Изобретение относится к способу термостатирования горячего изостатического пресса согласно ограничительной части пункта 1 формулы изобретения и к горячему изостатическому прессу согласно ограничительной части пункта 12 формулы изобретения.
Горячие изостатические прессы (HIP) или печи типа автоклава в настоящее время находят применение во многих областях. В настоящее время твердые детали или формовочные массы, состоящие из порошков, сжимаются в матрице под высоким давлением и при высокой температуре. При этом между собой соединяются подобные, но также и разные материалы. Как правило, детали закладываются в печь с нагревом, которая, в свою очередь, окружена резервуаром для создания высокого давления. Во время или после нагрева путем всестороннего давления посредством текучей среды или инертного газа, в большинстве случаев аргона, осуществляется полное изостатическое прессование до тех пор, пока детали не будут оптимально спрессованы. Этот способ используется также для допрессовки деталей, например, из керамических материалов, например, для протезов тазобедренного сустава, литых деталей из алюминия в автомобиле- и моторостроении, для головок цилиндров легковых автомобилей или прецизионных литых деталей из титановых сплавов, например лопастей турбин. При допрессовке при высоком давлении и высокой температуре поры, возникшие во время предыдущего процесса изготовления, закрываются, имеющиеся дефекты связываются, а структурные свойства улучшаются. Другим примером применения является изготовление деталей из порошковых материалов с близкими к конечным контурами, сжимаемых и спекаемых в ходе процесса.
Длительность циклов горячих изостатических прессов (HIP), как правило, является очень большой: от нескольких часов до нескольких дней. При этом значительная часть издержек цикла приходится на эксплуатационные издержки в расчете на один машино-час. В частности, как правило, более трети времени цикла приходится на технологически неиспользуемое и относительно длительное время охлаждения с рабочей температуры до допустимой температуры, при которой прессовая установка может открываться без каких-либо опасений. В настоящее время известно, что охлаждение имеет также существенное значение для свойств материала изготавливаемых деталей. Многие материалы требуют соблюдения определенной максимальной температуры охлаждения по причинам качества материала. Вместе с тем при охлаждении следует учитывать, что сама деталь в своем объеме охлаждается равномерно и неравномерно с различными температурными зонами. При изготовлении крупных деталей собственные напряжения при перепадах температуры могут привести к короблению, трещинообразованию с соответствующей концентрацией напряжений или к полному разрушению. Однако такие проблемы могут возникнуть даже в случае мелких деталей, помещаемых в печи, как правило, на стеллажах или полках.
Автоклавы с рециркуляцией горячих печных газов с механическими вспомогательными средствами, как, например, воздуходувками, или без них, достаточно известны из уровня техники. При работе без механических вспомогательных средств используются естественная конвекция и перераспределение сред, передающих давление в автоклавах, за счет присутствующих или создаваемых перепадов температуры (нагрева или охлаждения наружных стенок). При этом более холодная текучая среда опускается вниз, а более горячая - поднимается вверх. Путем применения органов управления такие потоки текучей среды для создания в автоклаве равномерной нагревательной или охлаждающей циркуляции могут использоваться контролируемым образом. При этом в уровне техники, предпочтительно, применяются так называемые направляющие или конвекционные гильзы, состоящие из трубы, открытой сверху и снизу. При нагреве источники тепла в печи обеспечивают привод, и поток приходит в движение, соответственно, в зависимости от расположения источника тепла. Например, в загрузочном пространстве (под загрузкой) происходит нагревание, и возникают восходящий поток в центре загрузочного пространства и нисходящий поток по краям у стенок (с более низкой температурой). Во избежание проблем с некалькулируемыми смешанными потоками уже упомянутая конвекционная гильза имеет то преимущество, что в конвекционном зазоре (между конвекционной гильзой и наружной изоляцией) возникает контролируемый нисходящий поток, причем добиваются того, чтобы вновь охлажденные текучие среды, прежде чем они снова попадут в загрузочное пространство, сначала поступали в обогреваемое пространство и нагревались. В процессе охлаждения охлаждающая текучая среда также опускается вниз между конвекционной гильзой и охлаждающей наружной стенкой/изоляцией, где она поступает в загрузочное пространство в качестве охлаждающей текучей среды и тем самым вытесняет более теплую текучую среду внутри конвекционной гильзы вверх мимо загрузки. У крышки горячей прессовой установки (HIP) поступающий снизу поток вытесняет текучую среду в направлении внешних областей и, таким образом, текучая среда опускается вниз между наружной стенкой и конвекционной гильзой. При этом снова происходит соответствующее охлаждение, благодаря чему поддерживается непрерывный процесс охлаждения. По меньшей мере аналогичный процесс известен из WO 2003/070402 A1 и из представленного там способа охлаждения горячего изостатического пресса. При этом в способе горячая текучая среда выпускается из загрузочного пространства, смешивается за пределами загрузочного пространства с опускающейся холодной текучей средой, а смешанная текучая среда снова подается в загрузочное пространство. Сам способ по своим желательным условиям является сложным и для этого требует в дальнейшем также еще и сложного устройства соответствующего горячего изостатического пресса с множеством установленных областей управления. Недостатком является также то, что вновь подаваемая смешанная текучая среда бесконтрольно устремляется обратно в загрузочное пространство и там при известных условиях может привести к разным скоростям охлаждения, если поднутрения или опорные конструкции для загрузки помешают ее нормальному прохождению через загрузочное пространство. Кроме того, газ, охлажденный до температуры смеси, подается в загрузочное пространство снизу, что неизбежно приводит к перепаду температур между нижним и верхним концами загрузочного пространства, и в результате реализация равномерной скорости становится невозможной.
Вариант выполнения горячей изостатической прессовой установки (HIP) для скоростного охлаждения известен, например, из DE 3833337 A1. При таком решении для использования скоростного охлаждения создается циркуляция газа между горячим пространством под изолирующим колпаком и холодным пространством за пределами изолирующего колпака, для чего с помощью клапанов в загрузочном пространстве создается контур. В верхней крышке изолирующего колпака постоянно имеются отверстия, через которые может выходить горячая текучая среда. Недостаток этого варианта выполнения заключается в том, что очень холодная текучая среда снизу устремляется обратно в горячее пространство и приходит в непосредственное соприкосновение с загрузкой печи или соответственно с деталями. Таким образом, горячее пространство снизу вверх заполняется холодным газом. Это имеет тот недостаток, что, с одной стороны, может произойти резкое охлаждение со слишком ненадежно управляемыми параметрами и что невозможно добиться равномерной скорости охлаждения во всем загрузочном пространстве. При этом именно в случае крупных деталей в результате неравномерного охлаждения могут возникнуть вышеописанные проблемы, как то: коробление, трещинообразование или разрушение. Таким образом, в итоге специалисту известно, что в технологически важной фазе поддержания температуры загрузка в загрузочном пространстве должна выдерживаться с очень малым полем допуска, например, ±5°С. В этой фазе известные системы резервуаров для создания давления склонны к разделению горячего и холодного газа в загрузочном пространстве. Путем целенаправленного встречного управления с помощью активных нагревательных элементов предпринимаются попытки компенсации этого эффекта. Однако в системах резервуаров для создания давления нагревательные элементы действуют на боковых поверхностях загрузочного пространства и таким образом не могут полностью предотвратить разделение внутри загрузочного пространства. В варианте согласно WO 2003/070402 А1 целенаправленно используется активный конвекционный поток через загрузочное пространство, причем, однако, в фазах выдержки, например, между фазой нагрева и фазами охлаждения или между ступенчатыми изменениями температуры, в результате которых сопутствующее им уменьшение необходимой тепловой мощности почти останавливает конвекционный поток, желательный эффект в фазе выдержки соответственно не может быть более достигнут. В других системах резервуаров для создания давления с воздуходувками с циркуляционным воздухом поток направлен через загрузочное пространство строго вертикально. При этом в зависимости от структуры и геометрии загрузки и/или используемых стеллажей для загрузки в случае возникновения зон с разным аэродинамическим сопротивлением дело может дойти до неравномерного прохождения потока в резервуаре для создания давления. Поскольку поток текучей среды избирает путь наименьшего сопротивления, зоны с небольшим аэродинамическим сопротивлением обтекаются лучше и быстрее и, соответственно, быстрее термостатируются. В соответствии с этим необтекаемые или плохо обтекаемые области менее быстро приспосабливаются к новым температурным условиям, и в резервуаре для создания давления, или в загрузочном пространстве, происходит неоднородное распределение температуры.
Таким образом, задача настоящего изобретения состоит в создании способа равномерного термостатирования горячего изостатического пресса и самого горячего изостатического пресса, не только пригодного для осуществления способа, но и могущего самостоятельно эксплуатироваться с преимуществами равномерного термостатирования. В центре внимания, естественно, находится равномерное охлаждение загрузочного пространства, или загрузки, причем более холодная текучая среда активно перемешивается с горячей текучей средой в резервуаре для создания давления, или, предпочтительно, в загрузочном пространстве, горячего изостатического пресса, и одновременно для достижения равномерного охлаждения всей загрузки достигается достаточно быстрая и прежде всего надежная циркуляция текучей среды во всем резервуаре для создания давления и особенно в загрузочном пространстве. Однако для достижения максимально возможной равномерности температуры в загрузочном пространстве способ может также с успехом использоваться в фазе нагрева и поддержания горячего изостатического процесса.
Решение задачи относительно способа согласно пункту 1 формулы изобретения заключается в том, что внутри резервуара для создания давления и/или загрузочного пространства подают по меньшей мере через одно сопло текучую среду для создания вихревого потока и при этом смешивают ее с находящейся там текучей средой, причем одновременно текучая среда образует вокруг конвекционной гильзы циркуляционный контур и поступает из конвекционного зазора в загрузочное пространство, что в верхней области резервуара для создания давления внутри загрузочного пространства подают по меньшей мере через одно сопло текучую среду для создания вихревого потока, причем текучая среда во время прохождения вихревого потока вблизи изоляции мимо загрузки опускается вниз и смешивается с текучей средой вблизи загрузки и причем поданная через сопло текучая среда имеет более низкую температуру, чем текучая среда в загрузочном пространстве и/или загрузка.
Решение задачи относительно горячего изостатического пресса, пригодного также для осуществления способа, заключается в том, что внутри резервуара для создания давления расположена по меньшей мере одна линия с соединением по меньшей мере с одним соплом внутри резервуара для создания давления, причем угол выхода выполнен для создания вихревого потока внутри загружаемого пространства, и причем линия соединена с областью резервуара для создания давления с разной температурой.
Изостатический пресс пригоден для осуществления способа, однако он может также эксплуатироваться самостоятельно. Идея изобретения состоит в том, что наряду с конвекцией за счет направляющих приспособлений, нагревательных, холодильных элементов, сопел или рециркуляционных воздуходувок должен целенаправленно создаваться вихревой поток внутри резервуара для создания давления. Указанные приспособления наряду с активируемым или уже существующим в резервуаре для создания давления в результате разности температур естественным конвекционным потоком с вертикальной ориентацией должны создавать под углом к нему вихревой поток, обеспечивающий оптимальное перемешивание имеющейся или подмешанной текучей среды, исключающий температурные пятна и могущий создавать большой градиент нагрева или охлаждения.
Легче всего преимущества проявляются за счет, предпочтительно, быстро осуществляемого, или скоростного, охлаждения, причем соответствующие преимущества, осуществляемые технологические операции и/или сопутствующие физические реакции при противоположно направленных в ходе применения нагреве и фазе выдержки для специалиста безоговорочно являются воспроизводимыми и пригодными.
Предпочтительным образом при охлаждении с помощью вихревого потока предотвращается вертикальное разделение холодных и горячих частей текучей среды, и одновременно внутри резервуара для создания давления осуществляется передача энергии от загрузки, например, к охлаждаемой наружной стороне. Вихревой поток создает в загрузочном пространстве увеличенное завихрение и одновременно удлиняет переливающийся поток, вследствие чего текучей среде предоставляется больше времени для поглощения или отдачи энергии загрузке или другим термостатируемым поверхностям, таким как, например, охлаждаемая наружная сторона. По сравнению с вертикальным прохождением потока загрузочное пространство обтекается более равномерно, и не образуется или образуются значительно меньше мертвых пространств с недостаточным газообменом и обменом температур. В результате подачи через сопла с большой скоростью внутри загрузочного пространства, предпочтительно, на верхнем конце загрузочного пространства, а также, возможно, в его нижней области возникает эффект циклона, т.е. более холодная текучая среда из сопла в результате завихрения движется вдоль изоляции по кругу и при этом благодаря более высокой плотности текучей среды опускается вниз. В прилегающей области загрузочного пространства происходит перемешивание горячей текучей среды вблизи загрузки и холодной текучей среды с циклоническим движением. При этом текучая среда, опускающаяся вниз, тянет за собой из внутренней области загрузочного пространства горячую текучую среду, вследствие чего температура оказывается смешанной. Благодаря оптимальному смешиванию и обусловленной физическими причинами защите загрузки от слишком холодной текучей среды создан оптимальный и равномерный градиент охлаждения отдельных деталей загрузки. Благодаря вращательному движению текучей среды и сопутствующих ей вихревых потоков внутри загрузочного пространства добиваются также того, чтобы в результате подъема и опускания текучей среды из-за наличия поднутрений в загрузке или носителе загрузки не могли появиться температурные ниши. Несмотря на это, для полной компенсации разности температур пространственные ниши с обычно неподвижной текучей средой достаточно перемешиваются благодаря вращающейся текучей среде и дополнительно возникающим при этом завихрениям. Таким образом, добиваются того, чтобы детали с поднутрениями или со сложной геометрией могли охлаждаться (нагреваться) равномерно. Градиент охлаждения дополнительно сильно повышается, поскольку вокруг деталей не могут образовываться ламинарные защитные потоки или холодильные и нагревательные элементы, различные по температуре, а вихревые потоки обеспечивают достаточно завихренные потоки для деталей или холодильных и нагревательных элементов. Тем самым во время охлаждения или нагрева заметно повышается термодинамический переход на деталь.
Для рационального использования всех преимуществ вихревого потока в загрузочном пространстве можно предусмотреть установку конвекционной гильзы. Это - предпочтительный вариант выполнения изобретения. Таким образом, благодаря пространственному распределению загрузочного пространства возможно создание в конвекционном зазоре самостоятельного и по меньшей мере частично завихренного потока. После выхода из конвекционного зазора в верхней или нижней области загрузочного пространства текучая среда снова поступает во внутреннее загрузочное пространство, а там подхватывается присутствующим вихревым потоком и перемешивается.
Итак, во время фазы охлаждения предпочтительным образом происходит перемешивание охлажденной текучей среды из нижней области загрузочного пространства с еще теплой текучей средой из верхней области загрузочного пространства и вновь поступающей текучей средой из придонного пространства резервуара для создания давления. В свою очередь, это применение при нагреве следует продумать с противоположной точки зрения.
Таким образом, следует исходить из того, что текучие среды, движущиеся в направлении конвекции, если там они не приводятся в движение активными средствами или не направляются пассивными средствами (направляющими пластинами), получают в конвекционном зазоре еще один вращательный импульс. Предпочтительным образом вихревые потоки в конвекционном зазоре обеспечивают также оптимальное перемешивание и выравнивание температур и предотвращают точечные перепады температур. Одновременно за счет завихренного потока значительно усиливается теплообмен между стенками. Кроме того, за счет вихревого потока решающим образом удлиняется переливающийся поток, что, в частности, на термостатируемых поверхностях (на охлаждаемой стенке резервуара для создания давления) приводит к существенному улучшению теплообмена и тем самым к более эффективному охлаждению. По аналогии то же самое относится также к процессу нагрева или к фазе выдержки, когда благодаря вихревому потоку выработанная тепловая мощность эффективнее отводится от нагревательных проводников. В зависимости от варианта выполнения в конвекционном зазоре могут быть установлены направляющие пластины или сопротивления аналогичного действия, поддерживающие скорость вращения текучей среды во время подъема, тормозящие ее или обеспечивающие ей лучшее вихревое перемешивание.
Теперь в другом предпочтительном примере выполнения в одном таком резервуаре для создания давления можно создать два циркуляционных контура: один в области загрузочного пространства и один снаружи в области стенки резервуара для создания давления, причем области могут быть разделены толстостенными элементами или изоляцией. С помощью простых геометрических средств, например, путем создания переходных отверстий или регулировочных средств, как, например, клапанов, могут регулироваться условия прохождения текучей среды или циркулирующие массы в циркуляционных контурах относительно друг друга. Эти отверстия при каждой загрузке можно также заново регулировать по величине вручную.
Таким образом, в итоге внутри загрузочного пространства происходит оптимальное и равномерное изменение температуры, и перепады температуры предотвращаются. Одновременно путем регулировки обмениваемого количества текучей среды между внешним и внутренним циркуляционными контурами скорость охлаждения может регулироваться от очень быстрой до очень медленной и просто подстраиваться под соответствующий случай применения.
Теперь с помощью признаков согласно изобретению при изменениях температуры, а также во время фазы выдержки внутри резервуара для создания давления, однако, предпочтительно, при быстром охлаждении, можно добиваться равномерного распределения температуры по всему загрузочному пространству, или в зависимости от конструкции во всем резервуаре для создания давления. Это особенно относится к деталям с поднутрениями или к деталям, которые должны устанавливаться на особых стеллажах или в держателях. Благодаря этому в загрузочном пространстве можно изготавливать горячий изостатический пресс с весьма прецизионной технологией и весьма малыми температурными допусками, который отвечает требованиям к горячему изостатическому прессу со стороны современных высокопроизводительных деталей. Благодаря дополнительной дистанцированной изоляции внутри резервуара для создания давления могут быть выполнены два конвекционных контура при необходимости с двумя соответствующими вихревыми контурами. Вихревой поток, протекающий мимо наружных деталей резервуара для создания давления, обеспечивает лучшую передачу температуры вовнутрь от стенок резервуара для создания давления, а благодаря целенаправленному управляемому обмену между внешним и внутренним конвекционными контурами обеспечивается возможность простого управления интенсивностью перепада температур.
Другие предпочтительные меры и варианты выполнения предмета изобретения вытекают из зависимых пунктов формулы изобретения и из следующего описания со ссылками на чертежи, на которых
фиг.1 изображает схематично вертикальное сечение по центральной оси резервуара для создания давления с внешним охлаждением текучей среды,
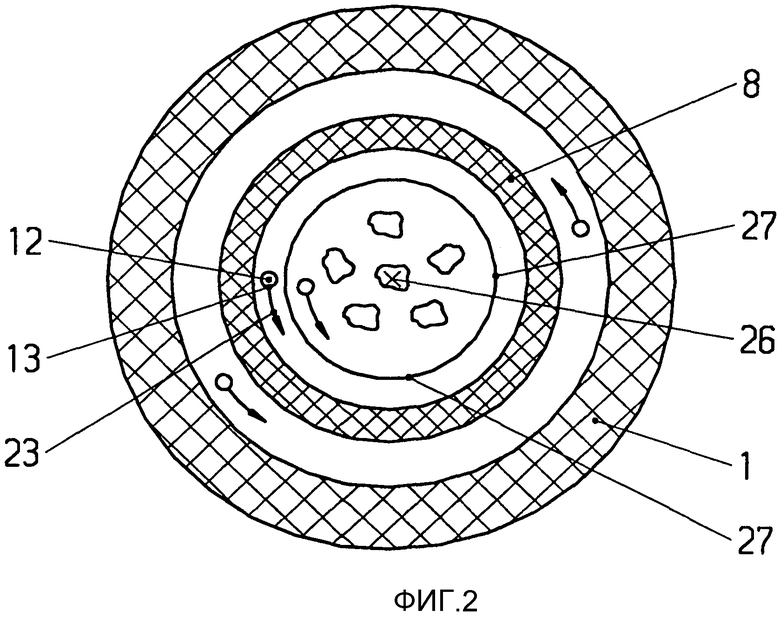
фиг.2 - горизонтальное сечение в плоскости подачи через сопла в верхней области загрузочного пространства резервуара для создания давления на фиг.1,
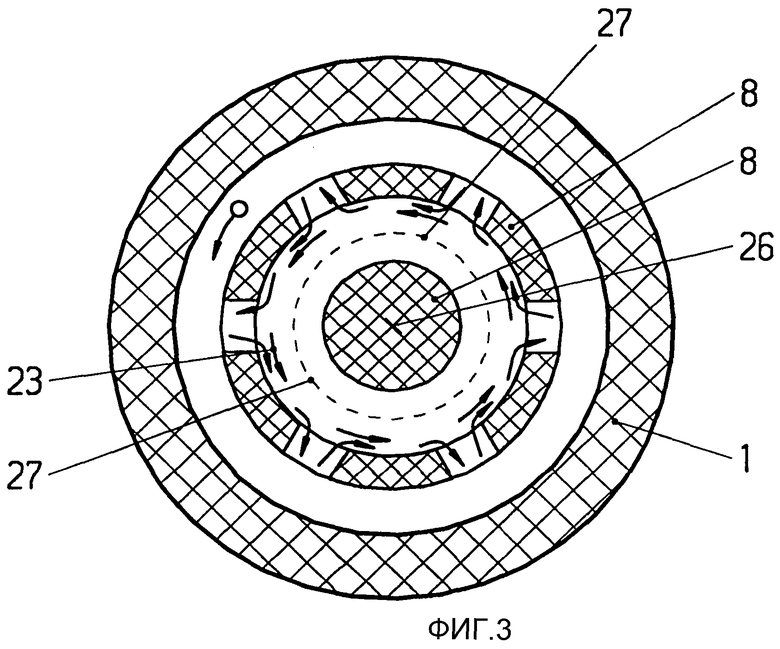
фиг.3 - другое горизонтальное сечение в плоскости смешения между областями за пределами и внутри изоляции резервуара для создания давления,
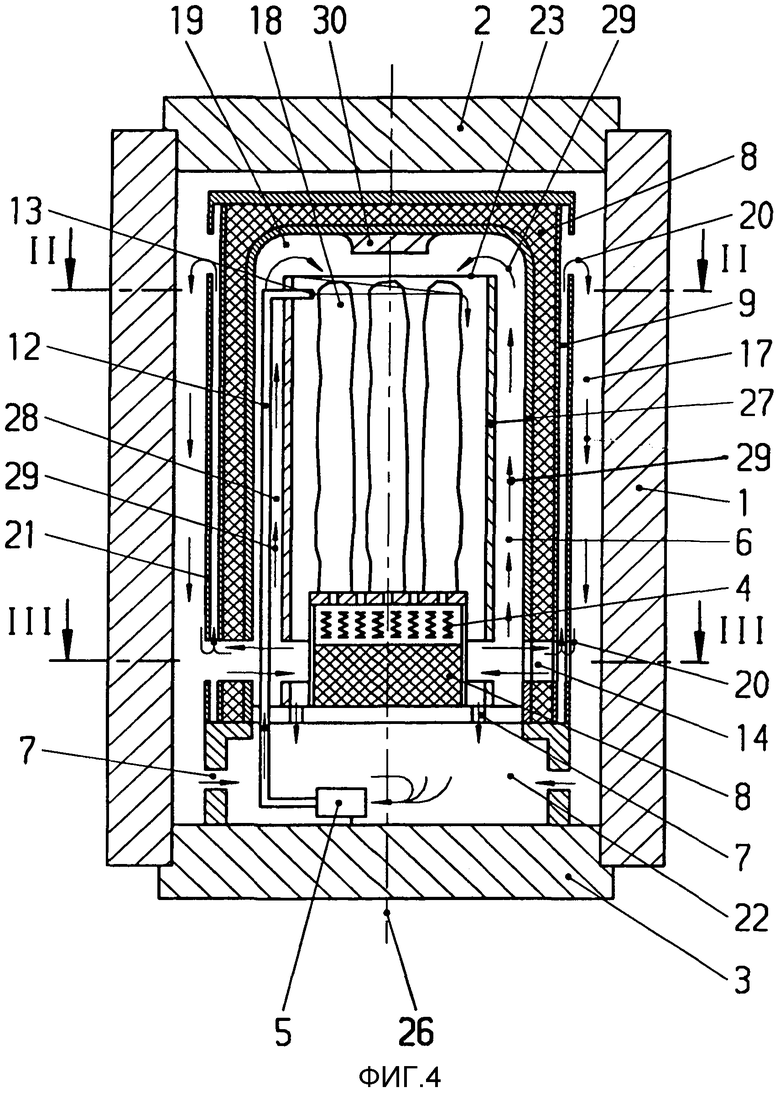
фиг.4 - вертикальное сечение по центральной оси резервуара для создания давления с внутренним скоростным охлаждением посредством циркуляционного устройства и
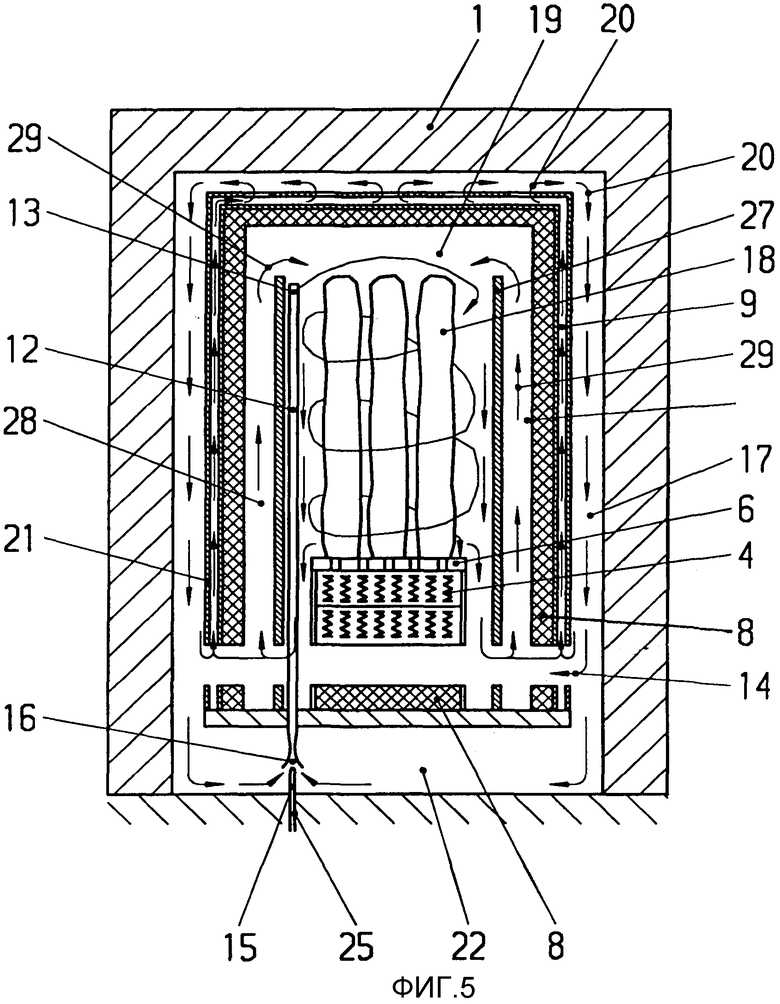
фиг.5 - другой упрощенный пример выполнения с конкретным вихревым потоком внутри конвекционной гильзы, инициированным соплом внутри загрузочного пространства, для скоростного охлаждения.
Резервуар 1 для создания давления, изображенный на фигурах, обычно содержит внутри загрузочное пространство 19 и изоляцию 8, установленную между загрузочным пространством 19 и наружными стенками резервуара 1 для создания давления. Для создания конвекционного зазора 28 внутри загрузочного пространства 19 установлена конвекционная гильза 27. Ниже, как уже было указано выше, поясняется охлаждение резервуара 1 для создания давления. Активное нагревание с помощью нагретой текучей среды или нагревательных элементов осуществляется понятным образом. Кроме того, внутри изоляции 8 находятся нагревательные элементы 4, а загрузка 18 обычно располагается на несущей пластине для загрузки или в случае штучного материала устанавливается на несущую пластину для загрузки с помощью (не показанного) несущего элемента. В остальном резервуар 1 для создания давления содержит крышки 2 и 3, которые могут служить для загрузки и разгрузки резервуара 1 для создания давления, а в дальнейшем для упрощения описания рассматриваются как принадлежность резервуара 1 для создания давления. Внутри изоляции 8 в загрузочном пространстве 19 установлено по меньшей мере одно сопло 13, через которое для создания вихревого потока 23, предпочтительно, с большой скоростью, подается текучая среда. При этом текучая среда может иметь более низкую температуру, чем текучая среда в загрузочном пространстве 19 и/или сама загрузка 18. На основе физических закономерностей холодная текучая среда прижимается вихревым потоком 23 к внутренней стенке изоляции 8. Вихревой поток 23 во время циркуляций в загрузочном пространстве опускается вниз, в то время как более холодная текучая среда, вращающаяся снаружи, одновременно смешивается с более теплой текучей средой, находящейся вблизи загрузки 18. Таким образом, в сечении, перпендикулярном центральной оси 26 резервуара 1 для создания давления, вблизи центральной оси 26 находится текучая среда с максимальной температурой. Следовательно, температура во время инициированного вихревого потока 23 непрерывно убывает в направлении изоляции 8. В предпочтительном варианте выполнения текучая среда по меньшей мере из одного сопла 13 подается горизонтально относительно центральной оси 26 резервуара 1 для создания давления. Оптимальной является тангенциальная подача текучей среды относительно центральной оси 26 резервуара 1 для создания давления. Предпочтительными являются, естественно, также высокая скорость текучей среды на выходе из сопла 13 и/или установка нескольких сопел 13. Последние согласно фигурам могут быть установлены внутри конвекционной гильзы 27, снаружи конвекционной гильзы 27 и/или за пределами изоляции 8. Согласно фиг.4 текучая среда или отбирается из придонного пространства 22 посредством циркуляционного устройства 5 с более низкой температурой и подается непосредственно в восходящую линию 12, или она, как показано на фиг.1, через выпуск 24 за пределами резервуара 1 для создания давления подводится к охладителю 10 текучей среды, а затем через впуск 25 подается в линию 12. В особо предпочтительном варианте выполнения охлажденная текучая среда, перетекшая через впуск 25 обратно в резервуар 1 для создания давления, посредством водоструйного насоса, состоящего из нагнетательной трубы 15 и сопла 16 Вентури, подается с подмешиванием текучей среды из загрузочного пространства 22 в линию 12 (фиг.1). При всех решениях для привода вихревого потока 23 текучая среда через проемы 7 из загрузочного пространства 19 и/или из второго кольцевого зазора 17 может поступать непосредственно в придонное пространство 22. Это возможная конструктивная форма зависит от необходимых скоростей охлаждения, поскольку текучая среда из загрузочного пространства 19 значительно теплее, чем из второго кольцевого зазора 17.
Для дальнейшей оптимизации скоростного охлаждения всего резервуара 1 для создания давления с помощью естественной конвекции в двух параллельных друг другу кольцевых зазорах может создаваться внешний циркуляционный контур 20, причем внешний циркуляционный контур 20 полностью расположен за переделами изоляции 8.
Текучая среда внешнего циркуляционного контура 20 и завихренная текучая среда из загрузочного пространства 19 через проемы 14 в изоляции 8 могут обмениваться и смешиваться друг с другом. При этом горячий газ из вихревого потока 23 через проемы 14 может попадать во внешний циркуляционный контур 20, где он сначала смешивается с внешним циркуляционным потоком и в результате циркуляции продолжает охлаждаться на стенке резервуара 1 для создания давления, а в качестве охлажденного газа через проемы 14 может поступать обратно под загрузочное пространство 19.
Благодаря смешиванию охлажденной снаружи текучей среды, подаваемой через впуск 25, и/или текучей среды, охлажденной стенкой резервуара 1 для создания давления во внешнем кольцевом пространстве 17, при скоростном охлаждении согласно фиг.1 или 4 достигается очень интенсивное и быстрое охлаждение текучей среды, а впоследствии и загрузочного пространства 19. Конечно, здесь специалисту в рамках этого или других раскрытий сущности изобретения предоставляется множество возможных вариантов.
В очередном предпочтительном варианте выполнения на фиг.4 над загрузочным пространством 19 установлено направляющее приспособление 30. Это направляющее приспособление 30 во время нагрева или охлаждения щадящим образом передает флуктуирующие потоки текучей среды из краевых областей или в краевые области загрузочного пространства 19. При этом в обоих случаях применения обнаруживаются полезные преимущества: такие как, например, помешать при перепуске холодной текучей среды из конвекционного зазора 28 в загрузочное пространство 19 тому, чтобы холодная текучая среда бесконтрольно попадала в центр загрузочного пространства 19 на загрузку 18, поскольку эта среда поступает во внутреннее пространство конвекционной гильзы 27 поблизости от края с внутренней стороны конвекционной гильзы и подхватывается инициируемым там вихревым потоком, или она сама прижимается активным вихревым потоком в загрузочном пространстве 19 к внутренней стороне конвекционной гильзы 27. В противоположном случае соответствующее исполнение направляющего приспособления 30 в аэрогидродинамическом отношении должно помешать тому, чтобы некалькулируемый вторичный поток в конвекционной гильзе 27 по центру поднимался вверх, охлаждался там и опускался или чтобы вблизи осевой линии 26 во время перепуска бесконтрольно образовывались плохо перемешанные потоки.
Другими предпочтительными примерами выполнения в связи с идеей изобретения являются следующие возможности: для форсирования немедленного смешения холодной текучей среды на выходе из сопла 13 с горячей текучей средой вблизи верхней изоляции 8 текучую среду из сопла 13 можно пропустить через водоструйное сопло (не показано). В другом варианте выполнения могут быть предусмотрены дополнительные проемы 7 между внешним кольцевым зазором 17 и придонным пространством 22, через которые текучая среда, охлажденная на стенке резервуара 1 для создания давления, может перетекать обратно непосредственно в придонное пространство 22 (фиг.4).
На фиг.5 изображен упрощенный пример выполнения. При этом по линии 12 и через сопло 13 в загрузочное пространство 19 для его установления внутри конвекционной гильзы 27 целенаправленно подается вихревой поток 23. При этом загрузка 18 обтекается более холодной текучей средой, подхватывающей холодную текучую среду из придонного пространства 22 через нагнетательную трубу 15 и сопло 16 Вентури и подающей ее по линии 12 и через сопло 13 в загрузочное пространство 19. Одновременно внутри загрузочного пространства 19 и конвекционной гильзы 27 устанавливается смешанная температура, щадящим образом охлаждающая загрузку 18. Конвекционная гильза 27 под загрузкой 18, в данном случае под нагревательными элементами 4, отдает текучую среду в конвекционный зазор 28, в котором она снова всасывается наверх и поверх подачи через сопло 13 снова поступает в загрузочное пространство. Для сверхскоростного охлаждения предусмотрено, чтобы текучие среды, выходящие из-под конвекционной гильзы 27, через проемы 14 частично могли выйти из изоляции 8 и перейти во внешний кольцевой зазор 17 и во внутренний кольцевой зазор 9. Там текучие среды, предпочтительно, поднимаются в кольцевом зазоре 9 по прилегающей к изоляции 8 теплой боковой поверхности вверх и образуют второй циркуляционный контур 20. Последняя вверху под крышкой резервуара 1 для создания давления, предпочтительно, выступает из кольцевого зазора 9 во внешний кольцевой зазор 17, прилегающий к холодной боковой стенке резервуара 1 для создания давления. Однако наибольший холодный объем из внешнего кольцевого зазора 17 набирается в придонном пространстве 22, в котором он, как описано, через сопло 16 Вентури и по линии 12 через сопло 13 снова непосредственно, и в данном примере выполнения это очень важно, выделяется в загрузочном пространстве 19, или в конвекционной гильзе 27. Система, очень подробно описанная для охлаждения, естественно, может быть аналогично использована для нагрева, причем нагревание обычно может производиться посредством только нагревательных элементов и/или дополнительно с помощью нагретой текучей среды. Направленное перераспределение текучей среды из теплых и/или холодных областей резервуара для создания давления возможно за счет направленной вытяжки, или подачи, в линию 12 к соплу 13, то же и в случае нагрева.
Перечень позиций
1 резервуар для создания давления
2 верхняя крышка
3 нижняя крышка
4 нагревательные элементы
5 циркуляционное устройство
6 несущая пластина для загрузки/донная пластина
7 проемы
8 изоляция
9 кольцевой зазор
10 охладитель текучей среды
11 компрессор
12 линия
13 сопло
14 проемы
15 нагнетательная труба
16 сопло Вентури
17 внешний кольцевой зазор
18 загрузка
19 загрузочное пространство
20 внешний циркуляционный контур
21 направляющая пластина для 20
22 придонное пространство
23 вихревой поток
24 выпуск
25 впуск
26 осевая линия
27 конвекционная гильза
28 конвекционный зазор
29 внутренний циркуляционный контур
30 направляющее приспособление
Изобретение относится к оборудованию для прессования под высоким давлением и при высокой температуре. Горячий изостатический пресс состоит из резервуара для создания давления, внутри которого имеется загрузочное пространство. Между резервуаром и загрузочным пространством расположена изоляция. Загрузочное пространство окружено конвекционной гильзой для образования конвекционного зазора. В загрузочное пространство подают по меньшей мере через одно сопло текучую среду для создания вихревого потока. Указанную текучую среду смешивают с находящейся в загрузочном пространстве текучей средой. При этом текучая среда одновременно образует вокруг конвекционной гильзы циркуляционный контур и поступает из конвекционного зазора в загрузочное пространство. Внутри резервуара для создания давления расположена по меньшей мере одна линия для текучей среды, которая соединена по меньшей мере с одним соплом внутри резервуара. Угол выхода сопла выполнен с возможностью создания вихревого потока внутри загрузочного пространства. В результате в загрузочном пространстве горячего изостатического пресса обеспечивается равномерная температура. 2 н. и 14 з.п. ф-лы, 5 ил.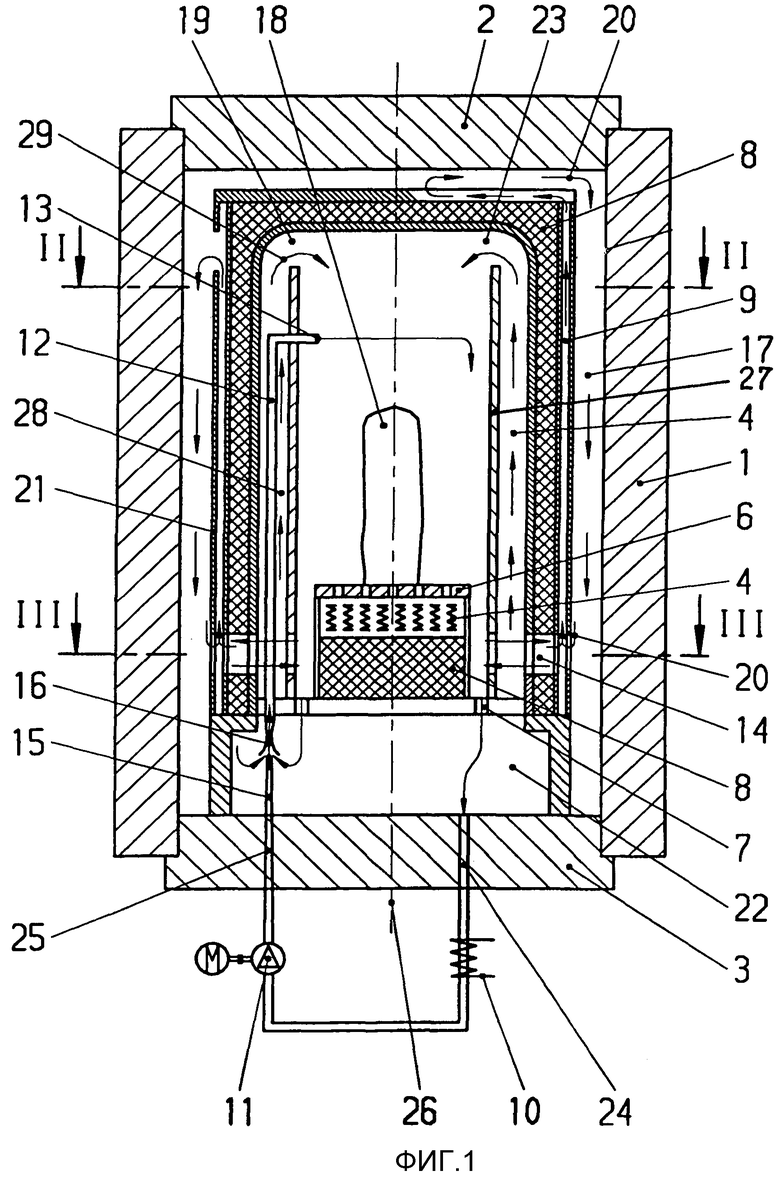
1. Способ термостатирования загрузочного пространства в горячем изостатическом прессе, состоящем из резервуара (1) для создания давления с расположенным внутри него загрузочным пространством (19) и расположенной между ними изоляцией (8), причем в пределах изоляции (8) расположены нагревательные элементы (4) и загрузочное пространство (19) с загрузкой (18), которое окружено конвекционной гильзой (27) для образования конвекционного зазора (28), отличающийся тем, что в загрузочное пространство (19) подают по меньшей мере через одно сопло (13) текучую среду для создания ротационного потока (23), причем упомянутую текучую среду смешивают с находящейся в загрузочном пространстве текучей средой, при этом текучая среда одновременно образует вокруг конвекционной гильзы (27) циркуляционный контур (29) и поступает из конвекционного зазора (28) в загрузочное пространство (19).
2. Способ по п.1, отличающийся тем, что подачу через сопло (13) осуществляют тангенциально дуге окружности относительно центральной оси (26) резервуара (1) для создания давления.
3. Способ по п.1, отличающийся тем, что подачу в загрузочное пространство (19) через сопло (13) осуществляют под углом к горизонтали.
4. Способ по п.1, отличающийся тем, что в конвекционном зазоре (28) резервуара (1) для создания давления ротационный поток поддерживают или ему препятствуют посредством направляющих пластин.
5. Способ по п.1, отличающийся тем, что для дальнейшей оптимизации термостатирования создают с помощью естественной конвекции в двух параллельных друг другу кольцевых зазорах (9, 17) внешний циркуляционный контур (20), расположенный в резервуаре (1) для создания давления полностью за пределами изоляции (8).
6. Способ по п.1, отличающийся тем, что при скоростном охлаждении текучую среду с более низкой температурой, поступающую из сопла (13), подают из придонного пространства (22) непосредственно в линию для текучей среды (12).
7. Способ по п.1, отличающийся тем, что при скоростном охлаждении текучую среду через выпуск (24) подводят к холодильнику (10) для текучей среды за пределами резервуара (1) для создания давления, а затем через впуск (25) подают в линию для текучей среды (12).
8. Способ по п.1, отличающийся тем, что при скоростном охлаждении в придонном пространстве (22) текучую среду, охлажденную за пределами резервуара (1) для создания давления, подают в линию для текучей среды (12) посредством водоструйного насоса, состоящего из нагнетательной трубы (15) и сопла (16) Вентури, непосредственно или с подмешиванием текучей среды из придонного пространства (22).
9. Способ по п.1, отличающийся тем, что при скоростном охлаждении обеспечивают выход текучей среды из ротационного потока (23) из загрузочного пространства (19) через проемы (14) в изоляции (8) под загрузочным пространством (19) во внешний циркуляционный контур (20) и смешивание с текучей средой внешнего циркуляционного контура (20), затем обеспечивают проход за счет циркуляции по стенке резервуара (1) для создания давления и возврат в виде более холодной текучей среды обратно через проемы (14) под загрузочным пространством (19).
10. Способ по п.1, отличающийся тем, что обмен текучей среды осуществляют через вертикально расположенные проемы (7) между загрузочным пространством (19) и придонным пространством (22) и/или между горизонтально расположенными проемами (7) и придонным пространством (22).
11. Способ по п.1, отличающийся тем, что при скоростном охлаждении обеспечивают равномерное реверсирование текучей среды внутреннего циркуляционного контура (29) после выхода из конвекционного зазора (28) и перед входом в загрузочное пространство (19) в направляющем приспособлении (30) и переход в загрузочное пространство (19) по меньшей мере не по центру загрузочного пространства (19).
12. Горячий изостатический пресс, содержащий резервуар (1) для создания давления с расположенным внутри загрузочным пространством (19) и расположенной между ними изоляцией (8), причем в пределах изоляции (8) расположены нагревательные элементы (4) и загрузочное пространство (19) с загрузкой (18), которое окружено конвекционной гильзой (27) для образования конвекционного зазора (28), отличающийся тем, что внутри резервуара (1) для создания давления расположена по меньшей мере одна линия для текучей среды (12), соединенная по меньшей мере с одним соплом (13) внутри загрузочного пространства (19), причем угол выхода сопла (13) выполнен с возможностью создания ротационного потока (23) внутри загрузочного пространства (19), линия для текучей среды (12) соединена с областью резервуара (1) для создания давления с разной температурой, а сопло (13) расположено внутри конвекционной втулки (27) и/или снаружи конвекционной втулки (27) в конвекционном зазоре (28).
13. Горячий изостатический пресс по п.12, отличающийся тем, что направление выпуска сопла (13) расположено горизонтально и/или тангенциально относительно центральной оси (26) резервуара (1) для создания давления.
14. Горячий изостатический пресс по п.12, отличающийся тем, что направление выпуска сопла (13) расположено тангенциально относительно центральной оси (26) и с наклоном вниз или вверх относительно горизонтали.
15. Горячий изостатический пресс по п.12, отличающийся тем, что в верхней и/или нижней областях загрузочного пространства (19) расположено направляющее приспособление (30) для целенаправленного реверсирования текучей среды, перетекающей между конвекционным зазором (28) и загрузочным пространством (19).
16. Горячий изостатический пресс по п.12, отличающийся тем, что в резервуаре (1) для создания давления или по меньшей мере в конвекционном зазоре (28) расположена по меньшей мере одна направляющая пластина для поддержания или ограничения ротационного потока.
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Изостат | 1983 |
|
SU1119775A1 |
| ИЗОСТАТ ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ И СПОСОБ УДАЛЕНИЯ КЕРАМИЧЕСКОГО МАТЕРИАЛА ИЗ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2003 |
|
RU2245220C1 |
| ВНУТРЕННИЙ БЛОК СИСТЕМЫ КОНДИЦИОНИРОВАНИЯ | 2002 |
|
RU2302587C2 |

