ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
[001] Настоящая заявка притязает на приоритет, зарезервированный патентной заявкой США №12/397189, поданной 3 марта 2009 года и ссылкой полностью включенной в настоящую заявку.
ОБЛАСТЬ ИЗОБРЕТЕНИЯ
[002] Это изобретение относится к способу и соответствующему устройству для непрерывного производства строительных панелей с использованием схватывающегося теста и, в частности, к усовершенствованному устройству напорного ящика устройства подачи жидкого теста, используемого при изготовлении армированных цементных панелей, именуемых в настоящем описании строительными цементными панелями (СЦП), в которых волокна объединяются с быстросхватывающимся тестом для обеспечения изгибной прочности.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[003] В строительной промышленности цементные панели используются для обустройства фасадов и отделки интерьеров жилых и/или торговых помещений и сооружений. К преимуществам этих панелей относится устойчивость к влаге по сравнению со стандартным гипсокартонным листом гипсовой сухой штукатурки. Однако недостатком этих обычных панелей является то, что они не обладают достаточной конструктивной прочностью в такой степени, чтобы эти панели могли быть сравнимыми (если не прочнее, чем они) со строительной фанерой или ориентированно-стружечной плитой (ОСП).
[004] Обычно цементная панель содержит, по меньшей мере, один слой затвердевшего цементного композитного слоя между слоями армирующего или стабилизирующего материала. В некоторых случаях этим армирующим или стабилизирующим материалом является сетка из стекловолокна или эквивалент. Эта сетка обычно наносится с рулона листом на слои схватывающегося теста или между ними. Примеры технологии производства, используемой при изготовлении обычных цементных панелей, приведены в патентах США №№4420295, 4504335 и 6176920, описание изобретения из которых ссылкой включается в настоящее описание. Кроме того, другие гипсоцементные составы раскрыты в общих чертах в патентах США №№5685903, 5858083 и 5958131.
[005] В патенте США №6620487 выданном Тоnуаn, описание изобретения из которого ссылкой полностью включается в настоящее описание, описывается армированная, легкая, размерно-устойчивая панель, способная выдерживать поперечные нагрузки, будучи прикрепленной к рамной конструкции, равные или превосходящие поперечные нагрузки, обеспечиваемые фанерой или панелями из ориентированно-стружечной плиты. В панели используется сердцевина из непрерывной фазы, полученной выдерживанием водной смеси альфа-полугидрата кальция сульфата, гидравлического цемента, активного пуццолана и извести, причем эта непрерывная фаза армирована щелочестойким стекловолокном и содержит керамические микросферы или смесь керамических и полимерных микросфер, или получается из водной смеси, имеющей массовое отношение вода/реактивный порошок 0,6/1-0,7/1, или представляющая собой их сочетание. По меньшей мере, одна наружная поверхность этих панелей может содержать выдержанную непрерывную фазу, армированную стекловолокном и содержащую достаточно полимерных сфер для улучшения гвоздимости или изготовленную с отношением вода/реактивные порошки для обеспечения эффекта, подобного полимерным сферам, или их сочетание.
[006] В публикации патентной заявки США 2005/0064055, выданном Porter, заявка №10/665541, описание изобретения из которой ссылкой полностью включается в настоящее описание, описывается устройство заделки для использования в линии по производству строительных панелей, в котором жидкое тесто транспортируется на движущемся несущем элементе относительно опорной рамы, и на жидкое тесто укладываются измельченные волокна; устройство содержит первый удлиненный вал, прикрепленный к опорной раме и имеющий первые несколько дисков, отстоящих друг от друга в осевом направлении, второй удлиненный вал, прикрепленный к опорной раме и имеющий вторые несколько дисков, отстоящих друг от друга в осевом направлении, расширяющаяся часть первого вала расположена относительно второго вала так, что диски первого вала входят между дисками второго вала. Такое относительное положение улучшает заделку волоков в жидкое тесто, а также предотвращает забивание устройства преждевременно схватившимися частицами жидкого теста.
[007] В публикации патентной заявки США 2005/0064164, выданной Dubey и соавторам, заявка №10/666294, описание изобретения из которой ссылкой полностью включается в настоящее описание, описывается многослойный способ производства строительной цементной панели, включающий: (а) стадию, на которой обеспечивают движущееся полотно; (б) стадию, на которой (1) на полотно укладывают первый слой отдельных свободных волокон, после чего на полотно укладывают слой схватывающегося теста, или (2) на полотно укладывают слой схватывающегося теста; (в) стадию, на которой на жидкое тесто укладывают второй слой отдельных свободных волокон; (г) стадию, на которой активно заделывают указанный второй слой отдельных свободных волокон в жидкое тесто для распределения указанных волокон по всему тесту, и (д) стадию, на которой повторяют стадии (2)-(г), пока не получают требуемое число слоев схватывающегося теста, армированного волокном, и так, что волокна распределяют по всей панели. Предлагаются также строительная панель, изготовленная предложенным способом, устройство, подходящее для производства строительных цементных панелей в соответствии с предложенным способом и строительная цементная панель, имеющая несколько слоев, причем каждый слой создан укладкой слоя схватывающегося теста на движущееся полотно, укладкой волокон на жидкое тесто и заделкой волокон в жидкое тесто так, что каждый слой образуется как одно целое с прилегающими слоями.
[008] В патенте США №6986812, выданном Dubey и соавторам, описание изобретения из которого ссылкой полностью включается в настоящее описание, описывается устройство подачи жидкого теста, предназначенное для использования в линии по производству панелей СЦП или для подобного применения, в котором при производстве строительных панелей или плит используются схватывающиеся жидкие теста. Устройство содержит основной дозирующий валик и дополнительный валик, расположенные рядом и параллельно друг другу с зазором между ними, в котором поддерживается подача жидкого теста. Оба валика предпочтительно вращаются в одном направлении, и при этом жидкое тесто вытягивается из зазора по дозирующему валику, чтобы укладываться на движущееся полотно линии по производству панелей СЦП. Для поддерживания требуемой толщины жидкого теста в непосредственной технологической близости от основного дозирующего валика предусмотрен валик регулирования толщины.
[009] В публикации патентной заявки США №2006/0174572, выданной Тоnуаn и соавторам, описание изобретения из которой ссылкой полностью включается в настоящее описание, описываются негорючие металлические рамные системы для панелей СЦП для стен-диафрагм.
[010] В патенте США №6248214, выданном Stotz и соавторам, описывается поворотный напорный ящик для бумагоделательной машины. См. столбец 7, строки 14-46, относящиеся к ФИГ.2, ось 24а, предусмотренная в зоне сопловой части или выпускного отверстия 15 потока так, что соответствующий угол потока из сопла меняется. В напорном ящике за авторством Stotz, который больше похож на экструзионное устройство, чем на напорный ящик открытого типа, для регулирования угла наклона используется цилиндр под напорным ящиком (позиция 12), и он очень ограничен в регулировании угла наклона по сравнению со степенью регулирования простым рычагом на поворотном валу напорного ящика, используемого в настоящем изобретении.
[011] В патенте США №4479987, выданном Koepke и соавторам, описывается свободно падающая завеса 4 жидкости, которая с боков направляется двумя листами материала через очень ограниченную зону, определяемую держателями 9 завесы, которые расположены вертикально (столбец 6, строки 58-59). Это устройство не действовало бы с жидким цементным тестом, которое содержит комки и каменную мелочь и которое быстро схватывается. Это устройство вызвало бы забивание зоны между завесами, что привело бы к прерванной завесе жидкого теста, укладываемого на полотно. Способность вертикальных завес поворачиваться без разрыва завесы объясняется, главным образом, использованием вспомогательной жидкости, подаваемую по подводящему трубопроводу 10. Это решение было бы практически неосуществимым в случае агрессивного жидкого цементного теста, используемого в настоящем изобретении.
[012] В патенте США №4420371, выданном Dahl и соавторам, описывается поворотное устройство напорного ящика бумагоделательной машины, в котором используется невыпадающий вал, проходящий через обычный подшипник, или иное средство для вращения, приводимое подъемным приспособлением или цилиндром в задней части машины, по сравнению с простым ручным рычагом, прикрепленным к поворотному шкворню в настоящем изобретении. Поворотный шкворень в настоящем изобретении установлен в вилке, которая допускает перемещение только вверх и вниз для легкого извлечения устройства из линии, но не позволяет устройству перемещаться в направлении конвейерной ленты. Кроме того, напорный ящик за авторством Dahl предназначен для изоляции напорного ящика от вибрации от соседнего оборудования в отличие от предлагаемого напорного ящика, предназначенного для вибрирования, чтобы поддерживать поток и распределение жидкого теста в напорном ящике.
[013] В патенте США №4165211, выданном Ebeling и соавторам, описывается устройство для нанесения жидкой пенящейся реакционной смеси на непрерывно движущуюся опору. В соответствии с одним конкретным вариантом осуществления, распределительный канал предназначен для поворота относительно оси, проходящей поперек конвейерной ленты (столбец 2, строки 53-58). Это поворотное действие позволяет регулировать объем в распределительном канале и, следовательно, время промежуточного хранения реакционной смеси в канале (см. фиг.1 и столбец 3, строки 31-47). Устройство за авторством Ebeling позволит тяжелым частицам цемента в конечном итоге осесть, заполняя радиус закругления дна напорного ящика вплоть до выпускной кромки. В настоящем изобретении для регулирования формы выпускного потока напорного ящика используется сочетание вибрации и угла напорного ящика. Угол наклона используется для обеспечения непрерывного выпуска материала из напорного ящика для обеспечения поддерживания завесы. Точка поворота на предлагаемом напорном ящике расположена так, чтобы уменьшить изменение расстояния между носком слива и образовываемым изделием по сравнению с устройством за авторством Ebeling, в котором точка поворота находится приблизительно в центре напорного ящика. Поворотное действие устройства за авторством Ebeling лишь регулирует поток устройства и не позволяет немедленно сваливать содержимое напорного ящика на ленту, как в настоящем изобретении.
[014] В патенте США №3360392, выданном Mod и соавторам, описываются резервуар 38 и слив 39 (фиг.2 и столбец 2, строки 63-70). Напорный ящик за авторством Mod не предусматривает поворот напорного ящика или вибрацию напорного ящика для поддерживания потока и распределения жидкого теста в напорном ящике для обеспечения укладки непрерывной завесы жидкого теста на полотно, как в настоящем изобретении.
[015] При изготовлении панелей СЦП важной стадией является подача жидкого цементного теста в производственную линию. Существует потребность в усовершенствованных устройствах подачи жидкого цементного теста, чтобы повысить скорость изготовления и сократить простои.
[016] Кроме того, существует потребность в усовершенствованном способе и/или соответствующем устройстве для производства армированных волокном цементных панелей, которые дают в результате панель с конструктивными свойствами, сравнимыми с таковыми строительной фанеры и ОСП, и которые сокращают простои производственной линии. Кроме того, существует потребность в способе и/или соответствующем устройстве для производства таких строительных цементных панелей, которые более эффективно используют составляющие материалы для снижения издержек производства по сравнению с обычными способами производства.
[017] Кроме того, вышеописанные цементные строительные панели, называемые также СЦП, предпочтительно конструктивно исполнены такими, чтобы в строительной среде иметь характеристики, аналогичные фанере и ОСП. Таким образом, панели СЦП предпочтительно являются гвоздимыми и могут резаться или обрабатываться с использованием обычных пил и иных обычных столярно-плотничных инструментов. Кроме того, панели СЦП должны отвечать требованиям строительных норм и правил в части сопротивления сдвигу, несущей способности, вызываемого водой расширения и стойкости к горению, что должно проверяться признанными испытаниями, такими, как по стандартам Американского общества по испытанию материалов ASTM E72, ASTM 661, ASTM С 1185 и ASTM E136 или эквивалентными, применимыми к листам строительной фанеры.
[018] Усовершенствования, отмеченные в совместно рассматриваемой публикации патентной заявки США №2008/0099171 А1, позволяют получить напорный ящик, который обеспечит устойчивое и однородное тесто. Однако с этой технологией связаны некоторые проблемы и недостатки, среди которых можно отметить многочисленные электрические органы управления (2 электродвигателя и 2 концевых выключателя), большие размеры в плане примерно 3 линейных фута на линии, что загораживает физический и визуальный доступ к зоне формовки (что может позволить дефектам в течение продолжительного времени оставаться незамеченными), утечки жидкого теста, на концах валиков и между валиками (из-за износа и невозможности предусмотреть надежные методы уплотнения), неадекватное перемешивание и перемещение жидкого цементного теста в напорном ящике с использованием вращающихся валиков для перемещения жидкого цементного теста в напорном ящике, трудная чистка из-за используемых материалов и сложность напорного ящика, обуславливающая высокую заводскую себестоимость.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[019] Настоящее изобретение выполняет ту же задачу, что и старый напорный ящик жидкого цементного теста, а именно: создание равномерного и непрерывного напускаемого полотна жидкого цементного теста по всей ширине создаваемого изделия. В соответствии с настоящим изобретением, эта задача выполняется без электродвигателей и концевых выключателей, с размером в плане примерно 1,5 линейного фута, значительно повышенным физическим и визуальным доступом к зоне формования, более интенсивными перемешиванием жидкого теста в напорном ящике с использованием силы подачи жидкого теста в напорный ящик, с более легкой чисткой и полным устранением утечки жидкого теста примерно при 10% стоимости первоначальной конструкции.
[020] Настоящее изобретение дает пользователю возможность быстро менять угол напорного ящика (при необходимости в этом) при сохранении расстояния между кончиком и изделием (обычно, чтобы поддерживать полотно жидкого теста непрерывным, расстояние между кончиком и изделием должно быть примерно 1 дюйм (25 мм)).
[021] Кроме того, настоящее изобретение дает пользователю возможность сразу же сбрасывать жидкое тесто в случае остановки линии посредством наклона напорного ящика с использованием простого рычага на одном из шкворней на боковой стенке напорного ящика и немедленно удалять напорный ящик из открытых вилочных опор для шкворней по обе стороны производственной линии без помощи инструментов.
[022] Настоящее изобретение изготовлено из металла, обычно, из нержавеющей стали, имеет простые боковины, выполненные или механически прикрепленные, и весь напорный ящик может подвергаться вибрации с использованием широкодоступных вибраторов (пневматических или электрических). Вибрация обеспечивает равномерный поток жидкого цементного теста из напорного ящика и помогает минимизировать нарастание преждевременно схватившегося цемента на боковых стенках и дне напорного ящика.
[023] Преимущественно, предлагаемый напорный ящик легко перемещать и чистить; он содержит минимум подвижных частей; очень долговечен; физически намного меньше существующих устройств, благодаря чему обеспечивает большой необходимый физический и визуальный доступ к зоне вокруг напорного ящика; и намного ниже по себестоимости по сравнению с существующими устройствами напорных ящиков.
[024] Настоящее изобретение предоставляет устройство подачи жидкого теста (обычно известное как «напорный ящик») для использования при укладке жидкого теста на подвижное полотно линии по производству строительных цементных панелей (панель СЦП) или подобных изделий, на которых схватывающиеся жидкие теста используются для производства армированных волокном строительных панелей или плит.
[025] В устройстве подачи жидкого теста используется шланг подачи жидкого теста, установленный на подвижной тележке, перемещающейся вперед-назад вдоль длины напорного ящика, предназначенный для подачи жидкого теста с требуемой силой, чтобы постоянно перемешивать и перемещать жидкое тесто в напорном ящике, когда оно проходит через слив на формующее полотно. Эта упрощенная конструкция позволяет избежать необходимости во вращающихся валиках, включая основной дозирующий валик и дополнительный валик, расположенные рядом и параллельно друг другу в напорном ящике и обычно поперек направления движения полотна, для перемешивания жидкого теста и перемещения жидкого теста из напорного ящика на формующее полотно. Кроме того, эта упрощенная конструкция устраняет необходимость в приводной системе в напорном ящике для привода дозирующего валика и дополнительного валика в одном направлении.
[026] Напорный ящик оборудован вибратором, обычно прикрепленным к задней стенке напорного ящика с подключенной к нему гидравлической линией, для передачи вибрации на стенки напорного ящика. Это помогает избежать нарастания жидкого теста на концах напорного ящика и преждевременного осаждения жидкого цементного теста в напорном ящике.
[027] Благодаря использованию вибратора для прикладывания поперечных сил к жидкому тесту в напорном ящике, предлагаемый способ обеспечивает жидкое цементное тесто с лучшей текучестью. Это помогает получить равномерную укладку жидкого теста на движущееся полотно без преждевременного схватывания в более широком диапазоне растворов цемента и воды и пределов водоцементного отношения. Настоящее изобретение преимущественно позволяет избежать значительного нарастания схватывания цементного теста в углах напорного ящика.
[028] Типично, устройство подачи жидкого теста используется в многослойном способе производства строительных цементных панелей (СЦП или панелей СЦП) и СЦП, изготовленных этим способом. После первоначальной укладки свободно распределенных, измельченных волокон или слоя жидкого цементного теста на движущееся полотно на слой жидкого теста укладываются волокна. Устройство заделки тщательно вмешивает свежеуложенные волокна в жидкое тесто так, чтобы волокна были равномерно распределены по всему тесту, после чего добавляются дополнительные слои жидкого цементного теста, затем измельченные волокна с дальнейшей заделкой. Процесс повторяется для каждого требуемого слоя панели. По завершении панель имеет более равномерно распределенный волоконный компонент, что дает в результате относительно прочные панели без необходимости в толстых каркасах из армирующего волокна, используемых в известных технологиях производства цементных панелей.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКОГО МАТЕРИАЛА
[029] ФИГ.1 представляет собой схематический вид сбоку линии по производству панелей СЦП, подходящей для использования с предлагаемым напорным ящиком для жидкого теста.
[030] ФИГ.1А представляет собой вид типичной системы смесителя жидкого теста, перекачивающей жидкое цементное тесто в предлагаемый напорный ящик.
[031] ФИГ.1В представляет собой вид формующего устройства в виде маячной пластины для использования при формовании жидкого теста на полотне после укладки жидкого теста на производственную линию из предлагаемого напорного ящика для жидкого теста.
[032] ФИГ.2 представляет собой частичный вертикальный разрез строительной цементной панели, изготовленной в соответствии с предлагаемым способом.
[033] ФИГ.3 представляет собой вид сбоку типичного смесителя для жидкого теста, который может использоваться с предлагаемым напорным ящиком для подачи жидкого теста.
[034] ФИГ.4 - это фотоснимок вида сбоку предлагаемого напорного ящика для жидкого цементного теста, установленного на направляющих производственной линии.
[035] ФИГ.5 - это фотоснимок вида спереди в перспективном изображении предлагаемого напорного ящика жидкого цементного теста при работе на производственной линии.
[036] ФИГ.6 представляет собой вид в перспективном изображении предлагаемого напорного ящика со шкворнями, установленными в вертикальной вилке.
[037] ФИГ.7 представляет собой еще один вид в перспективном изображении задней части предлагаемого напорного ящика, на котором показан вибратор, установленный на задней стенке предлагаемого напорного ящика.
[038] ФИГ.8 представляет собой схематический вид сбоку еще одного варианта осуществления линии по производству панелей СЦП, подходящей для использования с предлагаемым напорным ящиком для жидкого теста.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[039] Обратимся теперь к ФИГ.1, на которой схематически показана и обозначена общей позицией 10 линия по производству строительных панелей. Производственная линия 10 содержит опорную раму или формовочный стол 12, имеющий несколько ножек 13 или других опор. На опорной раме 12 предусмотрен несущий элемент 14, такой, как бесконечная подобная резине конвейерная лента с гладкой водонепроницаемой поверхностью, хотя могут использоваться и пористые поверхности. Как хорошо известно в данной области техники, опорная рама 12 может изготавливаться по меньшей мере из одного подобному столу сегмента, который может содержать указанные ножки 13 или иную опорную конструкцию. Кроме того, опорная рама 12 содержит основной ведущий вал 16 на дальнем конце 18 рамы и натяжной вал 20 на ближнем конце 22 рамы. Кроме того, для поддерживания требуемого натяжения и позиционирования несущего элемента 14 на валах 16, 20 обычно предусматривается, по меньшей мере, одно устройство 24 для направления и/или натяжения ленты. В этом варианте осуществления панели СЦП изготавливаются непрерывно по мере продвижения движущегося несущего элемента в направлении «Т» от ближнего конца 22 к дальнему концу 18.
[040] В этом варианте осуществления для поддерживания жидкого теста до схватывания может предусматриваться и укладываться на несущий элемент 14 для его защиты и/или поддерживания его чистым полотно 26 из крафт-бумаги, прокладочной бумаги или пластика.
[041] Однако, предусматривается также, что вместо непрерывного полотна 26 на несущий элемент 14 могут укладываться отдельные листы (не показаны) из относительно жесткого материала, например, листы из полимерного пластика.
[042] Предусматривается также, что панели СЦП, изготавливаемые на предлагаемой линии 10, формуются непосредственно на несущем элементе 14. В этом случае предусматривается, по меньшей мере, один промывочный аппарат 28 для ленты. Несущий элемент 14 перемещается вдоль опорной рамы 12 сочетанием электродвигателей, шкивов, ремней или цепей, которые приводят основной ведущий вал 16, как известно в данной области техники. Предусматривается, что скорость несущего элемента 14 может варьировать в зависимости от изготавливаемого изделия.
ИЗМЕЛЬЧИТЕЛЬ
[043] В настоящем изобретении изготовление строительной цементной панели (панели СЦП) начинается с укладки свободных измельченных волокон 30 размером примерно один дюйм (25,4 мм) на пластиковый несущий элемент на формующем полотне 26. Для предлагаемой линии 10 могут предусматриваться самые разные устройства для укладки и измельчения волокон. Например, в одной типичной системе используется стойка 31, удерживающая несколько катушек 32 стекловолоконного корда, с каждой из которых отрезок или жилка 34 волокна подается в измельчительную станцию или измельчительное устройство, называемое также измельчителем 36. Обычно в каждую из станций измельчителя подаются несколько пучков стекловолокна.
[044] Измельчитель 36 содержит оснащенный лезвиями вращающийся вал 38, из которого в радиальном направлении выступают лезвия 40, проходящие поперек ширины несущего элемента 14, и который находится в тесном, контактирующем и вращающемся взаимодействии с опорным валом 42. В предпочтительном варианте осуществления оснащенный лезвиями вал 38 и опорный вал 42 расположены относительно близко между собой так, что вращение оснащенного лезвиями вала 38 вызывает вращение и опорного вала 42, хотя возможно и обратное. Кроме того, опорный вал 42 предпочтительно покрыт упругим опорным материалом, на котором лезвия 40 измельчают корды 34 на сегменты. Длина измельченных волокон определяется расстоянием между лезвиями 40 на валу 38. Как видно на ФИГ. 1, измельчитель 36 расположен выше несущего элемента 14 возле ближнего конца 22, чтобы максимально продуктивно использовать длину производственной линии 10. По мере того как пряди 34 волокон измельчаются, волокна свободно падают на формующее полотно 26 несущего элемента.
СМЕСИТЕЛЬ ДЛЯ ЖИДКОГО ТЕСТА
[045] Предлагаемая производственная линия 10 содержит секцию 2 приготовления и подачи жидкого теста (ФИГ.1А). Секция 2 приготовления и подачи жидкого теста содержит станцию подачи жидкого теста или устройство подачи жидкого теста или напорный ящик для жидкого теста, обозначенный общей позицией 44, и источник жидкого теста, которым в этом варианте осуществления является мокрый смеситель 47. Устройство подачи жидкого теста 44 принимает подачу жидкого теста 46 из мокрого смесителя 47 для укладки жидкого теста 46 на измельченные волокна на формующем полотне 26 несущего элемента. Предусматривается также, что процесс может начинаться с первоначальной укладки жидкого теста на несущий элемент 14.
[046] Хотя предусматривается самое разное схватывающееся тесто, предлагаемый способ предназначен, главным образом, для производства строительных цементных панелей (панелей СЦП). При этом жидкое тесто 46 предпочтительно состоит из варьирующих количеств портландцемента, гипса, заполнителя, воды, добавок-ускорителей, пластифицирующих добавок, пенообразователей, наполнителей и/или иных составляющих, хорошо известных в данной области техники, и описанных в нижеперечисленных патентах, которые ссылкой включаются в настоящее описание. Относительные количества этих составляющих, включая исключение некоторых из вышеупомянутых или добавление других, могут варьировать в зависимости от намеченного использования конечного продукта.
[047] В патенте США №6620487, выданном Tonyan и соавторам, описание изобретения из которого ссылкой полностью включается в настоящее описание, описывается армированная, легкая, размерно-устойчивая строительная цементная панель (СЦП), в которой используется сердцевина из непрерывной фазы, полученной выдерживанием водной смеси альфа-полугидрата кальция сульфата, гидравлического цемента, активного пуццолана и извести. Эта непрерывная фаза армирована щелочестойким стекловолокном и содержит керамические микросферы или смесь керамических и полимерных микросфер, или получается из водной смеси, имеющей массовое отношение вода/реактивный порошок 0,6/1-0,7/1, или представляющая собой их сочетание. По меньшей мере, одна наружная поверхность панелей СЦП может содержать выдержанную непрерывную фазу, армированную стекловолокном и содержащую достаточно полимерных сфер для улучшения гвоздимости или изготовленную с отношением вода/реактивные порошки для обеспечения эффекта, подобного полимерным сферам, или их сочетание.
[048] При необходимости в этом, состав может иметь массовое отношение вода/реактивный порошок 0,4/1-0,7/1.
[049] Различные составы для составного жидкого теста, используемого в предлагаемом способе, известны и из опубликованных патентных заявок США US 2006/185267, US 2006/0174572; US 2006/0168905 и US 2006/0144005, все описания изобретения из которых ссылкой полностью включаются в настоящее описание. Типичный состав будет содержать в качестве реактивного порошка (на основе сухого вещества) 35-75 вес.% альфа-полугидрата кальция сульфата, 20-55 вес.% гидравлического цемента, такого как портландцемент, 0,2-3,5 вес.% извести и 5-25 вес.% активного пуццолана. Непрерывная фаза панели будет равномерно армированной щелочестойким стекловолокном и будет содержать 20-50 вес.% однородно распределенных легких частиц наполнителя, выбранного из группы, состоящей из керамических микросфер, стеклянных микросфер, ценосфер из зольной пыли и перлита. Хотя вышеупомянутые составы для панелей СЦП являются предпочтительными, относительные количества этих составляющих, включая исключение некоторых из вышеупомянутых или добавление других, могут варьировать в зависимости от намеченного использования конечного продукта.
[050] Один вариант осуществления мокрого порошкового смесителя 47 показан на ФИГ.3. Порошковая смесь портландцемента, гипса, заполнителя, наполнителей и т.п. подается из верхнего бункера 160 по гофрированной трубке 161 в горизонтальную камеру 162, имеющую шнек 163, приводимый установленным сбоку электродвигателем 164 шнека. Твердые частицы могут подаваться из бункера 160 в шнек 163 объемным питателем или гравиметрическим питателем (не показанным).
[051] В объемных питательных системах используется шнековый транспортер 163, движущийся с постоянной скоростью для выгрузки порошка из бункера для хранения 160 с постоянным расходом (объем за единицу времени, например, кубические футы в минуту). В гравиметрических питательных системах обычно используется объемный питатель, связанный с системой взвешивания для регулирования выгрузки порошка из бункера 160 для хранения с постоянным расходом (масса объем за единицу времени, например, фунты в минуту). Сигнал массы используется системой регулирования с обратной связью для постоянного контроля фактического расхода подачи и компенсации на колебания объемной плотности, пористости и т.п. путем регулирования частоты вращения (мин-1) шнека 163.
[052] Шнек 163 подает порошок непосредственно в вертикальную смесительную камеру 165 через впускное отверстие 166 для порошка, расположенное в верхней части 165А вертикальной смесительной камеры 165. Затем порошок под действием силы тяжести падает в оборудованную мешалкой нижнюю часть 165В вертикальной смесительной камеры 165.
[053] Одновременно с этим в вертикальную камеру 165 по впускным отверстиям 167 для воды, например соплам, расположенным по периметру верхней части 165А камеры 165 в точке, ниже впускного отверстия 166 для сухого порошка, подается жидкость, представляющая собой воду, чтобы она тоже падала до уровня части с мешалкой (нижней части 165В) вертикальной смесительной камеры 165. Направление отдельных впускных отверстий 167 для воды можно регулировать вручную, чтобы направлять их на плоские лопатки и т.п., чтобы поддерживать поверхности свободными от нарастания порошка. Отдельные впускные отверстия 167 для воды могут оснащаться клапанами 167А. Отдельное падение порошка и жидкости в вертикальную смесительную камеру 165 преимущественно предотвращает забивание впускного отверстия для порошка в камеру 165, которое могло бы произойти, если бы перед введением в камеру 165 жидкость и порошок смешивались, и позволяет подавать порошок непосредственно в вертикальную камеру с использованием меньшего выпускного отверстия для шнека 163, чем требовалось бы, если бы перед введением в камеру 165 жидкость и порошок смешивались.
[054] Вода и порошок тщательно перемешиваются лопаткой 174 мешалки, которая имеет несколько плоских лопаток 175, которые вращаются на центральном валу 173 лопатки установленным наверху электрическим двигателем 168. Число плоских лопаток 175 на центральном валу и конструктивное исполнение плоских лопаток 175, включая число горизонтальных полосок 171, используемых в каждой плоской лопатке 175, могут варьировать. Например, к горизонтальным полоскам 171 плоских лопаток 175 могут добавляться вертикально установленные пальцы 179 (ФИГ.3), чтобы усилить перемешивание жидкого теста 46. Обычно полоски 171 представляют собой плоские горизонтальные, а не проходящие наклонно элементы, чтобы уменьшить вихреобразование в нижней части 165В вертикальной смесительной камеры 165. В представленном варианте осуществления установлено, что ввиду более высоких скоростей перемешивания, получаемых в типичной диаметром 12 дюймов вертикальной смесительной камере 165 в соответствии с настоящим изобретением может использоваться двойная лопатка 174 с меньшим числом горизонтальных полосок 171. Лопатки для вариантов осуществления настоящего изобретения для смешивания жидкого теста для СЦП разработаны для размещения жидкого теста и диаметра нижней части вертикальной смесительной камеры 165. Увеличение диаметра нижней части вертикальной смесительной камеры приводит к увеличению поперечной ширины «W» (ФИГ.3) лопатки 174. Увеличенная поперечная ширина «W» (ФИГ.3) лопатки 174 увеличивает окружную скорость конца лопатки при данной частоте вращения. Это создает проблему, поскольку больше вероятность того, что лопатка будет отбрасывать жидкое тесто к наружным краям вертикальной смесительной камеры 165 и создавать нежелательный глубокий вихрь в средине нижней части вертикальной смесительной камеры 165. Для использования с жидким тестом для СЦП лопатка предпочтительно разрабатывается такой, чтобы минимизировать эту проблему путем уменьшения числа горизонтальных смесительных полосок и расплющиванием горизонтальных смесительных полосок для снижения турбулентности при обеспечении по-прежнему адекватного перемешивания.
[055] Уровень жидкого теста 46 в вертикальной смесительной камере 165 регулируется электрическим датчиком регулирования уровня 169, расположенным в вертикальной смесительной камере 165. Регулирующий датчик 169 регулирует поток воды через клапаны с электронным управлением 167А и регулирует подачу порошка в вертикальную смесительную камеру 165 путем включения или выключения электродвигателя 164 шнека посредством контроллера 162А. Таким образом, регулирование объема добавляемой воды и жидкого теста используется для регулирования объема жидкого теста в вертикальной смесительной камере 165 и времени пребывания при смешивании в вертикальной смесительной камере 165. После того как жидкое тесто 46 должным образом перемешано, оно перекачивается со дна вертикальной смесительной камеры 165 насосом 170 для жидкого теста в устройство подачи жидкого теста 44 через выпускное отверстие 172 насоса. Насос 170 приводится центральным валом 173 лопаток, который в свою очередь приводится установленным наверху электрическим двигателем 168. Однако при необходимости для привода насоса 170 мог бы использоваться отдельный электродвигатель насоса (не показан).
[056] Для разработки вертикальной смесительной камеры 165 важно время пребывания при смешивании порошка и воды в вертикальной смесительной камере 165. Смесь жидкого теста 46 должна быть тщательно перемешана и иметь консистенцию, обеспечивающую легкое перекачивание и равномерную укладку поверх намного более толстого слоя стекловолокна на движущемся полотне.
[057] Для того чтобы получить должным образом перемешанное жидкое тесто 46, вертикальная смесительная камера 165 обладает подходящим смесительным объемом для среднего времени пребывания жидкого теста типично в пределах примерно от 10 примерно до 360 секунд, в течение которого вращающаяся лопатка 174 прикладывает поперечную силу к жидкому тесту в смесительной камере. Обычно, вертикальная смесительная камера 165 обеспечивает среднее время пребывания жидкого теста в пределах примерно от 15 примерно до 240 секунд. Пределы частоты вращения лопатки 174 мешалки - обычно 70-270 мин-1. Другие типичные пределы среднего времени пребывания жидкого теста - примерно от 15 примерно до 30 секунд примерно или примерно от 20 примерно до 60 секунд.
[058] Типичный вариант осуществления вертикальной смесительной камеры 165 смесителя 47 имеет номинальный внутренний диаметр примерно 8-14 дюймов (20,3-35,6 см) или 10-14 дюймов (25,4-35,6 см), например 12 дюймов (30,5 см), общую вертикальную высоту примерно 20-30 дюймов (50,8-76,2 см), например примерно 25 дюймов (63,5 см), и вертикальную высоту ниже датчика 169 примерно 6-10 дюймов (15,2-25,4 см), например примерно 8 дюймов (20,3 см). При увеличении диаметра лопатки должны разрабатываться с учетом этих больших диаметров, чтобы минимизировать вихревой эффект, вызываемый увеличениями линейной скорости концов лопаток при данной частоте вращения, о чем уже говорилось выше. Наружные концы лопаток обычно разрабатываются так, чтобы находиться близко, например, в пределах примерно четверти дюйма (0,64 см) или примерно одной восьмой дюйма (0,32 см), от внутренних стенок вертикальной смесительной камеры 165. Слишком большое расстояние между концами лопаток и внутренними стенками вертикальной смесительной камеры 165 вызовет нарастание теста.
[059] На ФИГ.3 показано, что смеситель 47 подает сухой цементный порошок непосредственно в камеру 165 и подает жидкость непосредственно в камеру 165 отдельно от сухого цементного порошка. Таким образом, смеситель 47 обеспечивает независимое падение порошка и жидкости практически вниз через пространство в вертикальной смесительной камере между их соответствующими впускными отверстиями в верхней части 165А вертикальной смесительной камеры 165 и ванной жидкого теста в нижней части 165В вертикальной смесительной камеры 165. Обычно, сухое вещество и жидкости падают, по меньшей мере, 6 дюймов. Предпочтительно, сухое вещество подается в камеру 165 в точке выше впускных отверстий для жидкости в камеру 165.
[060] Установленная вертикально лопатка 174 имеет удлиненный центральный вал 173, как показано на ФИГ.3. Конструкция лопатки 174 (число плоских лопаток 175 и число горизонтальных полосок 171, используемых с вертикально установленными пальцами 179 или без них) определяется с учетом скорости вращения лопатки 174 смесителя, вязкости жидкого теста и т.п., чтобы добиться количества перемешивания порошка и воды для приготовления мокрого жидкого теста в течение времени пребывания жидкого теста в камере, чтобы обеспечить непрерывную работу линии 10 по производству панелей.
[061] Подходящие смесители 47 для жидкого теста подробнее объяснены в публикации патентной заявки США №2008/0101150 А1, озаглавленной «СПОСОБ МОКРОГО СМЕШИВАНИЯ ЖИДКОГО ЦЕМЕНТНОГО ТЕСТА ДЛЯ АРМИРОВАННЫХ ВОЛОКНОМ СТРОИТЕЛЬНЫХ ЦЕМЕНТНЫХ ПАНЕЛЕЙ», поданной одновременно с настоящей заявкой, и публикации патентной заявки США №2008/0101151 А1, озаглавленной «УСТРОЙСТВО И СПОСОБ МОКРОГО СМЕШИВАНИЯ ЖИДКОГО ЦЕМЕНТНОГО ТЕСТА ДЛЯ АРМИРОВАННЫХ ВОЛОКНОМ СТРОИТЕЛЬНЫХ ЦЕМЕНТНЫХ ПАНЕЛЕЙ», обе поданные 1 ноября 2006 года, описание изобретения из которых ссылкой полностью включается в настоящее описание.
УСТРОЙСТВО ПОДАЧИ ЖИДКОГО ТЕСТА
[062] Обратимся теперь к ФИГ.1-1А и 4-7. Как уже отмечалось, предлагаемое устройство подачи жидкого теста, называемое также напорным ящиком для жидкого теста, станцией подачи жидкого теста или питателем жидкого теста, обозначенное общей позицией 44, получает подачу жидкого теста 46 из мокрого смесителя 47.
[063] Хотя предусматривается самое разное схватывающееся тесто, предлагаемый способ предназначен, главным образом, для производства строительных цементных панелей. При этом жидкое тесто 46 предпочтительно состоит из варьирующих количеств портландцемента, гипса, заполнителя, воды, добавок-ускорителей, пластифицирующих добавок, пенообразователей, наполнителей и/или иных составляющих, хорошо известных в данной области техники, и описанных в вышеперечисленных патентах, которые ссылкой включаются в настоящее описание. Относительные количества этих составляющих, включая исключение некоторых из вышеупомянутых или добавление других, могут варьировать в зависимости от конечного продукта, намеченного для изготовления. Типичный материал для производства строительных цементных панелей описан в публикации патентной заявки США №2006/0174572, выданном Tonyan и соавторам, описание изобретения из которой ссылкой включается в настоящее описание.
[064] Устройство подачи жидкого теста 44 также имеет шкворни 305 с косынками 308 на наружной поверхности рядом с наружной поверхностью боковых стенок 340. Жидкое тесто закачивается из смесителя по линии подачи 56 (ФИГ.1А) в линию подачи жидкого теста 390, установленную на перемещающейся в поперечном направлении тележке (не показанной) над внутренней нижней поверхностью 350 напорного ящика, чтобы обеспечить закачивание жидкого теста по всей внутренней поверхности напорного ящика. Скорость перемещения тележки регулируется таким образом, чтобы поддерживать равномерное распределение жидкого теста по всей поверхности напорного ящика, пока жидкое тесто на дне напорного ящика не дойдет до уровня, на котором оно переливается через кромку слива 380 и укладывается непрерывным полотном на верхнюю поверхность жидкого теста движущегося формующего полотна 26. По меньшей мере, на одном из шкворней 305 установлена рукоятка 310, позволяющая оператору поворачивать или наклонять напорный ящик в регулируемых вертикальных вилках 300, установленных на направляющих 12, параллельных направлению движения движущегося формующего полотна 26 на производственной линии.
[065] Напорный ящик 44 встряхивается ротационным вибратором 320, установленным на наружной поверхности напорного ящика 44 и обычно приводимым обычно гидравлической линией (не показанной). Ротационный вибратор 320 обычно устанавливается на наружной стороне задней стенки 370 напорного ящика, как показано на ФИГ.7. Элемент 355 жесткости обычно представляет собой стальной уголок, установленный на нижней поверхности нижней стенки 350 напорного ящика. Элемент 355 жесткости используется для предотвращения повреждения дна напорного ящика, в том числе «выгибания» центра напорного ящика под давлением жидкого теста, закачиваемого в напорный ящик, которое пагубно отразится на способности укладки непрерывного слоя жидкого теста на движущееся формующее полотно 26.
[066] Вибрационным средством 320 на задней поверхности стенки 370 напорного ящика может быть пневматический ротационный шаровой вибратор. Уровень вибрации может регулироваться обычным воздушным регулятором (не показан).
[067] Обычно, устройство подачи жидкого теста (напорный ящик 44) выполняется из металла, согнутого для образования жесткой вертикальной задней стенки 370, горизонтальной нижней стенки 350 и наклоненного слива 380, ведущего от нижней стенки 350 к месту непосредственно над верхней поверхностью движущегося формующего полотна 26. Напорный ящик затем выполняется с парой относительно жестких вертикальных боковых стенок 340. Наклоненный слив 380 имеет боковые стенки 385. Все внутренние поверхности напорного ящика 44 предпочтительно изготовлены из нелипкого материала, такого как TEFLON® или подобный материал, или покрыты им. Боковые стенки 340 и задняя стенка 370 предотвращают вытекание жидкого теста 46 по бокам устройства подачи жидкого теста (напорного ящика 44). Боковые стенки 340, имеющие шкворни 305 на каждом конце наружной поверхности боковых стенок, установлены на опорную раму 12 (ФИГ.5) вертикально регулируемыми открытыми вилками 300, позволяющими легко удалять напорный ящик 44 с направляющей линии 12 на раме производственной линии. Шкворни позволяют вручную наклонять напорный ящик 44 вверх или вниз, обычно при помощи рукоятки 310, хотя могла бы использоваться и менее предпочтительная автоматическая регулировка. Например, в случае остановки линии, напорный ящик 44 можно было бы наклонить назад, чтобы остановить непрерывное стекание жидкого теста со слива 380, или же все жидкое тесто можно было бы сразу же сбросить из напорного ящика со слива 380 на движущееся полотно 26. Это предотвращает возникновение отходов жидкого теста и помогает предотвратить изготовление неприемлемых панелей.
[068] Шкворни 305 на напорном ящике располагаются оператором в конкретном угловом положении путем регулирования наклона шкворней в вилках 300 с помощью, например, рукоятки 310 на шкворнях так, чтобы поддерживать угол кончика примерно 45 градусов и кромку кончика слива 380 на расстоянии «А» до продукта (показанном на фиг.1А) для поддерживания непрерывного полотна жидкого теста 46.
[069] Кромка кончика должна находиться достаточно низко для поддерживания непрерывного полотна жидкого теста, но при этом кромка кончика должна находиться достаточно высоко, чтобы мусор и крупные куски под сливом не захватывались кончиком. Установлено, что это расстояние должно быть 0,5-1,5 дюйма (1,27-3,81 см). Такое расстояние позволяет поддерживать хорошее полотно жидкого теста без захвата мусора или крупных кусков цемента на задней стороне слива и «волочений», которые могут привести к изготовлению дефектных панелей. Шкворни расположены настолько близко к кромке кончика, насколько это практически возможно, чтобы позволить оператору изменять угол напорного ящика, но при этом поддерживать расстояние между кромкой кончика и изделием.
[070] Важным отличительным признаком настоящего изобретения является то, что устройство 44 подачи жидкого теста укладывает равномерный слой жидкого теста 46 относительно регулируемой толщины на движущееся формующее полотно 26 несущего элемента. Приемлемая толщина слоя колеблется в пределах между примерно 0,08 дюйма и 0,16 дюйма или 0,25 дюйма. Однако, при четырех слоях, которые являются предпочтительными в строительной панели, изготовленной на производственной линии 10, и подходящей толщине строительной панели, равной приблизительно 0,5 дюйма, особенно предпочтительной толщиной слоя жидкого теста является примерно 0,125 дюйма. Однако, если целевая толщина формования панели равна примерно 0,84 дюйма, стандартная толщина слоя типично близка примерно к 0,21 дюйма на каждой из 4 станций формования. Подходящими могут быть и пределы 0,1-0,3 дюйма для каждого напорного ящика.
[071] Для того чтобы обеспечить равномерное размещение жидкого теста 46 по всему формующему полотну 26, жидкое тесто 46 подается в устройство 44 подачи жидкого теста по шлангу 56 или подобному трубопроводу в сообщении по текучей среде с выпускным отверстием смесителя для жидкого теста или емкости 47 в линию подачи 390 жидкого теста, установленную на тележке (не показана), совершающей возвратно-поступательное движение над внутренней поверхностью 350 напорного ящика 44. Второй конец шланга 56 подсоединен к совершающему возвратно-поступательное движение в поперечном направлении, приводимому тросом, приводимому текучей средой распределителю 390 (ФИГ. 6) типа, хорошо известного в данной области техники. Жидкое тесто, вытекающее из шланга 56, вливается в линию 390 подачи жидкого теста в питателе 44, совершающую возвратно-поступательное движение в поперечном направлении для заполнения внутреннего пространства напорного ящика, ограниченного боковыми стенками 340, нижней стенкой 350, задней стенкой 370 и кромкой слива 380 напорного ящика для жидкого теста 44.
[072] Глубина жидкого теста в напорном ящике обычно достигает примерно 1/4 дюйма (86 мм), измеренная от дна нижней стенки 350 напорного ящика до верха кромки слива 380, после чего жидкое тесто переливается через кромку и на поверхность слива.
[073] Когда жидкое тесто 46 на наклоненном сливе 380 перемещается в сторону движущегося полотна 26 несущего элемента, важно, чтобы все жидкое тесто равномерно стекало со слива 380 и укладывалось на движущееся полотно.
[074] Чтобы помочь этому, устройство 44 подачи жидкого теста имеет слив 380, направленный вниз на движущееся полотно, призванный обеспечить, чтобы относительно тонкое жидкое тесто 46 полностью укладывалось по мере того, как непрерывное полотно или лист жидкого теста равномерно направляется вниз с расстояния примерно 0,5-1,5 дюйма (172-381 мм) до формующего полотна 26 несущего элемента. Слив имеет боковые стенки 385 на каждой стороне слива, предназначенные предотвратить потери жидкого теста по бокам и направление его в сторону от движущегося полотна.
[075] В одном варианте осуществления изобретения в производственную линию сразу же после того, как жидкое тесто из напорного ящика 44 уложено на формующее полотно 26, может добавляться вибрирующая формующая или маячная пластина 144, как показано на ФИГ.1 и 1В и подробно описано ниже в описании способа формования и разглаживания.
ОБРАБОТКА ПОСЛЕ УСТРОЙСТВА ПОДАЧИ ЖИДКОГО ТЕСТА
[076] Снова обратимся к ФИГ.1 для краткого описания других технологических составляющих линии по производству панелей СЦП. Следует отметить, что более подробно они описаны в следующих документах:
[077] патент США №6986812 выданный Dubey и соавторам, под названием «УСТРОЙСТВО ПОДАЧИ ЖИДКОГО ТЕСТА ДЛЯ ПРОИЗВОДСТВА АРМИРОВАННЫХ ВОЛОКНОМ СТРОИТЕЛЬНЫХ ЦЕМЕНТНЫХ ПАНЕЛЕЙ», описание изобретения из которого ссылкой полностью включается в настоящее описание; и
[078] следующих совместно рассматриваемых, вместе переуступленных патентных заявок США, описания изобретения из которых ссылкой полностью включаются в настоящее описание:
[079] публикация патентной заявки США №2005/0064164 А1 выданной Dubey и соавторам, а также патентная заявка №10/666294 под названием «МНОГОСЛОЙНЫЙ ПРОЦЕСС И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ВЫСОКОПРОЧНЫХ АРМИРОВАННЫХ ВОЛОКНОМ СТРОИТЕЛЬНЫХ ЦЕМЕНТНЫХ ПАНЕЛЕЙ»;
[080] публикация патентной заявки США №2005/0064055 А1 выданная Porter, заявка №10/665 541, под названием «УСТРОЙСТВО ЗАДЕЛКИ ДЛЯ АРМИРОВАННОГО ВОЛОКНОМ ЖИДКОГО ТЕСТА»;
[081] публикация патентной заявки США №2008/0101150 А1 под названием «СПОСОБ МОКРОГО СМЕШИВАНИЯ ЖИДКОГО ЦЕМЕНТНОГО ТЕСТА ДЛЯ АРМИРОВАННЫХ ВОЛОКНОМ СТРОИТЕЛЬНЫХ ЦЕМЕНТНЫХ ПАНЕЛЕЙ», поданной 1 ноября 2006 года;
[082] публикация патентной заявки США №2008/0101151 А1 под названием «УСТРОЙСТВО И СПОСОБ МОКРОГО СМЕШИВАНИЯ ЖИДКОГО ЦЕМЕНТНОГО ТЕСТА ДЛЯ АРМИРОВАННЫХ ВОЛОКНОМ СТРОИТЕЛЬНЫХ ЦЕМЕНТНЫХ ПАНЕЛЕЙ», поданной 1 ноября 2006 года;
[083] публикация патентной заявки США №2008/0099133 А1 под названием «СПОСОБ РАЗГЛАЖИВАНИЯ ПАНЕЛЕЙ И УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ГЛАДКОЙ НЕПРЕРЫВНОЙ ПОВЕРХНОСТИ НА АРМИРОВАННЫХ ВОЛОКНОМ СТРОИТЕЛЬНЫХ ЦЕМЕНТНЫХ ПАНЕЛЯХ», поданной 1 ноября 2006 года;
[084] публикация патентной заявки США №2008/0101151 А1 под названием «ТОЛЩИНОМЕР ДЛЯ МОКРОГО ЖИДКОГО ТЕСТА И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ», поданной 1 ноября 2006 года;
[085] публикация патентной заявки США №2007/0110970 А1 под названием «МНОГОСЛОЙНЫЙ ПРОЦЕСС И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ВЫСОКОПРОЧНЫХ АРМИРОВАННЫХ ВОЛОКНОМ СТРОИТЕЛЬНЫХ ЦЕМЕНТНЫХ ПАНЕЛЕЙ С ПОВЫШЕННЫМ СОДЕРЖАНИЕМ ВОЛОКНА», поданной 1 ноября 2006 года;
[086] публикация патентной заявки США №2007/0110838 А1 под названием «РОЛИКОВОЕ УСТРОЙСТВО ЗАДЕЛКИ», поданной 1 ноября 2006 года;
[087] описания изобретения из которых ссылкой полностью включаются в настоящее описание.
УСТРОЙСТВО ЗАДЕЛКИ
[088] Хотя предполагаются самые разные устройства заделки, включая без ограничения вибраторы, катки с шипами и т.п., представленный вариант осуществления устройства 70 заделки содержит, по меньшей мере, пару параллельных валов 76, установленных поперек направлению перемещения полотна 14 несущего элемента на раме 12. Каждый вал 76 имеет несколько дисков 76 относительно большого диаметра, разделенных на валу в аксиальном направлении дисками меньшего диаметра (не показанными).
[089] При производстве панелей СЦП валы 76 и диски 74 вместе вращаются относительно продольной оси вала 76. Как хорошо известно, в данной области техники, приводиться от внешнего привода могут либо один, либо оба вала 76, и если от внешнего привода приводится лишь один, то другой может приводиться от него ремнями, цепями, зубчатыми передачами или другими известными способами передачи мощности для поддерживания соответствующего направления и скорости на ведомом валу. Соответствующие диски 74 соседних, предпочтительно параллельных валов 76 перекрываются и входят между дисками друг друга для создания действия «замешивания» или «массажирования» в жидком тесте, которое заделывает ранее уложенные волокна 68. Кроме того, близкое расположение, взаимное вхождение и вращение дисков 74 предотвращает нарастание жидкого теста 46 на дисках и, фактически, обеспечивает «самоочищающее» действие, которое значительно сокращает простои производственной линии из-за преждевременного схватывания комков жидкого теста.
[090] Взаимное вхождение дисков 74 на валах 76 обеспечивает близкое расположение противостоящих периферий промежуточных дисков малого диаметра (не показаны) и основных дисков 74 относительно большого диаметра, что также обеспечивает самоочищающее действие. Поскольку диски 74 вращаются относительно друг друга в непосредственной близости (но предпочтительно в одном направлении), частицам жидкого теста трудно захватываться в устройстве и преждевременно схватываться. За счет выполнения двух наборов дисков 74, смещенных относительно друг друга в боковом направлении, жидкое тесто 46 подвергается многократным действиям разрушения, создающим действие «замешивания», которое дополнительно заделывает волокна 68 в жидкое тесто 46.
[091] Один вариант осуществления устройства 70 заделки, подходящий для использования в производственной линии 10, подробнее описан в совместно рассматриваемой патентной заявке США №10/665 541, поданной 18 сентября 2003 года, опубликованной как US2005/0064055 и озаглавленной «УСТРОЙСТВО ЗАДЕЛКИ ДЛЯ АРМИРОВАННОГО ВОЛОКНОМ ЖИДКОГО ТЕСТА», описание изобретения из которой ссылкой полностью включается в настоящее описание.
[092] Еще один вариант осуществления устройства заделки, подходящий для использования в производственной линии 10, описан в патентной заявке США №11/591 793 под названием «МНОГОСЛОЙНЫЙ ПРОЦЕСС И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ВЫСОКОПРОЧНЫХ АРМИРОВАННЫХ ВОЛОКНОМ СТРОИТЕЛЬНЫХ ЦЕМЕНТНЫХ ПАНЕЛЕЙ С ПОВЫШЕННЫМ СОДЕРЖАНИЕМ ВОЛОКНА», поданной 1 ноября 2006 года, и публикации патентной заявки США 2007/0110838 А1 под названием «РОЛИКОВОЕ УСТРОЙСТВО ЗАДЕЛКИ», поданной 1 ноября 2006 года, описания изобретения из которых ссылкой полностью включаются в настоящее описание.
НАНЕСЕНИЕ ДОПОЛНИТЕЛЬНЫХ СЛОЕВ
[093] После того как волокно 68 заделано, первый слой 77 панели 92 закончен. В одном предпочтительном варианте осуществления высота или толщина первого слоя 77 находится в приблизительных пределах 0,05-0,15 дюйма. Установлено, что эти пределы обеспечивают требуемые прочность и жесткость при объединении с подобными слоями в панели СЦП. Однако, в зависимости от конечного намеченного использования панели СЦП возможна и другая толщина.
[094] Для того чтобы изготовить строительную цементную панель требуемой толщины, обычно добавляются дополнительные слои. С этой целью второе устройство 78 подачи жидкого теста, практически идентичное питателю 44, предусматривается в функциональном взаимодействии с движущимся несущим элементом 14 и располагается для укладки дополнительного слоя 80 жидкого теста 46 на существующий слой 77.
[095] Затем в функциональном взаимодействии с рамой 12 предусматривается дополнительный измельчитель 82, практически идентичный измельчителям 36 и 66, для укладки третьего слоя волокон 68, подаваемый со стойки (не показана), выполненной и расположенной относительно рамы 12 подобно стойке 31. Волокна 68 укладываются на слой 80 жидкого теста и заделываются с использованием второго устройства заделки 86. Подобное по конструкции и расположению устройству 70 заделки, второе устройство заделки 86 установлено чуть выше относительно движущегося формующего полотна 26 несущего элемента 14, так что первый слой 77 не нарушается. Таким образом создается второй слой 80 жидкого теста и заделанных волокон.
[096] Обратимся теперь к ФИГ.1 и 2. Для каждого последующего слоя схватывающегося теста и волокна на производственной линии 10 предусмотрена дополнительная станция 78 подачи жидкого теста, за которой следуют измельчитель 82 волокон и устройство 86 заделки. В предпочтительном варианте осуществления для формования панели СЦП 92 предусматриваются итого четыре слоя 77, 80, 88, 90.
[097] Важным отличительным признаком настоящего изобретения является то, что панель 92 имеет несколько слоев 77, 80, 88, 90, которые после схватывания образуют цельную, армированную волокнами массу. При условии, что присутствие и размещение волокон в каждом слое регулируется и поддерживается в определенных требуемых параметрах, как описано в настоящем документе, расслоить панель 92, изготовленную предлагаемым способом, будет практически невозможно.
ФОРМОВАНИЕ, РАЗГЛАЖИВАНИЕ И ОТРЕЗКА
[098] После укладки всех четырех слоев схватывающегося теста с заделанными волокнами, как описано выше, для формования верхней поверхности 96 панели 92 на раме 12 может предусматриваться формующее устройство.
[099] Однако формующие устройства, которые соскребают лишнюю толщину материала панелей СЦП, нежелательны. Например, формующие устройства, такие как подпружиненные или вибрационные плиты или вибрационные выравнивающие маячные плиты, предназначены для приведения панели в соответствие с требуемыми размерными характеристиками, с материалом СЦП не используются, поскольку они соскребают лишнюю толщину материала панелей СЦП. Эти устройства не будут эффективно соскребать или выравнивать поверхность панели. Они вызовут скручивание стекловолокна и порчу им поверхности панели вместо выравнивания и разглаживания ее.
[0100] В частности, вместо подпружиненных устройств и вибрационных выравнивающих маячных плит производственная линия 10 может содержать разглаживающее устройство 144, называемое также вибрационным бандажом, предусмотренное на раме 12 и предназначенное для плавного разглаживания верхней поверхности 96 панели 92. Разглаживающее устройство 144 содержит установочную стойку 146 (ФИГ.1В), гибкий лист 148, прикрепленный к установочной стойке, элемент 150В жесткости, проходящий по ширине листа 148, и возбудитель колебаний (вибратор) 150, предпочтительно находящийся на элементе жесткости, чтобы заставлять лист 148 вибрировать. Лист 148 имеет первую вертикальную стенку 148А, имеющую U-образную верхнюю часть 148В, изогнутую стенку 148С и вторую вертикальную стенку 148D. Вибратор 150 приводится шлангом для подачи сжатого воздуха 150А. Изогнутая стенка 148С разглаживающего устройства 144 имеет передний конец, шарнирно прикрепленный к опорному штырю 146А, который в свою очередь прикреплен к стойке 146 на производственной линии 10. Изогнутая стенка 148С имеет задний конец, который контактирует с верхним слоем материала СЦП, проходящего под ним. При необходимости в этом, разглаживающее устройство 144 оснащается грузами 159 в помощь выравниванию верхнего слоя жидкого теста. Разглаживающее устройство 144 может предусматриваться после последней станции 86 заделки, или же разглаживающие устройства могут предусматриваться после каждой станции заделки 70, 86.
[0101] Элемент жесткости 150В действует не только для придания жесткости разглаживающему листу, но и, при установке вибрационного устройства на этом элементе жесткости, более равномерно распределяет вибрацию по ширине устройства. Например, если мы установим вибрационное устройство непосредственно на разглаживающий лист (скажем, посредине) без элемента жесткости, вибрация от вибрационного устройства будет высоко локализованной в точке установки с относительно слабой вибрацией по краям листа. При этом не имеется в виду, что вибрационное устройство нельзя устанавливать в каком-либо ином месте, кроме как на элементе жесткости 150В, но место является предпочтительным, поскольку элемент жесткости в любом случае предусматривается, и он эффективен в равномерном распределении вибрации.
[0102] Прикладывая вибрацию к жидкому тесту 46, разглаживающее устройство 144 способствует распределению волокон 30, 68 по всей панели 92 и обеспечивает более однородную верхнюю поверхность 96.
[0103] Дополнительные сведения, касающиеся формующего устройства 144, известного также как вибрационный бандаж, приведены в публикации патентной заявки США №2008/0099133 А1 под названием «СПОСОБ РАЗГЛАЖИВАНИЯ ПАНЕЛЕЙ И УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ГЛАДКОЙ НЕПРЕРЫВНОЙ ПОВЕРХНОСТИ НА АРМИРОВАННЫХ ВОЛОКНОМ СТРОИТЕЛЬНЫХ ЦЕМЕНТНЫХ ПАНЕЛЯХ», поданной 1 ноября 2006 года, описание изобретения из которой ссылкой полностью включается в настоящее описание.
[0104] В данной области техники известны и другие формующие устройства, которые могут использоваться в настоящем изобретении. Однако разглаживающее устройство 144 преимущественно позволяет избежать разрушения или отрыва частей панели СЦП от движущегося полотна 26 несущего элемента. Формующие устройства, соскребающие лишний материал СЦП, не применяются, поскольку они разрушают или рвут материал СЦП из-за волокнистого характера продукта-панели при ее формовании.
[0105] В этот момент слои жидкого теста уже начали схватываться, и соответствующие панели 92 отделяются друг от друга отрезным устройством 98, которым в одном типичном варианте осуществления является водоструйный резак. Для этой операции приемлемыми считаются и другие отрезные устройства, включая подвижные лезвия, при условии, что они могут создать достаточно ровные края у панели предлагаемого состава. Отрезное устройство 98 расположено относительно линии 10 и рамы 12 так, что панели изготавливаются имеющими требуемую длину, которая может отличаться от представления, показанного на ФИГ.1. Поскольку скорость полотна 14 несущего элемента является относительно низкой, отрезное устройство 98 может устанавливаться для резки перпендикулярно направлению движения полотна 14. При более высоких производственных скоростях известно, что эти отрезные устройства устанавливаются на производственной линии 10 под углом к направлению движения полотна. После отрезки отдельные панели 92 штабелируются для последующего складирования, упаковки, хранения и/или отгрузки, как хорошо известно в данной области техники.
[0106] Производственная линия 10 содержит станции измельчения волокна 36, 66, 82, станции подачи жидкого теста 44, 78 и устройства заделки 70, 86 для производства, по меньшей мере, четырех слоев 77, 80, 88 и 90 (ФИГ. 2). Дополнительные слои могут создаваться повторением станций, как описано выше в отношении производственной линии 10.
[0107] После изготовления панелей 92 СЦП нижняя сторона 102 панели может быть глаже, чем верхняя сторона 96, даже после обработки формующим устройством 94. В некоторых случаях, в зависимости от применения панели 92, может оказаться предпочтительным иметь гладкую сторону и относительно шероховатую сторону. Однако в других случаях применения может оказаться необходимым иметь панель, у которой гладкими являются обе стороны 96, 102. Гладкая текстура создается контактом жидкого теста с гладким несущим элементом 14 или движущимся полотном 26 несущего элемента.
[0108] Для того чтобы получить панель СЦП с обеими гладкими сторонами, верхняя и нижняя стороны 96, 102 могут формоваться на несущем элементе 14 или снимаемом полотне 26, как описано в публикации патентной заявки США №2007/0110970 А1 под названием «МНОГОСЛОЙНЫЙ ПРОЦЕСС И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ВЫСОКОПРОЧНЫХ АРМИРОВАННЫХ ВОЛОКНОМ СТРОИТЕЛЬНЫХ ЦЕМЕНТНЫХ ПАНЕЛЕЙ С ПОВЫШЕННЫМ СОДЕРЖАНИЕМ ВОЛОКНА», поданной 1 ноября 2006 года.
[0109] Еще одна альтернатива (не показана) - шлифовать песком или наждачной шкуркой одну или обе стороны 96, 102.
[0110] Еще одним отличительным признаком настоящего изобретения является то, что в готовой панели 92 СЦП волокна 30, 68 равномерно распределены по всей панели. Это, как установлено, позволяет производить относительно более прочные панели с относительно меньшим, более эффективным использованием волокон. Объемная доля волокон относительно объема жидкого теста в каждом слое предпочтительно находится в пределах 1-5 об.%, предпочтительно, 1,5-3 об.%, для слоев жидкого теста 77, 80, 88, 90. При необходимости в этом, наружные слои 77, 90 могут иметь большую объемную долю, чем любой или оба внутренних слоя 80, 88.
ВТОРОЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ПРОИЗВОДСТВЕННОЙ ЛИНИИ
[0111] Включение объемной доли свободных волокон, распределенных по всему жидкому тесту 46, является важным фактором для получения требуемой жесткости панелей. Поэтому требуется более высокая эффективность включения этих волокон. Считается, что система, показанная на ФИГ.1, в некоторых случаях требует чрезмерного числа слоев жидкого теста для получения панели СЦП, имеющей достаточную объемную долю волокон.
[0112] Соответственно, на ФИГ.8 иллюстрируется и обозначается общей позицией 130 альтернативная линия или система по производству панелей СЦП, предназначенная для производства обладающих высокими эксплуатационными качествами армированных волокном панелей СЦП, содержащих относительно высокий объем волокон на слой жидкого теста. Во многих случаях при использовании этой системы достигаются повышенные уровни волокон на панель. В то время как система на ФИГ. 1 предусматривает укладку одного отдельного слоя волокон в каждый последующий отдельный слой жидкого теста, уложенный после начального слоя, производственная линия 130 предполагает способ наращивания нескольких отдельных слоев армирующих волокон в каждом отдельном слое жидкого теста для получения требуемой толщины панели. Наиболее предпочтительно, описанная система за одну операцию заделывает, по меньшей мере, два отдельных слоя армирующих волокон в отдельный слой жидкого теста. Отдельные армирующие волокна заделываются в отдельный слой жидкого теста с помощью подходящего устройства заделки волокон.
[0113] В частности, на ФИГ.8 компоненты, используемые в системе 130 и являющиеся общими с системой 10 на ФИГ.1, обозначены теми же позициями, и вышеприведенное описание этих компонентов считается применимым и в данном случае. Кроме того, предусматривается, что устройство, описанное со ссылкой на ФИГ.8, может объединяться с устройством на ФИГ.1 для переоборудования или быть новой конструкцией.
[0114] Предполагается также, что система 130 на ФИГ.8 может предусматриваться с верхним ярусом 106, описанным в патентной заявке США №11/591793 под названием «МНОГОСЛОЙНЫЙ ПРОЦЕСС И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ВЫСОКОПРОЧНЫХ АРМИРОВАННЫХ ВОЛОКНОМ СТРОИТЕЛЬНЫХ ЦЕМЕНТНЫХ ПАНЕЛЕЙ С ПОВЫШЕННЫМ СОДЕРЖАНИЕМ ВОЛОКНА», поданной 1 ноября 2006 года.
[0115] В альтернативной системе 130 производство панелей СЦП начинается с укладки первого слоя свободных измельченных волокон 30 на движущееся полотно 26. Затем станция подачи жидкого теста или устройство 44 подачи жидкого теста получает подачу жидкого теста 46 из удаленного смесителя 47.
[0116] Предполагается, что смеситель 47 и жидкое тесто 46 и устройство 44 подачи жидкого теста в этом варианте осуществления являются такими же, какие используются на производственной линии 10 на ФИГ.1.
[0117] Кроме того, устройство 44 подачи жидкого теста является по существу таким же, содержащим боковые стенки 340 и 370 и слив 380. Подходящая толщина слоя находится в пределах 0,05-0,35 дюйма (0,13-0,9 см). Например, для производства строительной панели номинальной толщиной 3/4 дюйма (1,9 см) предпочтительными являются четыре слоя с особенно предпочтительной толщиной слоя жидкого теста менее приблизительно 0,25 дюйма (0,64 см) в предпочтительной строительной панели, изготовленной предлагаемым способом.
[0118] Как показано на ФИГ.1А, жидкое тесто 46 подается в питатель 44 по шлангу 56, один конец которого подсоединен к совершающему возвратно-поступательное движение в поперечном направлении, приводимому тросом, приводимому текучей средой распределителю 390 (показанному на ФИГ.6 и 7). Таким образом, жидкое тесто, вытекающее из шланга 56, вливается в питатель 44 при возвратно-поступательном движении в поперечном направлении для заполнения нижней поверхности 350 напорного ящика, ограниченной боковыми стенками 340 и 370 и сливом 380.
[0119] По мере того как жидкое тесто 46 на внутренней поверхности выливается вниз на расстояние примерно 1,5 дюйма от полотна 26 несущего элемента, это обеспечивает непрерывный напуск массы жидкого теста на формующее полотно или формующую линию, что важно для получения однородных панелей.
[0120] Вторая измельчительная станция или устройство 66, предпочтительно идентичное измельчителю 36, расположено после питателя 44 для укладки второго слоя волокон 68 на жидкое тесто 46. В измельчительное устройство 66 могут подаваться корды 34 с той же стойки 31, что питает и измельчитель 36. Однако предполагается, что для каждого отдельного измельчителя могли бы предусматриваться отдельные стойки 31.
[0121] Снова обращаясь к ФИГ. 8, следующее устройство - устройство заделки, обозначенное общей позицией 136, - расположено в технологическом взаимодействии с жидким тестом 46 и движущимся несущим элементом 14 производственной линии 130 для заделки первого и второго слоев волокон 30, 68 в жидкое тесто 46. Хотя предполагаются самые разные устройства заделки, включая без ограничения вибраторы, катки с шипами и т.п., в предпочтительном варианте осуществления устройство 136 заделки подобно устройству 70 заделки за исключением того, что перекрытие соседних валов 138 уменьшено примерно до 0,5 дюйма. Кроме того, число дисков 140 уменьшено, и диски значительно толще. Кроме того, расстояние или зазор между смежными перекрывающимися дисками 140 соседних валов 138 меньше порядка на 0,010-0,018 дюйма для предотвращения заклинивания волокон между смежными дисками.
[0122] Дальнейшие сведения об устройстве заделки 136 можно найти в совместно рассматриваемой, вместе переуступленной публикации патентной заявки США №2007/0110838 А1 под названием «РОЛИКОВОЕ УСТРОЙСТВО ЗАДЕЛКИ», поданной 1 ноября 2006 года, описание изобретения из которой ссылкой включается в настоящее описание.
[0123]В ином случае устройство 136 заделки обеспечивает тот же вид действия замешивания, что и устройство 70, с целью заделки или тщательного смешивания волокон 30, 68 в жидком тесте 46.
[0124] При необходимости в этом для более эффективной заделки волокон 30, 68 в жидкое тесто 46, в каждом устройстве 136 заделки предусмотрена рама 12, по меньшей мере, с одним вибратором 141 в рабочей близости с несущим элементом 14 или полотном из бумаги 26, предназначенным для вибрирования жидкого теста 46. Установлено, что эта вибрация способствует более равномерному распределению измельченных волокон 30, 68 по всему жидкому тесту 46. Для этого использования подходящими считаются обычные вибраторы.
[0125] Как можно видеть на ФИГ.8, для осуществления предлагаемой системы 130 из нескольких слоев волокон 30, 68 для каждого слоя жидкого теста 46 между устройством 136 заделки и последующим устройством подачи жидкого теста 78 предусмотрены дополнительные измельчительные станции 142, так что для каждого слоя жидкого теста 46, волокна 30, 68 укладываются до и после укладки жидкого теста. Установлено, что это усовершенствование позволяет вводить значительно больше волокон в жидкое тесто и, соответственно, увеличивать прочность готовой панели СЦП. В этом предпочтительном варианте осуществления, хотя показаны лишь три, для формования панели 92 СЦП могут предусматриваться в общей сложности четыре слоя объединенных жидкого теста и волокна.
[0126] После укладки четырех слоев схватывающегося теста с заделанными волокнами, как описано выше, на раме 12 предпочтительно предусмотрено формующее устройство, такое как разглаживающее устройство, или вибрационный бандаж, 144 предназначенное для формования или разглаживания верхней поверхности 96 панели 92. Прикладыванием вибрации к жидкому тесту 46 разглаживающее устройство 144 способствует распределению волокон 30, 68 по всей панели 92 и обеспечивает более однородную верхнюю поверхность 96. Разглаживающее устройство 144 содержит установочную стойку 146, гибкий лист 148, прикрепленный к установочной стойке, элемент жесткости 149, проходящий по ширине листа 148, и возбудитель колебаний 150, предпочтительно находящийся на элементе жесткости, чтобы заставлять лист вибрировать.
[0127] Как уже отмечалось, важным отличительным признаком настоящего изобретения является то, что панель 92 имеет несколько слоев 77, 80, 88, 90, которые после схватывания образуют цельную, армированную волокнами массу. При условии, что присутствие и размещение волокон в каждом слое регулируется и поддерживается в определенных требуемых параметрах, как описано в настоящем документе, расслоить панель 92, изготовленную предлагаемым способом, будет практически невозможно.
[0128] Использование двух отдельных слоев армирующих волокон в каждом отдельном слое жидкого теста дает следующие преимущества. Во-первых, разбиение общего количества волокон, вводимых в слой жидкого теста, на два или более отдельных слоев волокон уменьшает соответствующее количество волокон в каждом отдельном слое волокон. Уменьшение количества волокон в отдельном слое волокон повышает эффективность заделки волокон в слой жидкого теста. Более высокая эффективность заделки волокон в свою очередь приводит к отличной межповерхностной связи и механическому взаимодействию между волокнами и цементной матрицей.
[0129] Затем, при использовании нескольких отдельных слоев армирующих волокон в каждый слой жидкого теста можно ввести большее количество армирующих волокон. Это объясняется тем, что, как установлено, легкость заделки волокон в слой жидкого теста зависит от общей площади поверхности волокон в отдельном слое волокон. С увеличением количества волокон в отдельном слое волокон заделка волокон в слой жидкого теста становится все труднее, вызывая увеличение площади поверхности волокон, подлежащих заделыванию в слой жидкого теста. Установлено, что когда общая площадь поверхности волокон в отдельном слое волокон достигает критического значения, заделка волокон в слои жидкого теста становится почти невозможной. Это устанавливает верхний предел на количество волокон, которое можно успешно ввести в отдельный слой жидкого теста. Для данного общего количества волокон, которое должно быть введено в отдельный слой жидкого теста, использование нескольких отдельных слоев волокон снижает общую площадь поверхности волокон в каждом отдельном слое волокон. Это снижение площади поверхности волокон (достигнутое благодаря использованию нескольких отдельных слоев волокон) в свою очередь дает возможность увеличить общее количество волокон, которое можно успешно заделать в отдельный слой жидкого теста.
[0130] Кроме того, использование нескольких отдельных слоев волокон обеспечивает большую гибкость в части распределения волокон по толщине панели. Количество волокон в отдельных слоях волокон может варьировать в зависимости от целей, которые преследуются. Итоговому получению конструкции типа «сэндвич» во многом способствует присутствие большего числа отдельных слоев волокон. Особенно предпочтительными с точки зрения как прочности продукта, так и оптимизации себестоимости являются панели со слоями волокон, имеющими большее количество волокон у наружных сторон панелей и меньшее количество волокон возле сердцевины панелей.
[0131] В количественном отношении, исследовано и установлено влияние числа слоев волокон и жидкого теста, объемной доли волокон в панели и толщины каждого слоя жидкого теста, и диаметра прядей волокон на эффективность заделки волокон как часть настоящей системы 130. Ниже представлена математическая обработка для концепции расчетной доли площади поверхности волокон для случая двух отдельных слоев волокон и одного отдельного слоя жидкого теста. Установлено, что практически невозможно заделать волокна в слой жидкого теста, если расчетная доля площади поверхности волокон отдельного слоя волокон превышает значение 1,0. Хотя волокна могут заделываться, если расчетная доля площади поверхности волокон падает ниже 1,0, наилучшие результаты получаются, если расчетная доля площади поверхности волокон менее 0,65. Если расчетная доля площади поверхности волокон находится в пределах 0,65-1,00, эффективность и легкость заделки волокон варьируют с наилучшей заделкой волокон при 0,65 и наихудшей при 1,00. Еще одним путем учета этой доли является то, что приблизительно 65% поверхности жидкого теста покрыты волокнами.
[0132] Пусть
vt - общий объем основного слоя волокон-жидкого теста,
vf,l - общий объем волокон/слой,
vf1 - объем волокон в отдельном слое волокон 1 основного слоя волокон-жидкого теста,
vf2 - объем волокон в отдельном слое волокон 2 основного слоя волокон-жидкого теста,
vs,l - объем жидкого теста в основном слое волокон-жидкого теста,
Vf,l - общая объемная доля волокон в основном слое волокон-жидкого теста,
df - диаметр отдельной пряди волокон,
lf - длина отдельной пряди волокон,
tl - общая толщина отдельного слоя, включая жидкое тесто и волокна,
ts,l - толщина слоя жидкого теста в основном слое волокон-жидкого теста,
Xf - отношение объема волокон слоя 2 к объему волокон слоя 1 основного слоя волокон-жидкого теста,
nf,l, nf1,l, nf2,l - общее количество волокон в слое волокон,
 - общая расчетная площадь поверхности волокон, содержащихся в слое волокон,
- общая расчетная площадь поверхности волокон, содержащихся в слое волокон,
 - расчетная доля площади поверхности волокон для слоя волокон.
- расчетная доля площади поверхности волокон для слоя волокон.
[0133] Для того чтобы определить расчетную долю площади поверхности волокон для слоя волокон в структуре сэндвича слой волокон/слой жидкого теста/слой волокон, состоящего из одного отдельного слоя жидкого теста и двух отдельных слоев волокон, получено следующее соотношение.
[0134] Пусть
объем слоя жидкого теста равен vs,l,
объем волокон в слое 1 равен vf1,
объем волокон в слое 2 равен vf2,
общая объемная доля волокон в основном слое волокон-жидкого теста равна Vf,l,
общая толщина основного слоя волокон-жидкого теста равна tl,
толщина слоя жидкого теста равна ts,l.
Пусть
общий объем волокон (т.е., волокна в слое 1 и слое 2) равен vf,l:

и

[0135] Пусть
Общий объем основного слоя волокон-жидкого теста, vt=
Общий объем слоя жидкого теста + общий объем двух слоев волокон =

[0136] Объединяя (1) и (2):

Общий объем волокон основного слоя волокон-жидкого теста на основе общей объемной доли волокон можно записать как:

Таким образом, объем волокон в слое 1 можно записать как:

[0137] Аналогичным образом, объем волокон в слое 2 можно записать как:

Если принять, что волокна имеют цилиндрическую форму, общее число волокон в слое 1 nf1,l можно определить по формуле (6) следующим образом:

где df - диаметр пряди волокон, и lf - длина пряди волокон.
[0138] Аналогичным образом, общее число волокон в слое 2, nf2,l можно определить по формуле (7) следующим образом:

[0139] Расчетная площадь поверхности цилиндрического волокна равна произведению его длины на его диаметр. Следовательно, общую расчетную площадь поверхности всех волокон в слое 1  можно определить как:
можно определить как:

[0140] Аналогичным образом, общую расчетную площадь поверхности волокон в слое 2  можно определить как:
можно определить как:

[0141] Расчетную площадь поверхности слоя жидкого теста,  можно записать как:
можно записать как:

Расчетная доля площади поверхности волокон слоя волокон 1  определяется как:
определяется как:

[0143] Объединяя (10) и (12), расчетную долю площади поверхности волокон слоя волокон 1  можно определить как:
можно определить как:

[0145] Аналогичным образом, объединяя (11) и (12), расчетную долю площади поверхности волокон слоя волокон 2  можно определить как:
можно определить как:

[0147] Формулы (14) и (15) иллюстрируют зависимость параметра расчетная доля площади поверхности волокон  и
и  от нескольких других переменных в дополнение к переменной общей объемной доле волокон Vf,l. Этими переменными являются диаметр пряди волокон, толщина отдельного слоя жидкого теста и количество (пропорция) волокон в отдельных слоях волокон.
от нескольких других переменных в дополнение к переменной общей объемной доле волокон Vf,l. Этими переменными являются диаметр пряди волокон, толщина отдельного слоя жидкого теста и количество (пропорция) волокон в отдельных слоях волокон.
[0148] Экспериментальные наблюдения подтверждают, что эффективность заделки слоя сетки волокон, уложенной на слой жидкого цементного теста, зависит от параметра «расчетная доля площади поверхности волокон». Установлено, что чем меньше расчетная доля площади поверхности волокон, тем легче слой волокон заделывать в слой жидкого теста. Причину высокой эффективности заделки волокон можно объяснить тем фактом, что с уменьшением расчетной доли площади поверхности волокон увеличивается протяженность открытой площади или пористости в слое сетки волокон. При большей имеющейся открытой площади проникание жидкого теста через слой сетки волокон усиливается, что в свою очередь приводит к более высокой эффективности заделки волокон.
[0149] Соответственно, для того чтобы добиться высокой эффективности заделки волокон, целевой функцией становится поддерживание доли площади поверхности волокон ниже некоторого критического значения. Заслуживает внимания тот факт, что изменяя одну или несколько переменных в формуле (15), расчетную долю площади поверхности волокон можно подобрать такой, чтобы добиться высокой эффективности заделки волокон.
[0150] Различные переменные, влияющие на величину расчетной доли площади поверхности волокон, идентифицированы, и предложены подходы к получению величины «расчетной доли площади поверхности волокон» такой, чтобы добиться высокой эффективности заделки волокон. Эти подходы включают изменение одной или нескольких из следующих переменных, чтобы поддерживать расчетную долю площади поверхности волокон ниже критического порогового значения: число отдельных слоев волокон и жидкого теста, толщина отдельных слоев жидкого теста и диаметр пряди волокон.
[0151] На основании этой фундаментальной работы найдены следующие предпочтительные величины расчетной доли площади поверхности волокон  .
.
Предпочтительная расчетная доля площади поверхности волокон 
Наиболее предпочтительная расчетная доля площади поверхности волокон 
[0152] Для расчетной объемной доли волокон панели Vf, например, процентного объемного содержания волокон в каждом слое жидкого теста 1-5%, достижение вышеупомянутых предпочтительных величин расчетной доли площади поверхности волокон можно сделать возможным путем подбора одной или нескольких из следующих переменных: общее число отдельных слоев волокон, толщина отдельных слоев жидкого теста и диаметр пряди волокон. В частности, желательные пределы для этих переменных, которые позволят получить предпочтительные величины расчетной доли площади поверхности волокон, таковы:
Толщина отдельных слоев жидкого теста ts,l
Предпочтительная толщина отдельных слоев жидкого теста ts,l:≤0,35 дюйма
Более предпочтительная толщина отдельных слоев жидкого теста ts,l:≤0,25 дюйма
Наиболее предпочтительная толщина отдельных слоев жидкого теста ts,l:≤0,15 дюйма
Диаметр пряди волокон df
Предпочтительный диаметр пряди волокон df:≥30 тексов
Наиболее предпочтительный диаметр пряди волокон df:≥70 тексов
ПРИМЕРЫ
Пример 1
[0153] Способ, описанный в совместно рассматриваемой патентной заявке США №11/655647, проводили, используя базовую производственную линию 130, показанную на ФИГ.8, с единственным изменением в процессе в указанной совместно рассматриваемой заявке, а именно: использование напорного ящика 44 в соответствии с настоящим изобретением вместо системы подачи жидкого теста, описанной в указанной совместно рассматриваемой заявке. Доля сухого вещества в жидком тесте составляет 65 вес.% альфа-полугидрата кальция сульфата, 22 вес.% портландцемента типа III, 12 вес.% тонкой кремнеземной пыли и 1 вес.% гашеной извести. Доля жидкости в жидком тесте составляет 99,19 вес.% воды и 0,81 вес.% суперпластифицирующей добавки ADVACAST, выпускаемой компанией W.R.Grace and Co. Массовое отношение жидкость/цемент было 0,55, а массовое отношение заполнитель (микросферы EXTENDOSPHERES SG)/цемент - 0,445.
[0154] Жидкое тесто приготовили в соответствии с предлагаемым способом с использованием предлагаемой системы. Панель имела четыре слоя жидкого теста 77, 80, 88 и 90, как показано на ФИГ.2. Эта панель должна рассматриваться примерной только в том, что панель 92, произведенная в соответствии с настоящим изобретением, может иметь один или несколько слоев. При использовании вышеприведенных математических зависимостей слои жидкого теста 77, 80, 88 и 90 могут иметь разные объемные доли волокон. Например, наружные или лицевые слои 77, 90 имеют намеченную объемную долю волокон Vf 5%, в то время как внутренние слои 80, 88 имеют намеченную Vf 2%. Это дает панель с повышенной наружной прочностью и внутренней сердцевиной сравнительно меньшей прочности, которая может быть желательной в некоторых случаях применения или экономить волокна по стоимостным соображениям. Предполагается, что объемная доля волокон Vf для разных слоев 77, 80, 88, 90 может быть разной в зависимости от назначения панели, как и число слоев.
[0155] Кроме того, в каждом слое жидкого теста возможны разные содержания волокон. Например, при объемной доле волокон Vf 5%, например, слой волокон 1 факультативно имеет намеченную объемную долю волокон 3%, а слой волокон 2 факультативно имеет намеченную объемную долю волокон 2%. Таким образом, Xf будет 3/2.
[0156] Подачу жидкого теста в напорный ящик 44 по шлангу 390 осуществляли с одинаковым расходом примерно 1,15 кубического фута в минуту (32,56 дм3/мин) для каждого шланга, хотя рабочий диапазон может быть примерно от 0,5 до 2,5 кубических футов в минуту. Совершающая возвратно-поступательное движение тележка для подачи жидкого теста движется по напорному ящику со скоростью примерно 20 раз в минуту, что приблизительно в 1,5 раза выше скорости возвратно-поступательного движения известного способа, чтобы обеспечить равномерное распределение по всему напорному ящику, принимая во внимание меньший объем, поддерживаемый в предлагаемом напорном ящике. При необходимости в этом, скорость, с которой совершающая возвратно-поступательное движение тележка для подачи жидкого теста движется по напорному ящику, может увеличиваться примерно до 30-40 проходов, чтобы обеспечить расход подачи жидкого теста примерно 2,5-3,5 кубических футов в минуту и линейные скорости движущегося полотна до 50 футов в минуту. Предлагаемый напорный ящик имеет ширину примерно 5 дюймов, длину 50 дюймов и глубину примерно 0,25 дюймов, при этом вместимость напорного ящика составляет примерно 62,5 куб. дюймов жидкого теста. Ширина напорного ящика может быть плюс-минус 1,0 дюйм, а глубина жидкого теста может варьировать примерно в пределах 0,125-0,500 дюйма. Для сравнения: известный напорный ящик мог иметь объем 1-2 галлона (231-462 кубических дюймов). Напорный ящик подвергался вибрации со скоростью примерно 12000 колебаний в минуту или более, чтобы минимизировать влияние колебаний консистенции в жидком тесте. Поток жидкого теста из шланга 390 направляется в заднюю часть напорного ящика возле стенки 370, чтобы заставлять ранее уложенное жидкое тесто вытекать из напорного ящика вниз по сливу 380. Это способствует характеристикам потока в напорном ящике «последним поступил, первым использован», что предотвращает застаивание жидкого теста в напорном ящике. Линейная скорость производственной линии может быть от минимум 5 примерно до 35 футов в минуту, типичнее, 7-35 футов в минуту со скоростью укладки жидкого теста в напорный ящик примерно 0,35-2,5 кубических футов/минуту, типичнее, 0,5-2,5 кубических футов/минуту при поддерживании непрерывного напуска жидкого теста на движущееся формующее полотно.
[0157] Совершающий возвратно-поступательное движение питатель жидкого теста, укладываемого в напорном ящике, проходит длину напорного ящика между примерно 10-40 раз в минуту, и, типичнее, примерно 20-30 раз в минуту, когда расход жидкого теста составляет примерно 1,5-2,5 кубических футов в минуту.
[0158] При повышении линейной скорости примерно до 35-50 футов/минуту скорость прохождения питателем длины напорного ящика могла повышаться до верхних пределов диапазона 30-40 раз в минуту для расхода примерно 2,5-3,5 кубических футов в минуту.
[0159] При использовании предлагаемого напорного ящика линейная скорость может снижаться до 5 футов в минуту или возрастать до 50 футов в минуту без неблагоприятного влияния на консистенцию напускаемого полотна жидкого теста, укладываемого со слива напорного ящика на движущееся формующее полотно. Это представляет собой особенное усовершенствование по сравнению с известными конструкциями напорного ящика, которые не могли обеспечить равномерное и непрерывное напускаемое полотно жидкого теста при расходе жидкого теста примерно 2,5-3,5 кубических футов в минуту при линейной скорости примерно до 50 футов в минуту. В случае известного напорного ящика скорость вращения валиков в напорном ящике необходимо значительно повышать, чтобы справиться с расходом жидкого теста примерно 2,5 кубических футов в минуту. Это приводит к тому, что жидкое тесто переливается через верх и бока напорного ящика и укладывается на движущееся формующее полотно под действием силы тяжести. Это не позволяет получать равномерное и непрерывное напускаемое полотно жидкого теста на движущееся формующее полотно.
[0160] Панели были изготовлены с использованием системы, показанной на ФИГ.8, и с использованием вышеописанной формулы расчетной доли площади поверхности волокон из вышеописанного состава жидкого теста. Толщина панели была в пределах 0,5-0,82 дюйма. Толщина отдельного слоя жидкого теста была в пределах 0,125-0,205 дюйма. Общая объемная доля волокон Vf была в пределах 2,75-4,05%.
[0161] Показан и описан один конкретный вариант осуществления предлагаемого устройства подачи жидкого теста для производства армированных волокном строительных цементных панелей, однако специалистам ясно, что возможны изменения и модификации в пределах объема изобретения в его более широких аспектах и в соответствии с прилагаемой формулой изобретения.
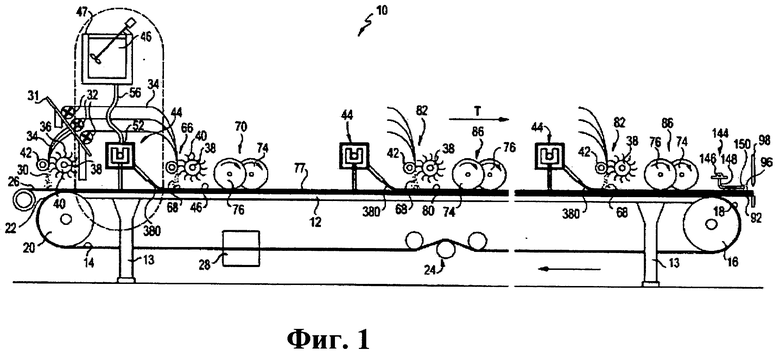
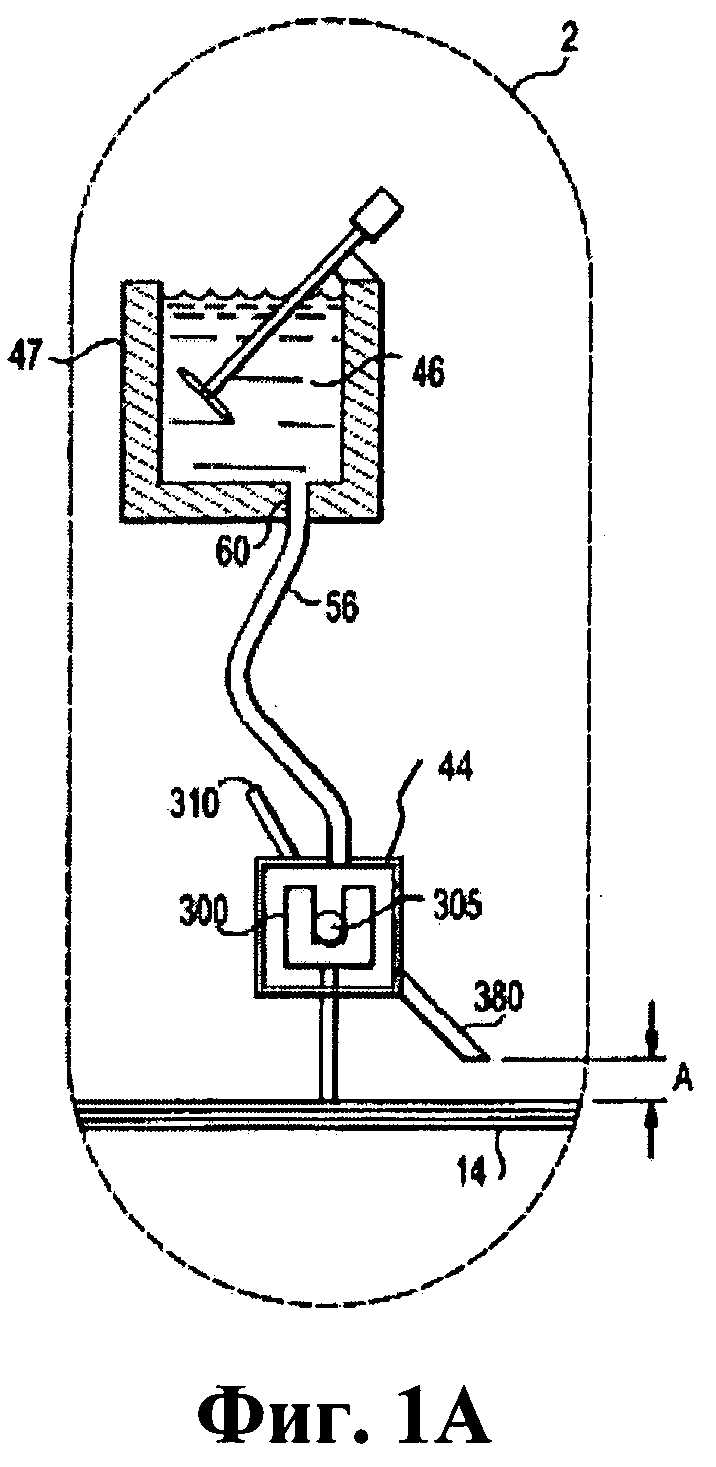
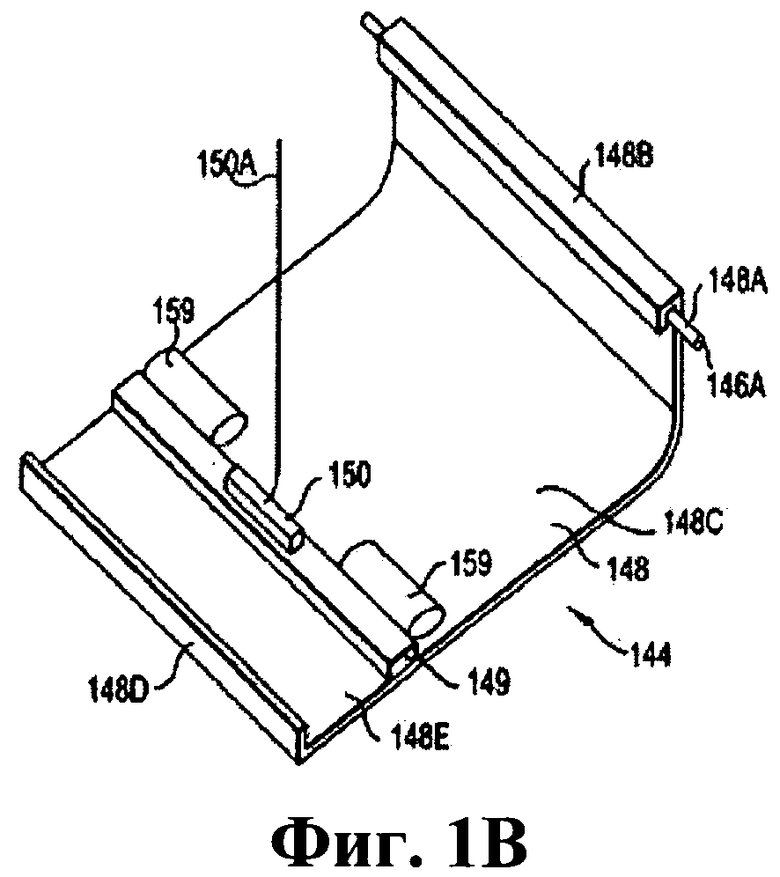
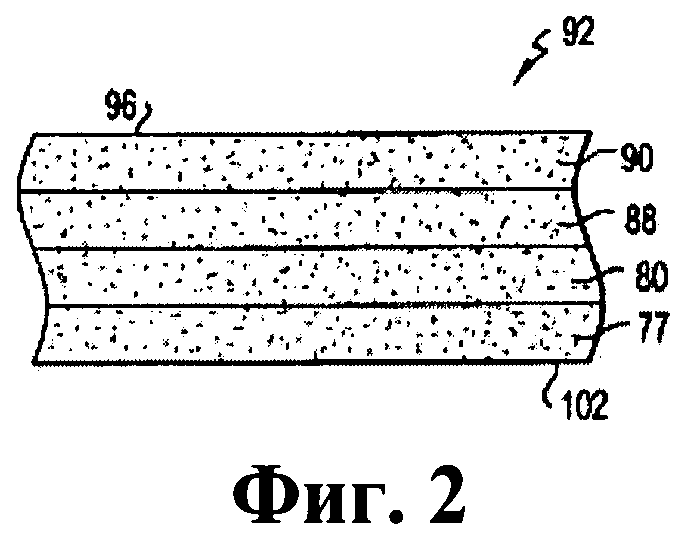
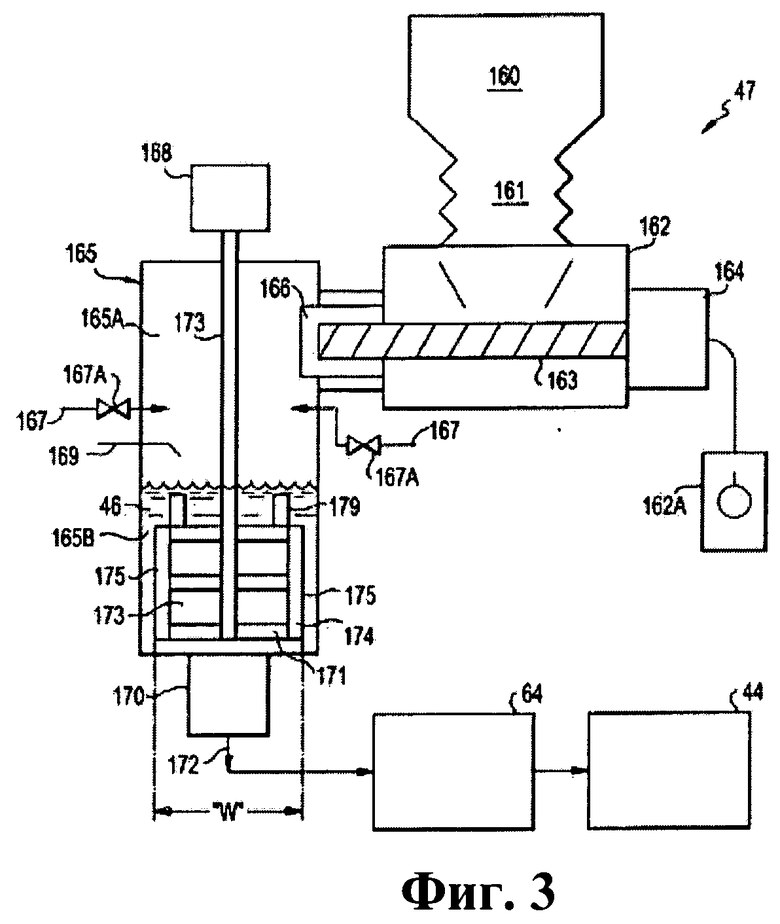

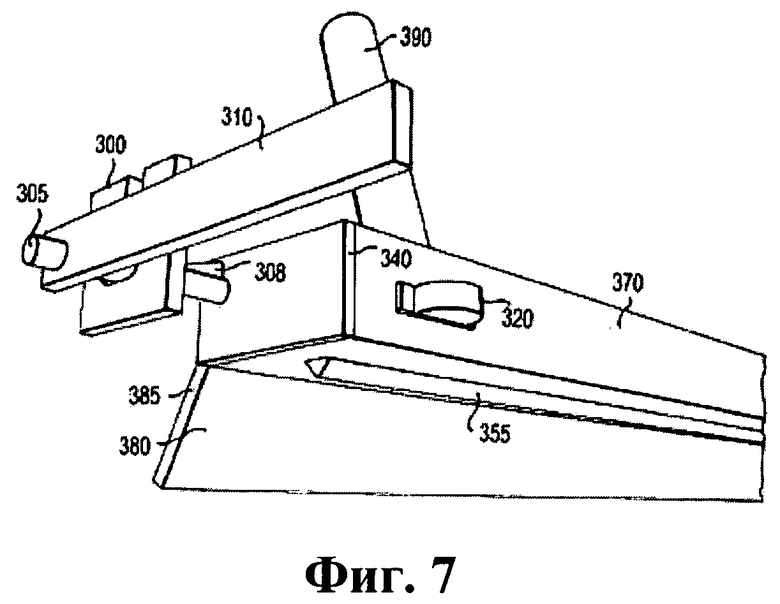
Изобретение относится к области строительства, а именно к устройствам и способам для укладки жидкого теста на движущееся формующее полотно. Изобретение позволит обеспечить равномерность и непрерывность выдачи жидкого цементного теста по всей ширине изделия. Устройство содержит установленный с возможностью поворота напорный ящик для укладки жидкого теста с внутренней нижней поверхности напорного ящика с наклоненного слива в виде непрерывного напускаемого полотна на движущееся полотно. Напорный ящик установлен поперечно направлению движения движущегося полотна. Напорный ящик выполнен с вертикальными краевыми бортами, включая задний краевой борт напорного ящика и два противоположных боковых краевых борта, со шкворнями, установленными на наружной поверхности двух противоположных боковых краевых бортов напорного ящика, для установки напорного ящика на соответствующих противоположных боковых стенках конвейера для движущегося полотна, с вертикально регулируемыми вилками и со средствами для регулирования угла наклона напорного ящика верх и вниз для регулирования потока жидкого теста со сливного средства. На наружной поверхности, по меньшей мере, одного вертикального краевого борта напорного ящика установлен вибратор. 2 н. 8 з.п. ф-лы, 10 ил.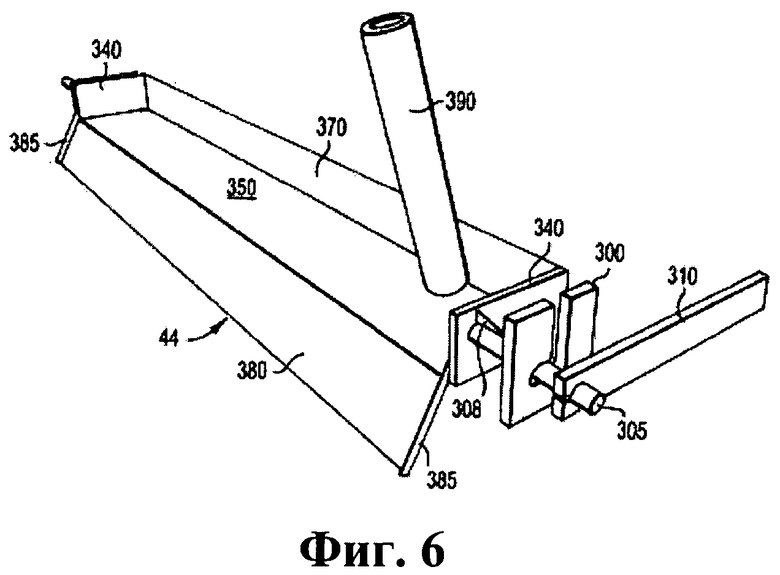
1. Устройство подачи жидкого теста для укладки жидкого теста на движущееся формующее полотно, имеющее направление движения, содержащее:
напорный ящик, установленный поперек направления движения движущегося полотна, имеющий нижнюю поверхность и наклоненный вниз слив для направления жидкого теста на формующее полотно;
вертикальные краевые борта, включая задний краевой борт напорного ящика и два противоположных боковых краевых борта напорного ящика, с трех соответствующих сторон напорного ящика, предназначенные для предотвращения разливания жидкого теста через бока и зад напорного ящика;
шкворни, установленные на наружной поверхности двух противоположных боковых краевых бортов напорного ящика, предназначенные для установки напорного ящика на соответствующих противоположных боковых стенках конвейера для движущегося полотна с использованием вертикально регулируемых открытых вилок со средствами для регулирования угла наклона напорного ящика верх и вниз для регулирования потока жидкого теста со сливного средства;
вибратор, установленный на наружной поверхности, по меньшей мере, одного вертикального краевого борта напорного ящика, предназначенный для вибрации напорного ящика;
совершающий возвратно-поступательное движение механизм подачи жидкого теста, выполненный и расположенный для подачи жидкого теста в напорный ящик; и
где слив наклонен с напорного ящика к полотну ниже для укладки жидкого теста на полотно.
2. Устройство по п.1, дополнительно содержащее рукояточное средство, прикрепленное к одной из внутренних поверхностей напорного ящика, предназначенное для наклона вручную напорного ящика, когда он находится в открытой вилке, для регулирования потока жидкого теста из напорного ящика со слива на полотно.
3. Устройство по п.1, где механизм подачи содержит трубопровод, подсоединенный к источнику жидкого теста и имеющий конец в непосредственной близости к внутренней поверхности напорного ящика, причем конец трубопровода установлен в совершающем возвратно-поступательное движение механизме, который перемещает конец трубопровода с возвратно-поступательным движением в поперечном направлении между концами напорного ящика.
4. Устройство по п.1, где напорный ящик расположен практически поперечно направлению движения полотна.
5. Устройство по п.1, где напорный ящик с возможностью поворота установлен в вилках, прикрепленных к боковым стенкам производственной линии, несущим движущееся полотно,
дополнительно содержащее систему регулирования, предназначенную для регулирования положения напорного ящика, причем система регулирования содержит:
первый шкворень, функционально соединенный с одной стороной напорного ящика,
второй шкворень, соединенный с противоположными боковыми стенками напорного ящика для жидкого теста.
6. Способ для непрерывной укладки однородного слоя жидкого цементного теста из установленного с возможностью поворота напорного ящика по п.1 на движущееся полотно, содержащее слой стекловолокна, включающий следующие стадии:
укладка жидкого теста на внутреннюю поверхность установленного с возможностью поворота напорного ящика,
подвержение вибрации жидкого теста в напорном ящике для пропуска жидкого теста по наклоненному сливу; и
укладка жидкого теста из слива как непрерывное напускаемое полотно на слой стекловолокна на движущемся полотне.
7. Способ по п.6, где напорный ящик подвергают вибрации со скоростью примерно 12000 колебаний в минуту.
8. Способ по п.6, где жидкое тесто имеет водоцементное массовое отношение примерно от 0,4 примерно до 0,7:1.
9. Способ по п.6, где напорный ящик рассчитан удерживать жидкое тесто глубиной в пределах примерно 0,125-0,5 дюйма.
10. Способ по п.6, где линейная скорость несущего элемента движущегося полотна равна 5-50 футов в минуту.
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| US 4165211 A,21.08.1979 | |||
| SE 402315 A, 26.06.1978 | |||
| Установка для непрерывного формования плит | 1986 |
|
SU1411147A1 |

