Изобретение относится к машиностроению, в частности к поверхностному пластическому деформированию (ППД) деталей машин.
Известен способ упрочнения деталей поверхностным пластическим деформированием (Одинцов Л.Г. Упрочнение и отделка деталей поверхностным пластическим деформированием / Справочник. - М.: Машиностроение, 1987, с.70-116), заключающийся в том, что заготовке сообщают крутящий момент и обкатывают поверхность детали цилиндрическим роликом с приложением постоянной радиальной силы и тормозного момента.
Известен также способ упрочнения детали поверхностным пластическим деформированием, включающим сообщение заготовке крутящего момента и обкатку ее цилиндрическим роликом, к которому в процессе обкатки прикладывают постоянную радиальную силу и тормозной момент, причем приложение к ролику тормозного момента осуществляют с увеличением тангенциального переноса металла заготовки.
Недостатками данных способов является снижение качества поверхности заготовки из-за проскальзывания ролика относительно поверхности заготовки, недостаточные износостойкость, прочность и долговечность заготовки, а также наличие некруглости и эксцентриситета заготовки из-за биения.
Техническим результатом изобретения является повышение износостойкости, прочности и долговечности заготовки, в частности штамповой оснастки (пуансона).
Указанный технический результат достигается тем, что в способе упрочнения деталей поверхностным пластическим деформированием, включающем обкатку заготовки цилиндрическим роликом, к которому в процессе обкатки прикладывают постоянную радиальную силу, согласно заявленному изобретению заготовку предварительно покрывают «смесью» глицерина со шламом от абразивной обработки, а ролику сообщают дополнительно продольную подачу и возвратно-поступательное движение.
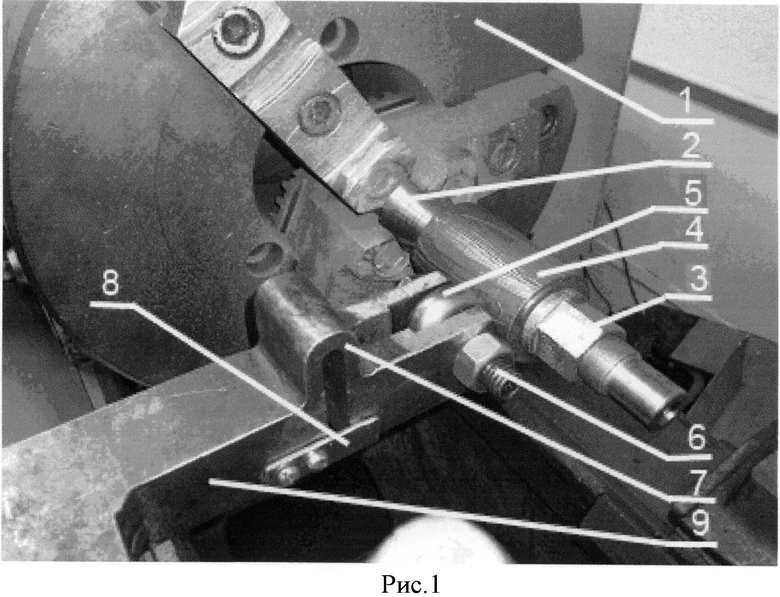
Сущность изобретения показана на схеме процесса обкатывания (рис.1)
Способ осуществляют следующим образом. В трехкулачковый патрон 1 устанавливают оправку 2, на которую с помощью гайки 3 закрепляют обрабатываемую заготовку 4. Для обкатывания используют ролик 5 из твердого сплава ВК8 с радиусом от 3 мм до 5 мм. Ролик 5 может свободно вращаться на оси 6, статическое усилие прижима регулируют заранее оттарированной пружиной 7. Приспособление с рабочим инструментом закрепляют в резцедержателе станка. Усилие сжатия пружины контролируют по шкале, нанесенной на планке 8. Перед началом обработки на поверхность заготовки наносят приготовленную «смесь» глицерина со шламом от абразивной обработки. Суппортом создают усилие и включают установку. Во время работы инструменту сообщают продольную подачу и возвратно-поступательное движение в продольном направлении. Увеличение твердости, износостойкости и прочности заготовки происходит за счет внедрения абразивных частиц в поверхностный слой материала заготовки во время процесса обкатывания твердосплавным роликом.
В результате получили заготовку с повышением упрочнения поверхности и износостойкости в 2-3 раза.
Этот способ наиболее целесообразно применять при изготовлении штамповой оснастки, а именно пуансонов.
Изобретение позволяет повысить твердость, износостойкость пуансона и долговечность штамповой оснастки в целом, а также возможность применения несложного оборудования с минимальными затратами на осуществление данного способа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 1999 |
|
RU2163863C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ШЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2469834C1 |
| СПОСОБ ПОВЕРХНОСТНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ С ГАЛТЕЛЯМИ | 2007 |
|
RU2359806C2 |
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2325261C2 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ЩЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2479408C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479404C2 |
| СПОСОБ ОБКАТЫВАНИЯ НАРУЖНЫХ ВИНТОВЫХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2447983C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2021 |
|
RU2753807C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2009 |
|
RU2430806C2 |
| УПРОЧНЯЮЩАЯ ЭЛЕКТРОГОЛОВКА | 2009 |
|
RU2420389C2 |
Изобретение относится к машиностроению и может быть использовано при упрочнении деталей. Покрывают заготовку смесью глицерина со шламом от абразивной обработки. Осуществляют обкатку заготовки цилиндрическим роликом. К ролику прикладывают постоянную радиальную силу. Сообщают ролику продольную подачу и возвратно-поступательное движение. В результате обеспечивается увеличение твердости, износостойкости и долговечности деталей. 1 ил.
Способ упрочнения деталей поверхностным пластическим деформированием, включающий обкатку заготовки цилиндрическим роликом, к которому в процессе обкатки прикладывают постоянную радиальную силу, отличающийся тем, что заготовку предварительно покрывают смесью глицерина со шламом от абразивной обработки, а ролику сообщают дополнительно продольную подачу и возвратно-поступательное движение.
| СПОСОБ НАНЕСЕНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ ПРИ ПОВЕРХНОСТНОМ ПЛАСТИЧЕСКОМ ДЕФОРМИРОВАНИИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2185270C2 |
| СПОСОБ СОВМЕЩЕННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2009 |
|
RU2423219C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ТРЕНИЯ | 2004 |
|
RU2269407C2 |
| RU 2008151817 A, 27.06.2010 | |||
| Инструмент для поверхностного пластического деформирования | 1989 |
|
SU1815189A1 |
| GB 1445197 A, 04.08.1976 | |||

