Изобретение относится к области машиностроения, в частности к обработке металлов давлением и может быть использовано для обработки труб, в частности, для изготовления завитков, вензелей для арок, ворот, оград, решеток на окна, элитной и дачной мебели.
Известен способ получения заготовок из профильных труб, включающий придание профильной трубе заданного поперечного сечения предпочтительно по всей ее длине путем прокатывания вовнутрь части стенки трубы как минимум на двух противоположных сторонах с образованием ребер жесткости и последующую резку профильной трубы на заготовки заданной длины, отличающийся тем, что перед резкой деформируют как минимум один конец профильной трубы по непрокатанным сторонам до соприкосновения между собой ребер жесткости с образованием прямолинейного участка с переходными зонами от упомянутого участка к основному материалу, при этом для реализации указанного способа применяется устройство, содержащее верхнюю матрицу с пуансоном, выполненным с возможностью осевого перемещения в матрице, две ответные полуматрицы с ножами, установленные на расстоянии друг от друга, равном ширине пуансона в зоне реза, при этом наружный профиль матрицы и полуматриц в зоне взаимодействия с заготовкой выполнен с возможностью образования при деформировании профильной трубы в зоне реза прямолинейного участка длиной, составляющей L=l1+l2+l3, где L - общая длина образованного прямолинейного участка, l1 - длина прямолинейного участка до линии реза, l2 - длина прямолинейного участка после линии реза, l3 - ширина реза, и переходных зон от упомянутого участка к основному материалу длиной, составляющей L1=(3…6)S, где S - ширина профиля трубы (патент РФ №2565317, заявка №2013112084/02 от 18.03.2013, МПК: В21D 7/00, - прототип).
Указанный способ при помощи упомянутого устройства реализуется следующим образом. Предварительно сдеформированную трубу, на противоположных стенках которой образованы ребра, вставляют между верхней матрицей и двумя ответными полуматрицами и перемещают матрицы навстречу друг другу. При перемещении матрицы происходит деформация заготовки таким образом, что в зоне реза образуется прямолинейный или практически прямолинейный участок с переходными зонами от упомянутого участка к основному материалу. Деформацию производят до тех пор, пока ребра не соприкоснутся или практически не соприкоснутся между собой. Одновременно с деформацией, происходит резка заготовки пуансоном, выполненным с возможностью перемещения в матрице и взаимодействующим своими рабочими поверхностями с ножами.
Основными недостатками указанного способа является возможность получения только прямолинейных участков в зоне реза, что снижает эстетический вид получаемых заготовок или изделий и ухудшает их потребительские качества.
Задачей изобретения является устранение указанных недостатков и создание способа получения изделий из труб с улучшенным дизайном, применение которого позволит повысить потребительские свойства получаемых изделий.
Решение указанной задачи достигается за счет того, что в предложенном способе получения заготовок из труб, включающем придание трубе заданного поперечного сечения, предпочтительно, по всей ее длине, путем прокатывания вовнутрь части стенки трубы как минимум на двух противоположных сторонах с образованием ребер жесткости и последующее разделение трубы на заготовки, при этом перед разделением деформируют как минимум один конец трубы по непрокатанным сторонам до соприкосновения между собой ребер жесткости с образованием концевого участка с переходными зонами от упомянутого участка к основному материалу, согласно изобретению, в зоне соприкосновения между собой ребер жесткости, из упомянутых ребер выполняют декоративный элемент, как минимум, на одном конце заготовки.
В варианте применения способа декоративный элемент выполняют в виде капли.
В варианте применения способа декоративный элемент выполняют в виде волнообразной поверхности.
В варианте применения способа деформируют оба конца профильной трубы.
Для реализации указанного способа предложено устройство, содержащее матрицу с пуансоном и ножом для отделения заготовок друг от друга, при этом наружный профиль матрицы в зоне взаимодействия с заготовкой выполнен с возможностью образования при деформировании концевого участка профильной трубы переходных зон от упомянутого участка к основному материалу, в котором, согласно изобретению, на профиле матрицы и пуансона выполнены конструктивные элементы в виде выступов и соответствующих им пазов для образования декоративных элементов, как минимум, на одном конце заготовки.
В варианте исполнения выступы и соответствующие им пазы выполнены таким образом, что образуют декоративный элемент в виде капли.
В варианте исполнения выступы и соответствующие им пазы выполнены таким образом, что образуют декоративный элемент в виде волнообразной поверхности.
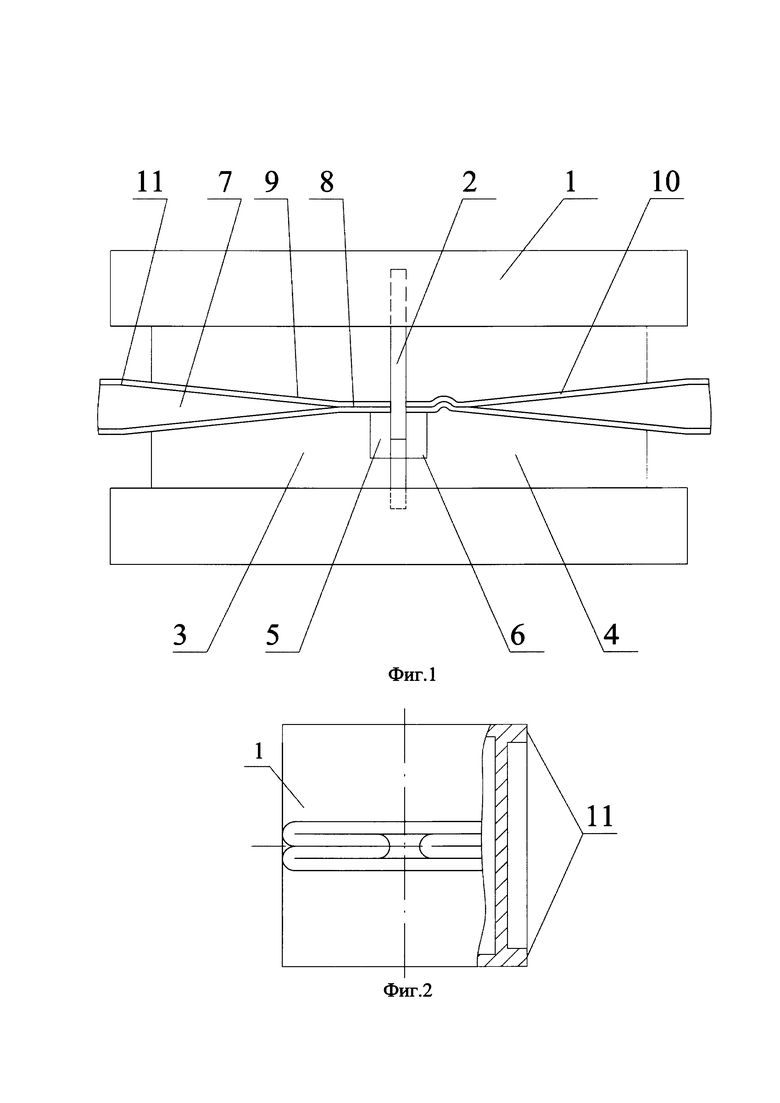
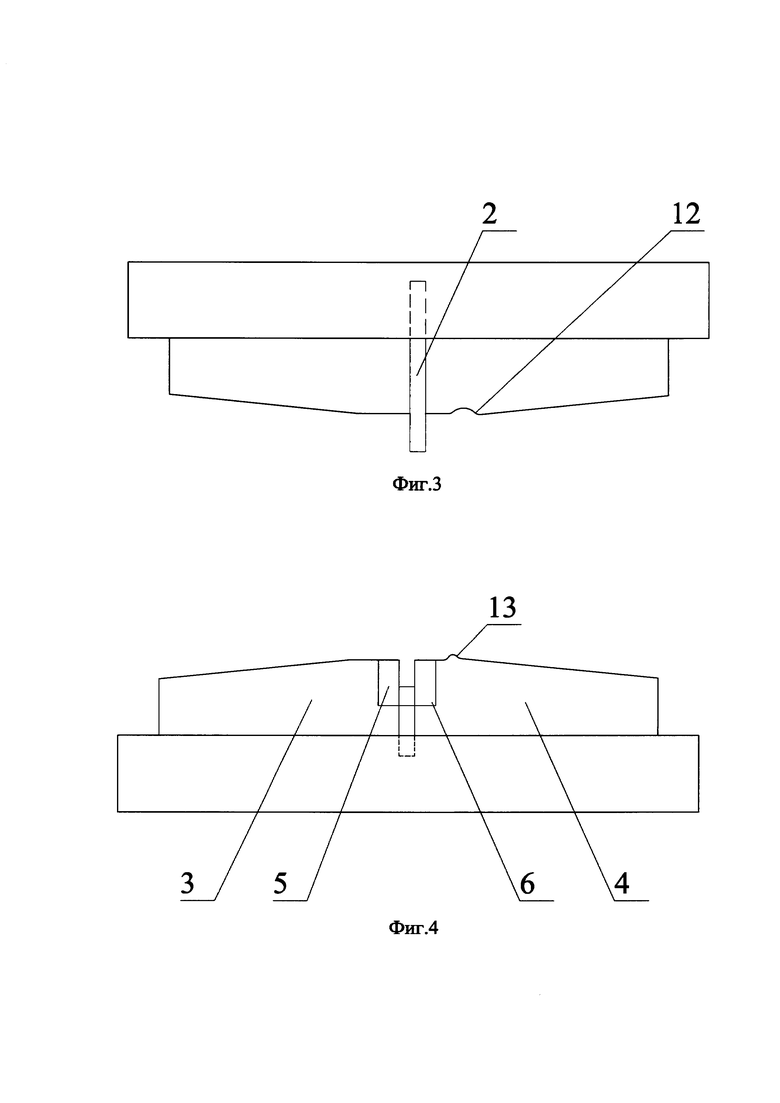
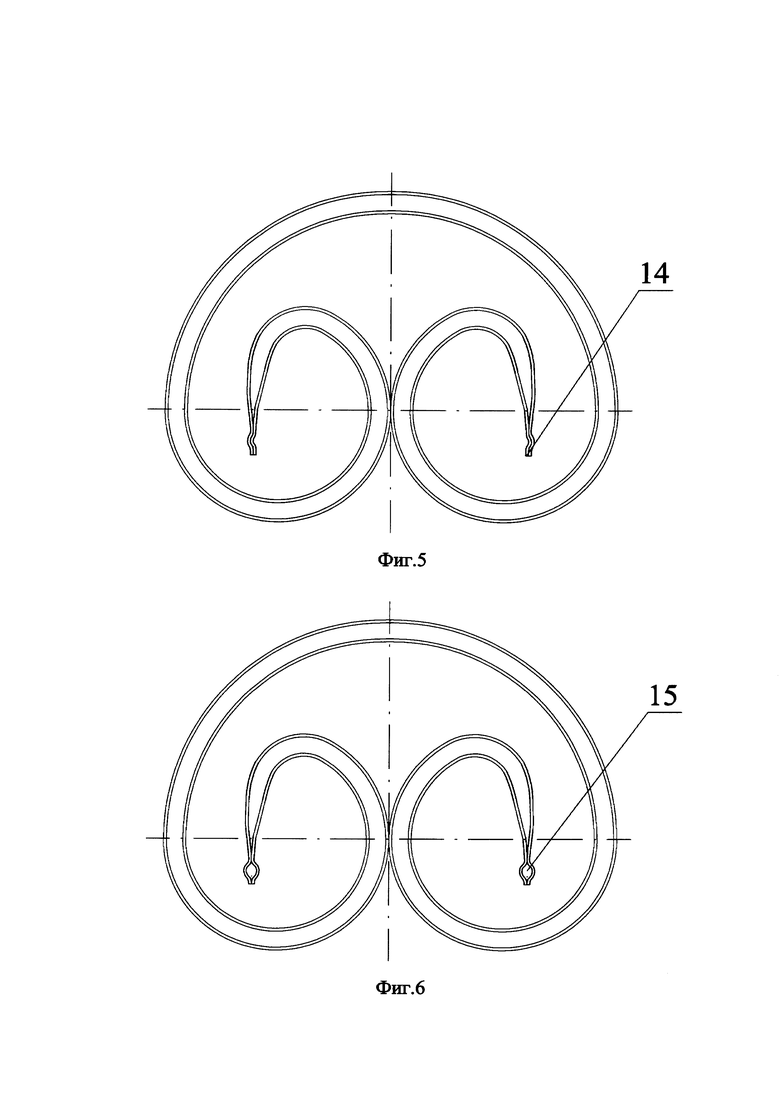
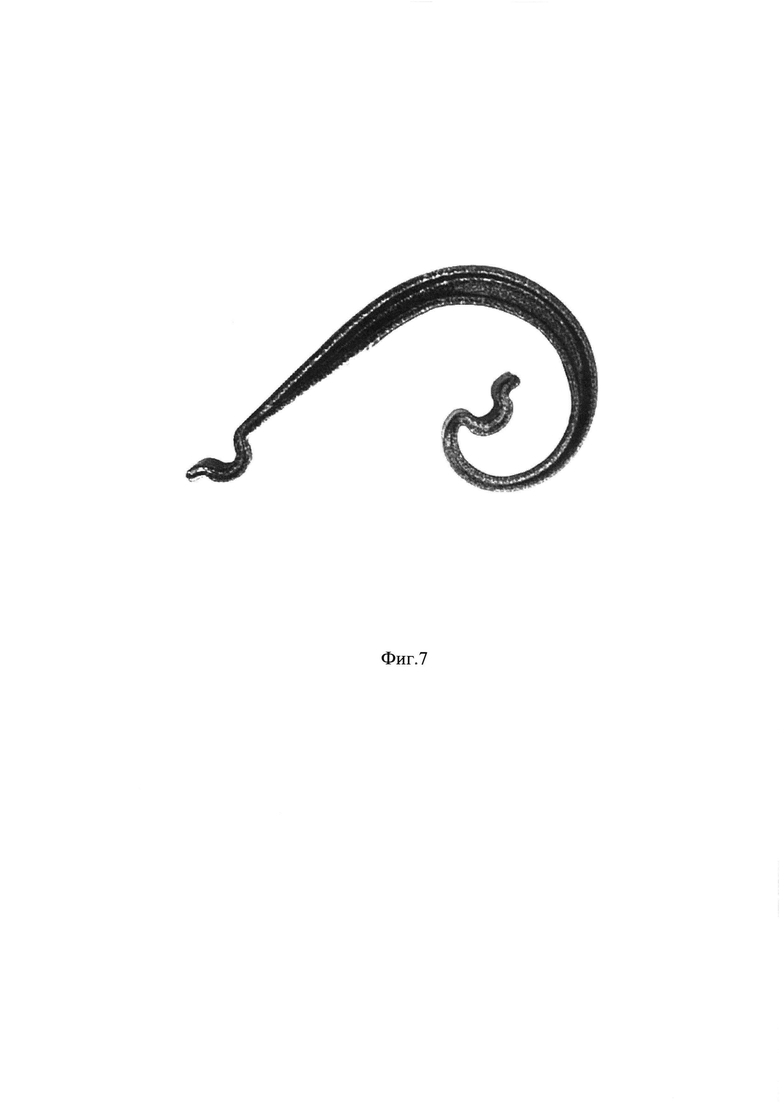
Сущность изобретения иллюстрируется чертежами, где на фиг. 1 показан общий вид устройства для деформации заготовки в зоне реза, фиг.2 - вид на заготовку со стороны реза, на фиг. 3 - верхняя матрица с ножом, на фиг. 4 - нижние полуматрицы, на фиг. 5 - изделие с декоративным элементом в виде волнообразной поверхности, на фиг. 6 - изделие с декоративным элементом в виде капли, на фиг. 7 - фотография изделия с концевыми участками труб с декоративными элементами в виде волнообразной поверхности
Для реализации указанного способа предложено устройство, содержащее матрицу 1 с пуансоном 2, выполненным с возможностью осевого перемещения в матрице 1, две ответные полуматрицы 3 и 4 с ножами 5 и 6 соответственно, установленные на расстоянии друг от друга равном или примерно равном ширине пуансона 2 в зоне реза. Наружный профиль матрицы 1 и полуматриц 3 и 4 в зоне взаимодействия с заготовкой-трубой 7 выполнен таким образом, что при деформации заготовки из трубы, в зоне реза, образуется прямолинейный 8 или практически прямолинейный участок с переходными зонами 9 и 10 от упомянутого участка к основному материалу. На заготовке 7, перед резкой, предварительно выполняют ребра 11. На матрице 1 выполнен паз 12, а на полуматрице 4 - соответствующий ей по профилю выступ 13. Изменяя форму и месторасположение паза 12 и выступа 13, можно получить любую форму декоративного элемента в зоне реза - волнообразного 14, в виде капли 15 и т.д.
Предложенный способ при помощи предложенного устройства реализуется следующим образом.
Предварительно сдеформированную трубу, на противоположных стенках которой образованы ребра 11, вставляют между верхней матрицей 1 и двумя ответными полуматрицами 3 и 4 и перемещают матрицы навстречу друг другу. При перемещении матрицы 1 происходит деформация заготовки 7 таким образом, что в зоне реза образуется прямолинейный 8 или практически прямолинейный участок с переходными зонами 9 и 10 от упомянутого участка к основному материалу. Деформацию производят до тех пор, пока ребра 11 не соприкоснутся или практически не соприкоснутся между собой. Одновременно с деформацией происходит резка заготовки 7 пуансоном 2, выполненным с возможностью перемещения в матрице 1 и взаимодействующим своими рабочими поверхностями с ножами 5 и 6.
Изменяя форму и месторасположение паза 12 и выступа 13, можно получить любую форму декоративного элемента в зоне реза - волнообразного 14, в виде капли 15 и т.д.
Проведенные автором и заявителем испытания предложенного способа получения заготовок из труб подтвердили правильность заложенных конструкторско-технологических решений и предложенных критериев.
Приведенные иллюстрации и описание признаков данного технического решения не охватывают весь спектр возможных модификаций и эквивалентных изменений, очевидных для специалиста в данной области. Следует понимать, что прилагаемая формула изобретения охватывает все возможные модификации и изменения, которые попадают в рамки сущности настоящего технического решения.
Использование предложенного технического решения позволит создать способ получения изделий из профильных труб, применение которого позволит получать заданный профиль по всей длине заготовки.
Изобретение относится к области машиностроения, в частности к обработке металлов давлением, может быть использовано для обработки профильных труб квадратного, прямоугольного сечения, в частности, для изготовления завитков, вензелей для арок, ворот, оград, решеток на окна, элитной и дачной мебели. На противоположных стенках профильной трубы образуют ребра жесткости посредством прокатки вовнутрь части стенки трубы. Осуществляют деформацию как минимум одного конца профильной трубы по непрокатанным сторонам до соприкосновения между собой ребер жесткости с образованием концевого участка с переходными зонами от упомянутого участка к основному материалу. Причем при деформации как минимум одного конца трубы в зоне соприкосновения между собой ребер жесткости на упомянутых ребрах образуют декоративный элемент. После этого профильную трубу разрезают на заготовки. Для образования декоративного элемента используют матрицы с конструктивными элементами в виде выступов и соответствующих им пазов. Повышается качество заготовок и расширяются технологические возможности. 2 н. и 5 з.п. ф-лы, 7 ил.
1. Способ изготовления из профильных труб заготовок с декоративными элементами, включающий использование профильной трубы, на противоположных стенках которой образованы путем прокатывания вовнутрь части стенки трубы ребра жесткости, деформацию как минимум одного конца профильной трубы по непрокатанным сторонам до соприкосновения между собой ребер жесткости с образованием концевого участка с переходными зонами от упомянутого участка к основному материалу и разделение профильной трубы на заготовки, отличающийся тем, что образуют декоративные элементы при деформации как минимум одного конца трубы в зоне соприкосновения между собой ребер жесткости.
2. Способ по п. 1, отличающийся тем, что декоративный элемент выполняют в виде капли.
3. Способ по п. 1, отличающийся тем, что декоративный элемент выполняют в виде волнообразной поверхности.
4. Способ по п. 1, отличающийся тем, что деформируют оба конца профильной трубы.
5. Устройство для изготовления из профильных труб заготовок с декоративными элементами, содержащее верхнюю матрицу с пуансоном для разделения профильной трубы на заготовки, две ответные полуматрицы с ножами для разделения профильной трубы на заготовки, при этом наружный профиль верхней матрицы и двух ответных полуматриц в зоне взаимодействия с заготовкой выполнен с возможностью образования при деформации конца профильной трубы переходных зон от упомянутого участка к основному материалу, отличающееся тем, что наружный профиль матрицы и двух ответных полуматриц выполнен с конструктивными элементами в виде выступов и соответствующих им пазов, обеспечивающих образование декоративных элементов.
6. Устройство по п. 5, отличающееся тем, что выступы и соответствующие им пазы наружного профиля упомянутых верхней матрицы и двух ответных полуматриц обеспечивают образование декоративного элемента в виде капли.
7. Устройство по п. 5, отличающееся тем, что выступы и соответствующие им пазы наружного профиля упомянутых верхней матрицы и двух ответных полуматриц обеспечивают образование декоративного элемента в виде волнообразной поверхности.
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| СПОСОБ ГИБКИ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365450C1 |
| УСТРОЙСТВО ДЛЯ ОТБОРА ПРОБ ИЗ ЗАКРЫТЫХ РЕЗЕВУАРОВ | 1932 |
|
SU33338A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ В МОЛОКЕ УДЕЛЬНОЙ АКТИВНОСТИ РАДИОНУКЛИДА СТРОНЦИЯ-90 ПО ДОЧЕРНЕМУ ЭЛЕМЕНТУ ИТТРИЮ-90 | 1997 |
|
RU2139534C1 |

