Изобретение относится к области электродуговой наплавки износостойких сплавов, в частности к составу порошковой проволоки, и может быть использовано для повышения стойкости деталей оборудования химической, нефтяной и других отраслей промышленности, работающих на истирание в контакте с агрессивными средами, например, уплотнительных поверхностей запорной и дросселирующей арматуры, торцевых уплотнителей, контактных пар, различных насосов, шнеков, скребков, посадочных мест на различных валах и втулках.
Известна порошковая проволока для наплавки слоя нержавеющей стали повышенной твердости (авторское свидетельство СССР №300282, B23k 35/36, опубл. БИ №13, 1971 г.), состоящая из стальной оболочки и шихты следующего состава, %:
При наплавке известной проволокой наплавленный металл не обеспечивает высокой износостойкости и при трении металла о металл.
Известна порошковая проволока (авторское свидетельство СССР №277978, B23k 35/36, опубл. БИ №25, 1970 г.), состав шихты которой взят в следующем соотношении, %:
Металл, наплавленный порошковой проволокой с шихтой предложенного состава, обладает высокой твердостью (7000-8000 МПа) и высокой относительной износостойкостью, но низкой коррозионной стойкостью. Кроме того, наплавка только одного карбида бора на стальные детали представляет значительные трудности, вызванные низкой смачиваемостью его железом и практически полным отсутствием пластической деформации, что обуславливает образование в наплавленном слое трещин и снижает способность его к релаксации упругих напряжений при механической нагрузке (Шеенко И.Н., Орешкин В.Д., Репкин Ю.Д. Современные наплавочные материалы на основе тугоплавких соединений. - Киев: Наукова думка, 1970. - 163-164 с.).
Известна высокохромистая наплавочная проволока (патент RU №2293640, B23k 35/30, опубл. БИ №5, 2007 г.), содержащая химические элементы в следующем соотношении, мас.%:
Недостатком данной проволоки является высокая чувствительность наплавленного металла к горячим трещинам и его низкая коррозионная стойкость в агрессивных средах. Кроме того, наплавленный металл в состоянии после наплавки обладает твердостью HRC 56-59, что сильно усложняет его механическую обработку.
Наиболее близкой по химическому составу является порошковая проволока для сварки и наплавки аустенитных коррозионных сталей (авторское свидетельство СССР №527278, B23k 35/368, опубл. БИ №33, 1976 г.), шихта которой содержит следующие компоненты, вес.%:
Такая порошковая проволока позволяет получить приемлемую устойчивость наплавленного металла к межкристаллитной коррозии и горячим трещинам. Однако твердость такого металла низка, что не обеспечивает высокую износостойкость.
Технической задачей предлагаемого изобретения является создание такого состава порошковой проволоки, который обеспечивал бы получение наплавленного металла с высокой износостойкостью в условиях истирания в контакте с агрессивными средами.
Технический результат достигается за счет того, что в порошковую проволоку, состоящую из низкоуглеродистой оболочки и шихты, содержащей хром, никель марганец, феррониобий, дополнительно введены молибден, ферротитан, ферросилиций, карбид бора, кремнефтористый натрий и железный порошок при следующем соотношении компонентов, мас.%:
Хром в количестве 14-18% вводится в проволоку для достижения требуемой коррозионной стойкости наплавленного металла. Хром способствует расширению ферритной фазы. При этом достаточно известно его количественное воздействие. Так, понижение концентрации хрома ниже 12-13% не позволяет достичь необходимой сопротивляемости металла коррозионному износу. Повышение же содержания этого элемента свыше 18% мало сказывается на дальнейшем улучшении рассматриваемого свойства и может привести к понижению пластических свойств наплавленного металла. Содержание хрома в указанных пределах обеспечивает образование плотно и прочно связанной с металлом окисной пленки, которая длительное время сохраняется при нагреве и охлаждении наплавленной поверхности в период эксплуатации. Образуя в стали твердые карбиды, хром также повышает ее износостойкость.
Никель в количестве 2-4% за счет увеличения подвижности дислокации и снижения сопротивления движению дефектов со стороны кристаллической решетки железа эффективно повышает пластичность стали. Кроме того, он, присутствуя в твердом растворе за счет уменьшения коэффициента теплового расширения, обеспечивает высокую теплостойкость наплавленного металла. Понижение содержания никеля в предложенной шихте по сравнению с известной вызвано необходимостью подавления процессов коагуляции, выделяющихся при старении интерметаллидных фаз, и снижения до минимума возможности образования аустенита в процессе термообработки.
Марганец в количестве 2-3% вводится в качестве раскислителя и как легирующий элемент, повышающий стойкость наплавленного металла против образования кристаллизационных трещин и снижающий порообразование. Кроме того, в процессе старения он значительно повышает прочность наплавки вследствие аллотропических превращений, обеспечивая повышение отпускной прочности и твердости наплавленного металла. В то же время превышение концентрации марганца выше 3% приводит к ухудшению пластичности стали, особенно после дополнительного температурного воздействия.
Введение феррониобия в состав шихты в количестве 1,0-2,0% обеспечивает получение равномерно распределенных в матрице наплавленного металла карбидов ниобия, обуславливая ему высокую износостойкость в условиях абразивного изнашивания и восприятия статического давления с большими контактными нагрузками. Кроме того, ниобий повышает стойкость наплавленного металла против межкристаллитной коррозии.
Введение в состав шихты молибдена в количестве 3-5% является оптимальным, так как повышает температуру рекристаллизации твердых растворов, замедляет их разупрочнение и уменьшает чувствительность металла к перегреву при наплаве. Легирование наплавленного металла молибденом способствует упрочнению его матрицы образующимися карбидами (Mo23C6+Mo2C) и интерметаллидами (Fe2Mo, Ni3Mo), повышающих износостойкость наплавки. Кроме того, молибден, растворимый в феррите наплавленного металла, являясь поверхностно-активным элементом (по отношении к железу), препятствует выделению карбидов и интерметаллидов по границам зерен, что улучшает его прочность и ударную вязкость. Так же молибден повышает стойкость наплавленного металла к горячим трещинам. Добавка молибдена ниже нижнего предела не обеспечивает должное упрочнение матрицы наплавленного слоя. При наличии в шихте молибдена свыше 5%, совместно с высоким содержанием других карбидообразующих элементов, усиливает ликвационные процессы при кристаллизации и выделение карбидов по границам зерен в надкритическом интервале при термообработке. Это приводит к устранению положительного влияния этих элементов на прочность и твердость наплавки в результате обеднения ими твердого раствора.
Введение в состав шихты ферротитана в количестве 1,5-3,0% позволяет упрочнить наплавленный металл в процессе отпуска интерметаллидными фазами типа Ni3Ti, что способствует увеличению твердости и износостойкости наплавленного металла. Однако такое увеличение наблюдается только до содержания ферротитана 3,0%. При большем увеличении содержания ферротитана происходит повышение твердости, а так же и хрупкости стали за счет того, что весь титан в наплавленном металле расходуется на связывание углерода в карбиды титана (TiC). Введение его в состав шихты порошковой проволоки в виде ферротитана обусловлено более высоким коэффициентом перехода в наплавленный металл при наплавке в защитных газах, чем при использовании чистого порошка.
Введение ферросилиция в состав шихты в количестве 1,0-2,0% обеспечивает увеличение степени дисперсионного упрочнения наплавленного металла, легированного молибденом, титаном и ниобием, при термической обработке и в процессе эксплуатации. Так же кремний совместно с марганцем обеспечивают хорошую растекаемость сварочной ванны и благоприятное формирование валиков при наплавке в защитных газах. Наличие ферросилиция в шихте порошковой проволоки свыше 2% приводит к снижению как пластических свойств наплавленного металла, так и его коррозионной стойкости.
Ведение в предложенную порошковую проволоку карбида бора в количестве 0,6-1,0% ведет к выделению в структуре наплавленного металла боридной эвтектики, которая, располагаясь в виде каркаса между кристаллами, воспринимает часть нагрузки от удельных давлений и контактного взаимодействия и рассредоточивает ее на большую площадь поверхности, что увеличивает стойкость наплавленного металла против задирания, работающего в условиях истирания. Кроме того, боридная эвтектика препятствует «зерно-граничной ползучести», повышает стойкость против межкристаллитной коррозии. При этом хром, ниобий, молибден и титан под воздействием рабочих нагрузок образуют мелкодисперсные труднорастворимые высокопрочные бориды, карбиды и карбобориды, способствующие увеличению износостойкости наплавленного металла. Содержание карбида бора в шихте менее 0,6% не обеспечивает нужного уровня износостойкости, а при повышении свыше 1,0% возрастает процентное содержание углерода в наплавке, что приводит к ухудшению сварочно-технологических свойств, появлению трещин, охрупчиванию наплавленного металла и падению его износостойкости.
Кремнефтористый натрий является технологической добавкой, необходимой для создания внутренней защиты порошковой проволоки при наплавке. Введение кремнефтористого натрия в количестве 0,5-1,0% в шихту порошковой проволоки позволило исключить опасность образования пор в наплавленном металле.
Железный порошок необходим для получения расчетного коэффициента заполнения порошковой проволоки, что обеспечивает получение металла требуемого химического состава. Так же железный порошок способствует равномерности плавления шихты и оболочки, что улучшает сварочно-технологические свойства порошковой проволоки.
Для изготовления порошковой проволоки используют как чистые порошки металлов, так и порошки ферросплавов, варьируя состав шихты в зависимости от способа наплавки с учетом коэффициентов перехода легирующих элементов в наплавленный металл. Наплавка предложенной проволокой может производиться под фторидными флюсами либо в аргоне.
Для количественной оценки воздействия легирующих элементов на свойства наплавленного металла по известной технологии были изготовлены 6 составов порошковой проволоки, приведенных в табл.1: 2, 3 и 4 - составы предлагаемой проволоки, 1 и 5 - составы с содержанием компонентов, выходящим за пределы, 6 - состав прототипа.
Оболочку изготавливали из стальной ленты марки 08кп размером 15×0,5 мм по ГОСТ 503-81. В качестве шихты использовали смесь порошков хрома марки Х99 по ГОСТу 5905-79, никеля марки ПНЭ по ГОСТу 9722-97, марганца марки Мн998 по ГОСТу 6008-90, феррониобия марки ФНб58 по ГОСТу 16773-2003, молибдена по ТУ 48-19-316-92, ферротитана марки ФТи30 по ГОСТу 4761-91, ферросилиция марки ФС75 по ГОСТу 1415-93, карбида бора по ГОСТу 5744-85, кремнефтористого натрия по ТУ 113-08-587-86, железа марки ПЖР2 по ГОСТу 9849-86, рутилового концентрата по ГОСТу 22938-78, мрамора марки М-97Б по ГОСТу 4416-94, плавикового шпата марки ФК-92 по ГОСТу 29220-91, гематита в соответствии с ГОСТом 23581.0-80, при коэффициенте заполнения 42,6-45,1%.
Порошковыми проволоками ⌀ 3 мм на полуавтомате ПДГО-601 в среде Ar выполнялась трехслойная наплавка на ребро пластин из стали 45 толщиной 20 мм. Из наплавленного металла изготавливались образцы для проведения исследований по известным методикам.
Дюрометрические исследования проводили на образцах из наплавленного металла после наплавки, деформации, старения (500°C - 2 час) и деформации + старение (старение при 500°C - 2 час). Твердость по Роквеллу измеряли на приборе Wolpert Group Model 600MRD (за величину твердости бралось среднее значение твердости - 5 замеров), твердость по Виккерсу измеряли на приборе Wolpert Group 402MVD при нагрузке Р=100 г. Деформацию наплавленного металла проводили в холодном состоянии на прессе с усилием 50 кН на сжатие до степени 30%. Испытания на износ проводились по ГОСТ 23.208-79 "Обеспечение износостойкости изделий. Метод испытания материалов на износостойкость при трении о нежестко закрепленные абразивные частицы". В качестве эталонных образцов применялись образцы из стали 45 в отожженном состоянии. Сравнительные испытания наплавленного металла к общей коррозии проводили в 50% и 65% растворе азотной кислоты методом механического взвешивания и методом AM (ГОСТ 6032-2003). Результаты дюрометрических исследований, испытаний на износостойкость и коррозионную стойкость сведены в таблицы 2 и 3.
Как видно из таблиц 2 и 3, наилучшими свойствами обладает металл, полученный порошковой проволокой состава 3. Наплавленный металл, полученный предлагаемым 3 составом порошковой проволоки, превосходит металл, полученный проволокой-прототипом по твердости 1,3-2,17 раза и по износостойкости в 2,35 раза, а так же обладает высокой стойкостью к общей и межкристаллитной коррозии.
Как показали металлографические исследования, высокие эксплуатационные характеристики металла наплавленного порошковой проволокой заявленного состава можно объяснить тем, что он представляет собой сложно-компонентную структуру, состоящую из высокохромистого феррита, упрочненного мелкодисперсными карбоборидными, карбидами и интерметаллидными фазами ((Cr, Mo, Fe, Nb, Ti)23(С, В)6, (Cr, Fe, Ti, Nb)7C3, (Fe, Cr, Si)2(Mo, Ti) и (Ni, Fe)3Ti) и боридной эвтектики (Мо, Cr, Fe, Nb)2В, располагающейся по границам зерна феррита, образуя прочный каркас (фиг.1).
Металл, полученный предложенной порошковой проволокой, имеет способность к самоупрочнению под воздействием эксплуатационных нагрузок, что позволяет сохранить высокую износостойкость при стабильно высоких показателях коррозионной стойкости, и тем самым повысить срок службы оборудования химического машиностроения, атомной энергетики и деталей других отраслей промышленности, работающих на истирание в контакте с агрессивными средами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2679372C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2020 |
|
RU2736537C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2011 |
|
RU2467854C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2012 |
|
RU2514754C2 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2010 |
|
RU2429957C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2020 |
|
RU2739362C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2679373C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2019 |
|
RU2704338C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2682941C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2679374C1 |
Изобретение относится к области электродуговой наплавки износостойких сплавов и может быть использовано для повышения стойкости деталей, работающих на истирание в контакте с агрессивными средами. Предложена порошковая проволока, состоящая из низкоуглеродистой стальной оболочки и порошкообразной шихты, содержащей компоненты в следующем соотношении, мас.%: хром 14-18; никель 2-4; марганец 2-3; феррониобий 1-2; молибден 3-5; ферротитан 1,5-3; ферросилиций 1-2; карбид бора 0,6-1; кремнефтористый натрий 0,5-1; железный порошок 4,2-18,7; стальная оболочка - остальное. Заявленный состав порошковой проволоки обеспечивает получение наплавленного металла с высокой износостойкостью в условиях истирания в контакте с агрессивными средами. 1 ил., 3 табл.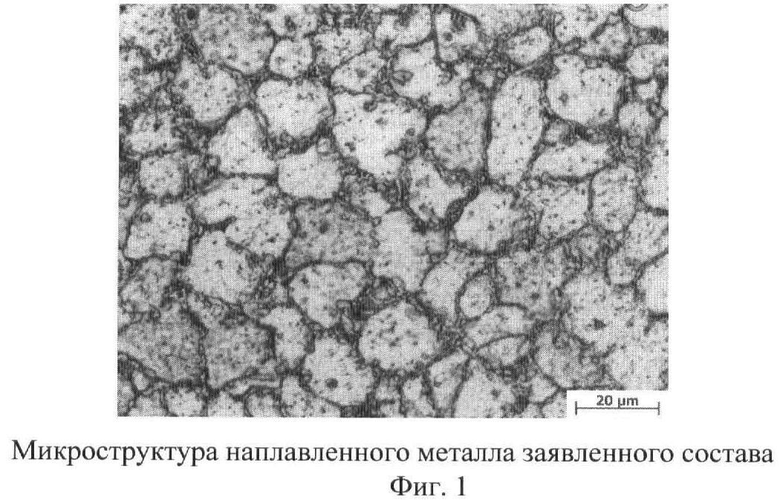
Порошковая проволока для износостойкой наплавки, состоящая из низкоуглеродистой стальной оболочки и порошкообразной шихты, содержащей хром, никель, марганец, феррониобий, отличающаяся тем, что в состав шихты дополнительно введены молибден, ферротитан, ферросилиций, карбид бора, кремнефтористый натрий и железный порошок при следующем соотношении компонентов, мас.%:
| Состав порошковой проволоки | 1976 |
|
SU592550A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ | 2005 |
|
RU2294273C2 |
| Состав порошковой проволоки | 1977 |
|
SU626917A1 |
| Сырьевая смесь для изготовления теплоизоляционных изделий | 1982 |
|
SU1168533A1 |

