Изобретение относится к обработке металлов давлением и может быть использовано в мавганостроении для резки труб.
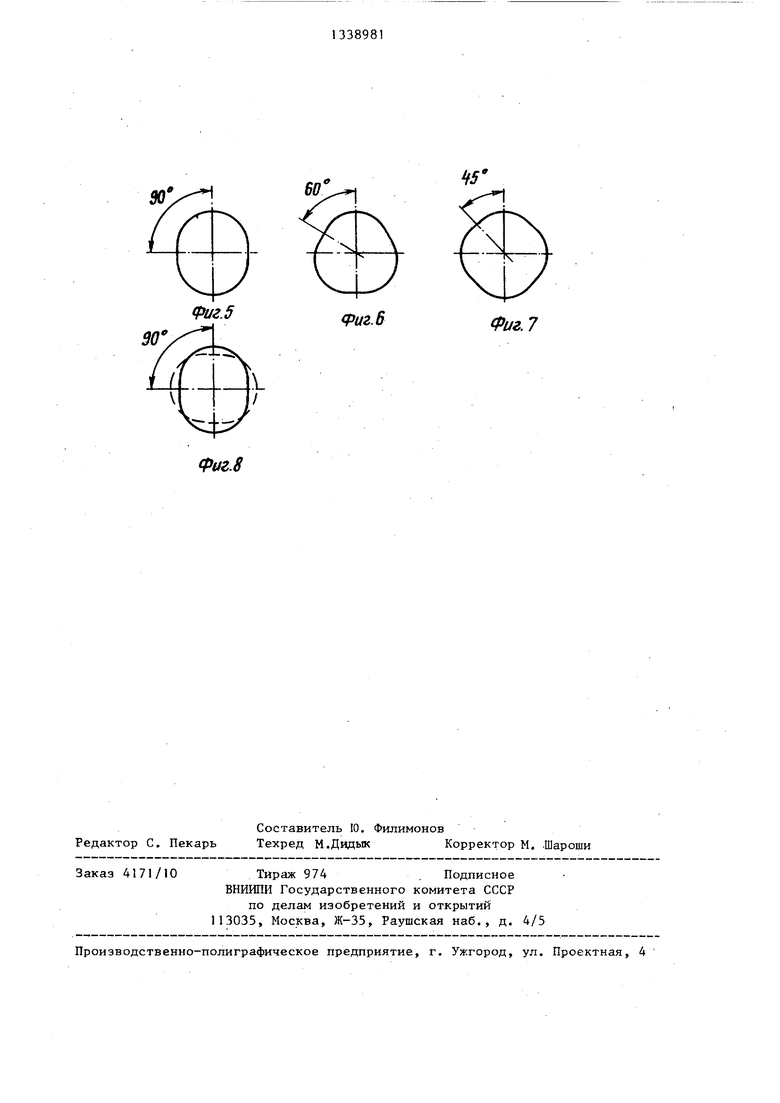
Цель изобретения - повьш1ение получаемых заготовок. На фиг.1 изображено устройство для резки труб, сечение по оси оправки; на фиг.2 - сечение А-А на фиг.; на фиг.З - сечение Б-Б на фиг.2; на фиг.4 - сечение Б-В на фиг.2; фиг.5 - овальная форма поперечного сечения ножа; на фиг.6 - трехгранная форма поперечного сечения ножа; на фиг.7 - четырехгранная форма поперечного сечения ножа; на фиг.8 - схема взаимного поворота ножей.
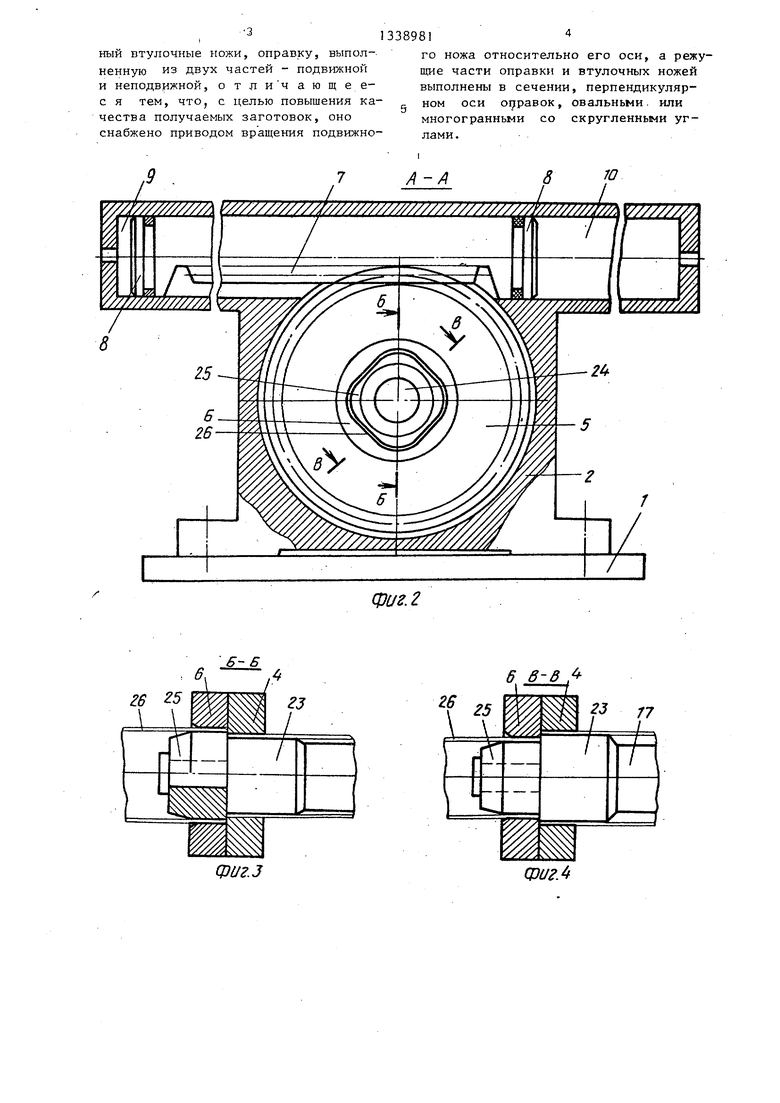
Устройство для резки труб содержит основание 1, на котором закреплены корпус 2 и стойка 3. В осевом отверстии корпуса 2 закреплен неподвижный втулочный нож 4 и смонтировано зубчатое колесо 5 с закрепленным в нем подвижным втулочным ножом 6. Зубчатый венец колеса 5 входит в зацепление с зубчатой рейкой 7, смонтированной в поперечном отверстии корпуса 2. Рейка 7 снабжена поршнями 8, образующими со стенками отверстия рабочие полости 9, 10. В стойке 2 выполнены цилиндрические полости 11, в которых установлены поршни 12, соединенные через штоки 13 с замыкателями 14 и 15, входящими в рабочем положении в кольцевую канавку 16 оправки 17, установленной по оси ножей 4 и 6 Поршни 12.отжимаются в исходное (нерабочее) положение пружинами 18. На стойке 3 смонтированы приводные ролики 19 и 20 и прижимные ролики 21 и . 22, расположенные попарно с двух сторон стойки 3. Со стороны неподвижной части 23 оправка 17 снабжена осью 24 на которой установлена подвижная часть 25. Неподвижная часть 23 оправ ки 17 и подвижная часть 25 выполнены в поперечном сечении в форме, например, эллипса или многогранника, в частности треугольника, квадрата и т.п. (фиг.5-7), со скругленными углами Отверстия в ножах 4и 6 выполнены соот- ветственно по форме сечения элемен-
тов 23 и 25 с образованием зазора между оправкой и ножами, достаточного для свободного прохода стенки трубы 26. Соприкасающиеся торцовые поверхности ножей ft, 6 к 23, 25 распо
0
5
0
ложены в обтцей плоскости Г (фиг.), перпендикулярной к оси оправки 17.
Устройство работает следующим образом.
Трубу 26 подают в направлении по стрелке Д (фиг.1) в кольцевой зазор между частями 23 и 25 оправки и ножами 4 и 6. В процессе надвига трубы 26 на оправку труба деформируется в поперечном сечении, принимая ее фор- . Подача трубы осуществляется до упора ее торца в боковые поверхности замыкателей 14 и 15, при этом полости 11 соединены с источником давления, рабочей среды. Подачей рабочей среды (жидкости под давлением или сжатого воздуха), например, в полость
9рейка 7 перемещается и поворачивает колесо 5 на определенный угол, достаточный для полного отреза трубы.
Одновременно с колесом 5 поворачивается нож 6 ножа 4 и путем перемещения волны деформация по стенке трубы
5 26 поворачивает часть 25 оправки на оси 24.
На начальной стадии поворота мат- стенка трубы 26 прорезается одновременно в нескольких местах, наQ пример при .квадратном сечении матри- . цы - в четырех местах. По мере поворота матриц зоны реза перемешаются по окружности трубы до совпадения, т.е. до полного отреза трубы. После отреза трубы полости 11 соединяют со сливом (или с наружной средой) и включают привод вращения роликов 19 и 20. Замыкатели 14 и 15, под действием пружин 18 отводятся в исходное положение, а ролики 19 и 20 снимают отрезанную заготовку 27 с оправки 17. В процессе снятия заготовки с оправки последняя фиксируется в осевом направлении с помощью ножей 4 и 6 за торцы частей 23 и 25 оправки . После снятия заготовки 27 с оправки 7 ра-- б.очую среду подают в полости 1 1 , замыкатели 14 и 15 вводятся в кольцевую канавку 16 оправки 17 и жестко фиксируют оправку в осевом направлении. Подачей рабочей среды в полость
10колесо 5 с ножом 6 возвращается
в исходное положение. Очередной цикл подачи И отрезки трубы осуществляется в аналогичной последовательности.
5
0
45
0
55
изобретения
изобр
для резки труб, содерподвижный и кеподвижный втулочные ножи, оправку, выполненную из двух частей - подвижной и неподвижной, отли чающее- с я тем, что, с целью повышения качества получаемых заготовок, оно снабжено приводом вращения подвижного ножа относительно его оси, а режущие части оправки и втулочных ножей выполнены в сечении, перпендикулярном оси оцравок, свальньми. или многогранньми со скругленными углами. .
70
,/
фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки труб | 1986 |
|
SU1375412A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 1989 |
|
RU2038927C1 |
| Устройство для резки труб | 1985 |
|
SU1328087A1 |
| Устройство для резки труб | 1985 |
|
SU1393553A1 |
| Устройство для резки труб | 1979 |
|
SU854615A1 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1985 |
|
SU1382599A1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЬНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2099165C1 |
| Штамп для резки труб | 1984 |
|
SU1201069A1 |
| Устройство для резки профильного проката | 1979 |
|
SU854616A1 |
| Устройство для резки проката круглого поперечного сечения | 1982 |
|
SU1215891A1 |
Изобретение относится к обработке металлов двалением. Цель изобретения - улучшение качества получаемых заготовок. Трубу 26 надвигают на ,оправку 17. При этом стенки трубы деформируются в пределах упругой деформации материала, принимая форму частей 23, 25 оправки 17, в поперечном сечении представляющих собой эллипс или многогранник (треугольник, квадрат и т.п.) со скругленными углами. Поворотом подвижного ножа 6 относительно неподвижного ножа 4 разрезают трубу в плоскости стыка ножей 4, 6. При этом часть 25 поворачивается на оси 24 оправки 17. Оправка 17 зафиксирована в осевом направлении ради- ально подвижными замыкателями 14, 15, входящими в кольцевую канавку 16 оправки 17. Отрезанная заготовка 27 снимается с оправки 17 приводными роликами 19, 20. Надрез трубы между режущими кромками матриц происходит одновременно в нескольких точках по окружности трубы с последующим перемещением зон реза. 8 ил. с S5 (Л .X
6 в-в,
Фиг.з
фиг А
fpU2.5
.B
Фиг. 7
fpuz.8
Редактор С. Пекарь
Составитель Ю. Филимонов
Техред М.Дидык Корректор М. .Шароши
Заказ 4171/10
Тираж 974, Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство для резки тонкостенных труб | 1981 |
|
SU958045A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
