плене, а второй по внутренней плене. Спрофилированы и приняты годными 21 шестигранная труба-заготовка размером "под ключ" 252,6±1,8×5,0+1,5/-1,0×4300+80/-30 мм, общей массой 3,045 тн. Средний расходный коэффициент металла по трубам данной партии составил 3,542.
Данные по прокатке и сдаче передельных труб размером 284×11 мм из полых слитков-заготовок стали марки 04Х14Т5Р2Ф-Ш с содержанием бора от 2,37 до 2,94%, отлитых на ОАО "ЗМЗ" и прокатанных на ТПУ 8-16" с пилигримовыми станами ОАО "ЧТТТЗ" по существующему и предлагаемому способам, производству из них шестигранных труб-заготовок размером "под ключ" 252,6±1,8×5,0+1,5/-1,0×4300+80/-30 мм приведены в таблице.
Таким образом, способ по изобретению обеспечивает достижение поставленного технического результата: снижение расходного коэффициента металла, снижение массы шестигранных труб-заготовок, а следовательно, снижение массы стеллажей при увеличении их емкости, снижение стоимости товарных шестигранных труб-заготовок и повышение надежность стеллажей для хранения и транспортировки отработанного ядерного топлива.
Данные по прокатке и сдаче передельных труб размером 284×11 мм из полых слитков-заготовок стали марки 04Х14Т5Р2Ф-Ш с содержанием бора 2,37-2,94%, отлитых на ОАО "ЗМЗ" и прокатанных на ТПУ 8-16" ОАО "ЧТПЗ" по существующему и предлагаемому способам, производству из них шестигранных труб-заготовок размером "под ключ" 252,6±1,8×5,0+1,5/-1,0×4300+80/-30 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 284×11 мм ИЗ СПЛОШНЫХ СЛИТКОВ-ЗАГОТОВОК ДЛЯ ИЗГОТОВЛЕНИЯ ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 252,6×5,0+1,5/-1,0×4300+80/-30 мм ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2547363C1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 252,6±1,8×5+1,5/-1,0×4300+80/-30 мм ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2545954C1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 252,6×5+1,5/-1,0×4300+80/-30 мм ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2542054C1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 255×5+1,5/-1,0×4300+80/-30 мм ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2547055C1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 290×12 мм НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА НИЗКОПЛАСТИЧНЫХ СТАЛЕЙ МАРОК 04Х14Т3Р1Ф-Ш И 04Х14Т5Р2Ф-Ш С СОДЕРЖАНИЕМ БОРА ОТ 1,3 ДО 3,5 % ДЛЯ ИЗГОТОВЛЕНИЯ ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм ДЛЯ СТЕЛЛАЖЕЙ БАССЕЙНОВ ВЫДЕРЖКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА НА АЭС | 2013 |
|
RU2550032C2 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 255±2,0×5,0+1,5/-1,0×4300+80/-30 мм ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2557383C2 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 255×5,0+1,5/-1,0×4300+80/-30 мм | 2013 |
|
RU2547760C1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 292×12 мм НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ИЗ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА НИЗКОПЛАСТИЧНЫХ СТАЛЕЙ МАРОК 04Х14ТЗР1Ф-Ш И 04Х14Т5Р2Ф-Ш С СОДЕРЖАНИЕМ БОРА ОТ 1,3 ДО 3,5 % ДЛЯ ИЗГОТОВЛЕНИЯ ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 257+2,0/-3,0×6+2,0/-1,0×4300+80/-30 мм ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ В БАССЕЙНАХ ВЫДЕРЖКИ АЭС И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2550033C2 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 255×5+1,5/-1,0×4300+80/-30 мм ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2547613C1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2011 |
|
RU2470724C1 |
Изобретение относится к способам прокатки шестигранных труб. Способ включает отливку электрошлаковым переплавом полых слитков из низкопластичной стали, расточку и обточку их в полые слитки-заготовки. Снижение расходного коэффициента металла, массы шестигранных труб, их стоимости обеспечивается за счет того, что полые слитки-заготовки помещают в один ряд на колосники печи партиями по 10-12 штук, нагревают до температуры 1030-1040°C со скоростью 2,6-2,8°C в минуту с равномерной кантовкой, выдерживают с равномерной кантовкой, а после выдачи из печи прокатывают на пилигримовом стане в передельные трубы-плети регламентированных размеров, после чего трубы-плети разрезают пилой горячей резки на кратные трубы и остаток, правят, кратные трубы разрезают на две заготовки-крата длиной не менее 5000 мм, растачивают и обтачивают в трубы-заготовки и профилируют в шестигранные трубы заданного размера. 2 з.п. ф-лы, 1 табл.
1. Способ производства шестигранных труб-заготовок размером 252,6±1,8×5,0+1,5/-1,0×4300+80/-30 мм для хранения и транспортировки отработанного ядерного топлива, включающий отливку электрошлаковым переплавом полых слитков из низкопластичной стали 04Х14Т5Р2Ф-Ш с содержанием бора от 2,0 до 3,0% размером 470±5,0×вн.270±5,0×3000±100 мм, расточку и обточку их в полые слитки-заготовки размером 450±5,0×вн.280±5,0×3000±100 мм, которые помещают в один ряд на колосники печи партиями по 10-12 штук при температуре в третьей зоне печи 800-900°С и выдерживают без кантовки в течение 40-60 минут, нагревают до температуры 1030-1040°C со скоростью 2,6-2,8°C в минуту с равномерной кантовкой с 22-го по 7-е окно через 12-15 минут на угол 300-310°, выдерживают в течение 40-50 минут с равномерной кантовкой с 7-го по 4-е окно через 13-17 минут, кантуют с 4-го окна на яму печи, а после выдачи из печи прокатывают на пилигримовом стане в передельные трубы-плети размером 284×11×25600-26600 мм с вытяжкой 9,88 - 10,39, обжатием по диаметру 36,18 - 37,58% и с удалением пилой горячей резки технологических отходов пилигримовых головок и затравочных концов, после чего трубы-плети разрезают пилой горячей резки на кратные трубы длиной 10100±50 мм и остаток, правят, кратные трубы разрезают на две заготовки-крата длиной не менее 5000 мм, растачивают и обтачивают в трубы - заготовки размером 278,5±1,8×5,0+1,5/-1,0 мм и профилируют в шестигранные трубы заданного размера.
2. Способ по п.1, отличающийся тем, что после кантовки с колосников первых 2-х полых слитков-заготовок производят посад следующих двух полых слитков-заготовок.
3. Способ по п.1, отличающийся тем, что полые слитки-заготовки прокатывают в передельные трубы-плети в калибре 290 мм на дорнах диаметром 263/264 мм.
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ 257+2,0/-3,0×6,0+2,0/-1,0×4300+80/-30 мм ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2011 |
|
RU2470724C1 |
| СПОСОБ ПРОИЗВОДСТВА СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% И ПРОКАТКИ ИЗ НИХ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ТРУБ ДЛЯ ПОСЛЕДУЮЩЕГО ПЕРЕДЕЛА ИХ В ШЕСТИГРАННЫЕ ТРУБЫ-ЗАГОТОВКИ ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2006 |
|
RU2317865C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% | 2003 |
|
RU2255820C2 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% | 2003 |
|
RU2264269C2 |
| US 4641513 A, 10.02.1987 | |||

