Изобретение относится к атомной промышленности и может найти применение на предприятиях изготовления тепловыделяющих элементов для ядерных водо-водяных энергетических реакторов.
Известно, что тепловыделяющие элементы (ТВЭЛы) являются наиболее ответственными и самыми напряженными конструкциями активной зоны современного ядерного энергетического реактора, поэтому к их изготовлению предъявляются самые жесткие требования.
Известно, что стержневой ТВЭЛ реактора на тепловых нейтронах состоит из цилиндрической металлической из сплава циркония с 1% ниобия оболочки, внутри которой размещается ядерное топливо в виде диоксида, обогащенного по урану 235, концевых деталей, необходимых для герметизации оболочки, фиксатора, обеспечивающего размещение ядерного топлива в виде таблеток в требуемом положении. (См. Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов. Книга 1., Ф.Г. Решетников, Ю.К. Бибилашвили, И.С. Головнин. М. : Энергоатомиздат, 1995, стр. 45) Для водо-водяного реактора ВВЭР-1000 длина стержневого ТВЭЛа составляет 3837 мм и диаметр 9,1 мм, а для ВВЭР-440 длина составляет ≈ 2500 мм и диаметр 9,1 мм.
Известна автоматическая линия изготовления ТВЭЛов, содержащая устройства:
- подготовки оболочки к снаряжению со сваркой заглушки к одному концу оболочки,
- снаряжения столба топливных таблеток в открытый конец оболочки,
- запрессовки фиксаторов в открытый конец снаряженной оболочки,
- герметизации открытого конца снаряженной оболочки с механизмом подачи заглушки и сваркой ее к оболочке под давлением инертного газа под оболочкой,
- контроля и разбраковки по давлению внутри оболочки ТВЭЛов, размещенного после устройства герметизации,
- контроля и разбраковки по наличию внутренних компонентов,
- поверхностной обработки,
- контроля и разбраковки снаряженных ТВЭЛов по длине и кривизне, размещенных в едином потоке, снабженных транспортными средствами проводки с устройства на устройство и устройствами для вывода отбракованных ТВЭЛов (см. Патент EP N 0192137, МПК G 21 C 21/02, 1986 год).
Известная автоматическая линия изготовления ТВЭЛ не предусматривает размещение в едином технологическом потоке механизма зачистки сварного шва после сварки заглушки к одному из концов трубки-оболочки в устройстве подготовки оболочки к снаряжению, что приводит к сокрытию возможных дефектов сварки, так как последние выявляются после зачистки. Кроме того, на известной линии возможно изготавливать либо ТВЭЛы ВВЭР 1000, либо ТВЭЛы ВВЭР-400, так как они имеют разную длину (3837 мм и 2500 мм), а линия предусматривает изготовление ТВЭЛов одного размера.
Наиболее близкой по технической сущности и достигаемому эффекту является автоматическая линия изготовления тепловыделяющих элементов (см. Патент Российской Федерации N 2070740, МПК G 21 C 21/02 от 17.05.94 г., опубликован 20.12.1996 г.), содержащая:
- установку подготовки оболочек к снаряжению ТВЭЛов, включающую наклонный реечный стол, вдоль каждого в технологической последовательности размещены механизмы отрезки трубок с двух сторон в размер оболочки для ТВЭла с приводами вращения и осевого возвратно-поступательного перемещения, механизм контроля длины трубки-оболочки в виде подвижного в осевом направлении и неподвижного упоров с датчиками, механизм калибровки штоком одного конца трубки-оболочки с приводом осевого возвратно-поступательного перемещения, примыкающие к наклонному стоку смежные ванны обезжиривания, подготовки и сушки наружной и внутренней поверхностей трубок-оболочек, примыкающий к ваннам наклонный реечный стол, вдоль которого в технологической последовательности размещены механизм запрессовки заглушки в калиброванный конец трубки-оболочки, механизм взвешивания оболочки, установку электронно-лучевой сварки заглушки к оболочке, механизм зачистки сварного шва, механизм ультразвукового контроля сварного шва и средства проводки с механизма на механизм с системой автоматики, установку виброснаряжения столба топливных таблеток в открытый конец оболочки, включающую вибропитатель подачи топливных таблеток на горизонтальные ложементы в виде направляющих для формирования столбов топливных таблеток, устройство контроля длины столбов топливных таблеток с отсекателем-упором начала столбов и отсекателем-прижимом конца столбов топливных таблеток, выполненных из индивидуальных пневмоцилиндров для каждого столба с подпружиненными штоками с эластичным материалом на торце, стол, примыкающий к установке снаряжения с ложементами для укладки в них оболочек соосно столбам топливных таблеток открытыми концами в сторону топливных столбов с механизмом укладки и досылки оболочек на снаряжение и съема снаряженных оболочек,
- устройство зачистки открытого конца снаряженной оболочки,
- устройство запрессовки фиксаторов, в открытый конец снаряженной оболочки,
- установку герметизации открытого конца снаряженной оболочки с механизмом подачи заглушки и сваркой ее к оболочке под давлением инертного газа под оболочкой,
- механизм контроля и разбраковки по давлению внутри оболочки тепловыделяющего элемента,
- механизм контроля и разбраковки по давлению внутри оболочки тепловыделяющего элемента,
- механизм контроля и разбраковки по налично внутренних компонентов,
- установку поверхностной отработки ТВЭЛа с оксидированием поверхности оболочки тепловыделяющего элемента, снабженных транспортными средствами проводки с устройства на устройство, вывода бракованных ТВЭЛ и системой автоматики.
Автоматическая линия может быть использована либо для изготовления ТВЭЛов для реактора ВВЭР-1000 с длиной 3837 мм, либо для реактора ВВЭР-440 с длиной 2500 мм, т. е. должны быть две самостоятельные линии для ТВЭЛов ВВЭР-1000 и ВВЭР-440, а использование одной линии для изготовления ТВЭЛов ВВЭР-1000 и ВВЭР-440 без конструктивных изменений линии не возможно, так как:
1) на операции отрезки трубки в размер оболочки для ТВЭЛа ВВЭР-1000 отрезка в размер оболочки ВВЭР-440 требует изменения конструкции;
2) на операции замера длины трубки-оболочки требуется изменить конструкцию подвижного упора;
3) на операции калибровки потребуется удлинение штока подачи трубки-оболочки на калибровку одного конца;
4) на операции запрессовки заглушки в калиброванный конец трубки потребуется изменение конструкции запрессовочного устройства, так как не исключены случаи, когда заглушка из питателя может лечь с перекосом из-за смещенного центра тяжести и потребуется устройство ее ориентации, а иначе возможен брак - запрессовки заглушки в оболочку с перекосом;
5) на операции снаряжения требуется изменение конструкции для формирования столба топливных таблеток меньшей длины;
6) на операции снаряжения топливных таблеток в оболочку требуется изменение конструкции механизма досылки оболочки для стыковки с ложементом формирования столба топливных таблеток и возврата снаряженной оболочки в исходное положение.
Технической задачей изобретения является расширение технологических возможностей автоматической линии изготовления тепловыделяющих элементов для реактора ВВЭР-1000 путем выполнения быстросъемных и заменяемых элементов линии, осуществления изготовления тепловыделяющих элементов для реактора ВВЭР-440 и повышения при этом выхода годных тепловыделяющих элементов.
Эта техническая задача решается тем, что в автоматической линии изготовления элементов, содержащей:
- установку подготовки оболочек к снаряжению ТВЭЛов, включающую наклонный реечный стол, вдоль которого в технологической последовательности размещены механизмы отрезки трубок с двух сторон в размер оболочки для ТВЭЛа с приводом вращения и осевого возвратно-поступательного перемещения, механизм контроля длины трубки-оболочки в виде подвижного в осевом направлении и неподвижного упоров с датчиками, механизма калибровки штоком одного конца трубки-оболочки с приводом осевого возвратно-поступательного перемещения, примыкающие к наклонному столу смежные ванны обезжиривания, промывки и сушки наружной и внутренней поверхности трубок-оболочек, примыкающий к ваннам наклонной реечный стол, вдоль которого в технологической последовательности размещены механизм запрессовки заглушки в калиброванный конец трубки-оболочки с питателем подачи заглушки на позицию запрессовки, механизм зачистки сварного шва, механизм ультразвукового контроля сварного шва и проводки с механизма на механизм с системой автоматики,
- установку виброснаряжения столба топливных таблеток в открытый конец оболочки, включающую вибропитатель подачи топливных таблеток на горизонтальные ложементы в виде направляющих для формирования столбов топливных таблеток, устройство контроля длины столбов топливных таблеток с отсекателем-упором начала столбов и отсекателем-прижимом конца столба топливных таблеток, выполненным из индивидуальных пневмоцилиндров для каждого столба с подпружиненными штоками с эластичным материалом на торце, стол, примыкающий к установке снаряжения с ложементами для укладки в них оболочек соосно столбам открытыми концами в сторону топливных столбов с механизмом укладки и оболочек на снаряжение и съема снаряженных оболочек,
- устройство зачистки открытого конца снаряженной оболочки,
- устройство запрессовки фиксаторов в открытый конец снаряженной оболочки,
- установку герметизации открытого конца снаряженной оболочки с механизмом подачи заглушки и сваркой ее к оболочке под давлением инертного газа под оболочкой,
- механизм контроля и разбраковки по давлению внутри оболочки ТВЭЛа,
- механизм контроля и разбраковки по наличию внутренних компонентов,
- установку поверхностной отработки ТВЭЛа с оксидированием поверхности оболочки, снабженных транспортными средствами проводки ТВЭЛ с устройства на устройство, вывода бракованных ТВЭЛ и системой автоматики, согласно изобретению механизмы отрезки трубок в размер оболочки ТВЭЛа для ядерного реактора ВВЭР-1000 установлены с возможностью смещения в сторону друг друга на расстояние, обеспечивающее отрезку трубок в размер оболочки ТВЭЛа для ядерного реактора ВВЭР-440, подвижной в осевом направлении упор механизма контроля длины трубки-оболочки для ТВЭЛа ядерного реактора ВВЭР-1000 снабжен съемным удлинителем с длиной, обеспечивающей контроль длины трубки оболочки для ТВЭЛа ядерного реактора ВВЭР-440, механизм калибровки одного конца трубки-оболочки для ТВЭЛа ядерного реактора ВВЭР-1000 снабжен съемным удлинителем с длиной, обеспечивающей калибровку одного конца трубки-оболочки для ТВЭЛа ядерного реактора ВВЭР-440 с досылателем трубки-оболочки, механизм запрессовки заглушки в калиброванный конец трубки-оболочки для ТВЭЛа ядерного реактора ВВЭР-1000 снабжен съемным штоком, внутри которого выполнена полость, повторяющая контуры заглушки для ТВЭЛа ядерного реактора - 440, соосная оси трубки-оболочки для ТВЭЛа ВВЭР-440, с уклоном, сообщенная через окно в штоке с питателем заглушек с ориентатором последних, снабженная входным отверстием для трубки-оболочки для ТВЭЛа реактора ВВЭР-440, и с другой стороны съемным удлинителем с досылателем, выравниватель торцов оболочек, механизм зачистки сварного шва и механизм ультразвукового контроля сварного шва после электронно-лучевой сварки заглушки к оболочке снабжены съемными удлинителями с досылателями оболочек для ТВЭЛ ядерного реактора ВВЭР-440 на позиции выравнивания торцов оболочек, зачистки сварного шва и ультразвукового контроля сварного шва, механизм укладки и досылки оболочек для ТВЭЛ ВВЭР-440 на снаряжение снабжен съемным штоком-удлинителем с длиной, обеспечивающей контакт открытого конца оболочки со столбом топливных таблеток в ложементе, выполненном в виде полой трубы с размещенным внутри подвижным штоком, закрепляемым одним концом в цанговом зажиме механизма досылки, а с другой стороны взаимодействующим своим цанговым зажимом с заглушкой снаряжаемой оболочки, отсекатели-прижимы конца столбов топливных таблеток в ложементах установки виброснаряжения установлены с возможностью смещения в сторону уменьшения длин столбов топливных таблеток для ТВЭЛов ядерного реактора ВВЭР-440, механизм очистки от пыли открытого конца снаряженной оболочки и запрессовки фиксаторов в открытый конец снаряженной оболочки снабжены съемными удлинителями с досылателями оболочки для ТВЭЛ ВВЭР-440 на позиции очистки и запрессовки фиксаторов.
Другими отличиями является то, что съемный удлинитель выполнен в виде имитатора ТВЭЛа с длиной, равной разнице между длиной ТВЭЛа ВВЭР-1000 и ТВЭЛа ВВЭР-440, закрепленного соосно одним торцом к штоку досылателя, выполненного в виде пневмоцилиндра, выполнение на столе укладки оболочек прижимов оболочек в каждом ложементе.
Выполнение всех вышеперечисленных отличительных признаков позволит использовать автоматическую линию изготовления ТВЭЛ как для ядерного реактора ВВЭР-1000, так и для ядерного реактора ВВЭР-440 после соответствующей перестройки и установки съемных элементов и наоборот, повысить выход годных ТВЭЛ для ядерного реактора ВВЭР-440 за счет исключения перекоса заглушки при ее запрессовке в оболочку, устраняемого предлагаемой конструкцией запрессовочного штока. Предложенная конструкция позволит изготовить ТВЭЛы на одной линии, а не на двух.
На чертежах представлена автоматическая линия изготовления тепловыделяющих элементов и ее отдельные фрагменты, где на
фиг. 1 - автоматическая линия изготовления ТВЭЛов для ядерного реактора ВВЭР-440;
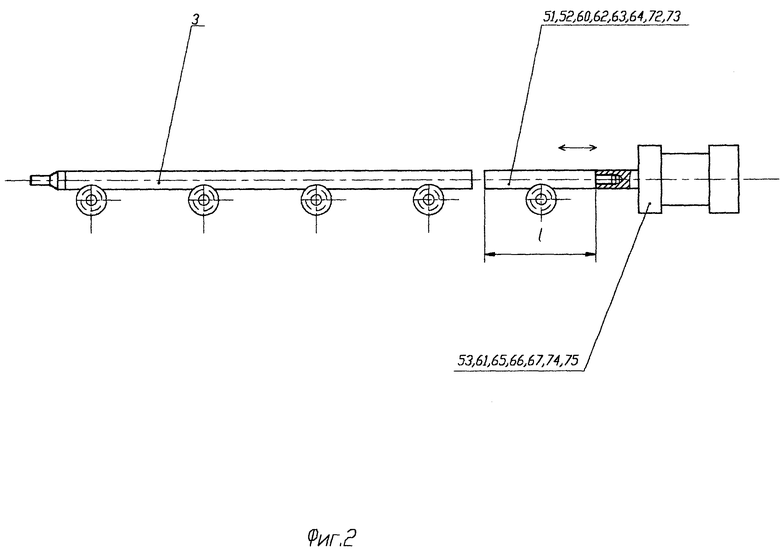
фиг. 2 - удлинитель с досылателем ТВЭЛ ВВЭР-440;
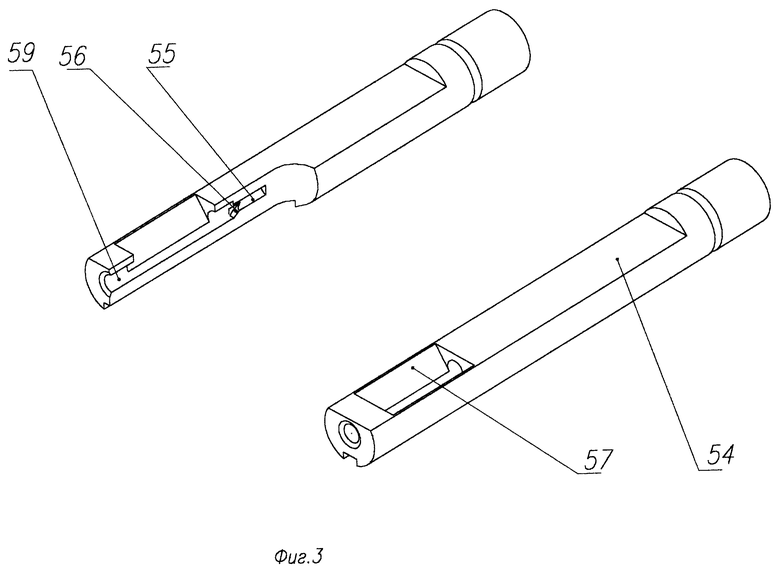
фиг. 3 - съемный шток механизма запрессовки заглушки в оболочку для ТВЭЛа ВВЭР-440;
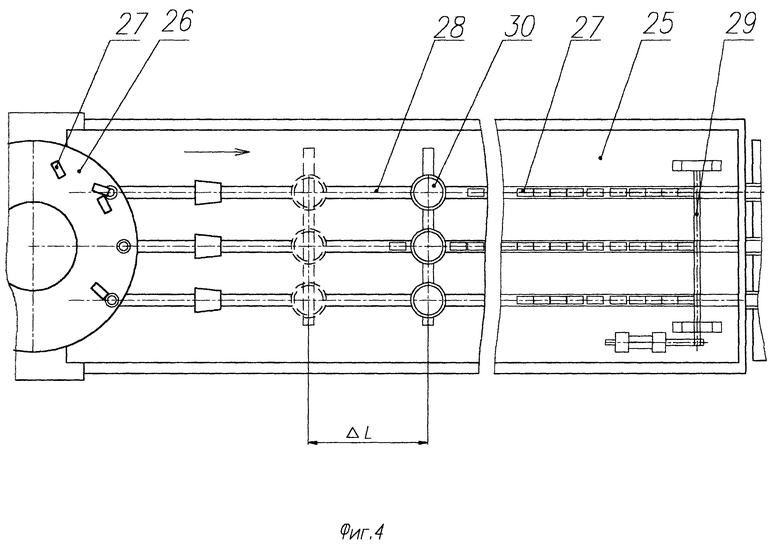
фиг. 4 - вибростол со смещением отсекателей-прижимов для формирования столба топливных таблеток для ТВЭЛа ВВЭР-440;
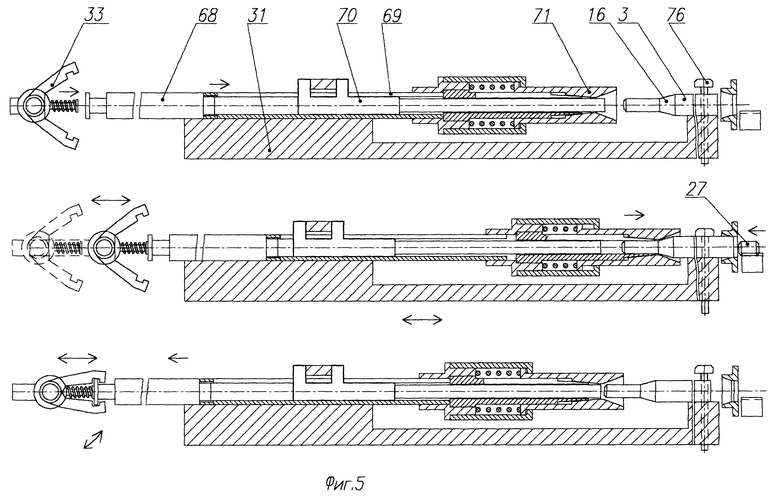
фиг. 5 - съемный шток-удлинитель оболочек для снаряжения ТВЭЛ ВВЭР-440.
Автоматическая линия изготовления ТВЭЛ для ядерного реактора ВВЭР-440 на автоматической линии изготовления ТВЭЛ, ядерного реактора ВВЭР-1000 после ее модернизации содержит:
- установку подготовки оболочек к снаряжению, включающую наклонный реечный стол 1, вдоль которого в технологической последовательности размещены механизмы 2 отрезки трубок с двух сторон в размер оболочки 3 для ТВЭЛа с приводом 4 вращения и осевого возвратно-поступательного перемещения 5, механизм контроля длины трубки-оболочки 3 в виде подвижного 6 в осевом направлении и неподвижного упоров 7 с датчиками 8, механизм калибровки штоком 9 одного конца трубки-оболочки 3 с приводом 10 осевого возвратно-поступательного перемещения, примыкающие к наклонному столу 1 смежные ванны 11, 12, 13 обезжиривания, промывки и сушки наружной и внутренней поверхностей трубок-оболочек 3, примыкающий к ваннам наклонный реечный стол 14, вдоль которого в технологической последовательности размещены механизм запрессовки 15 заглушки 16 в калиброванный конец трубки-оболочки 3 с питателем 17 подачи заглушки 16 на позицию запрессовки, механизм 18 взвешивания оболочки 3, установку 19 электронно-лучевой сварки заглушки 16 к оболочке 3, наклонный реечный стол 20, на котором в технологической последовательности размещены выравниватель 21 торцов оболочек 3, механизм 22 зачистки сварного шва, механизм 23 ультразвукового контроля сварного шва и средства проводки с механизма на механизм по наклонным столам, имеющим уклоны 3-5o с отсекателями, сбрасывателями (не показаны) и рольгангу 24 (фиг. 1);
- установку 25 виброснаряжения столба топливных таблеток в открытый конец оболочки 3, включающую вибропитатель 26 подачи топливных таблеток 27 на горизонтальные ложементы 28 в виде направляющих в количестве шести штук для формирования столбов топливных таблеток 27, устройство контроля длины столбов топливных таблеток с отсекателем-упором 29 начала столбов и отсекателем-прижимом 30 конца столбов топливных таблеток 27, выполненным из индивидуальных пневмоцилиндров для каждого столба с подпружиненными штоками с эластичным материалом на торце (фиг. 4), реечный стол 31, примыкающий к установке 25 виброснаряжения с ложементами 32 в количестве шести штук для укладки в них оболочек 3 соосно столбам открытыми концами в сторону топливных столбов с механизмом укладки (не показан) и досылки 33 оболочек 3 на снаряжение и съема снаряженных оболочек 3, рольганг 34 проводки оболочек 3 на снаряжение, наклонный стол 35 приема снаряженных оболочек, на котором в технологической последовательности размещены механизм 36 очистки открытого конца снаряженной оболочки от пыли и устройство 37 запрессовки фиксаторов 38, рольганг 39 проводки снаряженных оболочек 3 на механизм 40 контроля и разбраковки по внутренним компонентам, наклонный реечный стол 41 приема снаряженных оболочек 3, поступающих на герметизацию, рольганг 42 ввода снаряженной оболочки 3 в установку 43 и вывода ТВЭЛ с установки герметизации с механизмом 44 подачи заглушки 45 на контактно-стыковую сварку, наклонный реечный стол 46 с размещенным вдоль него механизмом 47 контроля и разбраковки по давлению внутри ТВЭЛа 3 и механизмом 48 ультразвукового контроля сварного шва, установку 49 поверхностной обработки с оксидированием оболочки ТВЭЛа 3 с рольгангом 50 проводки на установку 49 ТВЭЛ 3, транспортные средства проводки с механизма на механизм по наклонным столам, вывода годных и бракованных ТВЭЛ и систему автоматики (не показана) (фиг. 1).
Механизмы 2 отрезки трубок в размер оболочки 3 ТВЭЛа для ВВЭР-1000 установлены с возможностью смещения в сторону друг друга на расстояние, обеспечивающее отрезку трубок в размер оболочки 3 ТВЭЛа для ядерного реактора ВВЭР-440. На фиг. 1 пунктирной линией показаны механизмы 2 отрезки трубки в размер оболочки 3 ТВЭЛа для ядерного реактора ВВЭР-1000 и сплошной линией место расположение механизмов 2 для отрезки трубок в размер оболочки 3 ТВЭЛА для ядерного реактора ВВЭР-440. Подвижной в осевом направлении упор 6 механизма контроля длины трубки-оболочки 3 для ТВЭЛа ядерного реактора ВВЭР-1000 снабжен съемным удлинителем 51 с длиной, обеспечивающей контроль длины ТВЭЛа для ядерного реактора ВВЭР-440 (фиг. 2).
Механизм калибровки одного конца трубки-оболочки 3 для ТВЭЛа ядерного реактора ВВЭР-1000 снабжен съемным удлинителем 52 с длиной, обеспечивающей калибровку одного конца трубки-оболочки 3 для ТВЭЛа ВВЭР-440 с досылателем 53 трубки-оболочки 3. Механизм 15 запрессовки заглушки 16 в калиброванный конец трубки-оболочки 3 для ТВЭЛа ВВЭР-1000 снабжен съемным штоком 54 (фиг. 3), внутри которого выполнена полость 55, повторяющая контуры заглушки для ТВЭЛа ВВЭР-440, с уклоном 56, сообщенная через окно 57 в штоке с питателем 17 заглушек 16 с ориентатором 58 заглушек 16, снабженным входным отверстиям 59 для трубки-оболочки 3 для ТВЭЛа ВВЭР-440 и с другой стороны удлинителем 60 с досылателем 61. Выравниватель 21 торцов оболочек 3, механизм 22 зачистки сварного шва и механизм 23 ультразвукового контроля сварного шва после электронно-лучевой сварки заглушки 16 к оболочке 3 снабжены съемными удлинителями 62, 63, 64 с досылателями 65, 66, 67 оболочек 3 для ТВЭЛ ВВЭР-440 на позиции выравнивания торцов, зачистки сварного шва ультразвукового контроля сварного шва (фиг. 1). Механизм укладки и досылки 33 оболочек 3 для ТВЭЛ ВВЭР-440 на снаряжение снабжен съемным штоком-удлинителем 68 с длиной, обеспечивающей контакт открытого конца оболочки 3 со столбом топливных таблеток 27 в ложементе 28, выполненном в виде полой трубы 69 с размещенным внутри подвижным штоком 70, закрепляемым одним концом в цанговом зажиме 33 механизма досылки оболочек 3 на снаряжение и съема снаряженных оболочек 3 с снаряжения, а с другой стороны взаимодействующим своим цанговым зажимом 71 с заглушкой 16 снаряжаемой оболочки 3.
Отсекатели-прижимы 30 конца столбов топливных таблеток 27 в ложементах 28 установки виброснаряжения установлены с возможностью смещения в сторону уменьшения длин столбов топливных таблеток для ТВЭЛов ВВЭР-440 и показаны сплошной линией, а прежнее место их размещения для ТВЭЛов ВВЭР-1000 показано штриховой линией. Механизмы очистки 36 от топливной пыли открытого конца снаряженной оболочки 3 и запрессовки 37 фиксаторов 38 в открытый конец снаряженной оболочки 3 снабжены удлинителями 72, 73 с досылателями 74, 75 оболочки 3 для ТВЭЛа ВВЭР-440 на позиции очистки и запрессовки фиксаторов.
Съемные удлинители 51, 52, 60, 62, 63, 64, 72, 73 идентичны между собой, выполнены в виде имитатора ТВЭЛа с длиной, равной разнице между длиной ТВЭЛа ВВЭР-1000 и ТВЭЛа ВВЭР-440, закреплены соосно одним торцом к штоку досылателя, выполненного в виде пневмоцилиндров 53, 61, 65, 66, 67, 74, 75, идентичных между собой. На столе 31 укладки оболочек 3 в ложементы 32 выполнены прижимы 76 оболочек 3 в ложементах 32.
Автоматическая линия приготовления ТВЭЛ ВВЭР-440 работает следующим образом.
В подвижной упор 6, к штокам досылателей-пневмоцилиндрам 53, 61, 66, 67, 74, 75 соосно закрепляют съемные удлинители 51, 52, 60, 62, 63, 64, 72, 73. Механизм 2 на реечном столе 1 смещают и закрепляют так, чтобы обеспечить резку трубки в размер оболочки 3 для ТВЭЛ ВВЭР-440. В механизм 15 запрессовки заглушек 16 в калиброванный конец трубки-оболочки устанавливают съемный шток 54.
В механизм укладки и досылки 33 оболочки 3 для ТВЭЛ ВВЭР-440 устанавливают шток-удлинитель 68 с длиной, обеспечивающей контакт открытого конца оболочки 3 со столбом топливных таблеток 27 в ложементе 28, закрепляют одним концом в цанговом зажиме 33 механизма досылки оболочки 3 на снаряжение.
Отсекатели-прижимы 30 концов столбов топливных таблеток 27 в ложементах 28 установки 25 виброснаряжения смещают в сторону уменьшения длин столбов топливных таблеток 27 и закрепляют так, чтобы обеспечить формирование столбов топливных таблеток 27 для ТВЭЛ ВВЭР-440.
После проведения необходимой перестройки линии изготовления ТВЭЛ ВВЭР-1000 на изготовление ТВЭЛ ВВЭР-440 линию запускают в работу.
По наклонному реечному столу 1 трубка поступает на механизм 2 отрезки трубки в размер оболочки 3 для ТВЭЛ ВВЭР-440, где с помощью привода 4 вращения и осевого возвратно-поступательного перемещения 5 механизмы 2 с двух сторон обрезают трубку в размер оболочки 3 для ТВЭЛа ВВЭР-440.
По окончании резания происходит отвод механизмов 2 и трубка-оболочка по наклонному столу 1 поступает на позицию контроля длины трубки-оболочки 3, где с помощью датчика 8 дается команда на замер длины трубки-оболочки 3 между подвижным упором 6 с удлинителем 51 и неподвижным упором 7. После замера неподвижный упор 6 вместе с удлинителем 51 отводится в исходное положение, а трубка-оболочка 3 либо выводится из линии как брак по длине, либо как годная по столу 1 перемещается на позицию калибровки, где с помощью привода 10 штоком 9 осуществляется калибровка одного конца трубки-оболочки, а с другой стороны трубка-оболочка 3 удерживается удлинителем 52 с досылателем 53. После калибровки удлинитель 52 с досылателем 53 возвращается в исходное положение, а трубка-оболочка по столу 1 поступает в ванны 11, 12, 13 обезжиривания, промывки и сушки наружной и внутренней поверхностей. После обезжиривания, промывки и сушки трубка-оболочка 3 по наклонному реечному столу 14 поступает на позицию механизма 15 запрессовки заглушки 16 в ее калиброванный конец, где удлинителем 60 с досылателем 61 трубка-оболочка 3 калиброванным концом досылается на позицию запрессовки. Из питателя 17 заглушка 16 попадает в съемный шток 54, предварительно ориентиром 58 ориентируется запрессовочным концом к калиброванному концу трубки-оболочки 3. Ориентированная заглушка 16 через окно 57 попадает внутрь съемного штока 54, калиброванным торцом трубка-оболочка 3 через отверстие 59 в съемном штоке доталкивается по уклону 56 в полость 55, повторяющую контуры заглушки 16 и запрессовывается в калиброванный конец. После взвешивания на механизме 18 оболочка с запрессованной заглушкой (в дальнейшем оболочка 3) по наклонному реечному столу 14 и по рольгангу 24 поступает на установку 19 электронно-лучевой сварки заглушки к оболочке, откуда по наклонному реечному столу 20 на позицию 21 выравнивания торцев оболочек 3 с помощью удлинителя 62 с досылателем 65, на механизм 22 зачистки сварного шва заглушки с оболочкой с помощью удлинителя 63 и досылателя 66 и на механизм 23 ультразвукового контроля сварного шва. Бракованные оболочки 3 после ультразвукового контроля сварного шва выводятся с линии, а годные оболочки 3 по рольгангу 34 поступают на реечный стол 31, примыкающий к установке 25 виброснаряжения. На реечном столе 31 с помощью механизма досылки 33 и съемного штока-удлинителя 68 в виде полой трубы 69, подвижного штока 70 в трубе 69 и цангового зажима 71 оболочка 3 своей заглушкой зажимается цанговым зажимом 71, досылается, и обеспечивается контакт открытого конца оболочки со столбом топливных таблеток 27.
Снаряжаемые оболочки 3 с помощью прижима 76 закрепляются в ложементах 32 в количестве шести штук одновременно и при работающей установке 25 виброснаряжения из вибропитателя 26 таблетки 27 заполняют ложементы 28 до отсекателя-упора 29, который в момент формирования столбов закрыт. После того как ложементы заполняются таблетками срабатывают отсекатели-прижимы 30, открывается отсекатель-упор 29 и шесть столбов таблеток 27 поступают в оболочки 3, которые по мере их снаряжения после открывания прижима 76 направляются по наклонному реечному столу 35 на механизм 36 очистки открытого конца снаряженной оболочки 3 от топливной пыли, где с помощью удлинителя 72 и досылателя 74 оболочка досылается до механизма 36 очистки и выводится с очистки, а затем поступает на механизм 37 запрессовки фиксаторов 38 с помощью удлинителя 73 с досылателем 75. После запрессовки фиксаторов снаряженная оболочка по рольгангу 39 поступает на механизм 40 контроля и разбраковки по внутренним компонентам.
Бракованные снаряженные оболочки по наличию внутренних компонентов направляются обратно для доукомплектования, а годные снаряженные оболочки по наклонному реечному столу 41 - накопителю на рольганг 42 ввода на установку 43 герметизации и вывода ТВЭЛ с установки 43 герметизации. На установке 43 герметизации 43 заглушки 45 поступают в зону сварки из механизма 44 подачи заглушек и осуществляется контактно-стыковая сварка заглушки 45 к оболочке 3 под давлением инертного газа под оболочкой. Этим же рольгангом 42 герметизированная снаряженная оболочка (в дальнейшем ТВЭЛ) поступает на наклонный реечный стол 46, на котором осуществляется контроль и разбраковка ТВЭЛ по давлению внутри оболочки на механизме 47 и контроль и разбраковка ТВЭЛ на механизм 48 ультразвукового контроля сварного шва. Бракованные ТВЭЛы выводятся из линии, а годные по рольгангу 50 поступают на установку 49 поверхностной обработки с оксидированием оболочки ТВЭЛа 3. Автоматическая линия прошла испытания и достигнуты результаты по снаряжению ТВЭЛ ВВЭР-440 на линии, предназначенной для ВВЭР-1000, что позволило осуществить изготовление тех и других ТВЭЛ на одной линии вместо двух линий.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2256250C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2001 |
|
RU2216801C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА | 2010 |
|
RU2459292C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2248054C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2231835C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И ИХ РАЗБРАКОВКИ | 2001 |
|
RU2216058C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1997 |
|
RU2145449C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2002 |
|
RU2231836C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВОГО ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА И ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2216797C2 |
| СПОСОБ СНАРЯЖЕНИЯ И РАЗБРАКОВКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2000 |
|
RU2195718C2 |
Использование: в атомной промышленности при изготовлении тепловыделяющих элементов водо-водяных энергетических ядерных реакторов для расширения технологических возможностей автоматической линии и повышения при этом выхода годных тепловыделяющих элементов. Сущность изобретения: автоматическая линия включает установку подготовки оболочек к снаряжению ТВЭЛов, установку виброснаряжения столба топливных таблеток в открытый конец оболочки, устройство зачистки открытого конца снаряженной оболочки, установку запрессовки фиксаторов в открытый конец снаряженной оболочки, установку герметизации открытого конца снаряженной оболочки, механизм контроля и разбраковки по давлению внутри оболочки ТВЭЛа, установку поверхностной обработки ТВЭЛа с оксидированием поверхности оболочки. Механизмы отрезки трубок в размер оболочки ТВЭЛ для ядерного реактора ВВЭР-1000 установлены с возможностью смещения в сторону друг друга на расстояние, обеспечивающее отрезку трубок в размер оболочки ТВЭЛ для ядерного реактора ВВЭР-440. Подвижный в осевом направлении упор механизма контроля длины трубки-оболочки для ТВЭЛа ядерного реактора ВВЭР-1000 снабжен съемным удлинителем, обеспечивающим контроль длины трубки оболочки для ТВЭЛа ядерного реактора ВВЭР-440. Механизм калибровки одного конца трубки-оболочки для ТВЭЛа ядерного реактора ВВЭР-1000 снабжен съемным удлинителем, обеспечивающим калибровку одного конца трубки-оболочки для ТВЭЛа ядерного реактора ВВЭР-440 с досылателем трубки-оболочки. Механизм запрессовки заглушки в калиброванный конец трубки-оболочки для ТВЭЛа ядерного реактора ВВЭР-1000 снабжен съемным штоком, внутри которого выполнена полость, повторяющая контуры заглушки для ТВЭЛа ядерного реактора ВВЭР-440, соосная оси трубки-оболочки для ТВЭЛа ВВЭР-440. 2 з.п. ф-лы, 5 ил.
| RU 2070740 С1, 20.12.1996 | |||
| ВСЕСОЮЗНАЯ Ьт1НТаО-т[Шг;г1т | 0 |
|
SU361794A1 |
| АВТОМАТ ДЛЯ МОЙКИ, СУШКИ И НАНЕСЕНИЯ ЛЮМИНОФОРА НА ТРУБЧАТОЕ СТЕКЛО | 0 |
|
SU391642A1 |
| US 4687605 А, 18.08.1987 | |||
| US 5030414 А, 09.07.1991. | |||

