Изобретение относится к устройствам для электрохимической маркировки внутренней поверхности деталей и может быть использовано для скрытой маркировки внутренних поверхностей ответственных деталей авиационной, автомобильной промышленности, в частности стволов оружия.
Основное назначение скрытой маркировки - это возможность идентифицировать оружие в тех случаях, когда «родная» видимая маркировка уничтожена либо изменена так, что установить ее невозможно. Именно скрытая маркировка создает самые большие проблемы для преступников. Это связано с тем, что в отличие от открытого клеймения, которое наносится известными способами и в известных местах, скрытая маркировка - это не только дополнительное средство идентификации ствола, но и в случае необходимости дополнительная улика в доказательстве того, что оружие получено преступным путем, к тому же внутренняя поверхность ствола недоступна для осмотра, а нанесенная скрытая идентификационная метка может содержать во много больше информации, чем обычное клеймение.
Известны устройства для электрохимического маркирования деталей (SU №1328095, B23H 3/00, SU №1315182 B23H 3/04, B23H 9/06, RU №2192336 B23H 3/00). Однако эти известные устройства не обеспечивают получения на внутренней поверхности скрытого машиночитаемого изображения, используемого при идентификации детали.
Известно устройство для электрохимической обработки (SU №1808550, B23H 3/04, 9/06 от 15.04.93), которое является наиболее близким к заявляемому изобретению по технической сути и достигаемому результату и взято за прототип. Оно содержит полый корпус, камеру с коллектором подвода и отвода электролита, внутри которой размещены электроды, эластичную диэлектрическую прокладку с просечками, предназначенными для локализации электрохимического процесса на обрабатываемых участках. Однако и это устройство не обеспечивает получения идентификационной маркировки методом электрохимической обработки на внутренней цилиндрической поверхности заготовки.
Задачей изобретения является расширение технологических возможностей устройства за счет создаваемого на внутренней цилиндрической поверхности детали методом электрохимической обработки скрытой идентификационной маркировки в виде углублений (точек) телеграфного кода.
Поставленная цель достигается тем, что устройство для электрохимической маркировки внутренней поверхности ствола выполнено следующим образом: корпус выполнен цилиндрической формы из диэлектрического материала, а катод-инструмент размещен внутри корпуса и снабжен цилиндрической камерой смешения электролита, по окружности которой выполнены радиальные сверления, при этом корпус и катод-инструмент выполнены с возможностью образования в сборе с заготовкой ствола кольцевого коллектора для подачи через него электролита в зону обработки, также катод-инструмент снабжен сменными секционными электродами, каждый из которых состоит из токопроводящей части в виде металлического кольца с установленными в него с возможностью радиального перемещения игольчатыми электродами и нетокопроводящей части в виде сменной диэлектрической вставки, задающей межэлектродный зазор и имеющей осевые каналы, соединяющие кольцевой коллектор с зоной обработки, и связанные с ними радиальные отверстия, выполненные по месту расположения игольчатых электродов, причем сменная диэлектрическая вставка выполнена разъемной из двух полуколец, образованных разрезкой кольца по образующей и соединенных между собой по продольным кромкам, сменные секционные электроды между собой соединены с помощью базирующих торцевых буртов и осевых штифтов с возможностью взаимного дискретного кольцевого перемещения при сохранении направления осевых каналов подвода электролита в зону обработки.
Совокупность существенных признаков заявляемого изобретения среди известных источников информации заявителями не обнаружена, что подтверждает ее новизну.
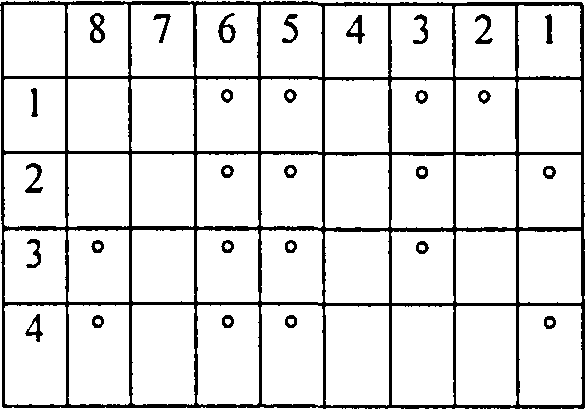
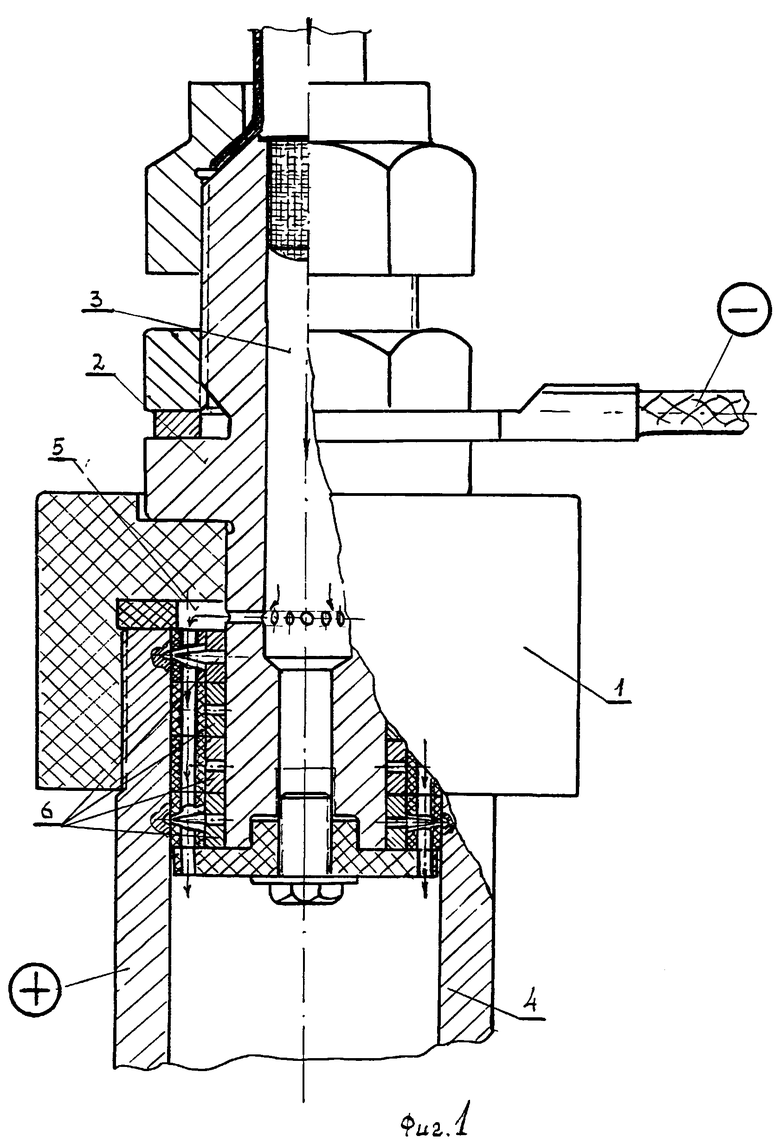
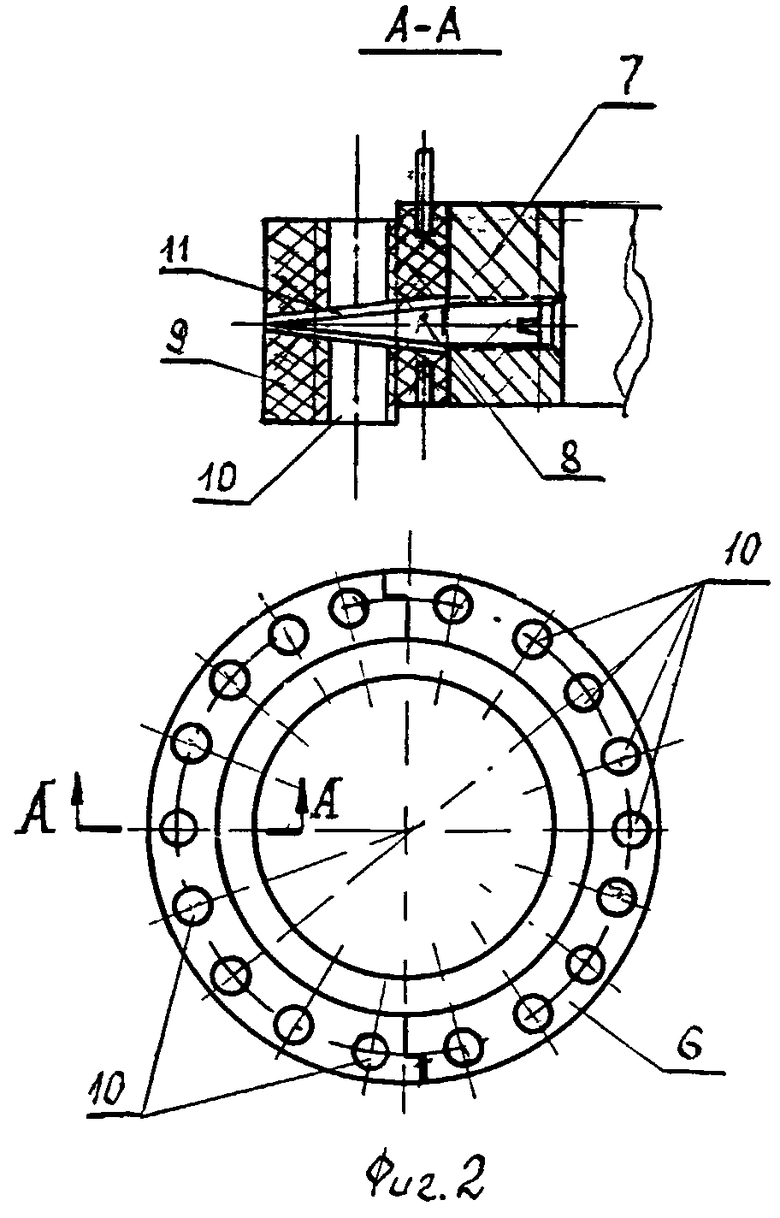
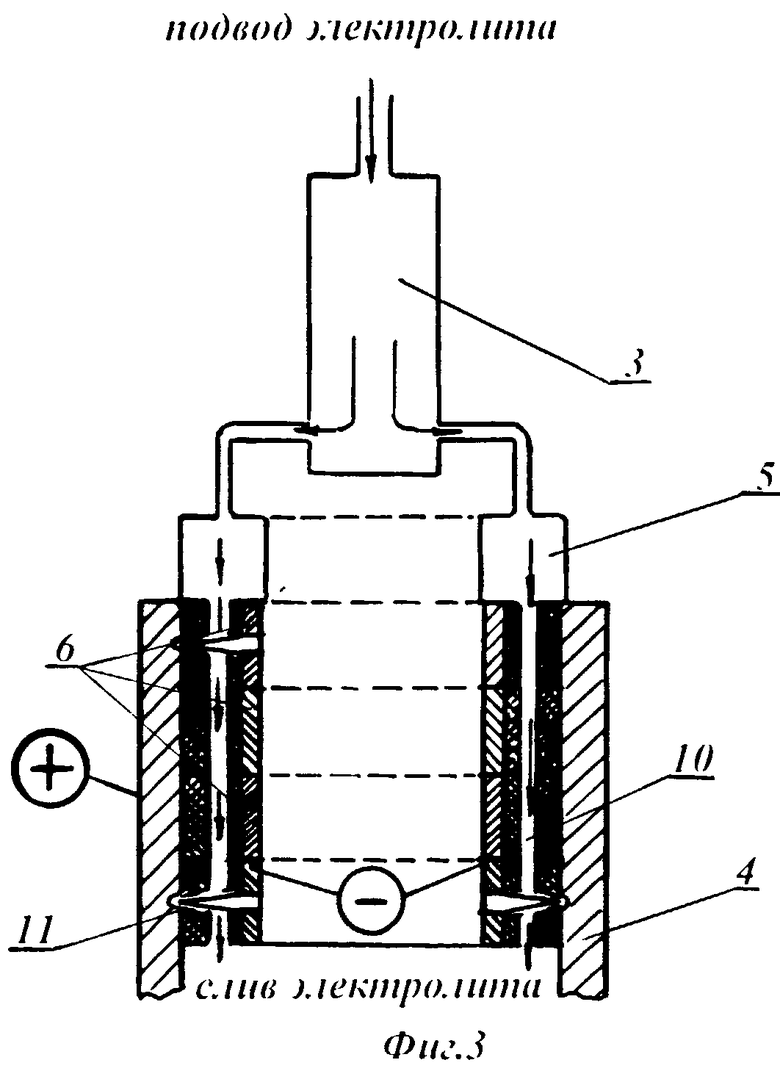
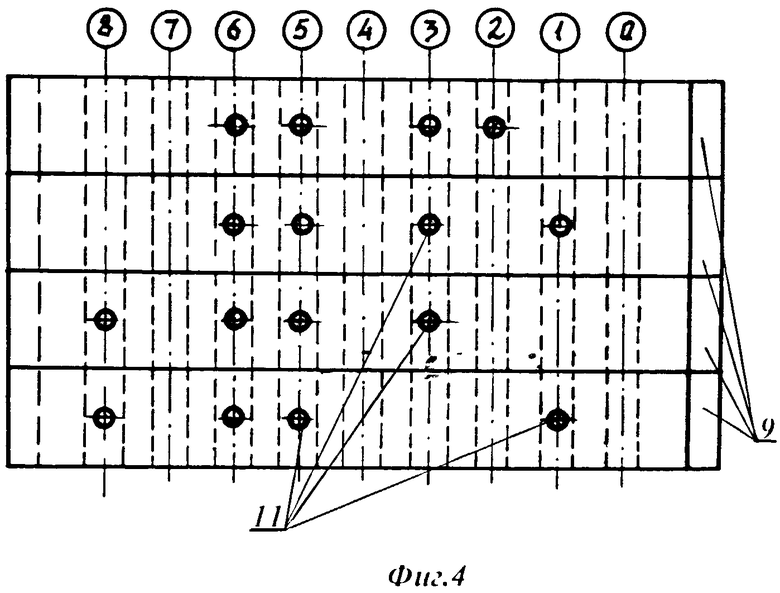
На фиг.1 представлено устройство для электрохимической маркировки внутренней поверхности ствола оружия в продольном разрезе совместно с обрабатываемой заготовкой ствола; на фиг.2 - вид сверху и частичный разрез сменного секционного электрода; на фиг.3 приведена гидравлическая схема устройства (стрелками показано направление течения электролита); на фиг.4 приведена развертка полуколец четырех сменных диэлектрических вставок, подготовленных для нанесения маркировки.
Устройство для электрохимической маркировки внутренней поверхности ствола оружия содержит корпус 1 цилиндрической формы из диэлектрического материала, внутри которого размещен катод-инструмент 2. В качестве материала корпуса 1 применен фторопласт типа ФП-4, обладающий хорошими электроизоляционными свойствами и хорошей обрабатываемостью. Катод-инструмент 2 имеет внутреннюю цилиндрическую полость - камеру смешения электролита 3 в виде осевого канала с радиальными сверлениями. В сборе с заготовкой ствола оружия 4 корпус 1 и катод-инструмент 2 образуют кольцевой коллектор 5, через который электролит поступает в зону обработки. На рабочей цилиндрической поверхности катода-инструмента 2 размещены рабочие секции катода-инструмента - сменные секционные электроды 6 с осевыми каналами подачи электролита в зону обработки (на фиг.1 их показано четыре). Каждый сменный секционный электрод 6 состоит из токопроводящей части в виде металлического кольца 7 и игольчатых электродов 8, установленных с возможностью радиального перемещения по резьбе. Это необходимо для точного задания межэлектродного зазора. Нетокопроводящая часть секционного электрода 6 - сменная диэлектрическая вставка 9 содержит осевые каналы 10 и связанные с ними радиальные отверстия 11 по числу установленных игольчатых электродов 8. Назначение каналов 10 и отверстий 11 - омывание крайней рабочей зоны-острия игольчатого электрода 8 для создания процесса анодного растворения металла заготовки ствола оружия, его охлаждение и удаление продуктов растворения. Каждый отдельный сменный секционный электрод 6 предназначен для формирования нескольких идентификационных углублений в заготовке ствола оружия 4 в соответствии с кодировкой (со стороны внутренней цилиндрической поверхности заготовки ствола оружия). Для удобства сборки диэлектрическая вставка 9 (фиг.2) выполнена разъемной из двух полуколец, образованных разрезкой кольца по образующей и соединенных между собой по продольным кромкам. Диэлектрическая вставка 9 является изолятором, локализующим процесс анодного растворения металла только в необходимых для создания идентификационных меток местах заготовки ствола оружия. Для этого она содержит радиальные 11 отверстия, по месту расположения игольчатых электродов 8, и осевые каналы 10, соединяющие кольцевой коллектор 5 с зоной обработки. Стыковка отдельных сменных секционных электродов 6 между собой осуществляется с помощью базирующих буртов и осевых штифтов (частичный разрез А-А на фиг.2). Для изменения идентификационной марки сменные секционные электроды 6 могут взаимно разворачиваться относительно друг друга в кольцевом направлении на строго фиксированный угол, по-прежнему базируясь по стыковочным штифтам, так что не нарушается течение электролита по осевым каналам 10 соединенных взаимно секций.
Чтобы увеличить точность и воспроизводимость формируемых идентификационных углублений на внутренней поверхности ствола оружия, межэлектродный зазор - расстояние между рабочей зоной игольчатого электрода и обрабатываемой поверхностью заготовки ствола - создается перемещением по резьбе игольчатого электрода 8 на величину рабочего зазора. Подвод электролита осуществляется из центрального канала 3 через радиальные сверления в кольцевой коллектор 5 и далее через осевые каналы 10 в зону обработки. Устройство содержит токоподвод от источника технологического тока и систему подачи электролита. В указанном процессе заготовка ствола оружия 4, которая должна быть обработана, служит в качестве анода, а игольчатые электроды устройства 8 - в качестве катода. Во время электрохимической обработки между анодом и катодом пропускается электрический ток. В этих условиях игольчатый электрод 8 служит в качестве инструмента формообразования. Во время обработки металл заготовки ствола оружия 4, которая служит в качестве анода, локально растворяется, например, в форме гидроксида(ов) металла, в то время как на поверхности электрода образуется водород. Этот электрохимический способ обработки дает возможность формировать относительно простым и точным способом на внутренней поверхности заготовки ствола оружия идентификационную маркировку, имеющую произвольную форму, например кодировку ИСО (ISO) - 7 бит, применяемую на станках с ЧПУ, или кодировку ASCII с 8 рядами символов [1]. К примеру, кодировка цифровой метки 6541, выполненная с помощью четырех сменных секционных электродов заявляемого устройства будет представлена в следующем виде:
Устройство для электрохимической маркировки внутренней поверхности ствола оружия работает следующим образом. В соответствие с требуемой идентификационной маркой предварительно собирают сменные секционные электроды 6. Для этого в резьбовые радиальные отверстия металлического кольца 7 - токопроводящей части сменного секционного электрода 6 вворачивают игольчатые электроды 8 в количестве, необходимом для образования идентификационной метки, и выставляют их однообразно на необходимую величину межэлектродного зазора. Для каждого сменного секционного электрода 6 изготавливают индивидуально диэлектрическую вставку 9, выполненную разъемной для удобства сборки из двух полуколец, образованных разрезкой кольца по образующей и соединенных между собой по продольным кромкам с помощью штифтов. Стыковка сменных секционных электродов 6 между собой осуществляется с помощью базирующих торцевых буртов и осевых штифтов. Подготовленные таким образом сменные секционные электроды 6, определяющие идентификационную марку ствола в целом, размещаются на цилиндрической части катода-инструмента 2 и закрепляются с помощью втулки и болта. Заготовку ствола оружия 4 закрепляют вертикально и на резьбу, расположенную в верхней части заготовки, навинчивают корпус 1 цилиндрической формы из диэлектрического материала, внутри которого размещен катод-инструмент 2, при этом происходит осадка прокладки и уплотнение устройства. В сборе с заготовкой ствола оружия 4 корпус 1 и катод-инструмент 2 образуют кольцевой коллектор 5, через который электролит поступает в зону обработки. Электролит из системы подачи поступает через штуцер под давлением 0,3-0,5 МПа в камеру смешения 3 и через радиальные сверления в кольцевой коллектор 5 в рабочую зону катода-инструмента 2. Проходя по осевым каналам 10 сменных секционных электродов 6, электролит поступает в зону обработки. Гидравлическая схема устройства показана на фиг.3. Поступающий электролит омывает острие игольчатого электрода 8 и поверхность заготовки ствола оружия 4 в зоне, ограниченной радиальными отверстиями 11 диэлектрической вставки 9, а при подводе тока к катоду-инструменту 2 в этих ограниченных местах происходит процесс анодного растворения металла. Продукты реакции из зоны обработки поступают из осевых каналов 10 в полость ствола оружия 4 и далее в систему отвода электролита. Для нанесения новой идентификационной марки устройство разбирается, заменяются или все сменные секционные электроды 6 (или один из них), заодно промываются фильтр и камера смешения. Во время электрохимической обработки игольчатые электроды 8 и обрабатываемая поверхность заготовки ствола оружия 4 расположены в потоке электролита, имеющем высокую плотность ионов, например в 20% растворе азотнокислого натрия [2]. В состав ствольных сталей входят железо, углерод и легирующие добавки марганец, хром, никель, молибден и др. Металлические сплавы типа хромистой стали оказываются очень подходящими для электрохимической обработки. Напряжение прикладывается между игольчатыми электродами 8 и заготовкой ствола оружия 4, полярность выбирается так, чтобы игольчатый электрод 8 служил в качестве катода, а заготовка ствола 4 - в качестве анода. В этом случае прикладывается напряжение 10-12 В. Чтобы увеличить точность и воспроизводимость формируемых идентификационных углублений, межэлектродный зазор - расстояние между игольчатым электродом 8 и обрабатываемой поверхностью ствола 4 задается перемещением по резьбе игольчатого электрода 8 на величину рабочего зазора перед сборкой отдельных секций сменного секционного электрода 6.
Предлагаемое устройство для электрохимической маркировки внутренней поверхности ствола оружия является промышленно-применимым, так как может быть многократно реализовано с помощью серийно выпускаемых элементов и блоков с достижением указанного выше технического результата. Выполнение установки для электрохимического маркирования внутренней поверхности стволов оружия не вызовет затруднений для специалистов в данной области.
Предлагаемое устройство обладает рядом преимуществ, обеспечивающих положительный эффект, а именно:
- позволяет наносить на внутреннюю поверхность ствола оружия скрытую идентификационную маркировку;
- обеспечивает устойчивость маркировки к эксплуатационным воздействиям, невозможность подделки маркировки;
- удобство электрохимической маркировки для партионной идентификации, а также для индивидуальной маркировки.
Источники информации
1. Сосонкин В.Л., Мартинов Г.М. Программирование систем числового программирования и управления. Учеб. пособие. М.: Логос, 2008. - 344 с.
2. Электролит для размерной электрохимической обработки (SU №1215902А, B23H 3/08, от 7.03.1986).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОХИМИЧЕСКИЙ МАРКЕР | 2009 |
|
RU2430815C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЯ В ТРУБЕ ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 1998 |
|
RU2148481C1 |
| Устройство для электрохимической обработки ступенчатых валов | 2015 |
|
RU2623971C2 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ ВНУТРЕННЕГО КАНАЛА МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2710086C1 |
| Электродный блок для электрохимической обработки кольцевых канавок в отверстии трубчатой заготовки с винтовым зубчатым профилем | 2022 |
|
RU2784617C1 |
| СПОСОБ РАЗДЕЛЕНИЯ ЛИСТОВЫХ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК ПЕРЕМЕННОЙ ТОЛЩИНЫ В СРЕДЕ ЭЛЕКТРОЛИТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2537467C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК С ДВУМЯ ХВОСТОВИКАМИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514236C1 |
| Устройство для электрохимической обработки лопаток газотурбинного двигателя | 2017 |
|
RU2690904C2 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВИНТОВОГО ЗУБЧАТОГО ПРОФИЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ В ОТВЕРСТИИ ТРУБЧАТОЙ ЗАГОТОВКИ | 2014 |
|
RU2578895C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВНУТРЕННЕГО КАНАЛА МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ И ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2697759C1 |
Изобретение относится к устройству для электрохимической маркировке деталей, в частности для маркировки внутренней поверхности ствола оружия. Устройство содержит корпус цилиндрической формы из диэлектрического материала, размещенный внутри него катод-инструмент, снабженный цилиндрической камерой смешения электролита, по окружности которой выполнены радиальные сверления. Корпус и катод-инструмент в сборе с заготовкой ствола образуют кольцевой коллектор для подачи через него электролита в зону обработки. Катод-инструмент снабжен сменными секционными электродами, каждый из которых состоит из токопроводящей части - металлического кольца с установленными в него с возможностью радиального перемещения игольчатыми электродами, и нетокопроводящей части - сменной диэлектрической вставки, имеющей осевые каналы, соединяющие кольцевой коллектор с зоной обработки, и связанные с ними радиальные отверстия, выполненные по месту расположения игольчатых электродов. Изобретение позволяет увеличить точность и воспроизводимость создаваемой на внутренней поверхности ствола оружия идентификационной маркировки в виде углублений. 4 ил.
Устройство для электрохимической маркировки внутренней поверхности ствола оружия, содержащее корпус со штуцером подвода электролита и катод-инструмент, отличающееся тем, что корпус выполнен цилиндрической формы из диэлектрического материала, а катод-инструмент размещен внутри корпуса и снабжен цилиндрической камерой смешения электролита, по окружности которой выполнены радиальные сверления, при этом корпус и катод-инструмент выполнены с возможностью образования в сборе с заготовкой ствола кольцевого коллектора для подачи через него электролита в зону обработки, причем катод-инструмент снабжен сменными секционными электродами, каждый из которых состоит из токопроводящей части в виде металлического кольца с установленными в него с возможностью радиального перемещения игольчатыми электродами, и нетокопроводящей части в виде сменной диэлектрической вставки, задающей межэлектродный зазор и имеющей осевые каналы, соединяющие кольцевой коллектор с зоной обработки, и связанные с ними радиальные отверстия, выполненные по месту расположения игольчатых электродов, причем сменная диэлектрическая вставка выполнена разъемной из двух полуколец, образованных разрезкой кольца по образующей и соединенных между собой по продольным кромкам, при этом сменные секционные электроды соединены между собой с помощью базирующих торцевых буртов и осевых штифтов с возможностью взаимного дискретного кольцевого перемещения при сохранении направления осевых каналов подвода электролита в зону обработки.
| Устройство для электрохимической обработки | 1991 |
|
SU1808550A1 |
| ЭЛЕКТРОХИМИЧЕСКИЙ МАРКЕР | 2009 |
|
RU2430815C2 |
| Устройство для электрохимической обработки | 1984 |
|
SU1328095A1 |
| US 5004529 A, 02.04.1991 | |||
| US 4944856 A, 31.07.1990 | |||

