Изобретение относится к обработке металлов давлением и может быть использовано, например, в трубопрокатном производстве для резки труб.
Цель изобретения - повышение коэффициента использования металла, улучшения качества реза и повышение производительности за счет улучшения условий захвата отрезанных заготовок валками прошивного стана.
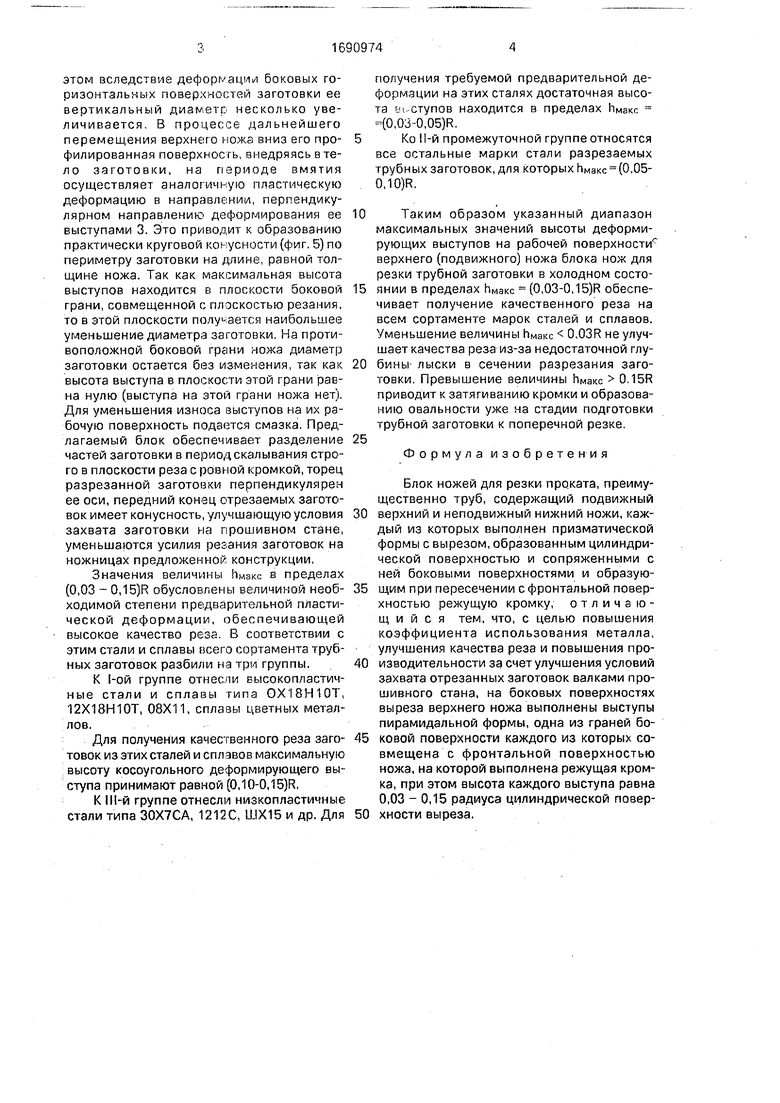
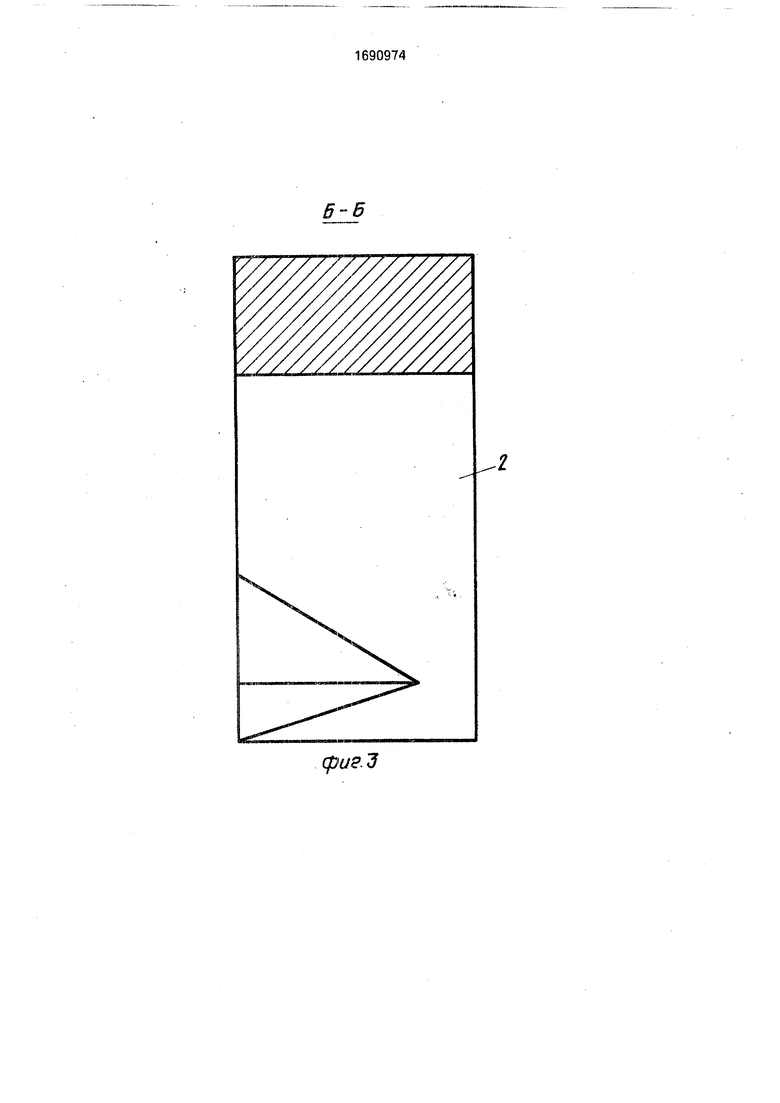
На фиг. 1 изображен общий вид блока ножей для резки проката; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - верхний нож в изометрии; на фиг. 5 - вид В на фиг. 1.
Блок ножей для резки проката содержит нижний неподвижный и верхний подвижный нож 1. Корпус ножа 1 имеет прямоугольную форму с профилем рабочей поверхности 2 в виде полуцилиндра, очерченного радиусом R, близким к радиусу разрезаемой трубной заготовки. У основания профилированной рабочей поверхности имеется два деформирующих выступа 3 пирамидальной формы, высота которых изменяется по толщине ножа от Ннакс (0,03- 0,15)R на фронтальной поверхности 4, находящейся в плоскости реза, до нуля на противоположной боковой грани 5.
Разрезание заготовки ножами предлагаемой конструкции осуществляется следующим образом. В процессе перемещения верхнего ножа 1 вниз с момента встречи его с заготовкой выступы 3 деформируют горизонтальные сечения заготовки, образуя на ее боковых поверхностях конические лыски. Максимальные углубления конических лы- сок в тело заготовки равны максимальной высоте выступов Ьмакс (0,03 - 0,15)R, находятся в плоскости резания и выбираются в зависимости от пластических характеристик металла разрезаемой заготовки. При
О
ю о чэ VI
этом вследствие деформации боковых горизонтальных поверхностей заготовки ее вертикальный диаметр несколько увеличивается. В процессе дальнейшего перемещения верхнего ножа вниз его профилированная поверхность, внедряясь в тело заготовки, на периоде вмятия осуществляет аналогичную пластическую деформацию в направлении, перпендикулярном направлению деформирования ее выступами 3. Это приводит к образованию практически круговой конусности (фиг. 5) по периметру заготовки на длине, равной толщине ножа. Так как максимальная высота выступов находится в плоскости боковой грани, совмещенной с плоскостью резания, то в этой плоскости получается наибольшее уменьшение диаметра заготовки. На противоположной боковой грани ножа диаметр заготовки остается без изменения, так как высота выступа в плоскости этой грани равна нулю (выступа на этой грани ножа нет). Для уменьшения износа выступов на их рабочую поверхность подается смазка, Предлагаемый блок обеспечивает разделение частей заготовки в период скалывания строго в плоскости реза с ровной кромкой, торец разрезанной заготовки перпендикулярен ее оси, передний конец отрезаемых заготовок имеет конусность, улучшающую условия захвата заготовки на прошивном стане, уменьшаются усилия резания заготовок на ножницах предложенной конструкции.
Значения величины Ьмакс в пределах (0,03 - 0,15)R обусловлены величиной необходимой степени предварительной пластической деформации, обеспечивающей высокое качество реза. В соответствии с этим стали и сплавы всего сортамента трубных заготовок разбили на три группы.
К 1-ой группе отнесли высокопластичные стали и сплавы типа ОХ18Н10Т, 12Х18Н10Т, 08X11, сплавы цветных металлов.
Для получения качественного реза заготовок из этих сталей и сплавов максимальную высоту косоугольного деформирующего выступа принимают равной (0,10-0,15)R.
КII 1-й группе отнесли низкопластичные стали типа ЗОХ7СА, 1212С, ШХ15 и др. Для
получения требуемой предварительной деформации на этих сталях достаточная высота вь.ступов находится в пределах Ьмакс (0,03-0,05)R,
Ко промежуточной группе относятся
все остальные марки стали разрезаемых трубных заготовок, для которых Ьмакс (0,05- 0,10)R.
Таким образом указанный диапазон максимальных значений высоты деформирующих выступов на рабочей поверхности1 верхнего (подвижного) ножа блока нож для резки трубной заготовки в холодном состоянии в пределах Ьмакс (0,03-0,15)R обеспечивает получение качественного реза на всем сортаменте марок сталей и сплавов. Уменьшение величины Ьмакс 0,03R не улучшает качества реза из-за недостаточной глубины- лыски в сечении разрезания заготовки. Превышение величины Ьмакс 0.15R приводит к затягиванию кромки и образованию овальности уже на стадии подготовки трубной заготовки к поперечной резке.
Формула изобретения
Блок ножей для резки проката, преимущественно труб, содержащий подвижный
верхний и неподвижный нижний ножи, каждый из которых выполнен призматической формы с вырезом, образованным цилиндрической поверхностью и сопряженными с ней боковыми поверхностями и образующим при пересечении с фронтальной поверхностью режущую кромку, отличающийся тем, что, с целью повышения коэффициента использования металла, улучшения качества реза и повышения производительности за счет улучшения условий захвата отрезанных заготовок валками прошивного стана, на боковых поверхностях выреза верхнего ножа выполнены выступы пирамидальной формы, одна из граней боковой поверхности каждого из которых совмещена с фронтальной поверхностью ножа, на которой выполнена режущая кромка, при этом высота каждого выступа равна 0,03 - 0,15 радиуса цилиндрической поверхности выреза.
I 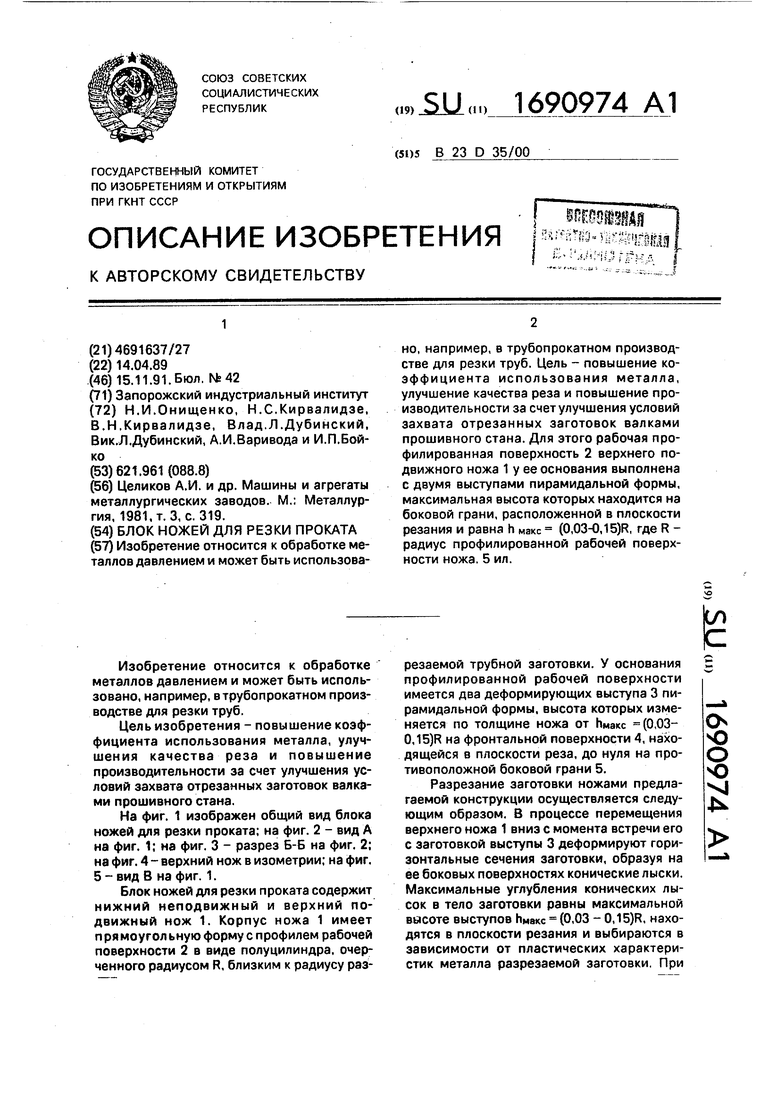
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечной резки трубных заготовок | 1986 |
|
SU1362571A1 |
| Ножницы для резки труб | 1986 |
|
SU1386385A1 |
| Технологический инструмент косовалкового прошивного стана | 1990 |
|
SU1796306A1 |
| СПОСОБ РЕЗКИ ТРУБ КВАДРАТНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2513560C2 |
| СПОСОБ РЕЗКИ ТРУБ КВАДРАТНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2513668C2 |
| Блок ножей для резки проката | 1980 |
|
SU941021A1 |
| Сортовые кривошипные ножницы | 1984 |
|
SU1146144A1 |
| Ножницы для резки заготовок круглого сечения | 1988 |
|
SU1685633A1 |
| Пневматический зацентровщик трубной заготовки | 1986 |
|
SU1388125A1 |
| Установка для резки листового проката | 1983 |
|
SU1074669A1 |

Изобретение относится к обработке металлов давлением и может быть использовано, например, в трубопрокатном производстве для резки труб. Цель - повышение коэффициента использования металла, улучшение качества реза и повышение производительности за счет улучшения условий захвата отрезанных заготовок валками прошивного стана. Для этого рабочая профилированная поверхность 2 верхнего подвижного ножа 1 у ее основания выполнена с двумя выступами пирамидальной формы, максимальная высота которых находится на боковой грани, расположенной в плоскости резания и равна h макс (0,03-0,15)R, где R - радиус профилированной рабочей поверхности ножа. 5 ил.
Фиг.1
ЪиЗА
Qiaax
6-6
фиг.З
hmrflWI-VUK
фиг 4
8 ид В
Ь/ла(0,03...0,15)Кз
Щи г. 5
5
О/
hmax fOf03...0f15)#
| Целиков А.И | |||
| и др | |||
| Машины и агрегаты металлургических заводов | |||
| М,: Металлургия | |||
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для определения при помощи радиосигналов местоположения движущегося предмета | 1921 |
|
SU319A1 |
