Изобретение относится к нефтегазодобывающей промышленности, а именно к технологии получения керамических магнезиальнокварцевых проппантов, предназначенных для использования в качестве расклинивающих агентов при добыче нефти или газа методом гидравлического разрыва пласта - ГРП. Изобретение может найти применение при сфероидизации различных керамических материалов и медицинских препаратов.
Сферические проппанты удерживают трещины ГРП от смыкания под большим давлением и обеспечивают необходимую производительность нефтяных и/или газовых скважин путем создания в пласте проводящего канала.
Основными эксплуатационными характеристиками проппантов являются проводимость и проницаемость проппантной пачки, которые зависят от фракционного состава, прочности и сферичности поверхности гранул. Известно, что сферические гранулы являются наиболее эффективной формой тела проппанта, обеспечивающей максимальные значения проводимости и проницаемости за счет создания преимущественно ламинарного характера движения добываемого углеводородного сырья, следовательно, сферические гранулы являются наиболее предпочтительными с точки зрения обеспечения подвижности потока нефти и газа.
Известен способ изготовления проппанта из стеклянных сфер (патент РФ №2336293), включающий получение расплава оксидов с последующим формированием из него сфер, их охлаждением и дополнительной изотермической выдержкой в течение 8-25 минут при температуре 870-1100°С до получения стеклокристаллической структуры. Указанным способом получают проппант со сферичностью 0,93-0,97.
К недостаткам известного способа можно отнести необходимость установки двух высокотемпературных агрегатов - плавильной печи для варки стекла и вращающейся печи для дополнительной термообработки гранул, а также необходимость проведения перед отжигом тщательного рассева гранул из-за большого разброса размеров сфер по диаметру и наличия значительного количества стекловаты. В результате чего выход товарных фракций проппанта не превышает 60%.
Наиболее близким по технической сущности к заявляемому решению является способ изготовления керамического проппанта, включающий приготовление шликера с введением в него водорастворимого связующего вещества, формирование гранул, которое осуществляют диспергированием шликера через калибровочное отверстие в водный раствор закрепляющего вещества. Диспергирование осуществляют путем бокового или осевого вибрационного воздействия на ламинарный поток шликера (патент РФ №2459852). Использование данного способа позволяет получать гранулы с общей сферичностью и округлостью 0,95 и более и колебаниями по диаметру гранул не более 10%, а также повысить выход товарных фракций.
К недостаткам данного способа следует отнести невозможность воздействия на процесс каплеобразования при технологических колебаниях реологических характеристик шликера (плотности, влажности, вязкости, поверхностного натяжения, текучести). Например, при повышении плотности суспензии свыше допустимых значений снижается сферичность сформированных гранул и образуется значительное количество некондиционных гранул меньших размеров (сателлитов), нарушается ламинарность потока шликера и происходит сбой процесса каплеобразования в результате чего снижается выход товарных фракций проппанта. Такие же недостатки присущи и способу настройки генератора капель, включающему подачу рабочей жидкости в форсунку под давлением, введение форсунки в резонанс на частоте каплеобразования путем подключения к пьезокерамическому вибратору напряжения, синхронизации каплеобразования и наблюдения за процессом каплеобразования с помощью стробоскопа (патент РФ №1716332).
Технической задачей, на решение которой направлено заявляемое изобретение, является повышение выхода товарных фракций проппанта за счет улучшения качества гранул стабилизацией каплеобразования при колебаниях реологических характеристик шликера и уменьшения количества образующихся сателлитов.
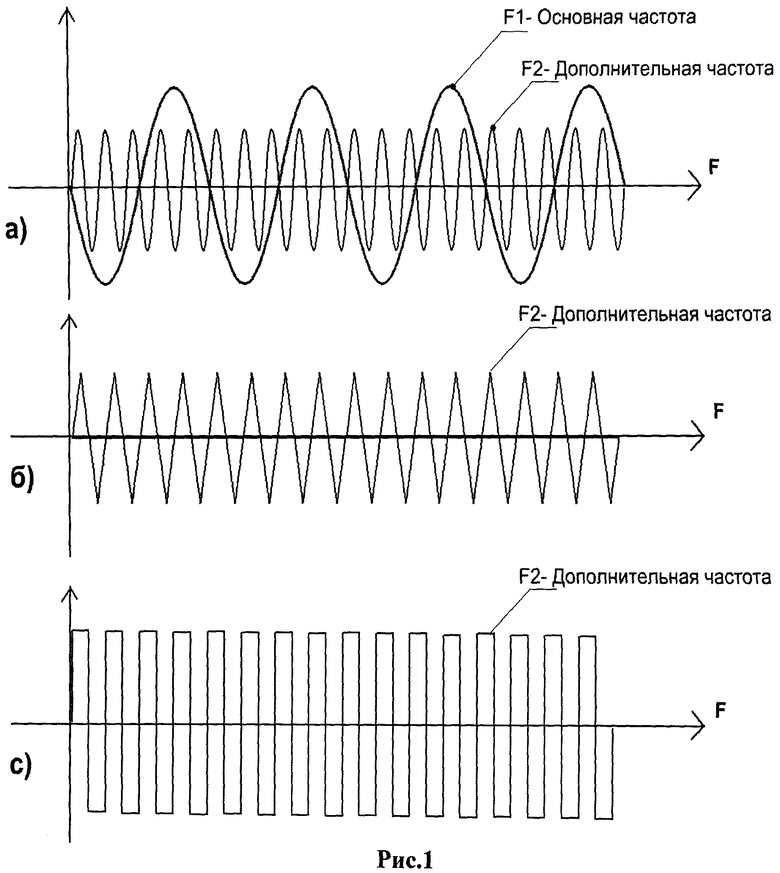
Указанный результат достигается тем, что в способе изготовления магнезиальнокварцевого проппанта, включающем приготовление шликера, введение в полученный шликер водорастворимого связующего вещества, каплеобразование путем вибрационного воздействия на ламинарную струю основной частотой, отверждение капель в водном растворе закрепляющего вещества и последующий обжиг, при изменении реологических свойств ламинарной струи шликера на нее оказывают дополнительное вибрационное воздействие с частотой, отличной от основной, до получения заданного качества каплеобразования. Колебания дополнительной частоты имеют прямоугольную или импульсную форму, а частота дополнительных колебаний кратна по отношению к основной частоте каплеобразования, синхронизирована с ней и находится в ультразвуковом диапазоне частот.
Поскольку производство проппанта является крупнотоннажным, по технологической цепочке непрерывно перемещается большое количество исходного шликера. При этом практически невозможно исключить технологический, климатический и человеческий факторы, оказывающие влияние на реологические свойства суспензии, тем более что изменение одной из характеристик шликера неизбежно вызывает корректировку других. В результате нарушается стабильность процесса каплеобразования, снижается сферичность гранул, возрастает количество сателлитов, что приводит к уменьшению выхода товарных фракций. Дополнительное вибрационное воздействие на струю шликера с частотой, отличной от основной, способствует устранению указанных недостатков. Указанное вибрационное воздействие может осуществляться как временно (до восстановления исходных реологических характеристик шликера), так и постоянно (например, при переходе на более плотные суспензии или при быстрой смене исходного сырья).
Форма колебаний дополнительной частоты может отличаться от синусоидальной и иметь, например, прямоугольную или импульсную форму, а частота дополнительных колебаний выбирается кратной по отношению к основной частоте каплеобразования. Частота дополнительных колебаний может быть как асинхронной по отношению к основной частоте, так и синхронизированной с ней (см. рис.1а, б с Приложения). Форма колебаний дополнительной частоты зависит от состава шликера, его реологических свойств и выбирается визуально по качеству образования капель с помощью стробоскопа. Ультразвуковой диапазон частот используется при работе с более плотными шликерами для повышения текучести и изменения других реологических свойств, необходимых для инициирования процесса каплеобразования.
Водорастворимое полимерное связующее вещество выбирается из группы карагенов, пектинов, желатинов, альгинатов, целлюлоз, карбоксиметилированных полисахаридов, агара, крахмала, гуаровой смолы, ксантановой смолы, производных акриловой кислоты, полиолов, а водный раствор закрепляющего вещества образует с водорастворимым полимерным связующим веществом водонерастворимое соединение, обеспечивающее закрепление формы гранул.
Шликер, содержащий все необходимые добавки, диспергируют через калиброванные отверстия на капли требуемого диаметра, которые отверждают в растворе закрепляющего вещества, после чего полученные сферы высушивают и обжигают при температуре, достаточной для максимального уплотнения гранул. Диаметр калибровочных отверстий определяется типом используемого сырья и подбирается индивидуально для каждого вида исходного шликера. Приготовление раствора закрепляющего вещества осуществляется в зависимости от вида и количества полимерного связующего, а концентрация закрепляющего раствора подбирается индивидуально для каждой пары - полимерное связующее вещество/закрепляющее вещество.
Примеры осуществления изобретения.
Для изготовления проппанта использовали водный шликер, приготовленный из обожженного природного магнийсиликатного сырья следующего состава, масс.%: MgO - 41, SiO2 - 46, Fe2O3 - 7, примеси - остальное. Сырьевой материал предварительно подвергали помолу до фракционного состава: фр. 5 мкм и менее - 64 масс.%, фракция 5-30 мкм - 36 масс.%. Контроль фракционного состава проводился на лазерном анализаторе размеров частиц. В качестве связующего вещества использовали альгинат натрия, в качестве закрепляющего вещества - водный раствор хлорида кальция.
Пример 1. Полученный шликер влажностью W=65%, плотностью ρ=1,45 г/см3 без воздействия вибрации самоистечением пропускали через калибровочное отверстие. Режим резонанса (начало процесса разбивания струи шликера на капли) был достигнут при частоте приблизительно 140 Гц и зафиксирован с помощью стробоскопа. Для формирования капель использовали вибратор электродинамического типа, как источник вертикальных колебаний. При разбиении струи образовывались капли преимущественно одного размера с небольшим количеством сателлитов. Полученные гранулы фракции 20/40 меш отмывали проточной водой, высушивали до влажности 1,5-2,0% и обжигали в лабораторной печи до максимального уплотнения керамики. Обожженные гранулы рассевали и фиксировали выход товарной фракции.
Пример 2. При изменении влажности шликера до W=55%, его плотность составила ρ=1,72 г/см3. При этом самоистечения струи не наблюдалось и при воздействии вибрации с прежними параметрами получить капли не удалось. При подключении генератора добавочной вибрации с частотой 8000 Гц удалось получить устойчивое каплеобразование с заметным снижением количества сателлитов, зафиксированное при помощи стробоскопа. Полученные гранулы отмывали проточной водой, высушивали до влажности 1,5-2,0% и обжигали в лабораторной печи до максимального уплотнения керамики. Обожженные гранулы 20/40 меш рассевали и фиксировали выход товарной фракции.
Также были исследованы другие режимы дополнительного вибрационного воздействия на струю шликера и представлены в примерах 3-6.
Результаты примеров систематизированы и отражены в таблице 1.
Результаты исследований каплеобразования
Анализ данных таблицы показывает, что заявляемый способ изготовления магнезиальнокварцевого проппанта (примеры №2-6 таблицы) позволяет повысить выход товарных фракций проппанта за счет улучшения качества гранул стабилизацией каплеобразования при колебаниях реологических характеристик шликера и уменьшить количество сателлитов. Это увеличивает и производительность технологической линии за счет отсутствия остановок для перенастройки основного генератора или очистки форсунок в случае их забивания шликером повышенной плотности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления керамических проппантов | 2017 |
|
RU2666560C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОКРЕМНЕЗЕМИСТОГО КЕРАМИЧЕСКОГО ПРОППАНТА ДЛЯ ДОБЫЧИ СЛАНЦЕВОГО ГАЗА | 2012 |
|
RU2500713C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ПРОППАНТА И ПРОППАНТ | 2011 |
|
RU2459852C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРАНУЛИРОВАННОГО ЦЕОЛИТА И ЦЕОЛИТ | 2013 |
|
RU2526990C1 |
| СПОСОБ ПЕРЕРАБОТКИ ЛОМА ОГНЕУПОРНЫХ, СТРОИТЕЛЬНЫХ И КЕРАМИЧЕСКИХ МАТЕРИАЛОВ ДЛЯ ПОЛУЧЕНИЯ КЕРАМИЧЕСКИХ СФЕР И КЕРАМИЧЕСКАЯ СФЕРА | 2012 |
|
RU2491254C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОППАНТА И ПРОППАНТ | 2016 |
|
RU2644369C1 |
| Способ получения проппанта | 2021 |
|
RU2783399C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ПРОППАНТА И ПРОППАНТ | 2011 |
|
RU2476476C2 |
| ПРОППАНТ И СПОСОБ ПОЛУЧЕНИЯ ПРОППАНТА | 2014 |
|
RU2559266C1 |
| Способ получения сферических гранул на основе полидициклопентадиена | 2018 |
|
RU2666892C1 |
Изобретение относится к нефтегазодобывающей промышленности, а именно к технологии получения керамических магнезиальнокварцевых проппантов, предназначенных для использования в качестве расклинивающих агентов при добыче нефти или газа методом гидравлического разрыва пласта. Техническим результатом изобретения является повышение выхода товарных фракций товара. Способ изготовления магнезиальнокварцевого проппанта включает приготовление шликера, введение в полученный шликер водорастворимого связующего вещества, каплеобразование путем вибрационного воздействия на ламинарную струю основной частотой, отверждение капель в водном растворе закрепляющего вещества и последующий обжиг. Причем при изменении реологических свойств ламинарной струи шликера на нее оказывают дополнительное вибрационное воздействие с частотой, отличной от основной, до получения заданного качества каплеобразования. 4 з.п. ф-лы, 2 пр., 1 табл., 1 ил.
1. Способ изготовления магнезиальнокварцевого проппанта, включающий приготовление шликера, введение в полученный шликер водорастворимого связующего вещества, каплеобразование путем вибрационного воздействия на ламинарную струю основной частотой, отверждение капель в водном растворе закрепляющего вещества и последующий обжиг, отличающийся тем, что при изменении реологических свойств ламинарной струи шликера на нее оказывают дополнительное вибрационное воздействие с частотой, отличной от основной, до получения заданного качества каплеобразования.
2. Способ по п.1, отличающийся тем, что колебания дополнительной частоты имеют прямоугольную или импульсную форму.
3. Способ по п.1, отличающийся тем, что частота дополнительных колебаний кратна по отношению к основной частоте каплеобразования.
4. Способ по п.1, отличающийся тем, что частота дополнительных колебаний синхронна по отношению к основной частоте каплеобразования.
5. Способ по п.1, отличающийся тем, что частота дополнительных колебаний находится в ультразвуковом диапазоне частот.
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ПРОППАНТА И ПРОППАНТ | 2011 |
|
RU2459852C1 |
| Способ получения пресспорошков магнитотвердых ферритов | 1978 |
|
SU735386A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ ШЛАКОВ | 2000 |
|
RU2163227C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОППАНТА ИЗ СТЕКЛЯННЫХ СФЕР | 2007 |
|
RU2336293C1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |

