Изобретение относится к устройству или же к способу изготовления особых форматов строительных кирпичей или их формованных заготовок. Кроме того, изобретение относится к транспортерной ленте для подачи строительных кирпичей или их формованных заготовок к распиливающему устройству. Наконец, изобретение относится к способу изготовления соединений строительных кирпичей.
Силикатные кирпичи изготавливают путем прессования извести и песка в прессующем устройстве и последующего обжига под давлением пара. Из DE 102005031236 В4 известно такое прессующее устройство, которое включает в себя формовочную матрицу, содержащую несколько формовочных полостей, которые имеют различные поперечные сечения. В зависимости от размеров изготавливаемой формованной заготовки кирпича одну из этих формовочных полостей заполняют соответственно отмеренным количеством сырья и подвергают прессованию при помощи движущихся друг к другу штампов пресса. После прессования формованных заготовок их подвергают обжигу в установке для обжига.
Известна также дополнительная обработка изготовленных таким образом строительных кирпичей или их формованных заготовок с получением особых форматов. Для этого в DE 102005048811 А1 описано распиливающее устройство, к которому подводят строительные кирпичи или формованные заготовки, чтобы произвести распиливание, например наклонные распилы или распилы для соединения в ус. Строительные кирпичи и распиленные варианты выполнения особых форматов подвергают сборке в зависимости от имеющегося заказа и согласно предписаниям в отношении соединений строительных кирпичей.
В качестве распиливающего устройства применяют, в особенности, установки с дисковой пилой. Из DE 69111044 Т2 известна усорезная распиливающая машина, в которой распиливаемые объекты могут возвратно-поступательно перемещаться на столе. Распиливающее устройство зафиксировано на жестком кронштейне, однако оно выполнено с возможностью поворота таким образом, что режущая кромка входит в выемку в столе всегда в одном и том же месте. Также известна транспортировка распиливаемых объектов на транспортерной ленте с целью их подачи к распиливающему устройству. В этом отношении в DE 4206274 А1 описана моноблочная установка для распиливания каменных плит, в которой распиливаемые объекты лежат на транспортерной ленте. Лента служит для загрузки и разгрузки машины, а распиливание производят посредством дисковой пилы, установленной с возможностью перемещения в нескольких направлениях, которая сама приводится в движение по отношению к распиливаемому объекту.
Задачей изобретения является предложить устройство и способ изготовления особых форматов строительных кирпичей или их формованных заготовок, посредством которых при помощи опускаемого в опорную поверхность распиливающего устройства или полотна пилы на строительных кирпичах или формованных заготовках произвольного размера могут быть выполнены произвольно задаваемые распилы для соединения в ус или наклонные распилы. Следующая задача состоит в том, чтобы предложить транспортерную ленту для подвода строительных кирпичей или их формованных заготовок к распиливающему устройству, которая обеспечивает возможность прохождения распиливающего устройства или его полотна пилы лишь через расположенную наверху часть транспортерной ленты. Наконец, должен быть еще предложен особенно рациональный способ изготовления соединений строительных кирпичей, содержащих собранные элементы строительных кирпичей и варианты выполнения особых форматов.
В отношении устройства для изготовления особых форматов строительных кирпичей или их формованных заготовок задача решена посредством признаков п.1 формулы изобретения.
Для изготовления особых форматов строительных кирпичей или их формованных заготовок, в особенности силикатных кирпичей или их формованных заготовок, предусмотрено устройство, которое содержит распиливающее устройство для распиливания строительных кирпичей или формованных заготовок и подающее устройство для подвода обрабатываемых объектов к распиливающему устройству. Подающее устройство содержит верхний элемент, выполненный с возможностью укладки на него обрабатываемого кирпича или формованной заготовки. Это может быть подвижная платформа, передвижной стол или салазки. Однако предпочтительно этим верхним элементом подающего устройства является транспортерная лента, например ленточный конвейер, цепной транспортер или тому подобное. Кроме того, подающее устройство под верхним элементом содержит нижний элемент, который расположен на расстоянии от него, так что верхний и нижний элементы ограничивают промежуточное пространство.
Распиливающее устройство или полотно его пилы выполнено с возможностью поворота по отношению к подающему устройству вокруг оси, так что на обрабатываемом объекте могут быть, например, выполнены наклонные распилы или распилы для соединения в ус. При этом поворот может осуществляться путем установки вручную или при помощи автоматического поворотного устройства, расположенного на распиливающем устройстве или на несущем устройстве для распиливающего устройства. На верхнем элементе, то есть на упомянутых выше салазках, столе, платформе или транспортерной ленте, предусмотрен зазор для пилы, через который по меньшей мере частично может проводиться распиливающее устройство или полотно пилы. В случае транспортерной ленты этот зазор для пилы может быть выполнен посредством того, что сама транспортерная лента разделена в продольном направлении, так что на расстоянии друг от друга расположены две параллельно движущиеся транспортерные ленты, которые предпочтительно приводятся с одной и той же скоростью.
Согласно изобретению ось поворота распиливающего устройства или полотна пилы расположена по меньшей мере приблизительно в области верхнего элемента подающего устройства, благоприятным образом на высоте опорной поверхности для строительного кирпича или его формованной заготовки. Таким образом распиливающее устройство или полотно пилы при повороте внутри зазора для пилы на высоте опорной поверхности не смещается в боковом направлении или смещается лишь незначительно, так что размеры зазора для пилы соответственно могут быть назначены небольшими. Благодаря такому малому зазору можно обрабатывать объекты почти произвольных размеров. Таким образом, могут подвергаться распиливанию даже небольшие кирпичи или формованные заготовки, и соответствующий объект даже во время процесса распиливания опирается надежным образом.
При этом объект предпочтительно опирается на опорную поверхность по плоскости. Опорная поверхность предпочтительно расположена рядом с полотном пилы.
Промежуточное пространство, ограниченное верхним и нижним элементами, выполнено таким образом, что проводимая через зазор для пилы область распиливающего устройства или полотна пилы может размещаться в нем в любом устанавливаемом угловом положении. Беспрепятственно возможен поворот при опущенном распиливающем устройстве или полотне пилы. Достаточно глубокое опускание распиливающего устройства в зазор для пилы является благоприятным для обеспечения полного разделения строительного кирпича или формованной заготовки.
Согласно особому варианту выполнения изобретения предусмотрено циркулярное распиливающее устройство, содержащее дисковое полотно пилы. Чтобы при этом обеспечить чистый распил без выламывания частиц материала, благоприятным является опускание в зазор для пилы полотна пилы примерно до его половины. Вследствие этого нижний элемент подающего устройства должен иметь по отношению к верхнему элементу расстояние, составляющее по меньшей мере примерно половину диаметра полотна пилы.
В совершенно особом варианте выполнения изобретения предусмотрено, что не только верхний элемент подающего устройства является транспортерной лентой. Напротив, может быть предусмотрена бесконечная транспортерная лента, так что верхний элемент образован движущейся вперед частью ленты, образующей опорную поверхность для строительных кирпичей или формованных заготовок, а нижний элемент образован движущейся назад частью ленты.
Чтобы при такой конструкции иметь возможность предусмотреть между верхней и нижней частями ленты промежуточное пространство, требующееся для размещения желаемой области распиливающего устройства или полотна пилы, могут быть применены два ролика с соответствующими размерами для натяжения бесконечной транспортерной ленты. Однако предпочтительным образом эту транспортерную ленту проводят по меньшей мере вокруг трех роликов, которые на виде транспортерной ленты сбоку образуют углы треугольника или многоугольника. Таким образом транспортерная лента может быть натянута двумя расположенными наверху роликами для образования транспортировочной поверхности, а нижняя часть ленты удерживается на расстоянии при помощи по меньшей мере одного ролика, расположенного внизу. При этом в случае применения циркулярного распиливающего устройства особенно благоприятным является размещение оси вращения одного из роликов, расположенных внизу, по меньшей мере приблизительно вертикально по отношению к оси вращения полотна пилы. Это приводит к особенно компактной конструкции бесконечной транспортерной ленты.
Кроме того, подающее устройство может включать в себя устройство для укладки и снятия, в особенности роботизированное устройство, которое укладывает обрабатываемые объекты на верхний элемент подающего устройства, например на верхнюю часть транспортерной ленты, а после обработки оттуда их снимает.
В отношении транспортерной ленты для подвода строительных кирпичей или их формованных заготовок задача решена посредством признаков п.5 формулы изобретения.
С целью подвода строительных кирпичей или их формованных заготовок к распиливающему устройству, например, для выполнения наклонных распилов или распилов для соединения в ус, применена транспортерная лента. Согласно изобретению эта транспортерная лента с целью по меньшей мере частичного проведения распиливающего устройства или его полотна пилы разделена в продольном направлении, при этом транспортерная лента содержит верхнюю часть ленты и движущуюся противоположно ей нижнюю часть ленты, которые ограничивают промежуточное пространство, в которое по меньшей мере частично опускается распиливающее устройство или его полотно пилы. Верхняя часть транспортерной ленты натянута двумя расположенными наверху роликами, а нижняя часть ленты удерживается на расстоянии при помощи по меньшей мере одного расположенного внизу ролика, так что нижняя часть ленты находится на расстоянии от распиливающего устройства или от его полотна пилы.
Предпочтительно распиливающее устройство содержит дисковое полотно пилы. В этом случае для компактной конструкции является благоприятным, если расположенный внизу ролик размещен по меньшей мере приблизительно вертикально по отношению к оси вращения полотна пилы. Выполненное таким образом подающее устройство может взаимодействовать с полотном пилы, опущенным в область разделенной транспортерной ленты, образующую зазор для пилы, при этом полотно пилы наклонено или же установлено под углом по отношению к опорной поверхности транспортерной ленты.
В отношении способа изготовления особых форматов строительных кирпичей или их формованных заготовок задача решена посредством признаков п.7 формулы изобретения.
Для изготовления особых форматов строительных кирпичей или их формованных заготовок соответствующие необработанные объекты, то есть, например, поступающие от прессующего устройства формованные заготовки или подаваемые из установки для обжига кирпичи, подводят при помощи транспортерной ленты к распиливающему устройству. Согласно изобретению для процесса обработки распиливающее устройство или его полотно пилы перед подачей обрабатываемого объекта устанавливают под определенным углом по отношению к опорной поверхности транспортерной ленты. Затем осуществляют процесс распиливания посредством соответствующей подачи транспортерной ленты. После соответствующей обработки транспортировочное устройство, например роботизированное устройство, снимает обработанные строительные кирпичи или их формованные заготовки с транспортерной ленты с целью последующей транспортировки, в особенности в тележку для обжига или в транспортную тележку для передачи на склад или непосредственно в устройство для отгрузки. Снятие обработанных строительных кирпичей или их формованных заготовок с транспортерной ленты предпочтительно может осуществляться либо позади распиливающего устройства или полотна пилы по направлению движения транспортерной ленты, либо, после обратного перемещения транспортерной ленты, перед распиливающим устройством или полотном пилы.
Если должен быть произведен следующий процесс распиливания, например, для изготовления фронтонного кирпича, то частично обработанный кирпич или формованная заготовка может снова подводиться к распиливающему устройству, при этом для последующего этапа обработки может быть установлен измененный угол распиливающего устройства или полотна пилы по отношению к опорной поверхности транспортерной ленты.
Для этого последующего этапа обработки возможно перемещение частично обработанного объекта транспортировочным устройством, например роботом. В другом варианте выполнения предусмотрено, что для последующего процесса распиливания транспортерная лента перемещает объект обратно.
В способе обработки может быть также предусмотрено, что транспортировочное устройство также укладывает необработанные строительные кирпичи или формованные заготовки на тележку или же тележки для обжига.
Наконец, решение задачи в отношении способа изготовления соединений строительных кирпичей реализовано посредством признаков п.10 формулы изобретения.
При этом в изобретении предусмотрено, что такие соединения строительных кирпичей изготавливают следующим образом. Вначале формованные заготовки строительных кирпичей подвергают формованию в прессующем устройстве, и часть из них обжигают в установке для обжига и подводят к складскому оборудованию, штабелирующему и/или упаковочному устройству. Другую часть изготовленных формованных заготовок обрабатывают описанным выше способом, а затем подводят к складскому оборудованию, штабелирующему и/или упаковочному устройству, причем там производят сборку соединения строительных кирпичей при помощи заранее определенной схемы сборки.
Ниже изобретение поясняется подробнее при помощи чертежей одного варианта выполнения. На них изображено:
фиг.1 - перспективное изображение установки для изготовления формованных заготовок силикатных кирпичей и их особых форматов, включающей в себя распиливающее устройство для формованных заготовок и транспортерную ленту,
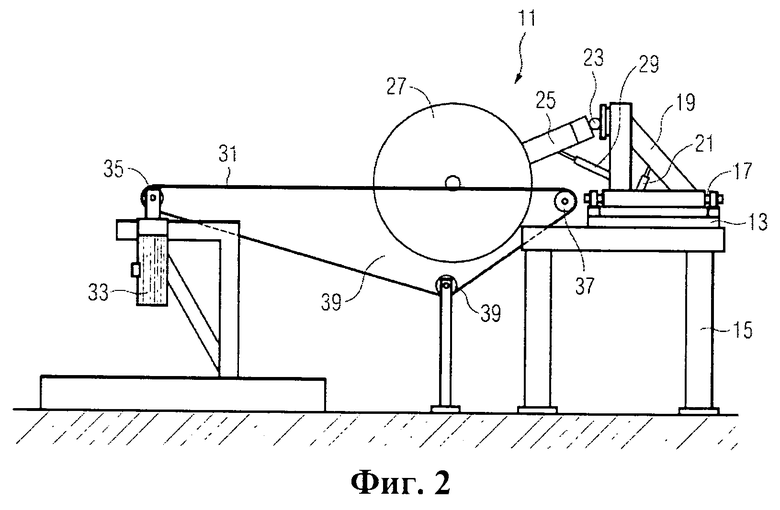
фиг.2 - расположение распиливающего устройства для формованных заготовок и транспортерной ленты согласно фиг.1 на виде сбоку, с полотном пилы, опущенным в исходное положение при врезании, и
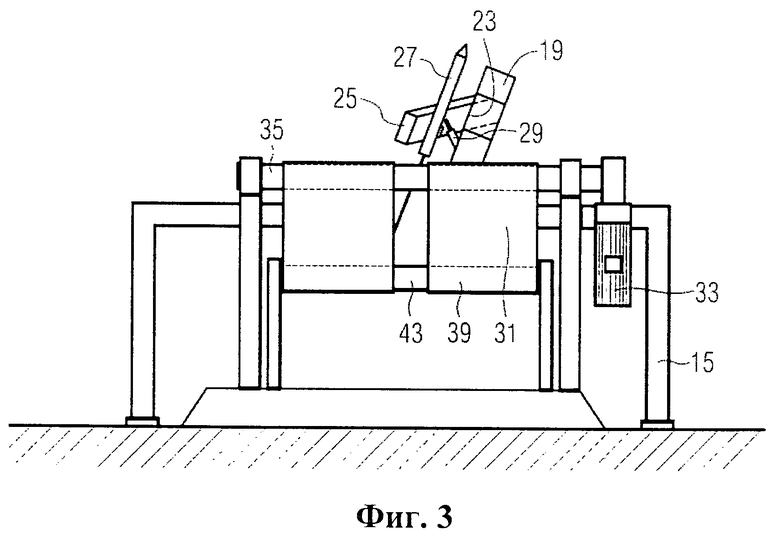
фиг.3 - расположение согласно фиг.2, однако на виде спереди и с установленным под углом полотном пилы с целью выполнения распила для соединения в ус.
На фиг.1 показана установка 1 для изготовления формованных заготовок силикатных кирпичей и их особых форматов. Эта установка включает в себя пресс 3 для формования и прессования формованных заготовок. Для этого формовочную полость (не показана) пресса 3 известным способом заполняют сырьем и посредством двух штампов пресса, движущихся друг к другу, подвергают прессованию с образованием формованной заготовки силикатного кирпича.
Затем извлеченная из формовочной полости формованная заготовка может быть снята роботом 5 со стола 7 пресса и установлена на тележку 9 для обжига, которая подает штабель этих формованных заготовок в установку для обжига, с целью обжига под давлением пара.
Однако может быть также предусмотрена дальнейшая обработка формованных заготовок. На строительной площадке требуются не только прямоугольные блоки силикатных кирпичей или плоские элементы, сформированные в прессе и подвергнутые обжигу в установке для обжига, но и особые форматы, в особенности дополняющие кирпичи, такие как фронтонные кирпичи, оконные и дверные проемы и т.п. Они могут быть, например, выпилены на строительной площадке из плоских элементов или блоков силикатных кирпичей. Однако для сокращения отходов на строительной площадке предпочтительной является поставка с предприятия-изготовителя особых форматов, уже предварительно обработанных в соответствии с планом сооружения.
Чтобы количество отходов на предприятии-изготовителе также было небольшим, особые форматы не изготавливают из силикатных кирпичей, подвергнутых обжигу. Напротив, уже формованные заготовки подвергают распиливанию требуемым образом при помощи распиливающего устройства 11 для формованных заготовок, так что отпиленное сырье может снова подаваться в загрузочную воронку пресса 3.
Распиливающее устройство 11 для формованных заготовок смонтировано на столе 13 несущей конструкции 15. На этом столе 13 при помощи шарнира 17 расположена выполненная с возможностью поворота вокруг горизонтальной оси опорная рама 19. Поворот опорной рамы 19 выполняют при помощи гидравлического устройства 21.
К опорной раме 19 при помощи следующего шарнира 23 присоединен поддерживающий рычаг 25, который удерживает дисковое полотно 27 пилы, приводимое посредством приводного двигателя (не показан). Шарнир 23 предназначен для того, чтобы производить перестановку дискового полотна 27 пилы по высоте. Для этого также предусмотрено соответствующее гидравлическое устройство 29.
Предназначенную для дальнейшей обработки формованную заготовку силикатного кирпича устанавливают при помощи робота 5 на бесконечную транспортерную ленту 31. Эта транспортерная лента 31 служит для подвода формованной заготовки к дисковой пиле 27 и, таким образом, также осуществляет подачу для процесса распиливания. Транспортерная лента 31 натянута приводным роликом 35, приводимым от приводного двигателя 33, и расположенным с горизонтальным смещением относительно него роликом 37, а также натяжным роликом 39, расположенным ниже по сравнению с этими роликами 35, 37, так что на виде сбоку образуется треугольное расположение, что особенно хорошо видно на фиг.2.
Натяжение транспортерной ленты 31 таким способом требуется для того, чтобы достаточно удалить от опущенного полотна 27 пилы движущуюся обратно часть ленты, расположенную внизу. А именно, полотно 27 пилы в опущенном рабочем состоянии входит в промежуточное пространство 41, образованное посредством натяжения роликами 35, 37, 39. С этой целью транспортерная лента выполнена разделенной, так что образуется зазор 43 для пилы.
На фиг.3 показано расположение распиливающего устройства при проведении наклонного распиливания. С этой целью гидравлическое устройство 21 переводит опорную раму 19 в наклонное положение. Следствием этого является соответственно наклонное положение полотна 27 пилы. Находящаяся внизу кромка пилы смещается, таким образом, внутри промежуточного пространства 41 по дуге окружности и тем самым также смещается по отношению к зазору 43 для пилы.
Как видно, в частности на фиг.1, шарнир.17 для поворота опорной рамы 19 и, таким образом, наклонной установки полотна 27 пилы находится на такой же высоте, как транспортерная лента 31. Этим обеспечено, что ось поворота полотна 27 пилы проходит через зазор 43 для пилы. Таким образом, при повороте полотна 27 пилы не происходит бокового смещения полотна 27 пилы внутри зазора 43 для пилы. Благодаря этому зазор 43 для пилы может быть особенно малым.
После распиливания робот 5 снимает распиленную формованную заготовку с транспортерной ленты 31 позади полотна 27 пилы по направлению движения, чтобы установить ее на тележку 9 для обжига с целью последующей транспортировки в установку для обжига. Альтернативно транспортерная лента 31 может также перемещаться назад при обратном направлении вращения, чтобы переместить обработанную формованную заготовку назад, в положение перед полотном 27 пилы, и снять ее оттуда.
За первым процессом распиливания может также следовать второй. Для этого транспортерная лента 31 при обратном направлении вращения перемещает однократно обработанную формованную заготовку назад, в положение перед полотном 27 пилы. При помощи гидравлического устройства 21 устанавливают измененный угол распиливания и проводят следующий процесс распиливания. Альтернативно формованная заготовка может быть перемещена при помощи робота 5, чтобы подготовить ее к следующему процессу распиливания.
Список обозначений
1 установка
3 пресс
5 робот
7 стол пресса
9 тележка для обжига
11 распиливающее устройство для формованных заготовок
13 стол
15 несущая конструкция
17 шарнир
19 опорная рама
21 гидравлическое устройство
23 шарнир
25 поддерживающий рычаг
27 дисковое полотно пилы
29 гидравлическое устройство
31 бесконечная транспортерная лента
33 приводной двигатель
35 приводной ролик
37 ролик
39 натяжной ролик
41 промежуточное пространство
43 зазор для пилы
Изобретение относится к области строительства, а именно к конструкциям и способам изготовления кирпичей. Изобретение позволит уменьшить количество отходов. Устройство для изготовления особых форматов строительных кирпичей, в частности силикатных кирпичей, или формованных заготовок строительных кирпичей содержит распиливающее устройство для распиливания строительных кирпичей или их формованных заготовок и подающее устройство для подвода строительных кирпичей или их формованных заготовок к распиливающему устройству. Подающее устройство включает верхний элемент, выполненный с возможностью укладки на него строительного кирпича или его формованной заготовки, и расположенный на расстоянии от него нижний элемент. Распиливающее устройство или полотно пилы распиливающего устройства выполнено с возможностью поворота по отношению к подающему устройству вокруг оси, в частности для выполнения наклонных распилов или распилов для соединения в ус. Верхний элемент подающего устройства выполнен с зазором для пилы, через который, по меньшей мере, частично может быть проведено распиливающее устройство или полотно пилы. Ось поворота распиливающего устройства или полотна пилы расположена, по меньшей мере, приблизительно в области верхнего элемента подающего устройства, в частности в области опорной поверхности для строительного кирпича или его формованной заготовки. Верхний и нижний элементы подающего устройства ограничивают промежуточное пространство, образованное так, что при любом угловом положении оно может принимать распиливающее устройство или полотно пилы. 4 н. и 6 з.п. ф-лы, 3 ил.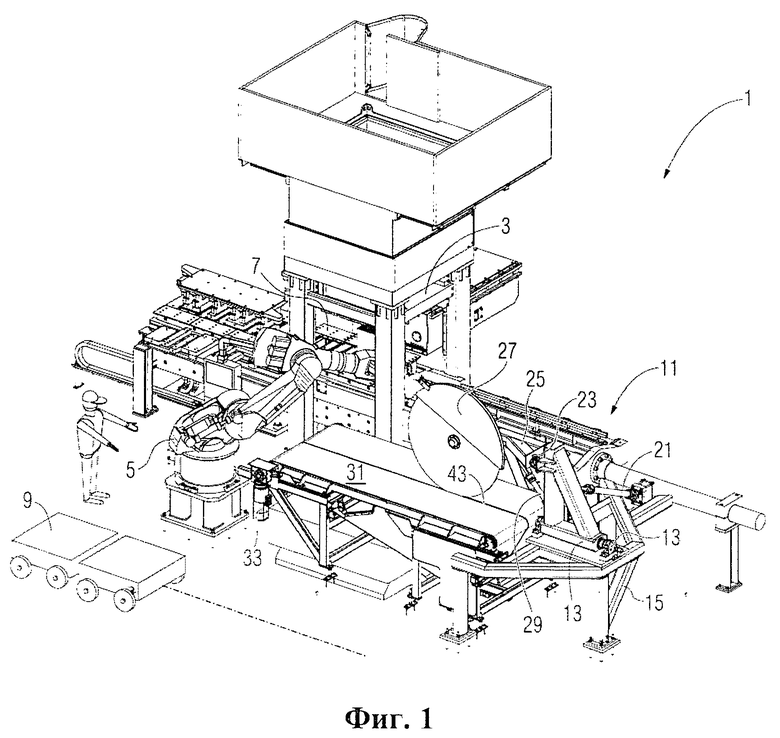
1. Устройство для изготовления особых форматов строительных кирпичей, в особенности силикатных кирпичей, или формованных заготовок строительных кирпичей, в особенности формованных заготовок силикатных кирпичей, содержащее
распиливающее устройство (11) для распиливания строительных кирпичей или их формованных заготовок и
подающее устройство (5, 31) для подвода строительных кирпичей или их формованных заготовок к распиливающему устройству (11),
содержащее верхний элемент, выполненный с возможностью укладки на него обрабатываемого строительного кирпича или его формованной заготовки, и нижний элемент, находящийся на расстоянии от верхнего элемента,
причем распиливающее устройство (11) или полотно (27) его пилы выполнено с возможностью поворота по отношению к подающему устройству (5, 31) вокруг оси, в особенности для выполнения наклонных распилов или распилов для соединения в ус,
а верхний элемент подающего устройства (5, 31) имеет зазор (43) для пилы, выполненный с возможностью по меньшей мере частичного пропуска распиливающего устройства (11) или полотна (27) пилы,
отличающееся тем, что
ось поворота распиливающего устройства (11) или полотна (27) пилы расположена по меньшей мере приблизительно в области верхнего элемента подающего устройства (5, 31), в особенности в области опорной поверхности для строительного кирпича или его формованной заготовки, а
верхний и нижний элементы подающего устройства (5, 31) ограничивают промежуточное пространство (41), которое выполнено таким образом, что в нем обеспечена возможность размещения проведенной через зазор (43) для пилы области распиливающего устройства (11) или полотна (27) пилы при любом угловом положении, которое могут принимать распиливающее устройство (11) или полотно (27) пилы,
при этом верхним элементом подающего устройства (5, 31) предпочтительно является транспортерная лента (31), в особенности ленточный конвейер, цепной конвейер или тому подобное, разделенная в продольном направлении с целью образования зазора (43) для пилы
2. Устройство по п.1, отличающееся тем, что
подающее устройство (5, 31) включает в себя бесконечную транспортерную ленту (31), и верхний элемент подающего устройства (5, 31) образован движущейся вперед частью ленты, образующей опорную поверхность для строительных кирпичей или их формованных заготовок, а нижний элемент подающего устройства (5, 31) образован движущейся назад частью ленты.
3. Устройство по п.1 или 2, отличающееся тем,
что транспортерная лента (31) проведена по меньшей мере вокруг трех роликов (35, 37, 39), при этом предпочтительно расположенная наверху часть ленты натянута двумя роликами (35, 37), расположенными наверху, а расположенная внизу часть ленты удерживается на расстоянии при помощи по меньшей одного ролика (39), расположенного внизу.
4. Устройство по п.1 или 2, отличающееся тем, что
полотном (27) пилы является дисковое полотно пилы, выполненное с возможностью проведения через зазор (43) для пилы примерно до своей половины, при этом предпочтительно один из расположенных внизу роликов (39) размещен по меньшей мере приблизительно вертикально по отношению к оси вращения дискового полотна пилы,
и/или отличающееся тем, что
подающее устройство (5, 31), кроме того, содержит устройство (5) для укладки и снятия, в особенности роботизированное устройство, выполненное с возможностью укладки обрабатываемых строительных кирпичей или их формованных заготовок на верхний элемент подающего устройства (5, 31) и снятия их снова после обработки.
5. Транспортерная лента (31), в особенности ленточный конвейер, цепной конвейер или тому подобное, для подвода строительных кирпичей, в особенности силикатных кирпичей, или формованных заготовок строительных кирпичей, в особенности формованных заготовок силикатных кирпичей, к распиливающему устройству (11), в особенности для выполнения наклонных распилов или распилов для соединения в ус,
отличающаяся тем, что транспортерная лента (31) с целью по меньшей мере частичного проведения распиливающего устройства или полотна (27) пилы распиливающего устройства (11) разделена в продольном направлении,
при этом транспортерная лента (31) имеет верхнюю часть ленты для опирания и перемещения строительного кирпича или его формованной заготовки и нижнюю часть ленты, движущуюся противоположно верхней части ленты,
причем верхняя и нижняя части ленты ограничивают промежуточное пространство (41), в которое по меньшей мере частично опускается распиливающее устройство или полотно (27) пилы,
при этом верхняя часть транспортерной ленты (31) натянута двумя роликами (35, 37), расположенными наверху, а нижняя часть ленты при помощи по меньшей мере одного ролика (39), расположенного внизу, удерживается на расстоянии по отношению к верхней части ленты таким образом, что нижняя часть ленты находится на расстоянии от по меньшей мере частично опущенного распиливающего устройства или по меньшей мере частично опущенного полотна (27) пилы,
при этом распиливающее устройство (11) предпочтительно содержит дисковое полотно (27) пилы, и особенно предпочтительно один из роликов (39), расположенных внизу, размещен по меньшей мере приблизительно вертикально по отношению к оси вращения дискового полотна пилы.
6. Транспортерная лента по п.5, отличающаяся тем, что ось распиливающего устройства или полотна (27) пилы расположена под углом по отношению к верхней части ленты.
7. Способ изготовления особых форматов строительных кирпичей, в особенности силикатных кирпичей, или формованных заготовок строительных кирпичей, в особенности формованных заготовок силикатных кирпичей, в котором строительные кирпичи или их формованные заготовки подводят к распиливающему устройству (11) при помощи транспортерной ленты (31),
отличающийся тем, что
распиливающее устройство или полотно (27) пилы распиливающего устройства (11) перед подводом строительных кирпичей или их формованных заготовок устанавливают под определенным углом по отношению к опорной поверхности транспортерной ленты (31), затем производят процесс распиливания, и обработанные строительные кирпичи или их формованные заготовки снимают с транспортерной ленты (31) при помощи транспортировочного устройства (5), в особенности роботизированного устройства.
8. Способ по п.7, отличающийся тем, что обработанные строительные кирпичи или их формованные заготовки для следующего процесса распиливания снова подводят к распиливающему устройству (11), в особенности после предварительной установки измененного угла наклона распиливающего устройства или полотна (27) пилы по отношению к транспортерной ленте (31), при этом предпочтительно для повторного процесса распиливания транспортировочное устройство (5) перемещает обработанные строительные кирпичи или их формованные заготовки, и/или транспортерная лента (31) перемещает обратно строительные кирпичи или их формованные заготовки.
9. Способ по п.7 или 8, отличающийся тем, что транспортировочное устройство (5) также укладывает на транспортерную ленту (31) необработанные строительные кирпичи или их формованные заготовки.
10. Способ изготовления соединений строительных кирпичей, в особенности соединений силикатных кирпичей, при котором формованные заготовки строительных кирпичей изготавливают в прессующем устройстве и одну их часть подвергают обжигу в установке для обжига и подводят к складскому оборудованию, штабелирующему и/или упаковочному устройствам, а другую часть формованных заготовок строительных кирпичей или подвергнутых обжигу строительных кирпичей подвергают обработке способом по одному из пп.7-9, а затем подводят к складскому оборудованию, штабелирующему и/или упаковочному устройствам.
| DE 4206274 A1, 03.09.1992 | |||
| DE 102005048811 A1,12.04.2007 | |||
| DE 69111044 T2,11.04.1996 | |||
| DE 102005031236 A1, 04.01.2007 | |||
| Установка для обработки плоскостей керамических изделий | 1972 |
|
SU451529A1 |
| Установка для обработки плоскостей керамических изделий | 1972 |
|
SU455008A2 |

