Предпосылки создания изобретения
Настоящее изобретение относится в общем плане к лентам, используемым на различных фазах способа получения бумаги. В частности, настоящее изобретение относится к башмачным ленточным прессам, используемым в прессах с плитой прессовочных секций в машинах для получения картона, бумаги и пресспата, а также в прессах с плитой каландра бумагоделательной машины при изготовлении некоторых типов бумаги.
Прессы с плитой обычно используют в машинах для получения пресспата, картона и бумаги для обезвоживания волокнистого холста. Одна поверхность влажного волокнистого холста, перемещающегося с высокой скоростью в таком прессе с плитой, прижимается вращающимся прессовочным валком, тогда как одновременно другая поверхность волокнистого холста прижимается стационарной прессовочной плитой, окруженной бесконечной лентой с эластичным эластомерным телом. Лента перемещается между прессовочным валком и прессовочной плитой с приблизительно такой же скоростью, как волокнистый холст. Волокнистый холст сверху прессовочного сукна пропускается через пресс с плитой с наружной стороны прессовочной ленты в прямом контакте с прессовочным сукном, а внутренняя поверхность прессовочной ленты скользит по прессовочной плите. Между лентой и прессовочной плитой обычно предусматривается смазочное масло для того, чтобы гарантировать свободное движение ленты.
Прессовочные ленты - прототипы обычно содержат эластомерный материал, такой как полиуретан или каучук, и несущую структуру, выполненную из пряжи, внутри ленты. Пример башмачного ленточного пресса рассмотрен в заявке на патент FI 20040166.
Вообще говоря, башмачный ленточный пресс подвергается воздействию требуемой высокой гибкости и усилий сжатия между прессовочным валком и прессовочной плитой, когда волокнистый холст перемещается с высокой скоростью через пресс с плитой. В течение времени такие напряжения могут вызвать растрескивание материала ленты в процессе использования, что в конечном счете делает ленту непригодной к использованию. Обычно тенденцией является увеличение скорости холста в бумагоделательных машинах для повышения эффективности изготовления. Так как целью является такое же содержание сухого вещества, как до этого, при работе с высокой скоростью, усилие прессования должно увеличиваться. Отсюда также башмачные ленточные прессы, используемые на стадиях прессования, подвергаются значительно более высоким нагрузкам, поэтому требуется, чтобы ленты обладали множеством различных свойств, чтобы обеспечивать высокие характеристики. Когда скорости холста в бумагоделательных машинах увеличиваются, лента подвергается намного более высокой термической нагрузке благодаря увеличенной скорости, с одной стороны, и нагреву смазочного масла, с другой стороны. Хорошая теплостойкость ленты является существенным аспектом, принимая во внимание срок службы ленты.
Рабочие температуры прессов с плитой в машинах для получения бумаги, картона и пресспата являются обычно ниже 70°C. В последнее время наблюдалось, что эффективность изготовления могла быть увеличена при повышении температуры прессов с плитой; более высокая температура волокнистого холста может обеспечить достижение лучшего содержания сухого вещества, так как вязкость воды снижается, и вода выходит более эффективно. Волокнистый холст может нагреваться, например, с помощью водяного пара, горячего валка или при повышении температуры массы. Известно, когда в случае импульсной технологии сушки температура повышается до такой высокой, как выше 200°C. Также известно, что в каландрах с плитой температура горячего валка может быть выше 200°C. Такие же факторы повышают температуру башмачного ленточного пресса снаружи. Увеличение нагрузки сжатия улучшает сухое вещество. В то же самое время, однако, нагрев, вызванный трением, нагревает смазочное масло плиты и повышает температуру внутри башмачного ленточного пресса. Указанные факторы вместе повышают требования по теплостойкости к башмачному ленточному прессу.
Башмачные ленточные прессы, выполненные из обычного полиуретана, хорошо выдерживают температуры ниже 70°C. Однако, при более высоких температурах механические и динамические характеристики полиуретана и, соответственно, характеристики башмачного ленточного пресса явно ухудшаются. Полиуретан размягчается при высокой температуре, и износ ленты увеличивается. Благодаря размягчению канавки ленты становятся сжатыми и не возвращаются к их первоначальной форме, что ухудшает обезвоживание, поскольку канавки больше неспособны принимать достаточно воды. При высокой температуре и, в частности, в присутствии остатков химических веществ бумажного производства в полиуретане начинают иметь место реакции термического и химического окисления. Как результат, полимерные цепи становятся разрушенными, что, в свою очередь, ухудшает свойства полиуретана. Это затем показано в виде износа ленты и в виде ослабления стойкости к разрушению. На месте ее использования башмачный ленточный пресс находится под постоянной нагрузкой динамического сжатия и растяжения. Вот почему важно, чтобы ее свойства оставались хорошими в указанном температурном интервале.
Ленты, подходящие для ленточных прессов, широко описаны в технике. Например, в ЕР 1338696А1 рассматривается лента, такая как башмачный ленточный пресс, подходящая для стадий прессования в бумагоделательном способе, причем лента содержит армирующую подложку, заделанную в полиуретановый слой. Наружная периферийная поверхность ленты, которая находится в прямом контакте с прессовочным сукном, несущим волокнистый холст, формуется из уретанового форполимера и диметилтиотолуолдиамина ((ДМТДА)(DMTDA)) в качестве отвердителя. Лента имеет целью снижение или замедление любого растрескивания, которое, в частности, обычно имеет место на наружных поверхностях лент, а также предотвращение расслаивания между отвердителем и полиуретановым слоем.
В ЕР 877118А2 рассматривается башмачный ленточный пресс со слоем основы и со слоем смолы на его обеих сторонах. Смола представляет собой уретановый полимер толуолдиизоцианатполиэфирного типа с 4,4'-метилен-бис-(2-хлороанилином) (МОСА/МВОСА) (МОХА/МБОХА) в качестве удлинителя цепи. Указано, что лента предназначена для обеспечения улучшенной стойкости к износу, усталостной прочности к изгибанию и предотвращения растрескивания.
В WO 2005/090429A1 рассматривается лента, подходящая для пресса с плитой, причем лента содержит уретансодержащее покрытие, содержащее наночастицы. Целью введения наночастиц в покрытие является, например, улучшение стойкости ленты к изгибающей усталости и трещиноразрастанию и обеспечение ленты с характеристиками твердости и изностостойкости.
В ЕР 0939162А2 рассматривается башмачный ленточный пресс, содержащий два слоя смолы, выполненной из уретанового полимера толуолдиизоцианатполиэфирного типа с 3,3'-дихлоро-4,4'-ди-аминодифенилметаном в качестве удлинителя цепи. Целью является получение ленты, обеспечивающей прочность как в машинном, так и в поперечном направлении, и предотвращение отслоения смолы от ленты.
Проблема рассмотренных выше башмачных ленточных прессов состоит в том, что их теплостойкость является недостаточной для получения скоростей намного увеличенных, предпочтительно, в машинах для получения картона, бумаги и пресспата для максимальной эффективности изготовления.
Решение, рассмотренное в ЕР 1136618А2 с точки зрения увеличения температуры в процессе работы прессовочной ленты, состоит в использовании изоляционного наполнителя. Аналогично, в DE 19792138А1 предлагается улучшить теплостойкость прессовочных лент путем использования проводящих частиц наполнителя в эластомерной матрице. В DE 19651557А1 предусматривается прессовочная лента с покрытием, которое защищает низлежащий эластомер как от химических веществ, так и от нагрева.
Однако решения вышеуказанного типа, которые основаны на использовании наполнителей или покрытия, могут вызвать другие проблемы в лентах. Полимерный материал может стать хрупким или отслаиваться от армирующей положки из-за наполнителя. При длительном использовании, в частности, проблемы могут также возникать в адгезии покрытия к материалу ленты.
Поэтому желательно получать еще более простым образом башмачные ленточные прессы, которые имеют хорошую теплостойкость и не имеют проблем прототипа, и которые сохраняют свои хорошие динамические и механические свойства в более широком интервале рабочих температур и при более высоких температурах, в частности.
Краткое описание изобретения
Целью настоящего изобретения является создание башмачного ленточного пресса, который отвечает специальным требованиям, установленным современными машинами для получения картона, бумаги и пресспата с точки зрения хорошей теплостойкости. Это достигается башмачным ленточным прессом, характеризующимся тем, что установлено в независимом пункте формулы изобретения.
Было неожиданно установлено, что использование исходных материалов специального типа, т.е. специального изоцианатного мономера и специального удлинителя цепи, в получении полиуретана для башмачного ленточного пресса позволяет улучшить теплостойкость ленты. Одним показателем улучшенной теплостойкости ленты является то, что она сохраняет свою стойкость к разрушению. В то же самое время специальные исходные материалы также улучшают другие характеристики, такие как стойкость к износу и упругость при сжатии, полиуретановой ленты.
Одно из преимуществ башмачного ленточного пресса изобретения состоит в том, что хорошая теплостойкость значительно увеличивает срок службы ленты.
Подробное описание изобретения
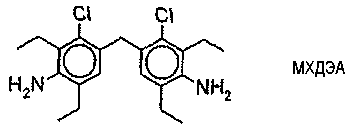
Настоящее изобретение предусматривает новый башмачный ленточный пресс, содержащий полиуретановый полимер, полученный из уретанового форполимера, содержащего изоцианатные группы, и смеси удлинителей цепей, причем уретановый форполимер получен с использованием 1,4-фенилендиизоцианата ((ПФДИ)(PPDI)) и смеси удлинителей цепей, содержащей метил-бис-(3-хлоро-2,6-диэтиланилин) ((МХДЭА)(MCDEA)). МХДЭА также известен в технике как 4,4'-метилен-бис-(3-хлоро-2,6-диэтиланилин).
Полиуретановый полимер, используемый в башмачном ленточном прессе изобретения, получают способом, известным самим по себе. Полиуретан может быть либо получаемым литьем, либо экструдируемым, и он может быть получен с использованием технологии форполимеризации, известной в технике, в случае которой полимеризация может быть проведена либо частично (что известно как квази-форполимерная технология), либо полностью (что известно как полная форполимерная технология). В настоящем изобретении полиуретан получен при смешении аминогрупп (NH2-) уретанового форполимера, имеющего изоцианатные группы на его концах, с удлинителем цепи. Удлинитель цепи вызывает увеличение цепи форполимера при объединении цепей форполимера вместе, поэтому образуются уретановые или мочевинные связи, и получается линейная структура полиуретана, которая может далее взаимодействовать с образованием сетчатой структуры с бимочевинными, аллофанатными и водородными связями.
В контексте данного изобретения уретановый полимер относится к продукту, полученному от взаимодействия между указанным 1,4-фенилендиизоцианатным мономером (ПФДИ) и полиолом.
Использование ПФДИ в получении полиуретанов широко известно. Согласно исследованию ПФДИ может быть использован для получения форполимеров, в которых пропорция свободных изоцианатных (NCO) групп является меньше, чем до этого. Использование форполимеров, содержащих меньше свободных NCO-групп, обеспечивает снижение выдержки для летучих и токсичных газов, вызванных инертными, т.е. свободными изоцианатными мономерами.
Также наблюдалось, что полиуретаны, полученные из ПФДИ, имеют лучшие характеристики, чем полиуретан, выполненный из 2,2'-дифенилметилдиизоцианата ((МДИ)(MDI)). Согласно исследованию лучшие свойства обусловлены плоской структурой ПФДИ (см. Yang et al., Polymer 44 (2003), pp. 3251-3258). Пространственные структуры ПФДИ и МДИ показаны ниже.
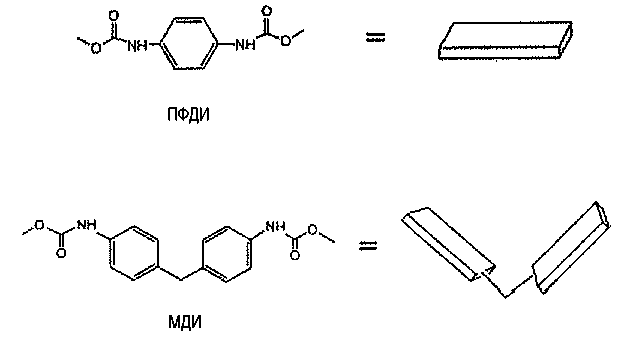
Благодаря симметрии ПФДИ-мономера в полиуретановом эластомере наблюдается образование линейной и плотной многофазной структуры, образованной из жестких и мягких блоков. Фазовое разделение между жесткими и мягкими блоками считается наиболее важной причиной превосходных свойств ПФДИ полиуретановых эластомеров и, в частности, улучшения динамических характеристик.
Для получения уретанового форполимера в настоящем изобретении ПФДИ взаимодействует с полиолом. Полиолом может быть любой полиол, обычно используемый в получении полиуретанов. Так полиолом может быть поли(простой эфир)полиол, поли(сложный эфир)полиол, поли(простой эфир)карбонатполиол, поликарбонатполиол или поликапролактамполиол. Поли(простой эфир)полиолы включают в себя (но не ограничиваясь этим) политетраметилен(простой эфир)гликоль ((ПТМЭГ)(PTMEG)), полипропиленгликоль ((ППГ)(PPG)), полиэтиленгликоль ((ПЭГ)(PEG)), полигексаметилен(простой эфир)гликоль; поли(сложный эфир)полиолы включают в себя полиадипат моноэтиленгликоля и поликапролактон; поли(простой эфир)карбонатполиолы могут быть, например, формулы H[O-(CH2)6]n-O-CO-O-[(CH2)6-O]n-(CH2)6-O-CO-O-…-OH, хотя они не ограничиваются этим; поликарбонатполиолы могут быть, например, формулы HO-[(CH2)6-O-CO-O]n-(CH2)6-OH, хотя они не ограничиваются этим. Согласно варианту изобретения уретановый форполимер получают при использовании ПТМЭГ в качестве полиола. Согласно другому варианту изобретения в качестве полиола используют поли(простой эфир)карбонатполиолы.
Согласно настоящему изобретению полиуретановый полимер получают при смешении уретанового полимера, имеющего изоцианатные группы на его концах, со смесью удлинителей цепей, содержащей метил-бис-(3-хлоро-2,6-диэтиланилин) ((МХДЭА)(MCDEA)), содержащий аминогруппы, поэтому получаются длинные полиуретановые цепи с мочевинными и уретановыми связями.
В соответствии с изобретением было найдено, что, когда в получении полиуретана используют смесь удлинителей цепей, содержащую симметричный МХДЭА, в дополнение к симметричному ПФДИ, обеспечивается башмачный ленточный пресс, выполненный из такого полиуретана, с превосходными характеристиками теплостойкости. Симметричная структура МХДЭА может быть видна в формуле ниже. Без связывания с какой-либо конкретной теорией можно сделать вывод, что выбор указанных симметричных исходных материалов дает полиуретановый эластомер с предпочтительной чрезвычайно хорошо организованной фазовой структурой жестких и мягких фаз, что делает материал особенно теплостойким. Приведенные ниже результаты неожиданно показывают, что нагрев не снижает прочность материала во времени, но даже улучшает ее. Можно предположить, что это означает, что в материале имеется тенденция к увеличению организованной структуры при воздействии нагрева.
Согласно варианту изобретения смесь удлинителей цепей содержит по меньшей мере 10% мас. МХДЭА. Согласно другому варианту изобретения смесь удлинителей цепей содержит более 25% мас. МХДЭА, в частности, по меньшей мере 50% мас. МХДЭА.
Башмачный ленточный пресс изобретения является подходящим для прессов с плитой всех типов. Вид пресса с плитой рассматривается в заявке FI 20055556.
Несущая структура изобретения может обычно содержать монофиламентную или мультифиламентную пряжи, выполненные, например, из полиамида, полипропилена, полиэтилена, сложного полиэфира, поливинилового спирта или высокотемпературостойких волокнистых материалов, таких как полиарамид, полифениленсульфид или поли(простой эфир)кетон.
Башмачный ленточный пресс изобретения может быть получен способом, известным как таковой. Например, лента может быть получена способом, известным как центробежное литье с литьевым цилиндром с пряжами, усиливающими в поперечном и машинном направлении, причем пряжа сначала помещается на внутреннюю поверхность литьевого цилиндра, и, когда барабан вращается, полиуретановый материал напыляется однородно вокруг пряжи и сверху нее. Указанный вид технологии получения ленты рассмотрен, например, в патенте США № 5609811.
Башмачный ленточный пресс изобретения может быть получен отливкой ленты на литьевой цилиндр. Вид способа рассмотрен, например, в патенте США № 5134010. Способ начинается с присоединения пряжи, усиливающей в машинном направлении, к литьевому цилиндру, затем эластомерный материал отливают на цилиндр, когда он вращается, и в то же самое время пряжа периферического усиления охлаждается на пряже машинного направления.
Еще другая возможность получения башмачного ленточного пресса изобретения заключается в пропитке ткани основы полиуретаном в цилиндрической форме, причем ткань основы помещена между наружной оболочкой и дорном. Форма подвергается разрежению с созданием отрицательного давления, и затем полиуретановый материал впрыскивают в форму. Полиуретановый материал, таким образом, становится однородно поглощенным в ткани основы. Данный вид способа рассмотрен, например, в патенте США № 5833898.
Башмачный ленточный пресс изобретения также может быть получен пропиткой и/или покрытием бесконечной тканой переплетенной или ламинированной армирующей структуры полимером с обеих сторон. Данный вид способа рассмотрен, например, в патенте США № 6465074.
Превосходная теплостойкость башмачного ленточного пресса изобретения показана в результатах, собранных в таблице 1 ниже. Образец 1 представляет собой башмачный ленточный пресс изобретения с полиуретаном, выполненным из форполимера, образованного из ПФДИ и ПТМЭГ, и удлинителя цепи, содержащего МХДЭА. Пропорция МХДЭА составляет 50% смеси удлинителей цепей. Полиуретан получают при температуре переработки 66°C. Постобработка ленты в печи имеет место в течение 16 ч при 120°C. Пропорция изоцианатных групп в форполимере составляет 5,52%.
Образец 2 представляет собой сравнительную ленту, в которой полиуретан получен из форполимера, образованного из 2,2'-дифенилметандиизоцианата ((МДИ)(MDI)) и полиола ПТМЭГ, и удлинителя цепи, содержащего МОХА (МОСА), при 120°C. Пропорция МОХА в смеси удлинителей цепей составляет 25%. Полиуретан получают при температуре переработки 45°C. Постобработка ленты в печи имеет место в течение 24 ч при 80°C. Пропорция изоцианатных групп в форполимере составляет 13,15%.
Остаточную прочность, износ и остаточное сжатие лент определяют через 0-4 дня (0-96 ч). Остаточную прочность определяют в соответствии со стандартом SFS 2983, износ - согласно стандарту DIN 53516 и остаточное сжатие - согласно стандарту SFS 564/ISO 815-1972. Температура выдержки лент составляет 130°C.
Результаты показывают, что прочность образца 1 не снижается при воздействии нагрева, но, напротив, имеет тенденцию к увеличению. Затем снова прочность образца 2 становится значительно ниже уже при температурной выдержке 1 день (24 ч). Сопротивление износу и упругость после сжатия образца 1 не снижается при любой температурной выдержке. По сравнению с образцом 2 образец 1 имеет значительно лучшие сопротивление износу и упругость уже перед температурной выдержкой.
Специалист в данной области техники найдет очевидным, что в качестве технологических преимуществ основная идея изобретения может быть осуществлена различными путями. Изобретение и его варианты поэтому не ограничиваются приведенными выше примерами, но могут варьироваться в объеме формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕМНИ С ПОЛИУРЕТАНОВЫМ ПОКРЫТИЕМ И ПОКРЫТИЯ ВАЛОВ, СОДЕРЖАЩИЕ НАНОНАПОЛНИТЕЛИ | 2005 |
|
RU2404221C2 |
| ПОЛИУРЕТАНОВЫЙ ПРИВОДНОЙ РЕМЕНЬ | 2009 |
|
RU2458939C2 |
| ОБРАБОТАННЫЙ ПОЛИМОЧЕВИНОУРЕТАНОМ ШНУР ДЛЯ ПРИВОДНОГО РЕМНЯ И РЕМЕНЬ | 2010 |
|
RU2515321C2 |
| ПОЛИУРЕТАНОВОЕ ЭЛАСТОМЕРНОЕ УПЛОТНЕНИЕ ДЛЯ ГИДРАВЛИЧЕСКИХ НАСОСОВ | 2014 |
|
RU2659400C2 |
| ПОЛИУРЕТАНОВЫЙ ЭЛАСТОМЕР И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2008 |
|
RU2467024C2 |
| УЛУЧШЕННАЯ СТАБИЛЬНАЯ ПРИ ХРАНЕНИИ ОДНОКОМПОНЕНТНАЯ ПОЛИУРЕТАНОВАЯ СИСТЕМА | 2007 |
|
RU2434028C2 |
| ПОЛИУРЕТАНОВЫЕ ЭЛАСТОМЕРНЫЕ ИЗДЕЛИЯ ИЗ ФОРПОЛИМЕРОВ С НИЗКИМ УРОВНЕМ СОДЕРЖАНИЯ СВОБОДНОГО ДИФЕНИЛМЕТАНДИИЗОЦИАНАТА | 2009 |
|
RU2489461C2 |
| УСОВЕРШЕНСТВОВАННЫЕ ЭЛАСТОМЕРЫ ТИПА СПАНДЕКСА | 1997 |
|
RU2198899C2 |
| ДВУХКОМПОНЕНТНЫЙ АДГЕЗИВ | 2008 |
|
RU2454435C2 |
| ПОЛИУРЕТАНОВЫЕ ШИНЫ, ОБЛАДАЮЩИЕ УЛУЧШЕННЫМИ ЭКСПЛУАТАЦИОННЫМИ ХАРАКТЕРИСТИКАМИ | 2014 |
|
RU2651447C2 |
Изобретение может быть использовано в химической и целлюлозно-бумажной промышленности. Башмачный ленточный пресс содержит полиуретановый полимер, полученный из уретанового форполимера, содержащего изоцианатные группы, и смеси удлинителей цепей. Уретановый форполимер получают с использованием 1,4-фенилендиизоцианата ((ПФДИ)(PPDI)), и смесь удлинителей цепей содержит метил-бис-(3-хлоро-2,6-диэтиланилин) ((МХДЭА)(MCDEA)). Предложенное изобретение позволяет улучшить теплостойкость ленты, а также стойкость к износу и упругость при сжатии, тем самым увеличивая её срок службы. 4 з.п. ф-лы, 1 табл.
1. Башмачный ленточный пресс, содержащий полиуретановый полимер, полученный из уретанового форполимера, содержащего изоцианатные группы, и смеси удлинителей цепей, причем уретановый форполимер получают с использованием 1,4-фенилендиизоцианата ((ПФДИ)(PPDI)), и смесь удлинителей цепей содержит метил-бис-(3-хлоро-2,6-диэтиланилин) ((МХДЭА)(MCDEA)).
2. Башмачный ленточный пресс по п.1, в котором удлинитель цепи содержит, по меньшей мере, 10% мас. МХДЭА.
3. Башмачный ленточный пресс по п.1, в котором удлинитель цепи содержит более 25% мас. МХДЭА.
4. Башмачный ленточный пресс по п.1, в котором уретановый форполимер получен из 1,4-фенилендиизоцианата и политетраметиленэфиргликоля ((ПТМЭГ)(PTMEG)).
5. Башмачный ленточный пресс по п.1, в котором уретановый форполимер получен из 1,4-фенилендиизоцианата и полиэфиркарбонатгликоля.
| КАНАВЧАТАЯ ЛЕНТА ДЛЯ БАШМАЧНОГО ПРЕССА С ДЛИННОЙ ЗОНОЙ ЗАЖИМА | 2001 |
|
RU2221097C1 |
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| US 20030232954 A1, 18.12.2003 | |||

