Изобретение относится к устройствам для электрохимической обработки металлических поверхностей деталей и может быть использовано для электрохимического маркирования деталей в различных отраслях промышленности.
Известны устройства для электрохимической обработки металлических поверхностей деталей неподвижным электродом. Однако эти известные устройства не обеспечивают получения на поверхности детали машиночитаемого изображения, используемого при идентификации детали.
Задачей изобретения является расширение технологических возможностей устройства за счет создаваемого на поверхности детали методом электрохимической обработки неподвижным электродом маркируемого изображения в виде текста или полосок штрихкода.
Поставленная задача достигается тем, что электрохимический маркер, содержащий цилиндрический корпус, внутренняя полость которого является камерой смешения электролита цилиндрической формы, по окружности камеры смешения равномерно расположены штуцеры подвода электролита, а на выходе из камеры смешения установлены сетчатый электрод, выполненный из нескольких слоев металлической сетки в виде диска, окантованного металлическим профилем для электрического контакта с корпусом, и сменная диэлектрическая вставка, задающая межэлектродный зазор и содержащая верхнюю и нижнюю пластины, прилегающие плоскостями контакта друг к другу и образующие каналы подвода электролита в зону обработки для локализации электрохимической обработки и каналы отвода электролита из зоны обработки, присоединение сменной диэлектрической вставки к корпусу выполнено с помощью клинового соединения типа «ласточкина хвоста» и резьбового цилиндрического фланца с кольцевым коллектором отвода электролита, при этом торцевая рабочая поверхность диэлектрической вставки совместно с корпусом и фланцем спрофилирована по форме поверхности обрабатываемой детали, а на торце фланца со стороны обрабатываемой поверхности выполнена концентричная кольцевая канавка с размещенным в ней уплотнением в виде перевернутого П-образного сечения, уплотнение фланца выполнено из более мягкого материала, чем сменная диэлектрическая вставка, например из резины.
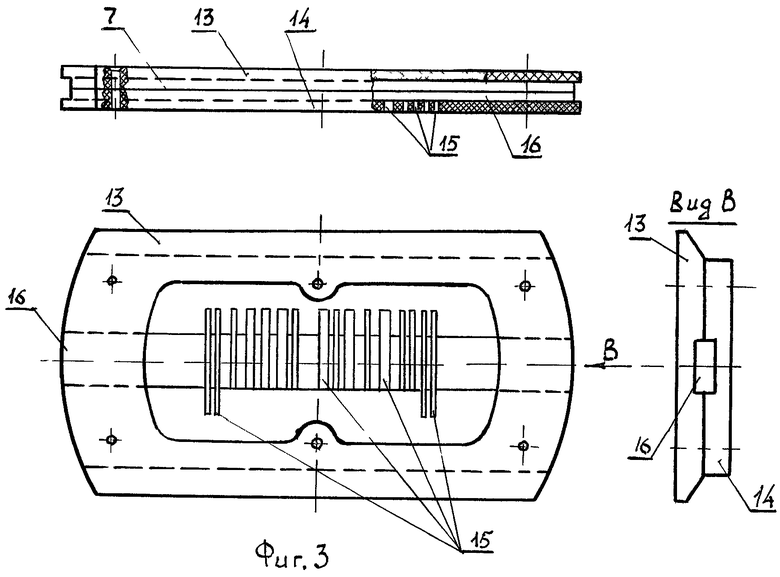
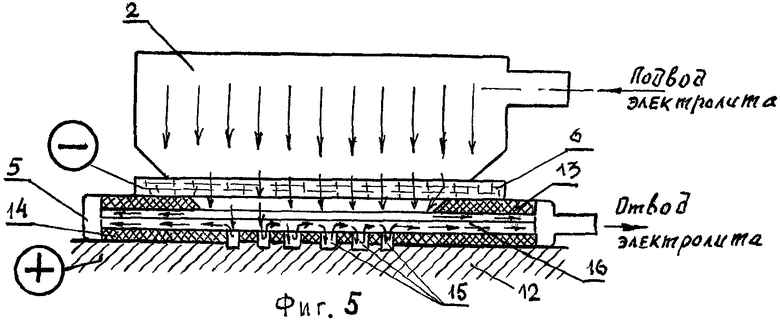
На фиг.1 представлен электрохимический маркер в продольном разрезе совместно с обрабатываемой деталью; на фиг.2 - поперечный разрез и вид сбоку; на фиг.3 приведена конструкция сменной диэлектрической вставки в виде сверху и частичном разрезе; на фиг.4 - вариант исполнения нижней пластины сменной диэлектрической вставки; на фиг.5 приведена гидравлическая схема устройства (стрелками показано направление течения электролита).
Электрохимический маркер содержит цилиндрический корпус 1 с камерой смешения 2 и штуцерами 3 подвода электролита, резьбовой фланец 4, образующий совместно с наружной поверхностью корпуса 1 коллектор 5 отвода электролита из зоны обработки, на выходе из камеры смешения установлены сетчатый электрод 6 и сменная диэлектрическая вставка 7. Фланец 4 снабжен уплотнением в виде кольца 8 со стороны наружной поверхности корпуса по месту резьбового соединения 11 и уплотнением 9 в виде перевернутого П-образного сечения по поверхности контакта с обрабатываемой поверхностью изделия 12. Цилиндрический корпус 1 выполнен полым цилиндрической формы, в верхней части он имеет отверстия 10, просверленные тангенциально к образующей корпуса и соединенные со штуцерами 3 подвода электролита. Нижняя часть корпуса 1 завершается резьбовым соединением 11 для соединения с фланцем 4 коллектора 5 отвода электролита.
Камера смешения 2 является внутренней полостью цилиндрического корпуса 1, она служит для подвода электролита в зону обработки. Такая форма камеры смешения, в которую тангенциально подается электролит, позволяет выровнять неравномерность поля давлений электролита перед подачей в зону обработки.
Сетчатый электрод 6 выполнен из нескольких слоев металлической сетки в виде диска, его кромки окантовывают металлическим профилем и пропаивают для лучшего электрического контакта с металлом цилиндрического корпуса 1. Такая конструкция неподвижного электрода в виде сетки из токопроводящего материала устраняет непосредственное влияние струй электролита на скорость анодного растворения металла, ликвидируя ячеистую структуру поверхности, что повышает точность обработки.
Фланец 4 является технологическим узлом устройства, он входит в систему прокачки электролита и совместно с наружной поверхностью цилиндрического корпуса 1 образует коллектор 5 отвода электролита из зоны обработки; системой уплотнений, состоящей из кольца 8 и уплотняющей прокладки 9, он изолирует зону обработки поверхности детали, кроме этого фланец в процессе сборки фиксирует сменную диэлектрическую вставку 7.
Сменная диэлектрическая вставка 7, непосредственно примыкающая к сетчатому электроду 6, предназначена для упругого контакта с обрабатываемой поверхностью и образования межэлектродного зазора, локализует процесс анодного растворения в зоне выполненных в ней просечек 15 по форме наносимого маркируемого изображения в виде текста или полосок штрихкода. Просечки 15 - термин более технологический, чем конструктивный, указывающий на один из возможных методов изготовления. В предлагаемом изобретении просечки - это фигурные отверстия в нижней пластине 14 сменной диэлектрической вставки 7, ограничивающие анодное растворение металла детали при обработке. Торцевая рабочая поверхность вставки 7, совместно с цилиндрическим корпусом 1 и фланцем 4, может быть спрофилирована по форме поверхности маркируемой детали.
Конструктивно сменная диэлектрическая вставка 7 состоит из двух отдельных пластин, скрепленных штифтами из диэлектрика. Верхняя пластина 13 вставки 7 служит для крепления к корпусу с помощью клинового соединения типа «ласточкина хвоста» и является постоянным технологическим узлом, непосредственно примыкающим к сетчатому электроду 6, служащим для подвода электролита и крепления. Нижняя пластина 14 вставки 7, упруго контактирующая с обрабатываемой поверхностью детали, уникальна наличием просечек 15, выполненных для нанесения штрихкода и цифровых или буквенных изображений. По плоскости контакта верхней 13 и нижней 14 частей вставки 7 выполнены каналы 16 для протекания электролита. В качестве материала вставки 7 применен листовой фторопласт типа ФП-4, обладающий хорошими электроизоляционными свойствами и хорошей обрабатываемостью. Просечки 15 выполняются микрогравированием с помощью специальных микрофрезерных головок на копировально-фрезерном станке. По периферии вставка 7 обрамлена уплотнительной прокладкой 9 в форме перевернутого П-образного сечения, уменьшающей протечки электролита из зоны обработки.
Устройство работает следующим образом. Цилиндрический корпус 1 устройства, смонтированный через переходной фланец с устройством осевой подачи, например, к шпинделю вертикально сверлильного станка, перемещается к маркируемой детали, закрепленной к основанию станка с помощью станочного приспособления до упора торцевой поверхности сменной диэлектрической вставки 7 с поверхностью 12 обрабатываемой детали, при этом происходит осадка (деформация) торцевого уплотнения устройства 9, предотвращающего утечки электролита из зоны обработки. Гидравлическая схема устройства показана на фиг.5. Электролит из системы подачи поступает через штуцера 3 под давлением 0,3-0,5 МПа в камеру смешения 2 к сетчатому электроду 6. Проходя через сетчатый электрод 6, электролит поступает в зону перед сменной диэлектрической вставкой 7. Применение неподвижного сетчатого электрода 6 устраняет непосредственное влияние струй электролита на скорость анодного растворения металла, кроме этого сетчатая структура электрода играет роль фильтра, что улучшает качество обработки. Сменная диэлектрическая вставка 7 состоит из двух пластин, верхней 13 и нижней 14, образующих межэлектродный зазор - расстояние между сетчатым электродом 6 и поверхностью детали 12 в зоне обработки. Сопряженные плоскости верхней 13 и нижней 14 пластин образуют каналы 16 для отвода электролита из зоны обработки в коллектор 5. Собственно нижняя пластина 14 локализует процесс анодного растворения в зоне выполненных в ней просечек 15 по форме наносимого маркируемого изображения в виде текста или полосок штрихкода. Поступающий электролит омывает поверхность детали 12 в зоне, ограниченной просечками 15 по форме наносимого маркируемого изображения, а при подводе тока к сетчатому электроду в этих ограниченных местах происходит процесс анодного растворения металла. Продукты реакции из зоны обработки по каналу 16 поступают в коллектор 5 отвода электролита и далее в систему отвода электролита. Для нанесения новой идентификационной марки маркер разбирается, заменяется нижняя пластина 14 вставки 7, заодно промывается сетчатый электрод 6.
Предлагаемое устройство обладает рядом преимуществ, обеспечивающих положительный эффект, а именно:
- простота и надежность, отсутствие подвижных частей, низкая себестоимость процесса, возможность автоматизации технологического процесса;
- позволяет наносить на поверхность детали машиночитаемое изображение, используемое при идентификации детали;
- устойчивость маркировки к эксплуатационным воздействиям, большая трудоемкость подделки маркировки;
- использование экологически чистых, безопасных электролитов улучшает условия работы обслуживающего персонала.
Особенно удобен электрохимический маркер для партионной идентификации, когда на партию изделий наносится одна и та же информация, а также для индивидуальной маркировки запасных частей в авиационной промышленности.
Таким образом, в расширении технологических возможностей устройства за счет нанесения на поверхности детали методом электрохимической обработки неподвижным электродом идентификационной марки конкретно выражается положительный эффект предлагаемой конструкции.


Изобретение относится к устройствам для электрохимического маркирования металлических деталей. Электрохимический маркер содержит цилиндрический корпус, внутренняя полость которого является камерой смешения электролита цилиндрической формы и по ее окружности равномерно расположены штуцеры подвода электролита. На выходе из камеры установлены сетчатый электрод в виде диска и сменная диэлектрическая вставка, задающая межэлектродный зазор и содержащая верхнюю и нижнюю пластины, прилегающие плоскостями контакта друг к другу и образующие каналы подвода электролита в зону обработки для локализации электрохимической обработки и каналы отвода электролита из зоны обработки. Сменная диэлектрическая вставка к корпусу присоединена с помощью клинового соединения типа «ласточкина хвоста» и резьбового цилиндрического фланца с кольцевым коллектором отвода электролита. Торцевая рабочая поверхность вставки совместно с корпусом и фланцем спрофилирована по форме поверхности обрабатываемой детали. Изобретение позволяет получать изображения в виде текста или полосок штрихкода, при этом маркер имеет простую и надежную конструкцию и выполнен с возможностью использования в автоматизированном технологическом процессе при низкой себестоимости. 1 з.п. ф-лы, 5 ил.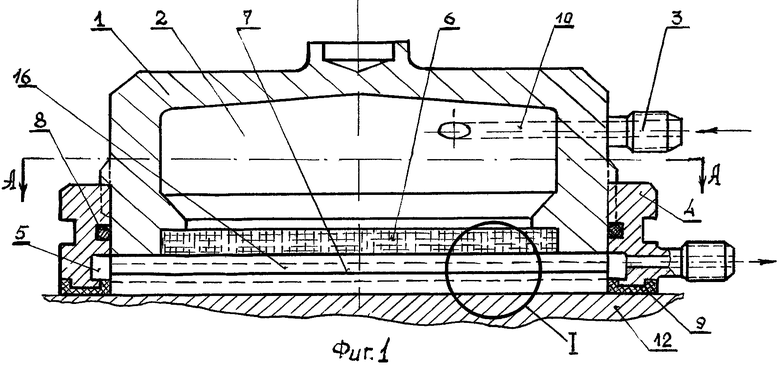
1. Электрохимический маркер, содержащий цилиндрический корпус, внутренняя полость которого является камерой смешения электролита цилиндрической формы, по окружности камеры смешения равномерно расположены штуцеры подвода электролита, а на выходе из камеры смешения установлены сетчатый электрод, выполненный из нескольких слоев металлической сетки в виде диска, окантованного металлическим профилем для электрического контакта с корпусом, и сменная диэлектрическая вставка, задающая межэлектродный зазор и содержащая верхнюю и нижнюю пластины, прилегающие плоскостями контакта друг к другу и образующие каналы подвода электролита в зону обработки для локализации электрохимической обработки и каналы отвода электролита из зоны обработки, присоединение сменной диэлектрической вставки к корпусу выполнено с помощью клинового соединения типа «ласточкина хвоста» и резьбового цилиндрического фланца с кольцевым коллектором отвода электролита, при этом торцевая рабочая поверхность диэлектрической вставки совместно с корпусом и фланцем спрофилирована по форме поверхности обрабатываемой детали, а на торце фланца со стороны обрабатываемой поверхности выполнена концентричная кольцевая канавка с размещенным в ней уплотнением в виде перевернутого П-образного сечения.
2. Электрохимический маркер по п.1, отличающийся тем, что уплотнение фланца в виде перевернутого П-образного сечения выполнено из более мягкого материала, чем сменная диэлектрическая вставка, например, из резины.
| Устройство для электрохимической обработки | 1991 |
|
SU1808550A1 |
| Электрод-инструмент для электрохимического маркирования | 1990 |
|
SU1815044A1 |
| Способ электрохимической размерной обработки металлов | 1972 |
|
SU441128A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ | 1999 |
|
RU2148482C1 |
| US 4408215 A, 04.10.1983. | |||

