Область техники
Изобретение относится к фасонной детали, предназначенной для монтажа на бытовой прибор или установки в бытовой прибор и имеющей покрытие, по меньшей мере, на лицевой стороне, к способу изготовления такой детали и к бытовому прибору, оснащенному фасонной деталью.
Уровень техники
Из уровня техники известны подобные фасонные детали, например рукоятки, ручки, кромочные планки двери, а также прочие накладки или декоративные элементы, которые устанавливаются, в частности, на передние стороны бытовых приборов, например холодильников. С одной стороны, они предназначены для постоянного выполнения своих функций, то есть, сохранять стабильность независимо от прилагаемых усилий и перепадов температур. С другой стороны, необходимо, чтобы фасонные детали были эстетически привлекательны, то есть чтобы их дизайн и/или цвет хорошо подходили к соответствующему прибору или же отличались от него, но имели бы привлекательный внешний вид. От этого часто зависит успех на рынке, так как желательно получить бытовые приборы, которые не только хорошо функционируют в техническом отношении, но и имеют привлекательный внешний вид.
С этой точки зрения на уровне техники известен способ изготовления фасонных деталей, например рукояток, полностью из одного материала, который отличается как прочностью, так и привлекательным внешним видом с наружной или лицевой стороны. При этом, однако, обнаружилось, что фасонные детали должны быть довольно массивными, чтобы материал, выбранный по эстетическим соображениям, отвечал требованиям, предъявляемым к прочности. К недостаткам такого цельного исполнения относится еще и то обстоятельство, что на поверхности часто остаются видны нежелательные следы пресс-формы, возникающие в результате литья под давлением и подобных способов изготовления.
Если толщина такого материала по причинам эстетического характера не должна быть чрезмерно большой, то, известным образом, рукоятка снабжается металлическими вкладками. Однако такое решение связано с повышением производственных затрат и стоимости изготовления.
Кроме того, на уровне техники известно покрытие лаком поверхностей рукояток, декоративных планок и подобных им элементов. Однако стоимость покрытия лаком слишком высока, а, кроме того, лак иногда отслаивается от основания под воздействием прилагаемых усилий.
Патентная заявка US 2004/022988 описывает рукоятку бытового прибора с прозрачным полимерным покрытием. Прозрачное покрытие наносится на сердечник методом литья под давлением.
В книге Ярошека Кристофа «Литье под давлением для профессионалов» (стр.185) указано, что в многоярусные пресс-формы могут устанавливаться устройства, тормозящие или ускоряющие поток. Такие устройства торможения или ускорения потока могут устанавливаться в литниковую систему или полость многоярусной пресс-формы.
Патентная заявка US 2006/0150371 A1 описывает рукоятку электронного бытового прибора.
Патентная заявка DE 2835595 A1 описывает рукоятку для автомобиля.
Патентная заявка US 5675867 описывает вкладку из листового металла, форма которой не соответствует форме фасонной детали. Форма фасонной детали, то есть рукоятки, определяется покрытием.
Раскрытие изобретения
Задачей изобретения является усовершенствование фасонной детали, предназначенной для монтажа на бытовой прибор или установки в бытовой прибор упомянутого типа таким образом, чтобы она была проста и недорога в изготовлении, отличалась прочностью и привлекательным внешним видом, а также могла иметь относительно малую толщину.
Согласно изобретению эта задача решается фасонной деталью с признаками, раскрываемыми в пункте 1 формулы изобретения, способом изготовления, раскрываемым в пункте 16 формулы, и бытовым прибором, раскрываемым в пункте 15 формулы. Выгодные варианты исполнения раскрываются в зависимых пунктах формулы.
Согласно изобретению фасонная деталь имеет покрытие, по меньшей мере, на лицевой (видимой) стороне, причем покрытие содержит пластмассу и наносится способом литья под давлением на заготовку, которая, по существу, соответствует форме фасонной детали. В связи с этим «по существу, соответствует» означает, что заготовка с лицевой стороны тоньше готовой фасонной детали на толщину нужного покрытия. Предпочтительно заготовка предназначена для восприятия механических нагрузок, которые должна выдерживать фасонная деталь. Покрытие, напротив, служит, предпочтительно, исключительно декоративным целям, поэтому оно состоит, например, из высококачественной декоративной или дизайнерской пластмассы.
Лицевая сторона может представлять собой, например, переднюю сторону фасонной детали, которая в смонтированном положении обращена к пользователю. Покрытие может также покрывать всю фасонную деталь.
Таким образом, изобретение позволяет оптимизировать стоимость за счет разделения функциональной пластмассы (заготовка) и декоративной пластмассы (покрытие). В частности, материал заготовки должен выбираться с учетом пластичности, прочности и других технических характеристик (без учета эстетических требований). Для заготовки может использоваться, например, дешевая пластмасса. Для декоративного слоя, то есть покрытия, которое имеет относительно малую толщину, могут использоваться, наоборот, дорогие пластики, которые лучше соответствуют эстетическим предпочтениям клиентов.
Еще одно преимущество изобретения заключается в том, что заготовки изготавливаются и хранятся на складе в большом количестве, а соответствующее декоративное покрытие может наноситься на них только после определения предпочтений пользователей в отношении оттенков цвета, металлического блеска и т.п. незадолго до монтажа. Таким образом, можно ускорить и упростить изменение дизайна и цвета. Бракованные детали, в отличие от деталей с лакокрасочным покрытием, могут повторно использоваться путем переработки во вторичный гранулят.
Предпочтительно для изготовления заготовки используется пластик на основе сополимера акрилонитрила, бутадиена и стирола (АБС) или полиамид, в частности РА6. При этом может использоваться вторичный гранулят, что снижает производственные расходы. При этом речь идет о вторичном материале, полученном из бракованных деталей. Предпочтительно заготовка изготовлена способом литья под давлением и потому называется предварительной отливкой. Заготовка может также представлять собой многокомпонентную деталь, изготовленную способом литья под давлением. Кроме того, заготовка может содержать металлическую вкладку или полностью состоять из металла.
На предварительную отливку наносится впрыскиваемая полимерная масса, образующая покрытие. Предпочтительно покрывной материал состоит из той же пластмассы, что и заготовка, что облегчает адгезию к заготовке. В альтернативном варианте может применяться и другой пластик. В этом случае может оказаться выгодной предварительная обработка поверхности заготовки перед напылением, например придание шероховатости путем травления, с целью улучшения адгезии декоративного слоя.
В частности, покрытие представляет собой декоративный слой, который отличается цветом (монохромный или полихроматический), флуоресцентным эффектом и/или эффектом металлического блеска. Полихроматическое покрытие может быть получено многокомпонентным способом литья под давлением.
Толщина слоя покрытия должна составлять от 0,5 до 2,0 мм, в частности примерно от 0,8 до 1,2 мм.
Фасонная деталь может представлять собой накладку для бытового прибора, в частности рукоятку, ручку, кромочную планку двери или шарнирный элемент, часть облицовки бытового прибора, часть внутренней отделки бытового прибора, в частности холодильного аппарата, например декоративную планку, навесной элемент двери, декоративную планку для ящика с охлаждаемыми продуктами, навесного элемента двери или промежуточной полки.
Кроме того, изобретение относится к бытовому прибору, в который установлена фасонная деталь согласно изобретению, в частности к бытовому холодильному аппарату, например холодильнику или морозильнику, стиральной, сушильной или посудомоечной машине.
В соответствии со способом согласно изобретению заготовка сначала изготавливается, в частности, в виде предварительной отливки, которая, по существу, соответствует форме нужной фасонной детали. Предпочтительно с этой целью пластмасса заливается в пресс-форму, которая соответствует форме предварительной отливки. Заготовка может быть также изготовлена методом экструдирования.
После этого заготовка помещается в формовочную полость пресс-формы для литья таким образом, чтобы, по меньшей мере, на одной стороне заготовки между формовочной полостью и заготовкой оставалось свободное пространство для покрытия. Пресс-форма соответствует контурам готовой фасонной детали. Затем, на этапе литья под давлением, в свободное пространство впрыскивается полимерный литьевой материал с целью образования покрытия. После затвердевания покрытия заготовка с покрытием, то есть готовая фасонная деталь, извлекается из пресс-формы.
Предпочтительно заготовка специально оптимизирована для нанесения полимерного покрытия способом литья под давлением. Для этого заготовка, предпочтительно, имеет, по меньшей мере, одно устройство ускорения потока и/или, по меньшей мере, одно устройство торможения потока, которые обеспечивают равномерное растекание при нанесении полимера. Чтобы предотвратить образование следов литья и соединительных швов на готовой фасонной детали, фронт потока при нанесении покрытия должен быть равномерным, то есть прямым или изогнутым. Этого можно добиться за счет согласования заготовки и пресс-формы, которое обеспечит оптимальный фронт потока. Для этого предусматриваются, например, устройства ускорения и торможения потока, которые, предпочтительно, являются признаками формы заготовки. Предпочтительно, устройство ускорения потока представляет собой участок заготовки, на котором расстояние между заготовкой и пресс-формой больше, чем на соседних участках, то есть покрытие на этом участке будет иметь увеличенную толщину. В результате полимер при нанесении покрытия будет течь на этом участке быстрее. И наоборот, устройство торможения потока представляет собой участок заготовки, на котором расстояние между заготовкой и пресс-формой меньше, чем на соседних участках, то есть поток жидкого полимера будет тормозиться. Опытным путем форма заготовки должна быть подогнана под пресс-форму, используемую для нанесения покрытия, таким образом, чтобы покрытие наносилось равномерно и не имело следов отливки.
Краткое описание чертежей
Варианты исполнения изобретения подробно рассматриваются ниже на основании фигур чертежей, на которых схематично изображено:
Фигура 1: сечение фасонной детали согласно изобретению, выполненной в виде рукоятки.
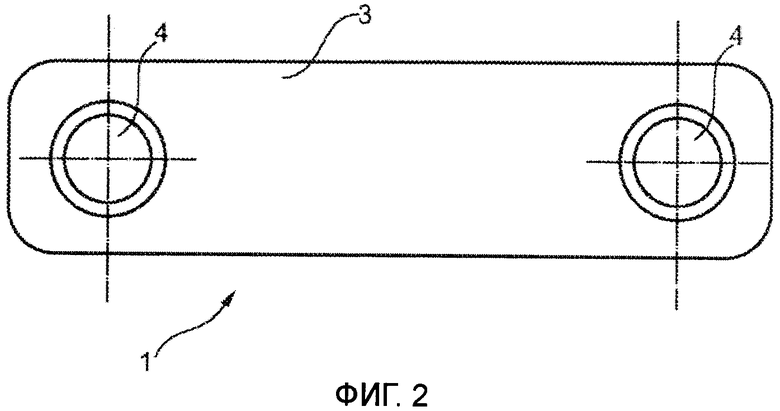
Фигура 2: горизонтальная проекция лицевой или передней стороны F рукоятки, представленной на фигуре 1.
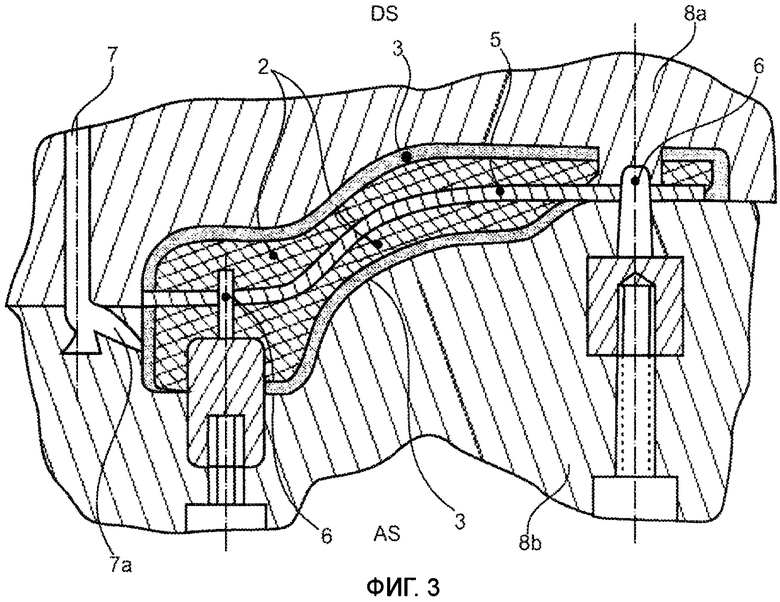
Фигура 3: фрагмент сечения пресс-формы, предназначенной для изготовления фасонной детали.
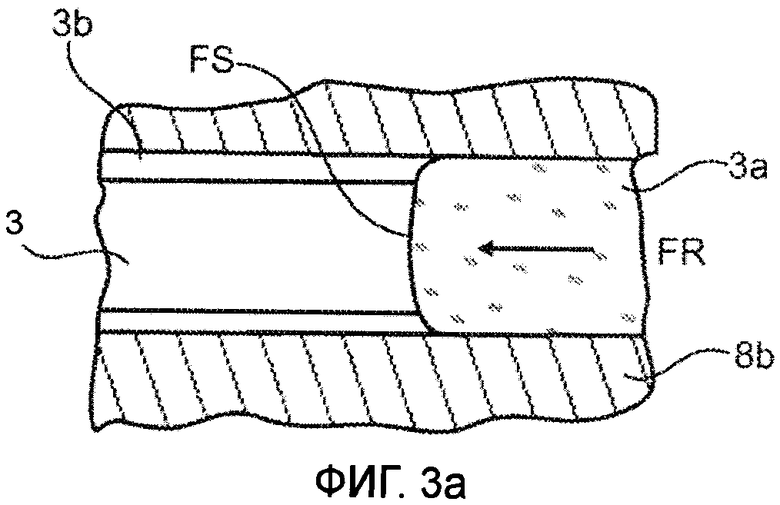
Фигура 3a: вид фрагмента формовочной полости в момент заливания литьевого материала в эту полость в направлении FR.
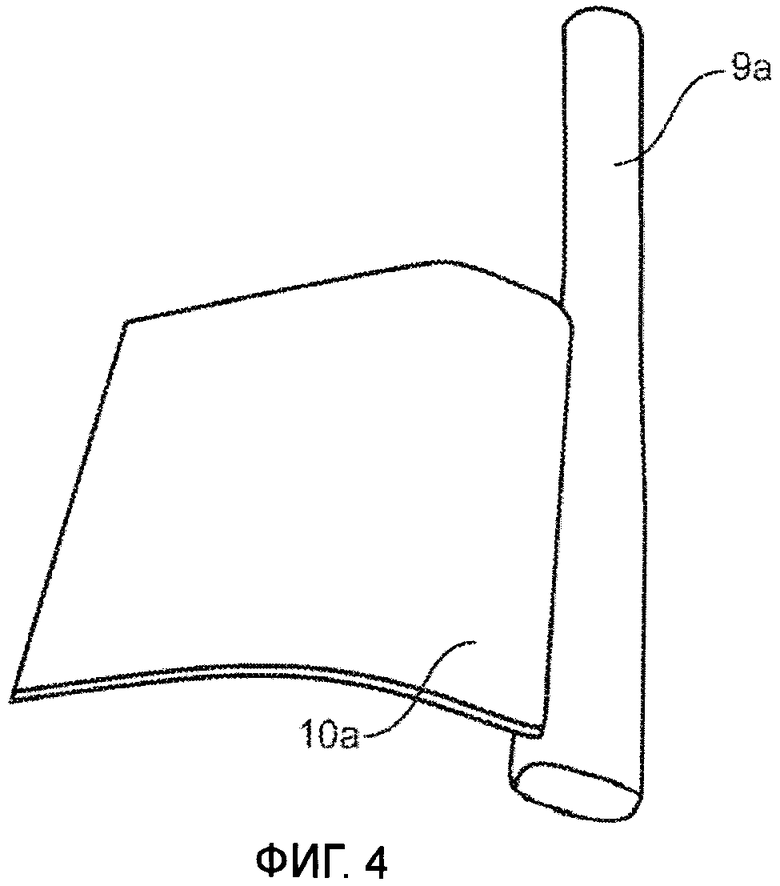
Фигура 4: перспективный вид рукоятки.
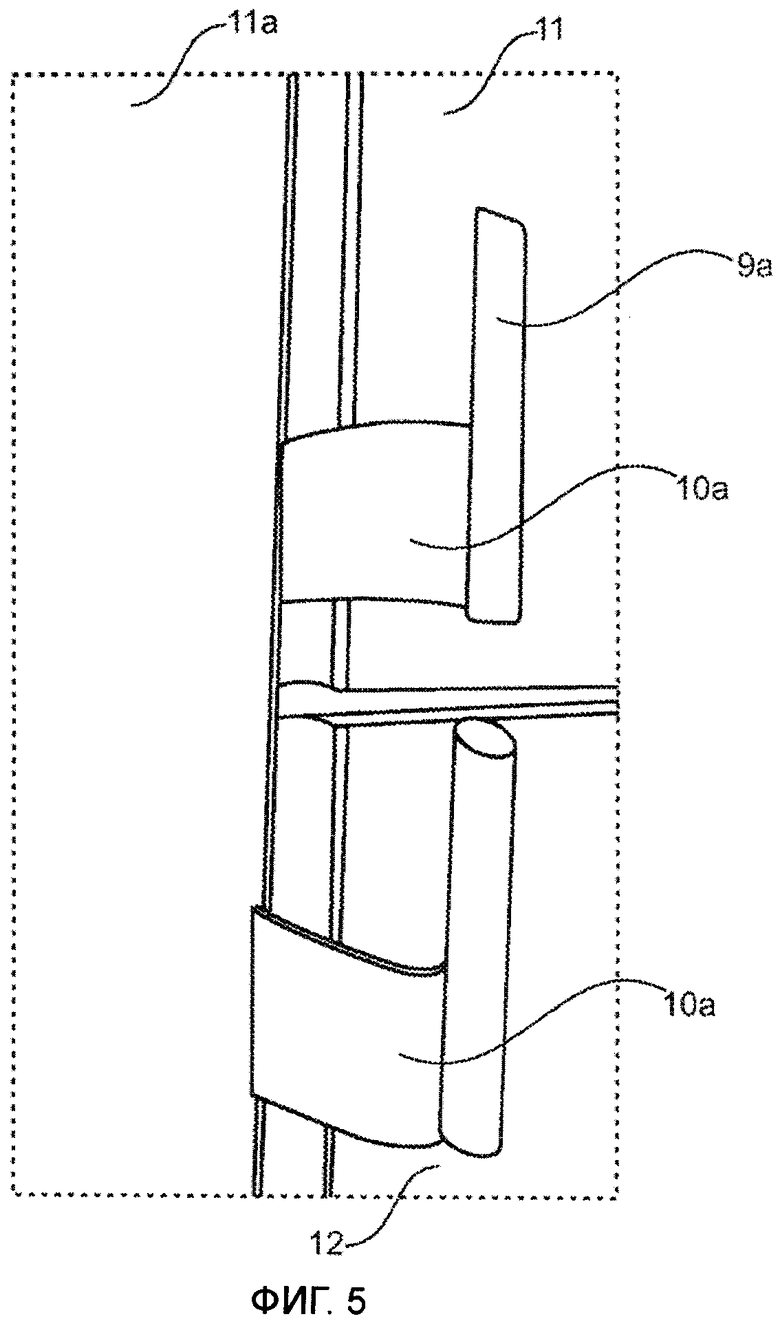
Фигура 5: перспективный вид двух рукояток, установленных на двери холодильника.
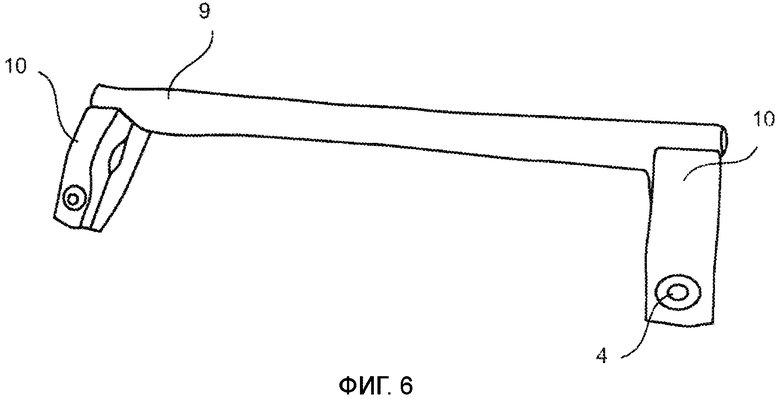
Фигура 6: перспективный вид ручки двери.
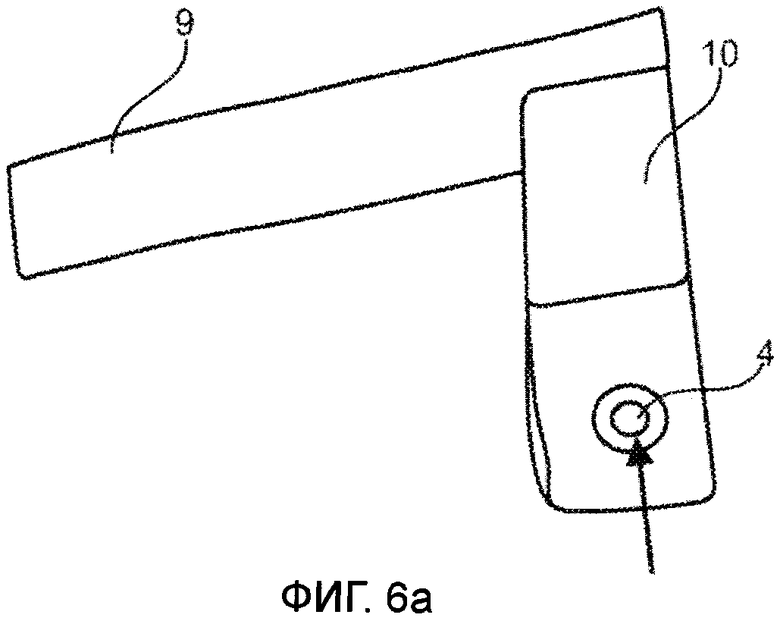
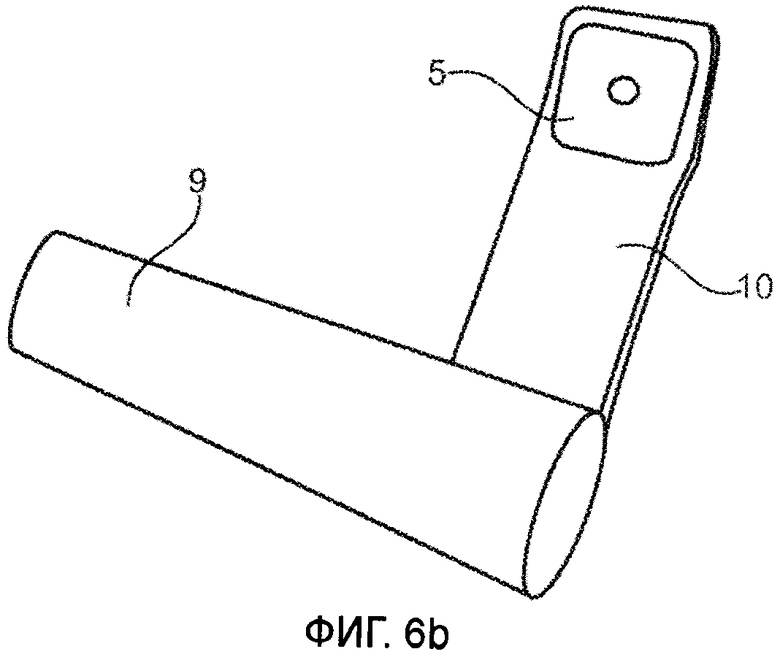
Фигура 6a, 6b: перспективные виды деталей ручки двери, показанной на фигуре 6.
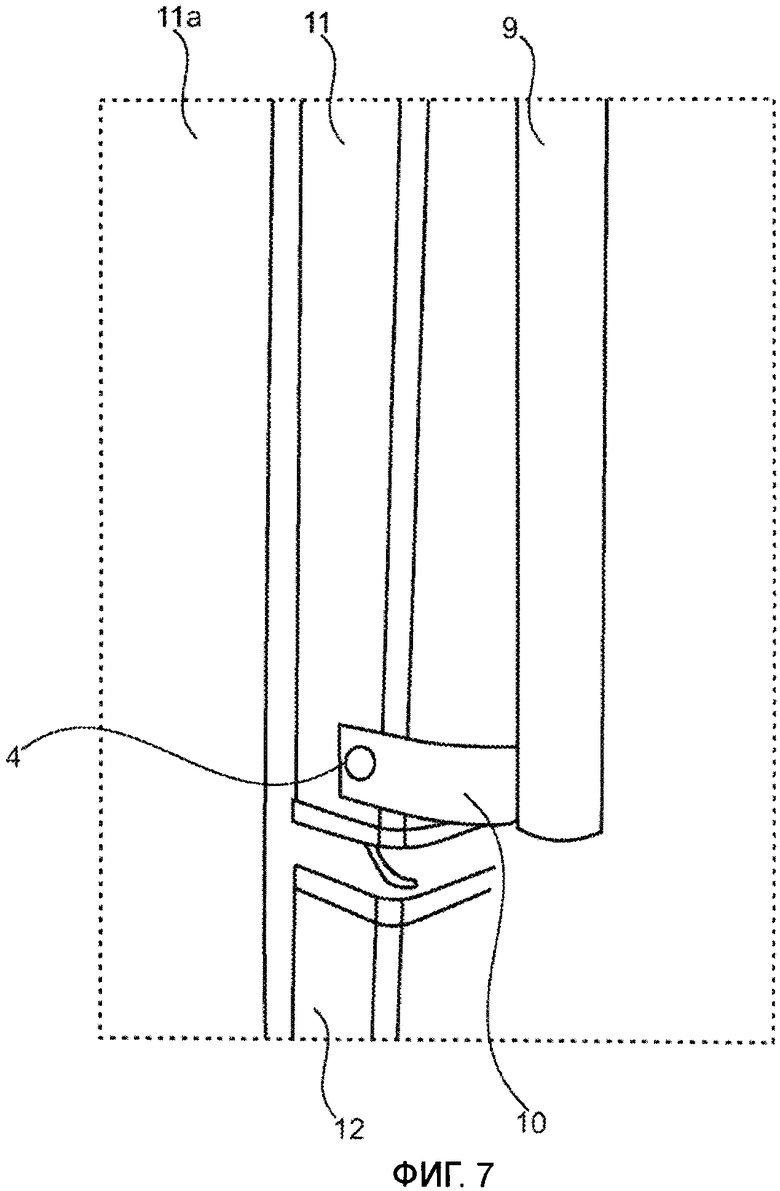
Фигура 7: ручка двери с фигуры 6, установленная на дверь холодильника.
Осуществление изобретения
На фигуре 1 в качестве примера фасонной детали 1 согласно изобретению представлена рукоятка. Рукоятка содержит заготовку 2, выполненную из пластика АБС. Этот материал выбран по технической необходимости и предварительно отлит в пресс-форме, которая, по существу, соответствует форме рукоятки. Заготовка 2, выполненная в виде предварительной отливки, имеет видимую снаружи поверхность, то есть лицевую или переднюю сторону F, на которую нанесено покрытие 3, также состоящее из пластика АБС и служащее декоративным слоем. Декоративный слой наносится на предварительную отливку способом литья под давлением.
Обратная сторона R служит для крепления рукоятки, например, на переднюю стенку двери холодильника. С этой целью в стенках фасонной детали предусмотрены отверстия 4, например, для винтов.
Разрез пресс-формы (см. фиг.3) позволяет пояснить предпочтительный способ изготовления фасонной детали 1. Пресс-форма состоит из двух половинок 8a, 8b формы, которые ограничивают формовочную полость. Заготовка 2 вставлена в эту формовочную полость таким образом, чтобы между ее внешней стороной и половинками 8a, 8b формы оставались щелевидные зазоры 3. При этом половинка 8b формы относится к выбрасывающей стороне AS пресс-формы, а половинка 8а - к заливочной стороне DS пресс-формы. Заготовка 2 содержит металлическую вкладку 5, а в остальном состоит из пластмассы, например пластика АБС (детали, заштрихованные крестом). Две удерживающие оправки 6 удерживают заготовку 2 в пресс-форме в правильном положении.
Согласно изобретению при нанесении декоративного слоя полимерный литьевой материал, состоящий из декоративной пластмассы, вводится по впускному литнику 7, благодаря чему заготовка 2, по меньшей мере, частично покрывается покрытием 3 в форме декоративного слоя.
На фигуре 3а представлен фрагмент фронта потока, который требуется получить при нанесении декоративной пластмассы. Заготовка 2 или зазор 3 между заготовкой 2 и пресс-формой 8a, 8b выполнены таким образом, чтобы литьевой материал 3а покрытия 3 образовывал небольшую выпуклость (но не вогнутость) с передней стороны FS в направлении FR потока при движении в зазоре 3b в направлении FR потока с целью заполнения зазора 3b. Такой слегка выпуклый или прямой фронт потока литьевого материала 3а позволяет избежать образования следов отливки или соединительных швов, которые могли бы появиться вследствие схождения нескольких «языков» литьевого материала. Устройства ускорения потока, предусмотренные на наружной стороне предварительной отливки и представляющие собой, например, углубления или каналы, проходящие в направлении потока, способствуют продольному растеканию. В то же время участки меньшей толщины или барьеры снижают скорость потока. Основной упор делается на равномерности фронта потока.
На фигуре 4 в качестве примера фасонной детали согласно изобретению представлена ручка двери бытового холодильного аппарата, в частности напольного холодильника. Речь идет о рычажной ручке с поручнем 9a и скобой 10a. Рычажная ручка (см. фиг.5) устанавливается на боковой части торцевой стенки дверей 11, 12 холодильника. Детали крепления в этом случае не показаны. В таком варианте исполнения изобретения на рычажную ручку 9a и крепежный элемент 10a навесной детали наносится декоративное покрытие, состоящее, например, из полиамида 6 с частицами, придающими металлический блеск.
На фигурах 6 и 7 представлена дверная ручка другого типа, а именно так называемая вертикальная ручка, которая также устанавливается, например, на бытовые напольные холодильные аппараты. На обеих оконечностях вертикальной ручки 8 предусмотрены выступающие в радиальном направлении крепежные элементы 10. При этом скрытая заготовка в месте крепления содержит металлическую вкладку 5, через которую в обоих крепежных элементах 10 проведен винт 4 с целью крепления на боковой планке 11 двери холодильника. В этом варианте на наружные стороны вытянутой ручки 9 в виде трубки и обоих крепежных элементов 10 также нанесено декоративное покрытие, полученное путем заливания соответствующей предварительной отливки в пресс-форме.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕКОРАТИВНЫЙ ЭЛЕМЕНТ ДЛЯ ХОЛОДИЛЬНОГО АППАРАТА | 2010 |
|
RU2528445C2 |
| СПОСОБ ЛИТЬЯ ПОЛОЙ ДЕТАЛИ ПО ВЫПЛАВЛЯЕМОЙ МОДЕЛИ | 2014 |
|
RU2676539C2 |
| ДВЕРНАЯ РУЧКА ДЛЯ БЫТОВОГО ПРИБОРА | 2008 |
|
RU2471050C2 |
| СИСТЕМА ПОДВЕДЕНИЯ РАСПЛАВА С ПЛЕНОЧНЫМ ЛИТНИКОМ ДЛЯ СПОСОБОВ ДЕКОРИРОВАНИЯ В ПРЕСС-ФОРМЕ ИЛИ ЭТИКЕТИРОВАНИЯ В ПРЕСС-ФОРМЕ ПРИ ЛИТЬЕ ПОД ДАВЛЕНИЕМ | 2014 |
|
RU2629071C2 |
| БЫТОВОЙ ПРИБОР | 2012 |
|
RU2558938C2 |
| ПОСУДОМОЕЧНЫЙ АППАРАТ | 2008 |
|
RU2457771C2 |
| ДВЕРЬ БЫТОВОГО ПРИБОРА И БЫТОВОЙ ПРИБОР С ТАКОЙ ДВЕРЬЮ | 2008 |
|
RU2478174C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНО-ХУДОЖЕСТВЕННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2598292C1 |
| ХОЛОДИЛЬНЫЙ АППАРАТ И СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДИЛЬНОГО АППАРАТА | 2009 |
|
RU2509269C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КОНТЕЙНЕРА | 2009 |
|
RU2504470C2 |
Фасонная деталь (1) предназначена для монтажа на бытовой прибор или установки в бытовой прибор. По меньшей мере, на лицевой стороне (F) фасонной детали (1) имеется покрытие (3), которое состоит из декоративной пластмассы и нанесено на заготовку (2), соответствующую, по существу, форме фасонной детали (1) методом литья под давлением. Заготовка (2) изготовлена методом литья под давлением и имеет по меньшей мере одно устройство ускорения потока и/или по меньшей мере одно устройство торможения потока, обеспечивающее равномерный фронт растекания при нанесении полимера. Это позволяет разделить функциональный пластик (в заготовке) и декоративный пластик (в покрытии). Деталь по изобретению может быть использована в бытовых приборах и может быть получена литьевым способом в пресс-форме. Технический результат, достигаемый при использовании детали по изобретению, заключается в простоте изготовления, обеспечении прочности и малой толщины изделия. 3 н. и 13 з.п. ф-лы, 10 ил.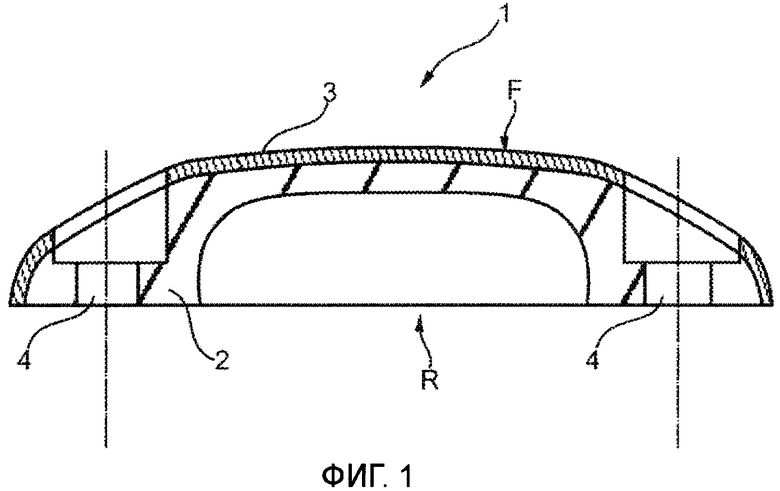
1. Фасонная деталь (1), предназначенная для монтажа на бытовой прибор или установки в бытовой прибор и имеющая покрытие (3), по меньшей мере, на лицевой стороне (F), которое состоит из содержащего пластмассу материала, нанесенного на заготовку (2), соответствующую, по существу, форме фасонной детали (1), способом литья под давлением, отличающаяся тем, что заготовка (2) изготовлена способом литья под давлением и имеет, по меньшей мере, одно устройство ускорения потока и/или, по меньшей мере, одно устройство торможения потока, обеспечивающие равномерный фронт растекания при нанесении полимера.
2. Фасонная деталь (1) по п.1, отличающаяся тем, что форма заготовки (2) рассчитана на нанесение покрытия способом литья под давлением.
3. Фасонная деталь (1) по п.1, отличающаяся тем, что, по меньшей мере, одно устройство ускорения потока представляет собой участок, на котором толщина покрытия (3) больше, чем на соседних участках.
4. Фасонная деталь (1) по п.1, отличающаяся тем, что покрытие (3) состоит из декоративной пластмассы.
5. Фасонная деталь (1) по п.1, отличающаяся тем, что покрытие (3) состоит из цветной пластмассы или пластмассы с металлическим блеском.
6. Фасонная деталь (1) по п.1, отличающаяся тем, что заготовка (2), по меньшей мере, частично состоит из полимерной массы, полученной из вторичного гранулята.
7. Фасонная деталь (1) по п.1, отличающаяся тем, что заготовка (2) содержит металлическую вкладку (5).
8. Фасонная деталь (1) по п.1, отличающаяся тем, что заготовка (2) и покрытие (3) содержат один и тот же полимер.
9. Фасонная деталь (1) по п.1, отличающаяся тем, что толщина покрытия (3) меньше толщины заготовки и составляет, в частности, от 0,5 до 2,0 мм.
10. Фасонная деталь (1) по одному из пп.1-9, отличающаяся тем, что она представляет собой накладку для бытового прибора, в частности рукоятку, ручку, кромочную планку двери или шарнирный элемент.
11. Фасонная деталь (1) по одному из пп.1-9, отличающаяся тем, что она является частью облицовки бытового прибора.
12. Фасонная деталь (1) по одному из пп.1-9, отличающаяся тем, что она представляет собой часть внутренней отделки бытового прибора, в частности холодильного аппарата, например декоративную планку, навесной элемент двери, декоративную планку для ящика с охлаждаемыми продуктами, навесного элемента двери или промежуточной полки.
13. Бытовой прибор, в частности холодильный аппарат, содержащий фасонную деталь (1) по одному из предыдущих пунктов.
14. Способ изготовления фасонной детали (1), предназначенной для монтажа на бытовой прибор или установки в бытовой прибор, содержащий следующие шаги:
a) изготовление заготовки (2), причем форма заготовки, по существу, соответствует форме фасонной детали (1);
b) установка заготовки (2) в формовочную полость пресс-формы (8а, 8b) таким образом, чтобы, по меньшей мере, на одной стороне заготовки между формовочной полостью и заготовкой оставалось свободное пространство для покрытия (3);
c) впрыскивание в свободное пространство полимерного литьевого материала с целью образования покрытия (3);
d) извлечение заготовки (2) с нанесенным покрытием (3) из пресс-формы (8а, 8b),
отличающийся тем, что
заготовка (2) имеет, по меньшей мере, одно устройство ускорения потока и/или, по меньшей мере, одно устройство торможения потока, посредством которых обеспечивают равномерный фронт растекания при впрыскивании образующего покрытие (3) полимерного литьевого материала в свободное пространство.
15. Способ по п.14, отличающийся тем, что заготовку (2) изготавливают способом литья под давлением.
16. Способ по одному из пп.14, 15, отличающийся тем, что фасонную деталь (1), заготовку (2) и/или покрытие (3) выполняют согласно одному из пп.1-12.
| US 2004022988 A1,05.02.2004 | |||
| ШКАФ ХОЛОДИЛЬНИКА | 1995 |
|
RU2090807C1 |
| US 2006150371 A1,13.07.2006 | |||
| РЕЛЬСОВЫЙ СТЫК СМИРНОВА | 2024 |
|
RU2835595C1 |
| JP 7127217 A,16.05.1995 | |||
| ЩВАРЦ О | |||
| и другие, Переработка пластмасс, Санкт " Петербург, 2005, с.39-48, 102-142, 162-165; | |||

