(5) СПОСОБ РЕЗКИ ТРУБ

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ резки труб | 1982 |
|
SU1026974A2 |
| Устройство для резки труб | 1979 |
|
SU872059A1 |
| ИНСТРУМЕНТ ДЛЯ УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА И СПОСОБ ЕГО ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2410223C2 |
| Линия резки труб | 1981 |
|
SU1006101A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 1998 |
|
RU2145125C1 |
| СПОСОБ ПРОДОЛЬНОЙ РЕЗКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2003 |
|
RU2235624C1 |
| СПОСОБ РЕЗКИ ТРУБ КВАДРАТНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2513668C2 |
| СПОСОБ РЕЗКИ ТРУБ КВАДРАТНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2513560C2 |
| КОМБАЙН КУЗНЕЦОВА ДЛЯ СНЯТИЯ НАРУЖНОГО ГИДРОИЗОЛЯЦИОННОГО ПОКРЫТИЯ С МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ И ЕГО ОБРАБАТЫВАЮЩИЕ АГРЕГАТЫ ПОЭТАПНОЙ ОЧИСТКИ ТРУБОПРОВОДА | 1995 |
|
RU2098204C1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ КОНЦЕВОЙ УКУПОРОЧНОЙ ЧАСТИ | 2009 |
|
RU2478068C2 |
1
Изобретение относится к обработке металлов давлением и может быть ис- . пользовано в машиностроении для резки труб в штампах.
Известен способ резки труб плоскими ножами движущимися в двух взаимно перпендикулярных направлениях, заключающийся во внедрении одного ножа в полость трубы и срезании им шлица и окончательном разделении трубы ДРУГИМ ножом ij.
Недостатком данного способа является снижение качества срезаемой поверхности, уменьшение стойкости инструмента при.разделении труб с повышенной толщиной стенки (более 5 мм).
Цель изобретения - улучшение качества получаемых заготовок и повышение стойкости инструмента.
С указанной целью в способе резки труб плоскими ножами, движущимися в двух взаимно перпендикулярных направлениях, заключающемся во внедрении одного ножа в полость трубки и ,°срезании им шлица и окончательном разделении трубы другим ножом, предварительно производят уменьшение толщины стенки трубы в месте внедрения в нее ножа, срезающего шлиц. Уменьшение толщины стенки трубы производят посредством нагрева участ Q ка трубы токами высокой частоты и последующего воздействия на этот участок ударным заостренным инструментом.
Уменьшение толщины стенки трубы 15 может быть произведено фрезерованием.
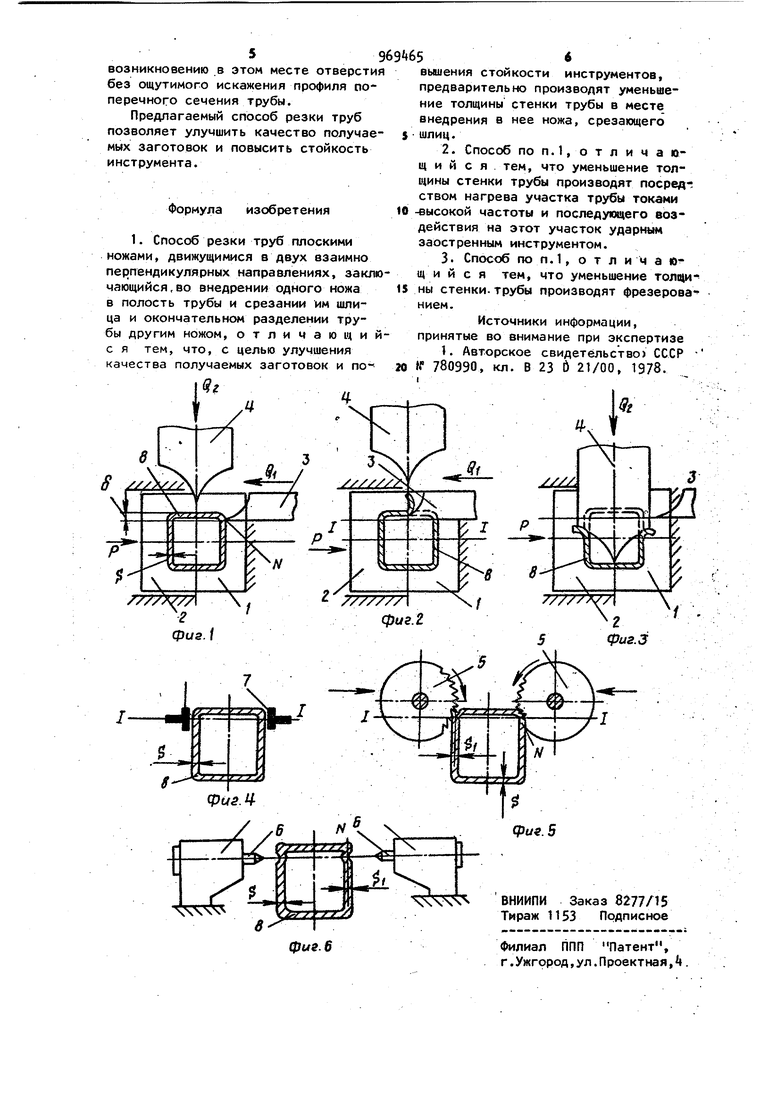
На фиг.1 изображено исходное положение заготовки и инструментов; на фиг.2 - схема срезания шлица; на фиг.З - схема разделения трубы 20 плоским ножом; на фиг. - схема процесса нагрева места внедрения ножа; на фиг.5 - схема уменьшения толщины стенки в месте внедрения ножа фрезерования; на. фиг.6 - то же, воздействием ударным заостренным инструментом. Устройство для осуществления способа содержит неподвижную матрицу 1, подвижную матрицу 2, ножи 3 и . Для уменьшения толщины стенки трубы используются фрезы 5 или ударный инструмент 6. В последующем случае для нагрева трубы могут быть применены индук-оры 7, питаемые токами высокой частоты. Резка труб двумя плоскими ножами движущимися в двух взаимно перпендикулярных направлениях, происходит следующим образом. Труба 8 квадратного сечения с толщиной стенки 5 зажимается усилием между неподвижной 1 и подвижной 2 матрицами. Кромки матрицы 2, прилегающие к ножам 3 и t, являются режущими, поэтому им необходимо обеспечить соответствующие заострения. После зажима трубы 8 движется нож 3, остаря кромка которого перемещается по, прямой , расположенной на расстоянии cf от верхней образующей профиля. Расстояние (Г несколько больше толщи иы стенки S. Нож 3 сначала с усилием Q проникает в полость трубы в точке внедрения Ы, затем отворачивает угол квадратного поперечного сечения вверх и при дальнейшем ходе снимает шлиц (фиг;2). После возвращения ножа 3 в исходное положение начинает свое движение вниз нож Ц для окончательного разделения трубы 8. Нож 4 входит в образованный ножом 3 шлиц и производит сначала усилием Q разделение по боковым стенкам квадратного профиля трубы, а затем и по данной част профиля.Когда труба разделена, нож if, возвращается в исходное положение
матрица 2-освобождает трубу и заготовку , которую удаляют.
Как видно из -схемы резки трубы двумя плоскими ножами, движущимися в двух взаимно перпендикулярных направлениях, процесс резки начинается с внедрения ножа 3 во внутрь замкнутой полости квадратной трубы в точке ;VJ . Любой процесс разделения характеризуется возникновением трещин между двумя режущими кромками, движущимися навстречу друг другу. Во время внедрения ножа 3 в полость
МОЖНО осуществить, воздействуя на эту зону сочетанием операций нагрева и ударньм заостренным инструментом. Сначала в точке .N производят нагрев зоны токами высокой частоты, как показано на фиг.2, а затем на эту нагретую зону воздействуют ударным Инструментом 6 Сфиг... Эффект понижения прочности усиливается. Нанесение удара заостренным инструментом в зону, ослабленную нагревом, приводит либо к значительному уменьшени толщины стенки в точке Н , либо к 5 . 4 трубы возникает неблагоприятная схема деформации, так как OTcyTctByeT заостренная кромка, противоположная кромке ножа 3. Заостренной кромке ножа 3 в этом случае противостоит жесткость замкнутого поперечного сечения трубы. Если жесткость поперечного сечения недостаточна, то профиль может потерять устойчивость и сомкнуться. Если толщина стенки велика , то проникновение ножа 3 вовнутрь трубы затруднено в этом случае нож испытывает наибольшие изгибающие напряжения, которые приводят его к поломке. Как правило, любое проникновение ножа приводит к искажению профилг трубы. На фиг. 4 показано понижение прочности стенки трубы за счет нагрева в точке N , где должен проникнуть нож 3 вовнутрь полсэсти трубы 8, к которой с толщиной стенки S подводят индукторы 7, питаемые токами высокой частоты.(Индукторы 7 в точке N нагревают зону до 500-800 С и тем самым снижают прочность стенки за счет снижения механических характеристик, материала трубы. Весь профиль трубы сохраняет свои механические характеристики, а в месте, куда должен проникнуть нож 3, механические характеристики снижены, следовательно, условия проникновения ножа 3 в полость трубы улучшены.. На фиг.5 в точке 1М понижают прочность стенки трубы 8 за счет уменьшения толщины с S до 5. при помощи фрезерования.- Для этого к трубе подводят фрезы 5, которые снимают часть металла и тем самым в точке внедрения ножа 3 уменьшают толщину стенки до S. Если толщина S будет изменяться от О до 1/2 5, то нож 3 без видимого искажения проникает вовнутрь трубы 8. Уменьшение прочности стенки трубы 8 в точке N внедрения ножа 3
возникновению в этом месте отверстия без ощутимого искажения профиля поперечного сечения трубы.
Предлагаемый способ резки труб позволяет улучшить качество получаемых заготовок и повысить стойкость инструмента.
Формула изобретения
высокой частоты и последующего воздействия на этот участок ударным заостренным инструментом.
щ и и с я тем, что уменьшение толщины стенки, трубы производят фрезерованием.
Источники информации, принятые во внимание при экспертизе
