Изобретение относится к системе подведения расплава в способах декорирования в пресс-форме (IMD, от англ. in-mold decoration) или этикетирования в пресс-форме (IML, от англ. in-mold labeling), применяемых при литье под давлением плоских пластмассовых деталей с по меньшей мере одним ленточным или пленочным впускным литниковым каналом и распределительным литниковым каналом, а также к способу с использованием такой системы подведения расплава.
Для производства плоских пластмассовых деталей с интегрированными декоративными слоями или пленками применяют способы декорирования в пресс-форме (IMD) или этикетирования в пресс-форме (IML). Пленку (IML) или декоративный слой (IMD) соединяют с пластмассовой деталью (например, индикаторным или отображающим окном) нанесением пластмассы на пленку, покрытую связующим веществом (IML) или несущую пленку (IMD). При этикетировании в пресс-форме (IML) поверхность формующей части устройства для литья под давлением снабжают пленкой с надпечаткой или декоративным элементом и затем выполняют литье пластмассы на подложку. При декорировании в пресс-форме (IMD) переносят декоративный элемент на пластмассовую деталь с помощью несущей пленки под действием давления и температуры расплавленной пластмассы. При этом несущая пленка не соединяется с пластмассовой деталью, а служит только для передачи декоративного элемента, нанесенного на несущую пленку.
Наилучшего качества сплавления достигают при литье на подложку при температуре обработки, рекомендованной производителем лакокрасочного материала. Адгезия пленки или декоративных слоев к подложке/пластмассовой детали обеспечивается адгезивным агентом. Кроме того, хорошая адгезия соединения достигается за счет сокращения промежутков между операциями печати, сушки и литья на подложку. Адгезивные агенты в большинстве случаев отличаются высокой температурной устойчивостью в диапазоне обработки пластика, однако могут быть чувствительными к большим усилиям сдвига и высоким скоростям сдвига, особенно вблизи области литника.
Скорость сдвига является мерой относительной скорости слоев материала, протекающих через проходной канал. Высокие скорости сдвига вызывают большие усилия сдвига, которые могут привести к смыванию адгезивного агента и, таким образом, к ухудшению адгезии между пластмассовой деталью и пленкой или декоративным элементом. Усилия сдвига и скорости сдвига возникают, когда расплавленная пластмасса протекает через форму. При этом вследствие сдвига выделяется тепло. Литниковые каналы с маленьким поперечным сечением вызывают повышенное выделение тепла вследствие трения материала во время заполнения полости в пресс-форме. Следовательно, литниковые каналы не должны быть слишком узкими. С другой стороны, слишком широкие литниковые каналы увеличивают длительность цикла и потери материала в литнике.
Для плоских фасонных деталей, таких как индикаторные элементы и отображающие окна, предусмотрены пленочные или ленточные литниковые системы. Они могут иметь веерообразную/трапециевидную форму и быть образованы в системе подвода расплава распределительным литниковым каналом. Распределительный литниковый канал может быть толще и выходить непосредственно во впускной литниковый канал, образующий литниковое соединение с деталью.
Для толстостенных деталей, которые по конструктивным и/или дизайнерским причинам отливаются через более тонкую стенку (например, в случае индикаторных элементов для стиральных машин), обычные литниковые системы имеют свои ограничения. В частности, для панелей с элементами отображения и управления применяют более или менее прозрачные пластмассы. При этом целью является достижение хороших оптических свойств готового продукта, позволяющих, например, отчетливо различать покрытые элементы индикации. Прожилки и отметины, которые, в частности, ухудшают прозрачность или искажают получаемую картину, нежелательны и приводят к неприемлемости продукта. Как правило, избегают располагать литниковые системы на видимой поверхности детали, так что литники приходится размещать на краю детали.
При этом возникает проблема, заключающаяся в том, что краевые области плоских деталей, как правило, имеют малую толщину и, следовательно, конфигурация пресс-формы позволяет реализовать систему подвода расплава только с очень узким впускным литниковым каналом.
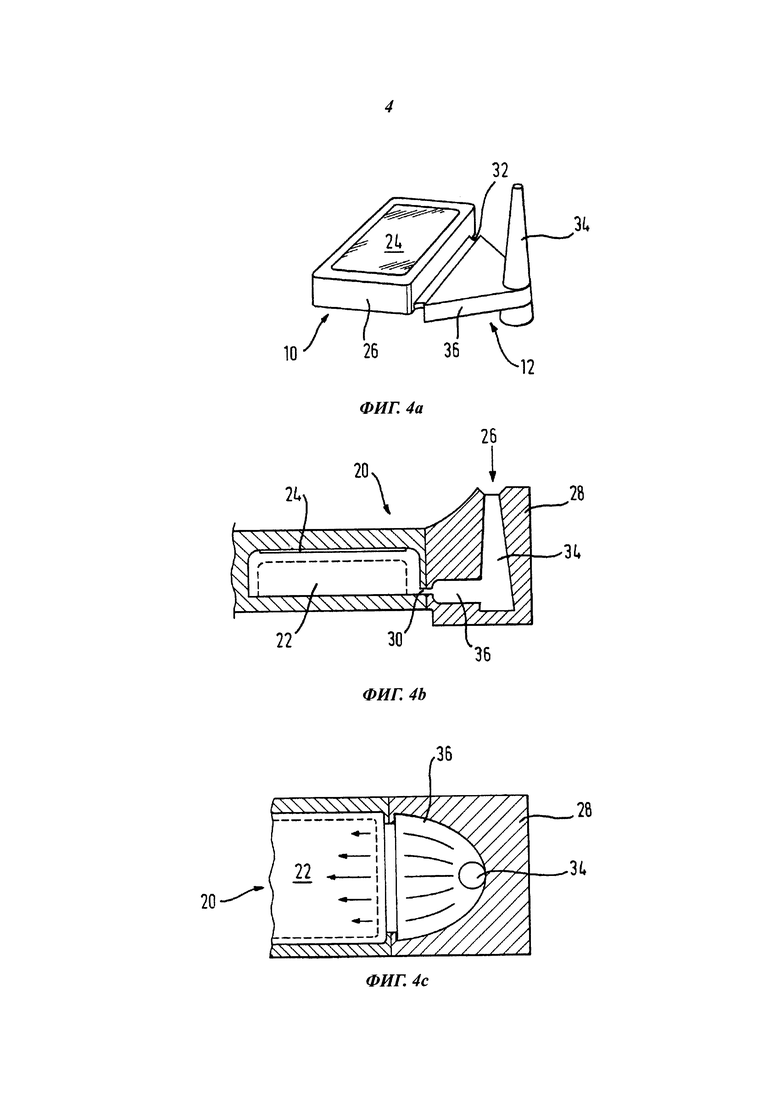
На фиг. 4a изображена плоская деталь 10, изготовленная обычным способом. Деталь 10 состоит из пленки 24, на которую способом литья на подложку нанесен пластический материал 26. К детали 10 присоединен литник 12, оставшийся от процесса формования литьем под давлением.
На фиг. 4b и 4c схематично изображено продольное и поперечное сечение соответствующей пресс-формы 20 с системой 28 подведения расплава. В полость 22 вставлена пленка 24 с нанесенным на нее способом литья на подложку пластическим материалом 26. Система 28 подведения расплава содержит литниковый конус 34 и распределительный литниковый канал 36, через которые подают расплавленный пластический материал. Между распределительным литниковым каналом 36 и полостью 22 в качестве впускного литникового канала 30 предусмотрен щелевидный проход, вытянутый в направлении, перпендикулярном направлению потока расплава. Материал, отвердевший в этом впускном литниковом канале, образует на детали 10 литниковое соединение 32 литника 12, которое необходимо разрезать для изготовления детали 10.
Сечение веерообразного распределительного литникового канала 36 вытянуто перпендикулярно направлению потока расплава и ориентировано параллельно плоскости, образованной деталью 10. Полость 22 заполняют во всем ее сечении или в части ее сечения через впускной литниковый канал 30 из распределительного литникового канала 36, что показано на фиг. 4c стрелками направления потока.
Такой способ и пресс-форма известны, например, из публикации Fraunhofer IWM (Peter Stache,  ; Halle, 06.05.2009; http://www.designtransfair.de/_files/seminare/09-08/spritzguss.pdf).
; Halle, 06.05.2009; http://www.designtransfair.de/_files/seminare/09-08/spritzguss.pdf).
При использовании подобных систем подведения расплава возникает проблема, заключающаяся в том, что в области впускного литникового канала 30 или непосредственно за ней пластическая масса вследствие недостаточной балансировки затвердевает в некоторых местах слишком рано, что приводит к сужению впускного сечения впускного литникового канала 30 и невозможности равномерного отекания расплава в полость 22 по всей ширине. Литниковое соединение 32 частично или полностью преждевременно блокируется и, таким образом, блокирует часть поперечного сечения или все поперечное сечение впускного литникового канала 30. Последующее увеличение давления не способно эффективно компенсировать сокращение объема литой детали.
Кроме того, при изготовлении тонкостенных деталей методом литья под давлением для полного заполнения необходима очень высокая скорость впрыска и высокое давление впрыска. Усилия и скорости сдвига возрастают, так как тонкая область движения потока через литниковую систему распространяется до фланца (см. фиг. 3d) или во всю пластмассовую деталь. Возникающие при этом скорости сдвига очень высоки. Следствием высоких скоростей сдвига становится, в том числе, образование прожилок.
Кроме того, несмотря на широкий впускной литниковый канал 30 через литниковое соединение 32 могут проходить свободные струи. В результате в готовой детали 10 образуются неприглядные отметины, делающие деталь непригодной для использования. Кроме того, в этих областях могут возникать высокие усилия сдвига, которые могут привести к повреждению слоя адгезивного агента между пластическим материалом и пленкой или декоративными элементами и структурами на пленке, в частности электродами для сенсорных панелей.
Настоящее изобретение обеспечивает систему подведения расплава вышеуказанного типа с улучшенными характеристиками впрыска.
Для этого предусмотрена система подведения расплава с признаками, раскрываемыми в пункте 1 формулы изобретения. Соответственно, система подведения расплава между впускным литниковым каналом и распределительным литниковым каналом содержит подпорную камеру, поперечное сечение которой шире распределительного литникового канала в направлении, перпендикулярном направлению потока впрыскиваемого материала.
Подпорная камера более эффективно предотвращает появление свободных струй, приводящих к дефектам поверхности. Кроме того, заливка декоративного элемента или пленки способом литья на подложку происходит не прямо из-за результирующего фронтального профиля потока. Это позволяет максимально снизить нагрузку на нанесенные на пленку слои связующего материала, лакокрасочных материалов и/или чувствительных элементов. Пластический материал, стекающий в подпорную камеру, оседает на наружных стенках подпорной камеры и затвердевает. Путь движения расплава остается открытым дольше за счет самоизолирующего действия пластмассы, действующей как теплоизолятор по отношению к инструменту. В отличие от традиционных конструкций напор дольше остается эффективным. Скорости и усилия сдвига уменьшаются за счет увеличенного объема подпорной камеры. Кроме того, поток расплава в подпорной камере становится более равномерным и может плавным и ламинарным образом распространяться по полости.
Предпочтительно подпорная камера имеет в направлении, перпендикулярном направлению потока расплава, по существу, призматическое, в частности прямоугольное сечение. Специальная геометрия подпорной камеры, в частности углы по контуру подпорной камеры, способствуют оседанию и затвердению пластического материала на наружных стенках подпорной камеры. Однако углы могут также иметь закругленное исполнение. Такая конструкция обеспечивает оптимальный баланс между действием подпорной камеры на поток расплава и потерями материала в литнике.
Предпочтительно подпорная камера имеет в направлении, перпендикулярном направлению потока расплава, асимметричное сечение. Это предотвращает равномерное накопление затвердевшего расплава в подпорной камере, то есть поток расплава в любом случае отклоняется. Таким образом, поток расплава дополнительно тормозится, при этом предотвращается возможность непосредственного впрыска расплава из распределительного канала в полость в виде свободной струи. В конечном итоге, отклонение обеспечивает предпочтительную ориентацию расплава и способствует улучшенному и более равномерному распределению расплава.
Так как при изготовлении тонкостенных деталей необходимо высокое давление и скорость впрыска, то большим недостатком были бы чрезмерные потери давления, например, вследствие усилий сдвига, потому что в этом случае возникает риск недостаточно быстрого заполнения полости и частичного затвердевания расплава еще до полного заполнения формы. Для компенсации потерь давления и быстрого заполнения формы полностью потребовалось бы дополнительно увеличить давление, что, в свою очередь, увеличило бы усилия сдвига и могло бы привести к перегреву.
Изобретение сводит к минимуму сдвиг и падения давления в системах подведения расплава подобного рода.
Кроме того, изобретение обеспечивает способ декорирования в пресс-форме (IMD) или этикетирования в пресс-форме (IML) при литье под давлением для изготовления сенсорных дисплейных панелей с улучшенным распределением материала. Признаки данного способа раскрыты в пункте 5 формулы изобретения.
Заявленные способ и устройство особенно предпочтительны для изготовления сенсорных дисплеев (сенсорных экранов), в частности, для бытовых приборов, например, приборов по уходу за бельем, в частности, сушильных, стиральных и стирально-сушильных машин. Особые преимущества, заключающиеся в щадящем потоке материала и снижении сил сдвига, особенно заметны при литье деталей с пленками, содержащими функциональные слои, в частности, декоративные, проводящие, металлизированные слои и т.п. В частности, это относится к заливанию пластическим материалом пленки с функциональным слоем. Изобретение гарантирует надежную заливку без риска повреждения функционального слоя. Литье с функциональным слоем на пластмассе гарантирует, кроме того, непрерывную и безотказную работу, так как функциональный слой не подвергается непосредственному контакту при эксплуатации, но, в свою очередь, защищен пленкой.
Прочие признаки и преимущества изобретения следуют из зависимых пунктов формулы изобретения и приведенного ниже описания варианта исполнения со ссылкой на прилагаемые чертежи, на которых:
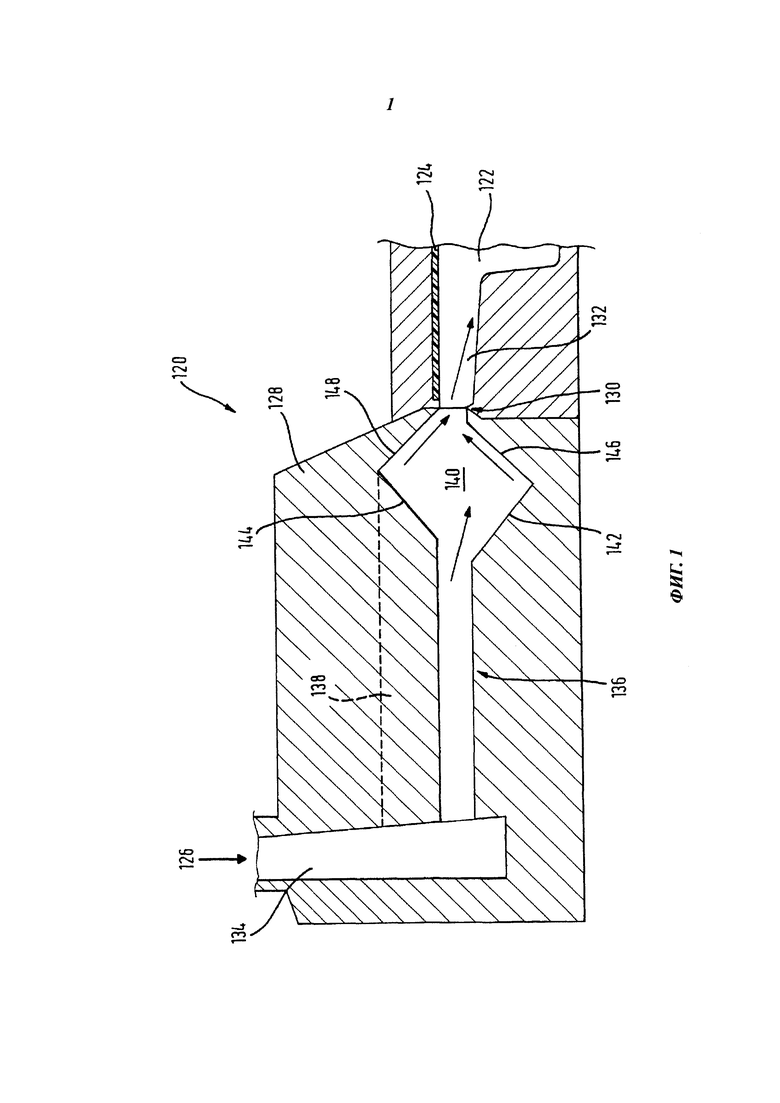
на фиг. 1 схематически представлено поперечное сечение части пресс-формы с системой подведения расплава, описываемой изобретением;
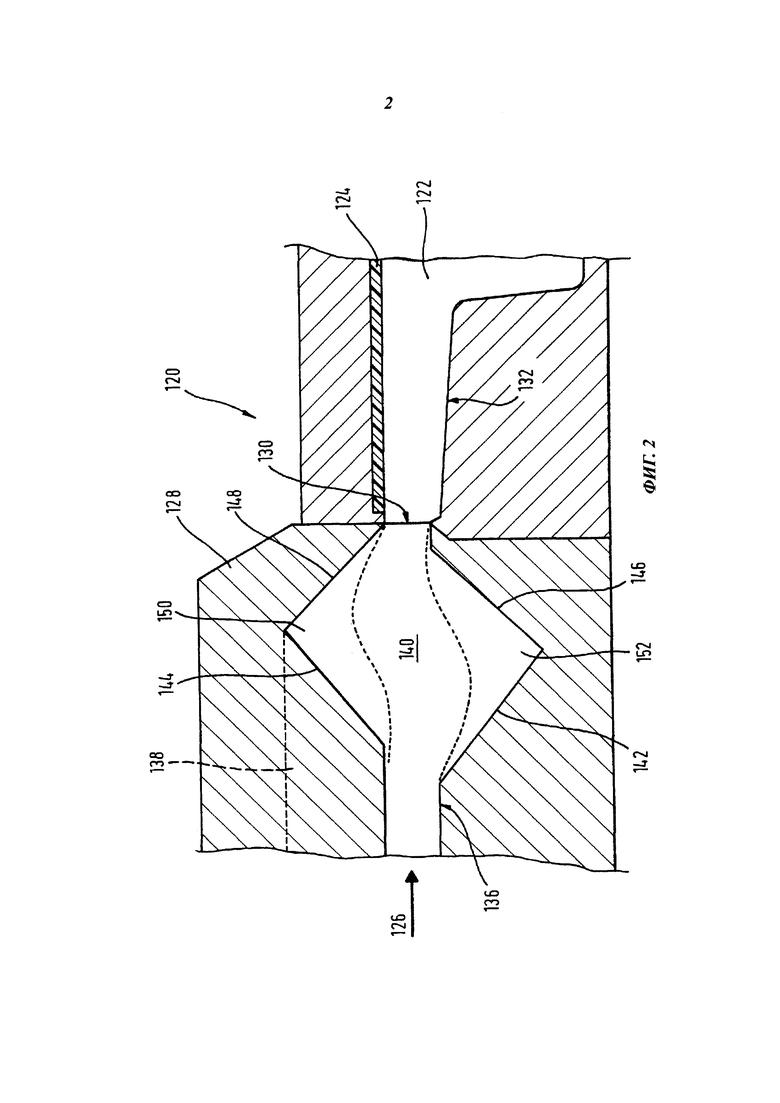
на фиг. 2 представлен увеличенный фрагмент системы подведения расплава с фиг. 1;
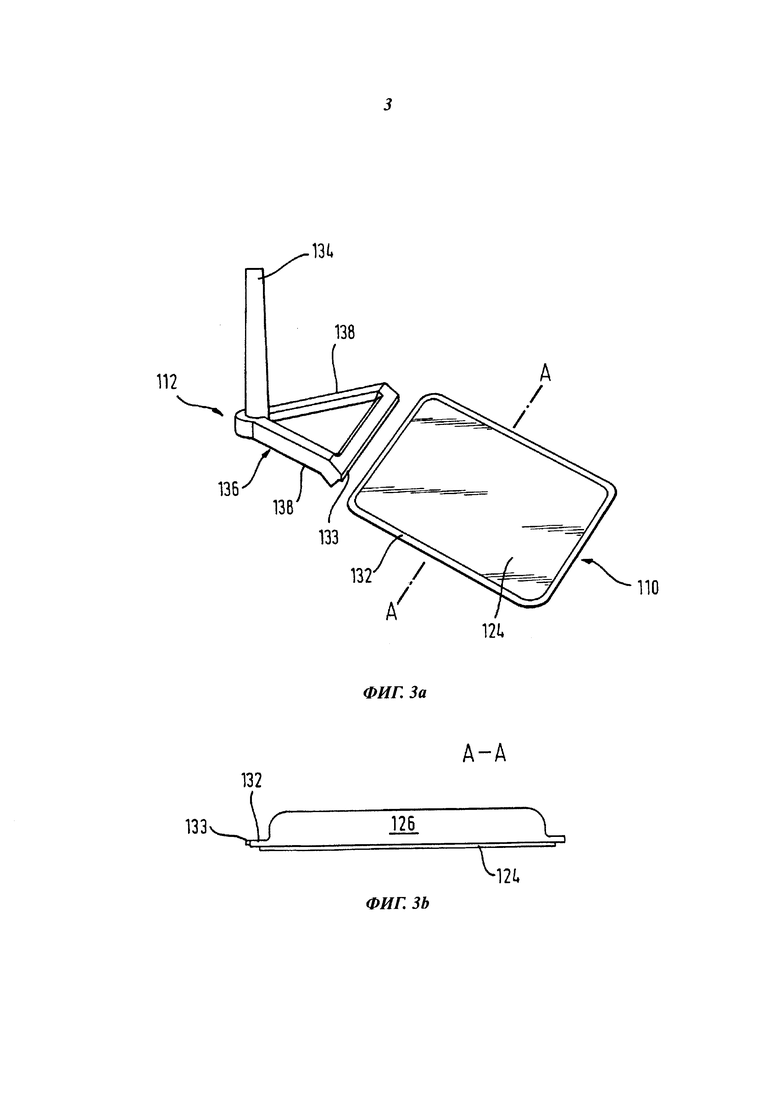
на фиг. 3 представлен вид детали с литником, полученной способом согласно изобретению;
на фиг. 4 представлены пресс-форма и изготовленная с ее помощью деталь в соответствии с уровнем техники.
На схематическом разрезе, показанном на фиг. 1, видна часть пресс-формы 120 для литья под давлением с системой 128 подведения расплава. Кроме того, для наглядности на фиг. 3 также изображена соответствующая деталь 110 с литником 112, изготовленная с помощью пресс-формы 120.
Пресс-форма 120 содержит полость 122, в которую вставлена пленка 124. На пленку 124 литьем под давлением нанесен пластический материал 126, в результате чего получилась деталь 110 в виде плоской панели с залитой пленкой 124. Как показано на сечении A-A (фиг. 3b) детали 110 (фиг. 3a), на пленку 124 способом литья на подложку нанесен слой пластического материала 126, толщина которого больше толщины пленки 124. На краю детали 110, напротив, сформирован тонкий фланец 132, соединенный с литником 112 вытянутым и тонким пленочным или ленточным литниковым соединением 133 на узкой стороне детали 10. На фиг. 3a деталь 110 и литник 112 разделены, чтобы можно было показать поперечное сечение литникового соединения 133.
Система 128 подведения расплава в пресс-форме 120 содержит литниковый конус 134 и распределительный литниковый канал 136. Распределительный литниковый канал 136 выполнен в виде веерообразного распределительного канала. По бокам распределительного литникового канала 136 имеется два основных канала 138 в форме V, проходное сечение которых по сравнению с остальными элементами расширено настолько, чтобы по основным каналам 138 протекала большая часть потока расплавленного материала. В результате поток расплава в распределительном литниковом канале сбалансирован таким образом, чтобы фронт потока расплава предпочтительным образом равномерно распределялся в распределительном литниковом канале 136.
Посредством впускного литникового канала 130 система 128 подведения расплава соединена с полостью 122. Переход между впускным литниковым каналом 130 и полостью 122 в готовой детали 110 образует литниковое соединение 133.
Между впускным литниковым каналом 130 и распределительным литниковым каналом 136 предусмотрена подпорная камера 140. Подпорная камера 140 в показанном варианте исполнения выполнена в виде камеры, вытянутой параллельно впускному литниковому каналу 130. Основное направление потока расплава схематично показано на фиг. 1 стрелками и проходит, по существу, в плоскости чертежа. Подпорная камера в направлении, перпендикулярном направлению потока расплава, то есть в плоскости чертежа, имеет призматическое, в частности, по существу, прямоугольное сечение, как показано на фиг. 1. На первую продольную сторону 144 призматической подпорной камеры 140 выходит распределительный литниковый канал 136. На кромке противоположной первой подпорной стенки 146 подпорная камера 140, в свою очередь, выходит в полость 122 посредством впускного литникового канала 130. Между подпорной стенкой 146 и длинной стороной 144 рядом с выходом соединения 130 проходит вторая подпорная стенка 148. Напротив второй подпорной стенки 148 проходит вторая продольная стенка 142. Подпорная камера предпочтительно имеет асимметричное поперечное сечение. То есть смежные стенки имеют различную ширину, в результате чего поперечное сечение является не квадратом или ромбом, а по существу, прямоугольником или неправильным четырехугольником. Это улучшает характеристики потока расплава в подпорной камере, в частности, в том числе - за впускным литниковым каналом 130 в полости 122, как показано на фиг. 2.
На фиг. 2 изображен увеличенный фрагмент подпорной камеры 140 с переходом от впускного литникового канала 130 к полости 122. На детальном виде (фиг. 2) схематично изображен предполагаемый тракт потока расплава.
Поток расплава протекает из распределительного литникового канала 136 через подпорную камеру 140 и впускной литниковый канал 130 в полость 122, заполняя пространство за пленкой 124. Расширение сечения потока в подпорной камере 140 приводит к замедлению потока расплава в этой области. В периферийных зонах 150, 152 подпорной камеры 140 пластический материал оседает на наружных стенках и образует зоны затвердевания в этих областях.
Конструкция подпорной камеры 140, в частности асимметричное сечение камеры 140, позволяет направлять фронт потока расплава на заливаемую пленку не прямо. Это позволяет особенно бережно обрабатывать находящиеся на пленке чувствительные функциональные слои, декоративные слои, слои адгезивного агента и т.п.
На фиг. 2 хорошо видно, что поток расплава отклоняется вследствие асимметричного смещения продольных сторон 142, 144 и подпорных стенок 146, 148. Таким образом, в этом особенно предпочтительном варианте обеспечивают улучшенное непрямое заливание пленки и, таким образом, увеличивают ее защищенность.
Предпочтительно поверхности подпорной камеры 140, в частности, одна или обе подпорные стенки 146, 148, возможно, с одной или с обеими продольными сторонами 142, 144 могут быть выполнены таким образом, чтобы выровнять поток расплава и улучшить движение потока в системе подведения расплава. Например, указанные поверхности могут быть обработаны электроэрозионным методом. Полученная таким образом шероховатая поверхность позволяет предотвратить смещение уже охлажденных пластмассовых слоев за счет усилий сдвига и их смывание в полость 122.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ | 2006 |
|
RU2410238C2 |
| ДЕКОРАТИВНАЯ СТРУКТУРНАЯ ПЛАСТМАССОВАЯ ЧАСТЬ, ВЕНТИЛЯЦИОННАЯ РЕШЕТКА ВОЗДУШНОЙ ЗАСЛОНКИ ДЛЯ МОТОРНОГО ТРАНСПОРТНОГО СРЕДСТВА И СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОЙ СТРУКТУРНОЙ ПЛАСТМАССОВОЙ ЧАСТИ В ПРЕСС-ФОРМЕ | 2017 |
|
RU2725024C2 |
| ЧАСТИЧНО СТРУКТУРИРОВАННАЯ, IMD-ПРИГОДНАЯ МНОГОСЛОЙНАЯ ПЛЕНКА | 2003 |
|
RU2323098C2 |
| ПРЕСС-КАМЕРА ДЛЯ ПРЕСС-ФОРМ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2006 |
|
RU2327545C1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1159790A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2004 |
|
RU2274546C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЬЕМ ПОД ДАВЛЕНИЕМ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ ДИСКОВОЙ ФОРМЫ С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 1991 |
|
RU2072918C1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2068316C1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ЛИТЬЯ СЛОЖНЫХ ФАСОННЫХ ОТЛИВОК И ПРИМЕНЕНИЕ УКАЗАННОЙ ЛИТЕЙНОЙ ФОРМЫ | 2018 |
|
RU2717755C1 |
| НАБОРНАЯ ПРЕСС-ФОРМА | 2016 |
|
RU2639162C2 |
Изобретение относится к системе (128) подведения расплава для способов декорирования в пресс-форме (IMD) или этикетирования в пресс-форме (IML), применяемых при литье под давлением плоских пластмассовых деталей (110). Литье осуществляют с по меньшей мере одним пленочным или ленточным впускным литниковым каналом (130) и распределительным литниковым каналом (136). Пресс-форма содержит между впускным литниковым каналом (130) и распределительным литниковым каналом (136) подпорную камеру (140), сечение которой асимметрично и расширено относительно сечения распределительного литникового канала (136) в направлении, перпендикулярном направлению потока вводимого материала. Изобретение предназначено для декорирования в пресс-форме (IMD) или этикетирования в пресс-форме (IML) при литье под давлением для изготовления сенсорных индикаторных панелей управления, в частности панелей индикаторов для бытовых приборов. Технический результат, достигаемый при использовании изобретения, заключается в том, чтобы обеспечить изготовление качественных тонкостенных изделий за счет использования системы подведения расплава с улучшенными характеристиками впрыска. 3 з.п. ф-лы, 7 ил. 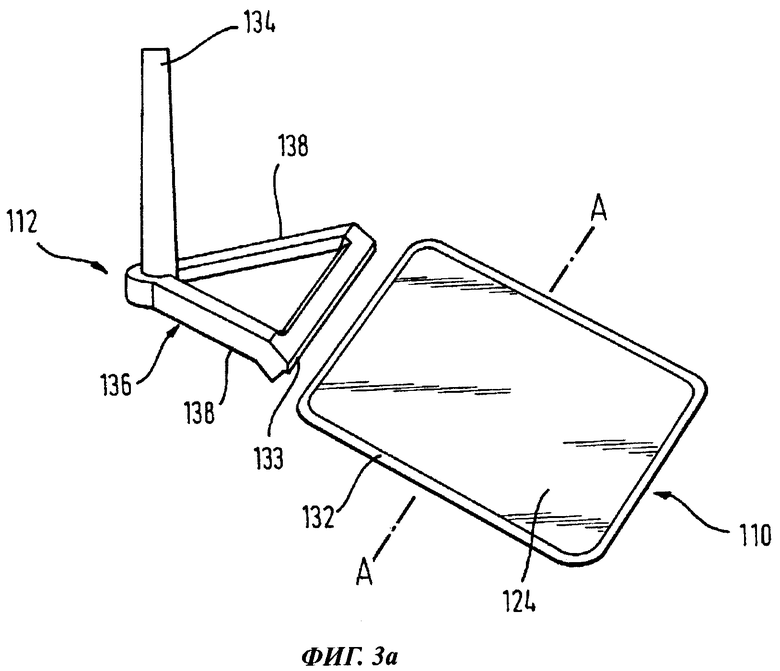
1. Система (128) подведения расплава для способов декорирования в пресс-форме (IMD) или этикетирования в пресс-форме (IML) при литье на подложку пленок, содержащих функциональные слои, в плоских пластмассовых деталях (110), содержащая по меньшей мере один пленочный или ленточный впускной литниковый канал (130) и распределительный литниковый канал (136), отличающаяся тем, что система подведения расплава между впускным литниковым каналом (130) и распределительным литниковым каналом (136) содержит подпорную камеру (140), поперечное сечение которой асимметрично и расширено относительно распределительного литникового канала (136) в направлении, перпендикулярном направлению потока вводимого материала.
2. Система (128) подведения расплава по п. 1, в которой подпорная камера (140) имеет в направлении, перпендикулярном направлению потока расплава, по существу, призматическое, в частности прямоугольное сечение.
3. Система (128) подведения расплава по п. 1 или 2, в которой подпорная камера (140) содержит асимметрично смещенные подпорные стенки (146, 148), между которыми подпорная камера (140) выходит во впускной литниковый канал (30), причем подпорные стенки (146, 148) отклоняют поток расплава в подпорной камере (140).
4. Система (128) подведения расплава по п. 1 или 2, в которой распределительный литниковый канал (136) образует веер, вытянутый конец которого выходит в подпорную камеру (140).
| US 20040258924 A1, 23.12.2004 | |||
| JP S6140129 A, 26.02.1986 | |||
| DE 1269328 B, 30.05.1968 | |||
| DE 102004041833 A1, 02.03.2006 | |||
| Палец установочный | 1975 |
|
SU522040A1 |
| US 4252294 A, 24.02.1981 | |||
| US 5220863 A, 22.06.1993 | |||
| ДАВИД О.КАЗМЕР | |||
| Разработка и конструирование литьевых форм, Санкт-Петербург, Профессия, 2011, с.425-428. | |||

