Изобретение относится к ядерной энергетике, в частности к способам изготовления газонаполненных тепловыделяющих элементов (твэлов) с топливными сердечниками из нитрида или карбонитрида урана.
Известен способ изготовления газонаполненных твэлов, в соответствии с которым сначала изготавливают сборочную единицу «труба в сборе» - оболочка с приваренной первой заглушкой, затем формируют топливный сердечник путем снаряжения «трубы в сборе» топливными таблетками и осуществляют окончательную герметизацию. При окончательной герметизации твэла «трубу в сборе» с топливными таблетками вакуумируют, заполняют гелием и приваривают вторую заглушку (Решетников Ф.Г. и др. Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов. - М.: Энергоатомиздат, 1995, кн.2, с.159-160, с.192-193).
Из-за наличия глухих полостей под оболочкой твэла (в местах соединения, между топливными таблетками, между таблетками и оболочкой) не удается провести глубокое вакуумирование твэла, поэтому в этих местах воздух частично остается. Кроме того, известно, что карбидное, нитридное и карбонитридное топливо обладает химической активностью по отношению к кислороду и водяному пару. Это приводит к окислению таблеток и к снижению ресурса работы твэла. Применяемое при герметизации твэлов стыко-замковое соединение с расплавляемым буртиком нередко сопровождается образованием грата, выходящего за пределы диаметра оболочки, что требует дополнительной механической обработки. При изготовлении (герметизации) такого твэла для получения шва с большим или меньшим усилением и достаточной глубиной проплавления подбирают высоту буртиков, однако, это не исключает выход размеров шва за диаметр оболочки. (Решетников Ф.Г. и др. Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов. - М.; Энергоатомиздат, 1995, кн.2, сс.58, 91, 92, 176, 177, 185, 187, 189, с.191-194).
Наиболее близким известным техническим решением, принятым за прототип, является способ изготовления газонаполненных твэлов, согласно которому изготавливают «трубу в сборе» путем герметичного соединения оболочки с одной из концевых заглушек, формируют топливный сердечник путем укладки в нее топливных таблеток, вакуумируют, заполняют ее внутренний объем гелием и окончательно герметизируют твэл приваркой второй концевой заглушки (патент RU №2 127 457, МПК G21C 3/10, опубл. 10.03.1999).
При известном способе изготовления твэла под его оболочкой также имеет место наличие глухих полостей, в которых после вакуумирования частично остается воздух, что при использовании таблеток из нитрида или карбонитрида урана приводит к окислению и последующему распуханию топливного сердечника и даже нарушению целостности оболочки и топливных таблеток. При формировании сварного шва не исключается попадание пылевидных топливных частичек в зону шва, что ухудшает его качество. Указанные недостатки приводят к снижению работоспособности твэлов.
Задача настоящего изобретения состоит в повышении надежности и ресурса работы газонаполненных твэлов с топливным сердечником из нитрида или карбонитрида урана.
Поставленная задача достигается тем, что в способе изготовления газонаполненного твэла, включающем изготовление «трубы в сборе» путем герметичного соединения оболочки с одной из концевых заглушек, формирование топливного сердечника путем укладки в «трубу в сборе» топливных таблеток, вакуумирование, заполнение ее внутреннего объема гелием и окончательную герметизацию твэла при помощи второй концевой заглушки, согласно изобретению перед укладкой топливных таблеток «трубу в сборе» предварительно вакуумируют и заполняют тяжелым инертным газом, а укладку таблеток осуществляют при помощи направленной под избыточным давлением струи упомянутого тяжелого инертного газа, после чего перед заполнением гелием проводят повторное вакуумирование твэла.
При заполнении «трубы в сборе» тяжелым инертным газом и при укладке топливных таблеток ее располагают вертикально, открытым концом вверх.
Заполнение «трубы в сборе» тяжелым инертным газом осуществляют при помощи направленной под избыточным давлением струи упомянутого тяжелого инертного газа.
Струю инертного газа под избыточным давлением создают при помощи трубчатого наконечника в виде сопла, снабженного осевыми и радиальными отверстиями, а в качестве тяжелого инертного газа используют аргон.
В качестве материала топливных таблеток используют нитрид или карбонитрид урана.
Герметичное соединение оболочки с концевыми заглушками производят сваркой плавлением.
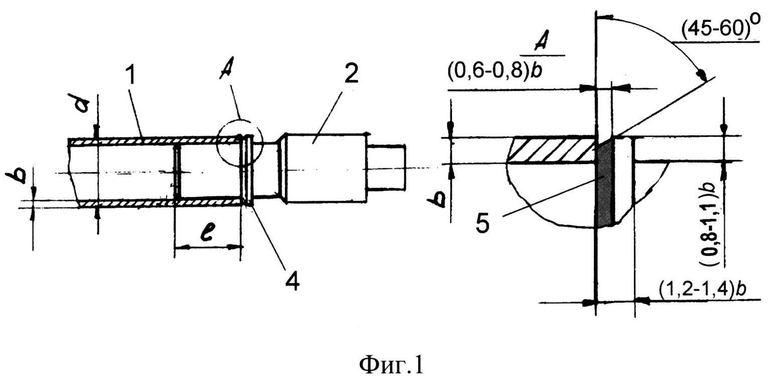
В этом случае концевые заглушки в местах герметичного соединения с оболочкой снабжают буртиками шириной (1,2÷1,4)b и высотой (0,8÷1,1)b от посадочного диаметра концевой заглушки, где b - толщина стенки оболочки, при этом буртики снабжают фасками шириной (0,6÷0,9)b, выполненными со стороны торца оболочки под углом к нему (45÷60) градусов.
При окончательной герметизации твэла длину посадочной части второй концевой заглушки выбирают больше длины посадочной части первой концевой заглушки в (1,5÷2).
После укладки таблеток топливный сердечник поджимают при помощи винтовой пружины.
Заполнение «трубы в сборе» тяжелым инертным газом, например, таким как аргон, позволяет вытеснить из внутреннего объема оболочки воздух, в том числе содержащиеся в нем пары воды, которые впоследствии оказывают негативное влияние на материал таблеток, приводящее к распуханию топлива, особенно топлива на основе нитридов и карбонитридов урана. Наилучший результат достигается при использовании направленной под избыточным давлением струи инертного газа, которую создают при помощи трубчатого наконечника. Укладка топливных таблеток может производиться посредством этого же наконечника, концевая часть которого может быть выполнена в виде сопла с осевыми и радиальными отверстиями, что позволяет благодаря образованию газовой подушки обеспечить бесконтактное воздействие на топливные таблетки (как сплошные, так и с центральным отверстием). При этом в процессе укладки топливных таблеток происходит очистка внутренней поверхности твэла от пылевидных частичек топлива, что способствует в дальнейшем формированию более качественного сварного шва без посторонних включений. Кроме того, направленная под избыточным давлением струя тяжелого инертного газа позволяет вытеснить остатки воздуха из глухих полостей твэла, улучшить состав атмосферы под оболочкой, чтобы максимально исключить влияние остатков воздуха и водяных паров на материал таблеток.
Герметизация твэла может выполняться одним видом сварки, что упрощает его изготовление. Форма шва при выполнении сварки плавлением предложенных буртиков с фаской не требует дополнительной механической обработки. Для обеспечения теплоотвода при выполнении сварного шва, позволяющего исключить нагрев материала таблеток и отжиг фиксирующей винтовой пружины, размещенной в углублении заглушки, длину посадочной части второй концевой заглушки выбирают больше длины посадочной части первой концевой заглушки в (1,5-2) раза.
Сущность данного технического решения иллюстрируется фигурами графических изображений.
На фиг.1 приведена схема соединения оболочки с заглушкой и форма буртика.
На фиг.2 приведена схема снаряжения «трубы в сборе».
На фиг.3 приведена схема камеры для приварки второй заглушки и форма концевой части наконечника.
На фиг.4 приведена схема приварки второй заглушки.
На фиг.5 приведен внешний вид сварных швов.
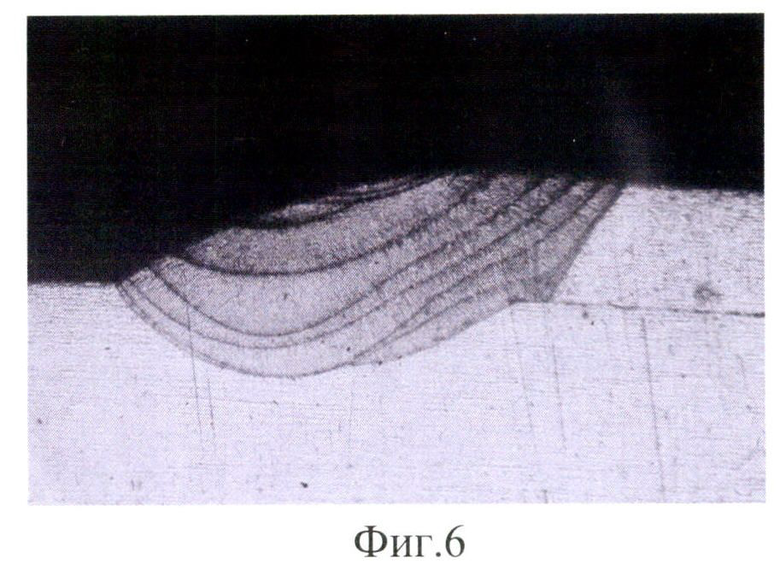
На фиг.6 приведен шлиф сварного шва, выполненного в соответствии с настоящим изобретением.
На фиг.7 приведено изображение нарушения формы оболочки твэла.
На фиг.8 приведено изображение формоизмененной от окисления таблетки.
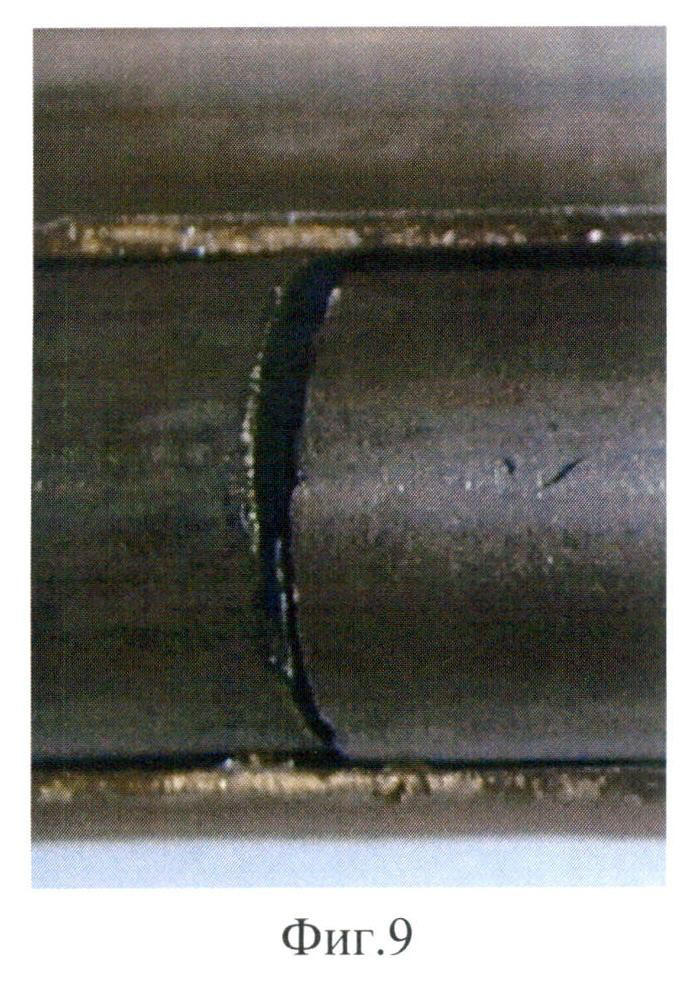
На фиг.9 приведено изображение окисленных торцов топливных таблеток.
На фиг.10 приведено изображение топливных таблеток из твэла, изготовленного по предложенному способу.
Изготовление твэла осуществляют следующим образом. Вначале подготавливают оболочку 1 (фиг.1) и концевые элементы 2 (фиг.1) и 3 (фиг.2) с буртиками 4 для сварки плавлением, например стыко-замковой газо-дуговой сварки. На буртике изготавливают фаску 5 со стороны торца оболочки под углом (45÷60) градусов на величину (0,6÷0,9) от толщины стенки оболочки b, высоту буртиков делают равной (0,8÷1,1)b, а ширину - (1,2÷1,4)b. Такая форма буртика, благодаря наличию фаски и упомянутому соотношению размеров, обеспечивает достаточную глубину проплавления сварного шва, улучшает условия дегазации в зоне стыка, исключает выход диаметра сварного шва за пределы диаметра оболочки. После изготовления трубы в сборе 7 (фиг.3) путем приварки концевой заглушки 2 к оболочке 1 (фиг.1) ее располагают вертикально, открытым концом вверх в камере для снаряжения топливом 8 (фиг.3). Камеру предварительно вакуумируют до уровня 10-1 мм рт.ст., а затем заполняют аргоном. Для достижения наилучшего результата перед укладкой топливных таблеток в «трубу в сборе» вводят трубчатый наконечник 9, через который подают аргон с избыточным давлением, что позволяет вытеснить из внутреннего объема оболочки воздух. Укладка топливных таблеток производится посредством этого же наконечника 9, концевая часть которого может быть выполнена в виде сопла с осевыми и радиальными отверстиями (фиг.3), формирующими направленную струю газа, что позволяет обеспечить бесконтактное воздействие на топливные таблетки (как сплошные, так и с центральным отверстием) и внутреннюю поверхность оболочки. При этом благодаря образованию газовой подушки в процессе укладки топливных таблеток ведется очистка внутренней поверхности твэла от пылевидных частичек топлива, что способствует формированию более качественного сварного шва без посторонних включений. По окончании укладки таблеток устанавливают временную герметизирующую заглушку. В таком виде твэл размещают горизонтально в камере 9 (фиг.4), где его повторно вакуумируют при снятой временной заглушке до уровня 10-3 мм рт.ст., заполняют гелием до 1,1 атм, устанавливают фиксирующую пружину 10 (фиг.2), вторую концевую заглушку 3 и в атмосфере гелия проводят приварку второй заглушки при помощи дуговой сварки вольфрамовым электродом 11, устанавливаемым посередине ширины буртика. При длине посадочной части первой заглушки ℓ (фиг.1) посадочную часть второй заглушки целесообразно выполнять длиной (1,5-2)ℓ (фиг.2) для уменьшения влияния нагрева в процессе сварки на фиксирующую пружину 10 и топливные таблетки 12. На фиг.5 приведен внешний вид сварных швов, а на фиг.6 - шлиф сварного шва. Из приведенных фигур видно, что шов ровный, не имеет грата и не выступает за пределы диаметра оболочки. Микроструктура сварного шва достаточно однородна, без трещин и пор, микротвердость шва и оболочки близки по значениям, что свидетельствует о пластичности шва. Форма и качество шва не требуют дополнительной механической обработки.
Пример осуществления.
Для газонаполненного твэла с топливным сердечником из уран-циркониевого карбонитрида оболочку и концевые заглушки изготавливали из нержавеющей стали марки 06Х18Н10Т. Длина оболочки составляла 500 мм, диаметр - 12 мм, толщина стенки - 0,6 мм. Концевые заглушки изготавливали с буртиками высотой, равной толщине стенки оболочки - 0,6 мм. При толщине стенки оболочки (например, 0,8 мм) высоту буртика для швов, не выходящих за пределы диаметра оболочки, делают меньше, приблизительно 0,7 мм, т.е. в пределах (0,6÷0,9) от толщины стенки оболочки. Ширина буртика выбиралась в пределах (1,2÷1,4) толщины стенки оболочки. При толщине стенки оболочки 0,6 мм, ширина буртика - 0,8 мм. На буртиках выполняли фаски под углом (45÷60) градусов со стороны посадочного диаметра заглушки на величину (0,6÷0,9) от толщины стенки оболочки (фиг.1). При угле фаски 45 градусов глубину фаски выбрали 0,6 от ширины буртика, т.е. примерно 0,5 мм. При 60 градусах - 0,8 от ширины буртика. При таком исполнении буртика концевых заглушек обеспечивается достаточная глубина проплавления, а также невыход сварного шва за диаметр оболочки твэла (фиг.5, 6). Посадочную часть концевой заглушки 3 (фиг.2) делали длиной в 1,5 раза больше длины посадочной части концевой заглушки 2 (фиг.1) для обеспечения теплоотвода при выполнении сварного шва и исключения отжига фиксирующей пружины 10, размещенной в углублении заглушки 3 (фиг.2). Соединение концевой заглушки 2 с оболочкой 1 (фиг.1) производили аргонно-дуговой сваркой (применялся аппарат «ORBIMAT 165 SA»). Сварка происходила при орбитальном вращении неплавящимся электродом в локальной камере с подачей аргона при токе сварки 40А, обеспечивающим необходимую глубину проплавления - около 1,5 толщины оболочки (см. фиг.6). Далее «трубу в сборе» 6 размещали вертикально открытым концом вверх в камере 7 (фиг.3), которую предварительно вакуумировали и заполняли аргоном до давления (0,9÷1,1) атм. Цилиндрические топливные таблетки из уран-циркониевого карбонитрида укладывали в «трубу в сборе» 6 с использованием трубчатого наконечника 8 (фиг.3), через который подавали аргон с избыточным давлением (1,1÷1,2) атм, что упрощает процесс укладки при минимальном зазоре между внутренним диаметром оболочки и наружным диаметром топливной таблетки, и кроме того, одновременно происходит очистка внутреннего объема твэла от пылевидных частиц топлива, которые нередко имеют место при снаряжении топливного сердечника. Использование аргона позволяет вытеснить остатки воздуха из глухих полостей твэла и тем самым исключить его влияние на уран-циркониевый карбонитрид и, помимо того, обеспечивается бесконтактная укладка топливных таблеток. Наличие же воздуха приводит при работе твэла к окислению и распуханию уран-циркониевого карбонитрида и повреждению оболочки твэла, что иллюстрируется изображениями, приведенными на фиг.7, 8, 9.
Заполненную топливными таблетками трубу в сборе герметизировали временной заглушкой. Изделие размещали горизонтально в другой камере 9 (фиг.4), где имелась аргонно-дуговая сварочная головка 13. Камера и расположенное в ней изделие вакуумировали при снятой временной заглушке до давления (2÷3)×10-3 мм рт.ст. Камеру с изделием заполняли гелием до давления (1,1÷1,2) атм. Вторую концевую заглушку 3 с поджимной винтовой пружиной 10 досылали в оболочку 2 (фиг.2), далее производили сварку в среде гелия при расположении электрода 13 посередине буртика концевой заглушки 3 (фиг.2). Сварка происходила при вращении твэла 5 об/мин. Делали (1,5÷2) оборота при токе сварки 20А, затем ток сварки уменьшали на (40÷50) % и делали еще (1÷1,5) оборота, что позволяло снизить послесварочные напряжения в шве. В процессе сварки буртик полностью расплавляется и формирует сварной шов. Далее изделие подвергалось контролю на герметичность на гелиевом течеискателе, ультразвуковому и рентгеновскому контролю сварных швов.
На фиг.7 показано, что окисление таблеток из уран-циркониевого карбонитрида приводит к нарушению формы оболочки твэла. На фиг.8 приведено изображение формоизмененной от окисления таблетки. На фиг.9 показано окисление торцов топливных таблеток из-за наличия глухой полости между ними. На фиг.10 приведено изображение топливных таблеток, также извлеченных из твэла, изготовленного по предложенному способу, после месячного хранения в одинаковых условиях с известными твэлами, из которого видно, что указанные выше недостатки отсутствуют.
Таким образом, заполнение внутреннего объема твэла тяжелым инертным газом и последующая укладка топливных таблеток с применением направленной под избыточным давлением струи тяжелого инертного газа позволяет удалить пылевидные частички топлива в зазоре между таблетками и оболочкой и обеспечить бесконтактное воздействие на топливные таблетки, а также улучшить состав атмосферы под оболочкой. Это в свою очередь позволяет увеличить ресурс и надежность работы твэлов. Кроме того, при использовании предложенного технического решения герметизация твэла может выполняться одним видом сварки, что упрощает его изготовление. Заполнение внутреннего объема трубы в сборе аргоном позволяет вытеснить остатки воздуха. Такое выполнение газонаполненных твэлов целесообразно для экспериментальных твэлов с невысоким внутренним давлением газа в диапазоне от 1 кг/см2 до 2 кг/см2 и длиной до 1000 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ СТЕРЖНЕВОГО ТИПА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2092915C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2550745C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2256250C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2248054C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 2002 |
|
RU2228550C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА | 2008 |
|
RU2397557C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВОГО ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА И ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2216797C2 |
| Тепловыделяющий элемент водо-водяного энергетического ядерного реактора | 2020 |
|
RU2823744C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1999 |
|
RU2155395C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И ИХ РАЗБРАКОВКИ | 1995 |
|
RU2107960C1 |






Изобретение относится к ядерной энергетике, в частности к способам изготовления газонаполненных тепловыделяющих элементов (твэлов) с топливными сердечниками из нитрида или карбонитрида урана. Способ изготовления твэла включает изготовление «трубы в сборе» путем герметичного соединения оболочки с одной из концевых заглушек и формирование топливного сердечника путем укладки в «трубу в сборе» топливных таблеток. Перед укладкой топливных таблеток «трубу в сборе» предварительно вакуумируют и заполняют тяжелым инертным газом, например аргоном, а последующую укладку таблеток осуществляют при помощи направленной под избыточным давлением струи упомянутого тяжелого инертного газа. Затем проводят повторное вакуумирование, заполнение внутреннего объема гелием и окончательную герметизацию твэла при помощи второй концевой заглушки. При заполнении «трубы в сборе» тяжелым инертным газом и при укладке топливных таблеток ее располагают вертикально, открытым концом вверх. Технический результат - удаление в процессе изготовления твэла пылевидных частичек топлива в зазоре между таблетками и оболочкой и обеспечение бесконтактного воздействия на топливные таблетки, а также улучшение состава атмосферы под оболочкой. Это в свою очередь позволяет увеличить ресурс и надежность работы твэлов. 9 з.п. ф-лы, 10 ил.
1 Способ изготовления газонаполненного тепловыделяющего элемента, включающий изготовление «трубы в сборе» путем герметичного соединения оболочки с одной из концевых заглушек, формирование топливного сердечника путем укладки в «трубу в сборе» топливных таблеток, вакуумирование, заполнение внутреннего объема гелием и окончательную герметизацию твэла при помощи второй концевой заглушки, отличающийся тем, что перед укладкой топливных таблеток «трубу в сборе» предварительно вакуумируют и заполняют тяжелым инертным газом, а последующую укладку таблеток осуществляют при помощи направленной под избыточным давлением струи упомянутого тяжелого инертного газа.
2. Способ по п.1, отличающийся тем, что при заполнении «трубы в сборе» тяжелым инертным газом и укладке таблеток ее располагают вертикально, открытым концом вверх.
3. Способ по п.1, отличающийся тем, что заполнение «трубы в сборе» тяжелым инертным газом осуществляют при помощи направленной под избыточным давлением струи упомянутого тяжелого инертного газа.
4. Способ по п.1, отличающийся тем, что направленную под избыточным давлением струю инертного газа создают при помощи трубчатого наконечника в виде сопла, снабженного осевыми и радиальными отверстиями.
5. Способ по любому из пп. 1-4, отличающийся тем, что в качестве тяжелого инертного газа используют аргон.
6. Способ по п.1, отличающийся тем, что в качестве материала топливных таблеток используют нитрид или карбонитрид урана.
7. Способ по п.1, отличающийся тем, что герметичное соединение оболочки с концевыми заглушками производят сваркой плавлением.
8. Способ по п.7, отличающийся тем, что концевые заглушки в местах герметичного соединения с оболочкой снабжают буртиками шириной (1,2÷1,4)b и высотой (0,8÷1,1)b от посадочного диаметра концевой заглушки, где b - толщина стенки оболочки, при этом буртики снабжают фасками шириной (0,6÷0,9)b, выполненными со стороны торца оболочки под углом к нему (45÷60) градусов.
9. Способ по п.7, отличающийся тем, что при окончательной герметизации твэла длину посадочной части второй концевой заглушки выбирают больше длины посадочной части первой концевой заглушки в (1,5÷2) раза.
10. Способ по п.1, отличающийся тем, что после укладки таблеток топливный сердечник поджимают при помощи винтовой пружины.
| САМОЙЛОВ А.Г | |||
| и др., Тепловыделяющие элементы ядерных реакторов, Москва, Энергоатомиздат, 1996, с | |||
| Синхронизирующее устройство для аппарата, служащего для передачи изображений на расстояние | 1920 |
|
SU225A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА | 2008 |
|
RU2397557C2 |
| JP6160589 A, 07.06.1994 | |||
| JP63220980 A, 14.09.1988 | |||

