Изобретение относится к области холодной обработки металлов давлением, а именно к обработке поверхностным пластическим деформированием (ППД), и предназначается для пластического деформирования длинномерных цилиндрических деталей с галтелями, в частности высокопрочных торсионных валов гусеничных машин.
К указанным торсионным валам предъявляются повышенные требования по циклической долговечности и уровню рабочих напряжений. Режимы упрочняющей обработки, геометрия накатных роликов, схема обкатки строго регламентированы. Существующие способы обкатки длинномерных цилиндрических деталей с галтелями заключаются в последовательной обкатке сначала цилиндрического, а затем галтельных участков, которые осуществляют на различном оборудовании.
Так, известен способ обработки детали поверхностным пластическим деформированием, при котором обрабатываемой детали сообщают вращение, а деформирующий инструмент прижимают к обрабатываемой поверхности с определенным усилием, сообщая ему продольную подачу (см. Д.Д.Папшев. Отделочно-упрочняющая обработка поверхности пластическим деформированием. М.: Машиностроение, 1978, с.5-11).
Недостатком известного способа обработки детали поверхностным пластическим деформированием является низкое качество обработанной поверхности, которое выражается в неравномерном распределении физико-механических свойств материала поверхностного слоя и его неоднородном микрорельефе.
Известен способ накатки галтелей торсионного вала обкатыванием роликом накатной головки с подачей его по дуге образующей галтели (Ю.Г.Шнейдер. Технология финишной обработки давлением. Справочник. - СПб.: Политехника, 1998, с.215, таблица 18, способ обработки V, с.224-225. Л.Г.Одинцов. Упрочнение и отделка деталей поверхностным пластическим деформированием. Справочник. - М.: Машиностроение, 1987, с.95, рис.78), а также способ накатки галтелей, реализуемый на станке для накатки галтелей, выполненном в виде токарного станка и оснащенном приспособлением с накатными роликами (см. Справочник-технолога машиностроителя. В 2-х т. Под ред. А.Г.Косиловой и Р.К.Мещерякова. - М.: Машиностроение, 1985, т.2, с.383-395, рис.7; В.М.Браславский. Технология обкатки крупных деталей роликами. М.: Машиностроение, 1975, с.100).
Недостатком известных способов является их применимость только для накатки галтелей торсионных валов.
Известен также способ упрочняющей обработки наружных цилиндрических участков валов, при котором обрабатываемую деталь вращают и осуществляют обкатывание ее роликами при поступательной подаче накатной головки (В.М.Браславский. Технология обкатки крупных деталей роликами. М.: Машиностроение, 1975, с.68; Л.Г.Одинцов. Упрочнение и отделка деталей поверхностным пластическим деформированием. Справочник. - М.: Машиностроение, 1987, с.87).
Недостатком способа является его применимость только для накатки наружной поверхности изделий постоянного по их длине сечения.
Наиболее близким к заявляемому по технической сущности и достигаемому эффекту, т.е. прототипом, является способ поверхностно-упрочняющей обработки длинномерных цилиндрических деталей с галтелями, описанный в SU 1734988 A1, В24В 39/00, 23.05.1992. Согласно известному способу обрабатываемой детали сообщают вращательное движение и обкатывают ее цилиндрический и галтельные участки путем обеспечения накатной головке с деформирующими элементами в виде роликов поступательной подачи вдоль обрабатываемой поверхности детали.
Недостатком известного способа обработки длинномерной цилиндрической детали с галтелями поверхностным пластическим деформированием, принятого за прототип, является невысокая эффективность процесса, которая выражается низкими производительностью обработки и качеством изделия. Значительная трудоемкость и низкая производительность процесса ППД обусловлены тем, что обкатка осуществляется в три операции: вначале - цилиндрического, затем последовательно каждого из галтельных участков. Для выполнения этих операций требуется два вида оборудования. Кроме того, в процессе упрочнения образуется переходная зона с двойным упрочнением, которая сама по себе является ослабляющей сечение детали, и в совокупности с размещением ее в месте сопряжения галтельных и цилиндрического участков делает опасным его с точки зрения разрушения при работе длинномерной цилиндрической детали на кручение. Это вызвано тем, что в месте сопряжения цилиндрического и галтельных участков осуществляется реверс шлифовального круга при их раздельном шлифовании и часто появляются прижоги. Головки валов получают горячей высадкой и в этом месте сосредоточены температурные напряжения при нагреве концов вала перед высадкой, а также возможен перегрев. Все это снижает надежность и качество этих длинномерных цилиндрических деталей при эксплуатации.
При создании настоящего изобретения ставилась задача - исключение вышеперечисленных недостатков, а именно повышение эффективности поверхностно-упрочняющей обработки длинномерных цилиндрических деталей с галтелями за счет повышения производительности процесса обкатки и качества изделия.
Поставленная задача достигается тем, что в способе поверхностно-упрочняющей обработки длинномерных цилиндрических деталей с галтелями, включающем сообщение вращательного движения обрабатываемой детали и обкатывание ее цилиндрического и галтельных участков путем обеспечения накатной головке с деформирующими элементами в виде роликов поступательной подачи вдоль обрабатываемой поверхности детали, согласно предлагаемому изобретению производят поверхностно-упрочняющую обработку одновременно двух деталей, установленных параллельно на двух позициях, каждая из которых содержит одну накатную головку.
Другое отличие заключается в том, что обкатывание цилиндрического и галтельного участков каждой детали осуществляют с середины ее цилиндрического участка в направлении к галтельному участку, перемещают последнюю на вторую позицию, на которой обрабатывают ее вторую половину с образованием перекрытия упрочненной зоны в середине цилиндрического участка детали.
Еще одним отличием является то, что накатные головки на первой и второй позициях перемещают в противоположных направлениях.
Сопоставительный анализ с прототипом показывает, что заявляемый способ поверхностно-упрочняющей обработки длинномерных цилиндрических деталей с галтелями отличается порядком выполнения действий, составляющих способ, временем и условиями осуществления этих действий.
Поиск, проведенный по Санкт-Петербургскому территориальному патентному фонду, показал, что в настоящее время не известен способ поверхностно-упрочняющей обработки длинномерных цилиндрических деталей с галтелями, обладающий такой же совокупностью существенных признаков, что и предлагаемый. Это позволяет сделать вывод, что заявляемое техническое решение соответствует критерию изобретения "новизна".
При изучении уровня техники, известного в данной области, признаки, отличающие заявляемое изобретение от прототипа, не были выявлены и поэтому они обеспечивают заявляемому техническому решению соответствие критерию "изобретательский уровень".
Осуществление поверхностно-упрочняющей обработки одновременно двух деталей, установленных параллельно на двух позициях, каждая из которых содержит одну накатную головку, обкатывания цилиндрического и галтельного участков каждой детали с середины детали ее цилиндрического участка в направлении к его галтельному участку, позволят значительно, на 32%, снизить трудоемкость обкатки длинномерных цилиндрических деталей с галтелями и повысить количество обрабатываемых деталей. При этом не потребуется производить переналадку обрабатывающего оборудования, т.к. обкатывание цилиндрического и галтельного участков производится одной и той же накатной головкой. Осуществление обкатки вначале, на первой позиции, одной половины детали, перемещения последней на вторую позицию, на которой обрабатывают ее вторую половину с образованием перекрытия упрочненной зоны (зоны двойной обкатки) в середине цилиндрического участка детали, позволит переместить зону двойной обкатки, ослабляющую сечение детали, из опасного места концентрации напряжения (сопряжение галтельного и цилиндрического участков) на более безопасный участок. Это позволит повысить качество обрабатываемых деталей и продлить срок их эксплуатации.
Вышеизложенное доказывает, что заявляемое техническое решение может быть с успехом использовано для поверхностно-упрочняющей обработки длинномерных цилиндрических деталей с галтелями, в частности торсионных валов, с повышением производительности их обкатки и одновременном повышением качества валов, т.е. соответствует критерию изобретения «промышленная применимость».
Предлагаемый способ поверхностно-упрочняющей обкатки длинномерных цилиндрических деталей с галтелями схематически поясняется чертежом.
Заявляемый способ поверхностно-упрочняющей обработки длинномерных цилиндрических деталей с галтелями осуществляется следующим образом.
Длинномерную цилиндрическую деталь 1 с галтелями устанавливают в станок для накатки (на чертеже не показан), который размещен на позиции I обработки. Детали 1 сообщают вращение. Накатную головку 2 с деформирующими роликами подводят к обрабатываемой поверхности в середине цилиндрического участка 3, вдавливают ее при определенном усилии и осуществляют обкатывание цилиндрического участка детали при этом усилии при поступательной подаче головки 2 в сторону галтельного участка 4. При подходе к последнему все те же накатные головки 2 подают по дуге его образующей при большем давлении на ролик. Таким образом, на позиции I обрабатывается одна половина детали 1.
Далее накатные головки 2 отводятся и обработанную наполовину деталь переносят на станок, установленный на позиции II параллельно станку на позиции I, где за отдельную операцию производят обкатку ее второй половины такой же накатной головкой 2 и в вышеизложенной последовательности. Одновременно с накаткой детали на позиции II на позицию I подается новая деталь, где производится обработка ее первой половины, при этом накатные головки 2 на первой и второй позициях перемещают в противоположных направлениях. В процессе обработки длинномерной цилиндрической детали 1 с галтелями перекрытие 5 упрочненной зоны образуют в середине цилиндрического участка 3. По окончании обработки вал с позиции II убирают и устанавливают вместо него обработанный наполовину вал с позиции I, а на последнюю подают новую деталь.
Осуществление заявляемого способа поверхностно-упрочняющей обработки длинномерных цилиндрических деталей с галтелями рассмотрим на конкретном примере.
Пример 1
Производят обкатывание одновременно двух длинномерных цилиндрических деталей I, установленных на двух параллельных позициях I и II. Начинают обкатку одновременно на одной и другой позициях от середины цилиндрического участка с образованием перекрытия 5 зоны обкатки в середине детали и осуществляют ее при усилии на ролики накатной головки 2. Накатные головки перемещают поступательно от середины стержневого участка 3 к галтельному 4 при одном усилии на ролики, а на галтельном участке осуществляют подачу накатных головок по дуге образующих галтельного участка при большем усилии на ролик.
Обкатку производят при следующих режимах:
Пример 2
Для сравнения была проведена упрочняющая обкатка длинномерных цилиндрических деталей с галтелями в соответствии со способом-прототипом (SU 1734988 A1, В24В 39/00, 23.05.1992).
Упрочняющая обкатка обрабатываемой детали осуществляется за две операции - сначала обкатывается цилиндрический участок, а затем после переустановки на другой станок - два галтельных участка.
На первой операции на одном станке осуществляют обкатывание цилиндрического участка детали при поступательной подаче накатной головки от начала одного галтельного участка до начала другого при следующих режимах:
На второй операции на другом станке производят упрочняющую обкатку галтельных участков детали с подачей другой накатной головки по дуге образующей галтельного участка с перекрытием двух зон обкатки в месте сопряжения стержневого участка с галтельным.
Обкатывание осуществляют при следующих режимах:
Сравнение трудоемкостей обкатки валов по заявляемому и существующему способам показывает, что предлагаемый способ позволяет уменьшить ее на 7 минут, что составит 32%.
Обработанные по двум способам длинномерные цилиндрические детали с галтелями подвергли циклическим испытаниям на кручение, которые проводили при следующих режимах:
Проведенные циклические испытания на кручение деталей, обкатанных по двум способам (по 10 шт. валов на каждый вариант), показали, что средняя циклическая долговечность деталей, упрочненных по предлагаемому способу, составит 750 тыс. циклов, что на 25% больше, чем в прототипе, где она составила 600 тыс. циклов. Испытания также показали, что 8 валов из 10, обкатанных по старому способу, разрушились в зоне двойной обкатки, в месте сопряжения галтельного участка детали с цилиндрическим. Это произошло из-за того, что двойная обкатка ослабляет и без того опасное место концентрации напряжений - место сопряжения галтельного и цилиндрического участков, поскольку в этом месте осуществляется реверс шлифовального круга при раздельном шлифовании цилиндрического и галтельных участков и часто бывают прижоги. Кроме этого, головки таких деталей получают горячей высадкой и в этом месте сосредоточены температурные напряжения при нагреве их концов перед высадкой, а также возможны перегревы.
При циклических испытаниях на кручение деталей, обкатанных по заявляемому способу, только две детали разрушились в зоне сопряжения галтельного участка с цилиндрическим. Остальные детали разрушились по цилиндрическому участку.
Таким образом, предлагаемый способ поверхностно-упрочняющей обработки длинномерных цилиндрических деталей с галтелями позволяет снизить трудоемкость обкатки на 32% при одновременном повышении качества - циклической долговечности - на 25%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения галтели ступенчатого вала | 1989 |
|
SU1734988A1 |
| СПОСОБ ПОВЫШЕНИЯ УСТАЛОСТНОЙ ПРОЧНОСТИ СТАЛЬНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2004 |
|
RU2277596C1 |
| Способ предварительной настройки инструмента при накатке галтелей | 1989 |
|
SU1733223A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРЕПЕЖНЫХ ЭЛЕМЕНТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2012 |
|
RU2490087C1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ИХ ДЛИНЕ СЕЧЕНИЯ | 2004 |
|
RU2263717C1 |
| СПОСОБ ОБРАБОТКИ ГАЛТЕЛИ СТУПЕНЧАТОГО ВАЛА | 2008 |
|
RU2368487C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЯЮЩЕЙ ОБКАТКИ РОЛИКАМИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2005 |
|
RU2316419C2 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ СЛОЖНОГО ПРОФИЛЯ | 2010 |
|
RU2493954C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ РЕЗЬБОВЫХ ДЕТАЛЕЙ КРЕПЛЕНИЯ С ГОЛОВКАМИ ИЗ ТЕРМИЧЕСКИ УПРОЧНЯЕМЫХ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2010 |
|
RU2431538C1 |
| Способ изготовления изделий переменного сечения | 1983 |
|
SU1135780A1 |
Изобретение относится к области обработки металлов давлением, а именно к обработке поверхностным пластическим деформированием, и предназначено для пластического деформирования длинномерных цилиндрических деталей с галтелями. Сообщают вращательное движение обрабатываемой детали и осуществляют обкатывание ее цилиндрического и галтельных участков путем обеспечения накатной головке с деформирующими элементами в виде роликов поступательной подачи вдоль обрабатываемой поверхности детали. Поверхностно-упрочняющую обработку осуществляют одновременно двух деталей, установленных параллельно на двух позициях, каждая из которых содержит одну накатную головку. Обкатывание цилиндрического и галтельного участков каждой детали осуществляют с середины ее цилиндрического участка в направлении к галтельному участку. Вначале, на первой позиции, обрабатывают одну половину детали, перемещают последнюю на вторую позицию, на которой обрабатывают ее вторую половину с образованием перекрытия упрочненной зоны в середине цилиндрического участка детали. В результате повышается эффективность поверхностно-упрочняющей обработки деталей. 1 з.п. ф-лы, 1 ил.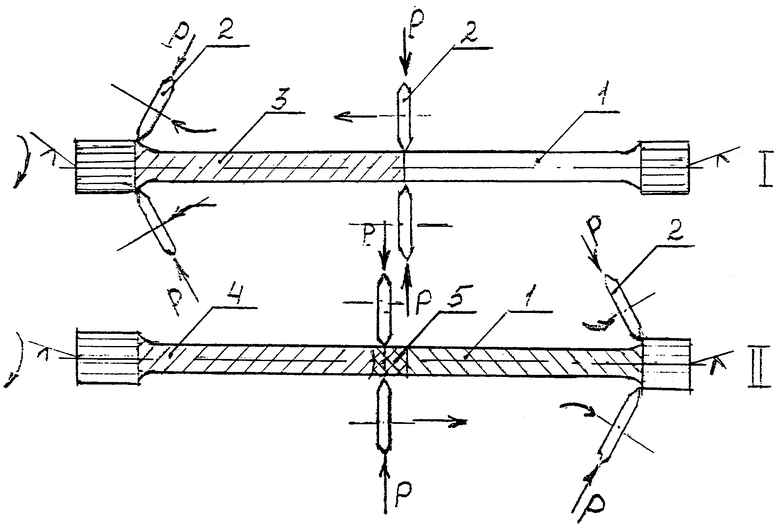
1. Способ поверхностно-упрочняющей обработки длинномерных цилиндрических деталей с галтелями, включающий сообщение вращательного движения обрабатываемой детали и обкатывание ее цилиндрического и галтельных участков путем обеспечения накатной головке с деформирующими элементами в виде роликов поступательной подачи вдоль обрабатываемой поверхности детали, отличающийся тем, что осуществляют одновременно поверхностно-упрочняющую обработку двух деталей, установленных параллельно на двух позициях, каждая из которых содержит одну накатную головку, обкатывание цилиндрического и галтельного участков каждой детали осуществляют с середины ее цилиндрического участка в направлении к галтельному участку, при этом вначале на первой позиции обрабатывают одну половину детали, перемещают последнюю на вторую позицию, на которой обрабатывают ее вторую половину с образованием перекрытия упрочненной зоны в середине цилиндрического участка детали.
2. Способ по п.1, отличающийся тем, что накатные головки на первой и второй позициях перемещают в противоположных направлениях.
| БРАСЛАВСКИЙ В.М | |||
| Технология обкатки крупных деталей роликами | |||
| - М.: Машиностроение, 1975, с.100 | |||
| Способ упрочнения галтели ступенчатого вала | 1989 |
|
SU1734988A1 |
| Способ упрочнения изделий переменного по их длине сечения | 1980 |
|
SU859468A1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ИХ ДЛИНЕ СЕЧЕНИЯ | 2004 |
|
RU2263717C1 |
| Способ упрочнения коленчатого вала и устройство для его осуществления | 1990 |
|
SU1706845A1 |
| Способ предварительной настройки инструмента при накатке галтелей | 1989 |
|
SU1733223A1 |
| ВСЕСОЮЗНАЯ f | 0 |
|
SU366063A1 |
| JP 2006346802 A, 28.12.2006. | |||

