Изобретение относится к способу штабелирования отдельных по меньшей мере приблизительно прямоугольных штабелируемых тел, а также к укладке из таких штабелируемых тел.
Для хранения или транспортировки камней для кладки или строительных камней, таких как кирпичи или силикатные кирпичи, или прессованных или формованных заготовок камней перед их отверждением в течение процесса изготовления камней для кладки или строительных камней, таких как силикатные кирпичи, обычным является складывание их послойно в штабель на поддоне или на транспортной тележке, в частности на тележке для отверждения. При этом такой штабель включает в себя, как правило, отдельные пласты или слои, содержащие по существу прямоугольные камни или формованные заготовки камней в качестве штабелируемых тел, которые находятся в параллельных друг другу плоскостях. В каждом пласте или слое расположено, также параллельно друг другу, несколько штабелируемых рядов этих камней или формованных заготовок камней. Таким образом, штабелируемые ряды соседних пластов или слоев могут быть ориентированы параллельно друг другу или в одном направлении, в частности штабелирование может также приводить к образованию вертикальных рядов, так что верхнее штабелируемое тело полностью накрывает нижнее штабелируемое тело. Однако такая укладка является весьма неустойчивой. При возникновении даже незначительных сотрясений штабель может по меньшей мере частично обваливаться. Эта опасность обваливания может быть уменьшена посредством того, что прилегающие друг к другу поверхности камней соседних слоев несколько смещены, что во многих случаях является достаточным.
Кроме того, для уменьшения опасности обваливания известно ориентирование отдельных пластов или слоев соответственно повернутыми относительно друг друга, так что ряды штабеля одного верхнего слоя смещены под прямым углом по отношению к рядам соседнего с ним нижнего слоя. Этот поворот может иметь место после каждого слоя. Например, из US 4,119,217 известно смещение на 90° только после каждого второго слоя. Однако необходимый постоянный поворот лапы штабелирующего захвата требует времени и энергии, так что этот способ штабелирования, хотя он и обеспечивает формирование по существу устойчивой структуры, является неэкономичным. Кроме того, равномерное перекрытие отдельных повернутых относительно друг друга слоев может быть достигнуто только для малого количества комбинаций размеров штабелируемых тел и размеров штабеля.
Из US 3,894,639 известно выполнение только одного слоя с полностью повернутыми штабелируемыми телами. Однако в этом решении повернутый слой служит в качестве покровного слоя для слоя, содержащего два канала для ввода лап вилочного штабелера.
Из US 4,014,441 известно использование самых различных вариантов укладки отдельных слоев штабелируемых тел, так что даже в одном слое отдельные штабелируемые тела расположены перпендикулярно друг другу, а соседние слои всегда укладываются по-разному. Хотя такой штабель отличается высокой устойчивостью, такая укладка с использованием различных конфигураций требует затрат времени и средств.
Поэтому задачей изобретения является разработка способа штабелирования штабелируемых тел и укладки из штабелируемых тел, как указано выше, посредством которых обеспечивается особенно экономичное формирование устойчивого штабеля.
Решение этой задачи при реализации способа согласно ограничительной части п.1 формулы изобретения и укладки из штабелируемых тел согласно ограничительной части п.16 формулы изобретения осуществляется посредством того, что по меньшей мере одно повернутое штабелируемое тело, один участок ряда штабелируемых тел или по меньшей мере один ряд штабелируемых тел располагаются по меньшей мере на одном боковом крае слоя штабеля, так что наименьшая боковая грань штабелируемого тела, отдельных штабелируемых тел из участка ряда штабелируемых тел или из ряда штабелируемых тел обращена наружу.
Благодаря тому, что отдельные штабелируемые тела или несколько расположенных в ряду штабелируемых тел, выровненных относительно друг друга, повернуты, на боковом крае создается подобие жесткого крепления, которое простым и экономичным способом стабилизирует эту сторону штабеля. А именно эта сторона штабеля отличается от других слоев штабеля, содержащих штабелируемые тела, ориентированные традиционно продольной осью параллельно боковому краю штабеля. При таком расположении лежащих друг на друге штабелируемых тел отсутствует сколько-нибудь устойчивое положение равновесия, так что штабелируемые тела на этом боковом крае могут опрокинуться уже при небольших сотрясениях. Вследствие того, что штабелируемые тела согласно изобретению повернуты, этот недостаток устранен благодаря тому, что фрикционное соединение обеспечивает связку.
Штабелируемыми телами предпочтительно являются камни для кладки или строительные камни, в частности силикатные кирпичи, или по существу прессованные формованные заготовки камней для кладки или строительных камней, в частности силикатных кирпичей.
При укладке штабелируемых тел на транспортную тележку, в частности если штабелируемыми телами являются формованные заготовки строительных камней или камней для кладки, которые укладывают на транспортную тележку, в частности на тележку для отверждения, чтобы транспортировать их в отверждающую установку для отверждения или в печь для сушки или обжига, штабель может быть выполнен, в частности, в двух вариантах.
В первом варианте штабель ориентирован таким образом, что продольные оси параллельно расположенных формованных заготовок ориентированы перпендикулярно направлению перемещения и/или продольные оси повернутых формованных заготовок ориентированы параллельно направлению перемещения с целью стабилизации по отношению к боковым силам, например, при колебаниях тележки или при неровных и неточных рельсовых путях или поверхностях перемещения. В этом случае укладка с поворотом формованных заготовок предпочтительно осуществляется на переднем и заднем, если смотреть по направлению перемещения, крае штабеля с целью стабилизации по отношению к нагрузкам, возникающим при разгоне и торможении транспортной тележки или тележки для отверждения.
В частности, если силы при разгоне и торможении перемещающейся транспортной тележки или тележки для отверждения больше, чем боковые силы при колебаниях тележки, более предпочтительным является ориентировать формованные заготовки, ориентированные традиционно или параллельно, продольными осями в направлении перемещения транспортной тележки или тележки для отверждения и/или ориентировать продольные оси повернутых формованных заготовок перпендикулярно направлению перемещения, и, кроме того, предпочтительно расположить повернутые формованные заготовки на левой и правой, если смотреть по направлению перемещения, боковых сторонах штабеля.
Особенно быстрое сооружение штабеля может быть достигнуто при помощи штабелирующего захвата, который за один раз захватывает весь слой штабеля и укладывает его на поддон или на тележку для отверждения. Однако по экономическим соображениям большей частью находят применение малые штабелирующие захваты, которые для формирования одного слоя штабеля многократно перемещают отдельные блоки штабеля, которые могут быть ими захвачены. В одном предпочтительном варианте выполнения изобретения традиционный слой штабеля, содержащий только параллельные штабелируемые тела, образуется посредством того, что штабелирующий захват за четыре рабочих этапа соответственно укладывает один блок штабеля с образованием матрицы, предпочтительно 2×2. При этом такой блок штабеля предпочтительно содержит по меньшей мере два параллельных друг другу ряда штабелируемых тел.
Для обеспечения необходимой свободы перемещения штабелирующего захвата при укладке в штабель отдельных блоков, содержащих ряды штабелируемых тел, ряды штабелируемых тел предпочтительно размещают на расстоянии друг от друга, так что между ними образуются просветы. Такие просветы особенно предпочтительны в слое штабеля с повернутыми штабелируемыми телами. Эти ряды или участки рядов повернутых штабелируемых тел выполняют таким образом, что просветы в традиционно, т.е. параллельно расположенных рядах штабелируемых тел, продолжаются и там, где штабелируемые тела повернуты.
Штабелирующий захват предпочтительно выполнен с возможностью захвата отдельных штабелируемых тел, или целых или с просветами рядов штабелируемых тел, или участков рядов штабелируемых тел с промежуточного места, которым, например, является транспортерная лента или подъемный стол. Для того чтобы упомянутые выше просветы имели место и там, где штабелируемые тела повернуты, при захвате ряда штабелируемых тел, размещаемых повернутыми, штабелирующий захват оставляет без захватывания в области предусмотренных просветов по меньшей мере одно штабелируемое тело. Эти не захваченные штабелируемые тела остаются на промежуточном месте и при необходимости, в частности, если они являются формованными заготовками, могут непосредственно подаваться для повторного использования.
В одном из вариантов выполнения изобретения предложен способ, который при сооружении слоя штабеля, содержащего частично повернутые ряды штабелируемых тел, включает следующие этапы:
- захват штабелируемого блока, содержащего два ряда штабелируемых тел, и размещение его в повернутом положении на боковом крае штабеля на расположенном ниже слое штабеля;
- захват внутреннего из двух рядов штабелируемых тел и размещение его на противоположном боковом крае;
- захват рядов штабелируемых тел, предполагаемых для внутренней укладки, и размещение их между повернутыми рядами штабелируемых тел, уложенными на боковых краях с параллельной ориентацией по отношению к расположенному ниже слою штабеля, за один этап или несколько следующих друг за другом этапов.
Описанный выше способ усовершенствован порядком укладки внутренних рядов штабелируемых тел, так что штабелирующий захват производит описанную четырехкратную укладку в виде матрицы 2×2, причем эти внутренние ряды штабелируемых тел, благодаря уже уложенным повернутым рядам штабелируемых тел, в общей сложности оказываются короче, чем в слоях штабеля только с традиционным расположением рядов штабелируемых тел. Поэтому в двух из четырех рабочих этапов штабелирующий захват захватывает штабелируемые блоки, которые содержат короткие ряды штабелируемых тел.
Устойчивость штабеля, формируемого или сформированного описанным выше способом, может быть дополнительно увеличена посредством того, что ориентированные параллельно друг другу соседние ряды штабелируемых тел слоев штабеля, расположенных друг над другом, имеют параллельно рядам осевое смещение между отдельными слоями штабеля. Таким способом, даже при укладке штабелируемых тел традиционным способом, имеет место взаимное крепление с фрикционным соединением, хотя и меньшее по сравнению с повернутым расположением, вследствие меньшего перекрытия по поверхности.
Особенно хорошая стабилизация штабеля может быть достигнута в том случае, когда слой штабеля, содержащий по меньшей мере одно повернутое штабелируемое тело, расположен в верхней половине штабеля. Чтобы достигнуть особенно хорошего жесткого крепления с фрикционным соединением в этом случае предпочтительно, чтобы такая укладка была реализована в нижней области верхней половины. Таким образом, находящиеся наверху и расположенные с традиционной ориентацией слои штабеля обеспечивают хорошую фрикционную связку благодаря образующемуся большому усилию прижатия.
Альтернативно или в дополнение к описанному выше способу для быстрой и поэтому экономичной загрузки тележки для отверждения или поддона может находить применение способ, при котором штабелируемые тела располагают в штабель в несколько слоев и согласно изобретению для формирования штабеля выполняют по меньшей мере один рабочий этап, на котором штабелирующий захват захватывает штабелируемый блок, выполненный с возможностью захвата им, с промежуточного места, в частности транспортерной ленты или подъемного стола, и укладывает его на поддон или тележку для отверждения, при этом штабелируемый блок содержит по меньшей мере два расположенных друг над другом ряда штабелируемых тел. Для большей экономии времени штабелирующий захват предпочтительно может захватывать по меньшей мере два расположенных друг над другом двойных ряда штабелируемых тел, имеющих соответственно горизонтальное расположение. В этом случае для обеспечения стабилизации также предпочтительно, если укладку соседних рядов штабелируемых тел, ориентированных параллельно друг другу, в двойные слои штабеля, размещаемые друг над другом, осуществляют с осевым смещением между отдельными двойными слоями штабеля параллельно указанным рядам.
В одном из вариантов этого способа слои штабеля, содержащие только параллельно расположенные штабелируемые тела, выполняют размещением по меньшей мере двух рядов штабелируемых тел, расположенных друг над другом, а слой штабеля, содержащий повернутые штабелируемые тела, участки рядов штабелируемых тел или ряды штабелируемых тел, выполняют по меньшей мере за один этап способа однослойного штабелирования. Таким способом формируют устойчивый штабель особенно экономичным образом.
Изобретение поясняется ниже подробнее при помощи чертежей. На них изображено соответственно схематически:
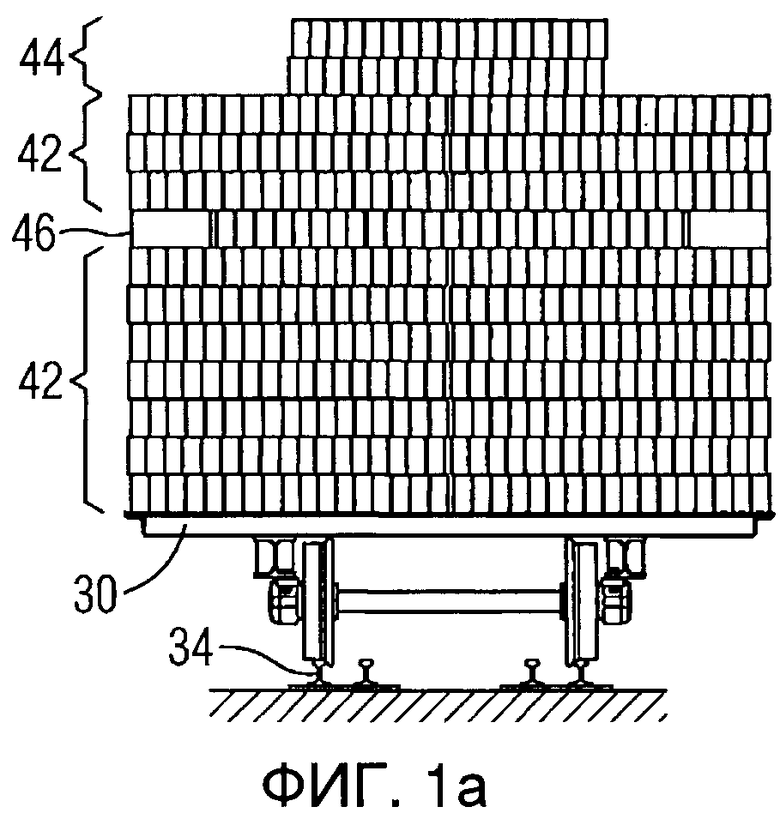
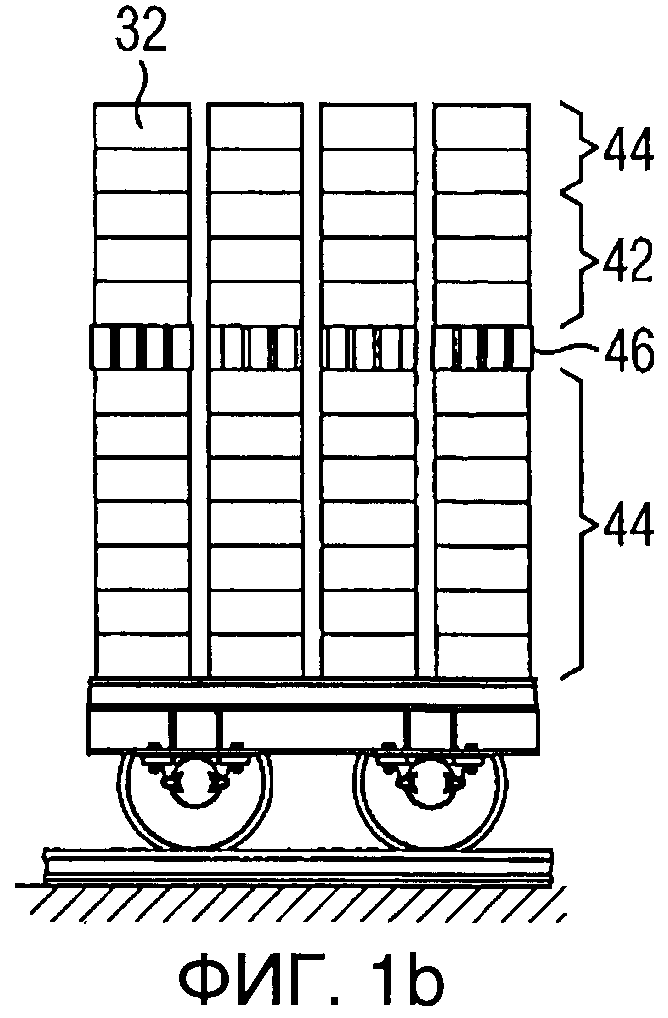
фиг.1a-d - тележка для отверждения, полностью загруженная формованными заготовками силикатных кирпичей, на виде спереди, сбоку и сверху,
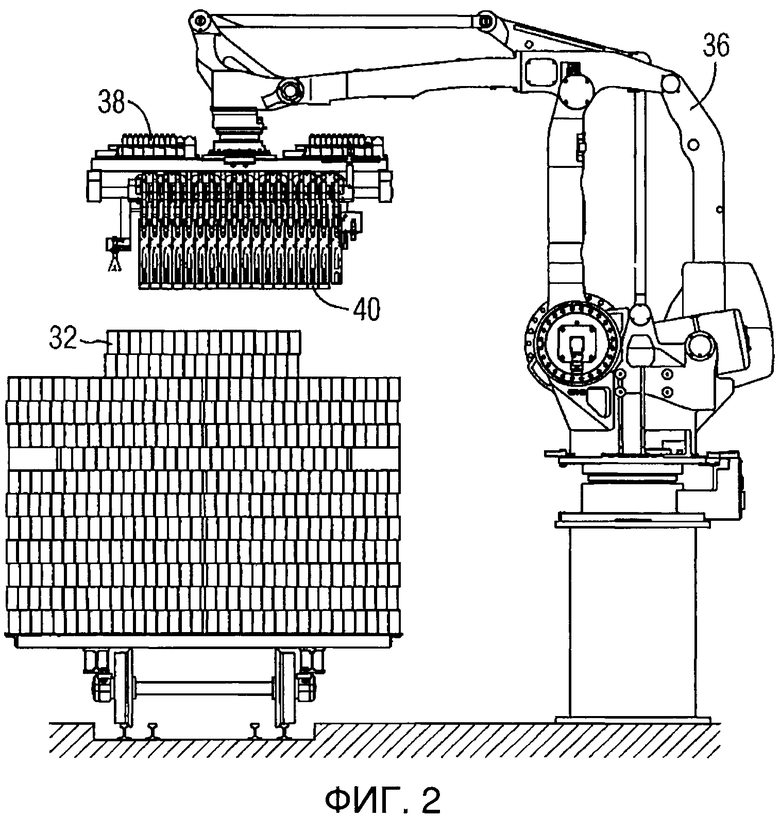
фиг.2 - полностью загруженная тележка для отверждения со штабелирующим захватом,
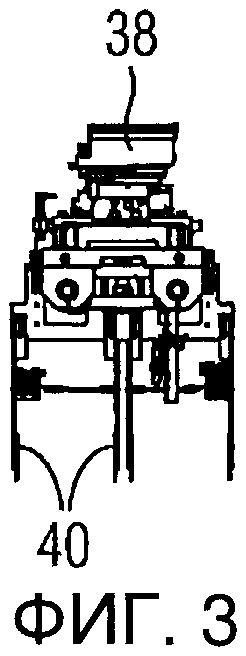
фиг.3 - лапа штабелирующего захвата согласно фиг.2,
фиг.4а-с - фиг.10а-с - тележка для отверждения при загрузке слоя с частично повернутыми рядами камней в течение следующих друг за другом рабочих этапов.
Соответствующие друг другу элементы и величины обозначены на чертежах одними и теми же номерами позиций.
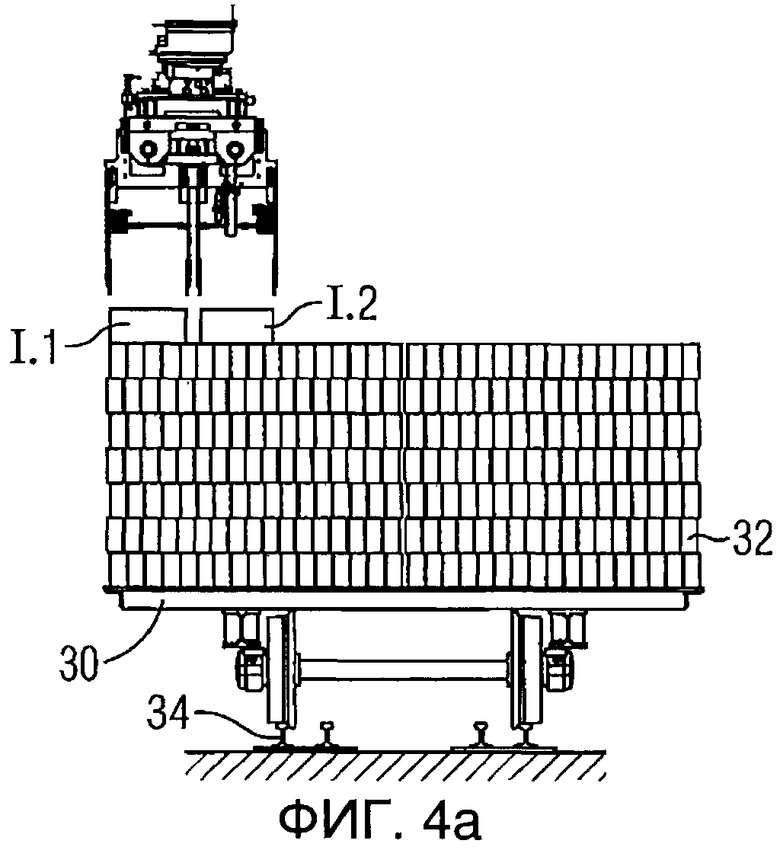
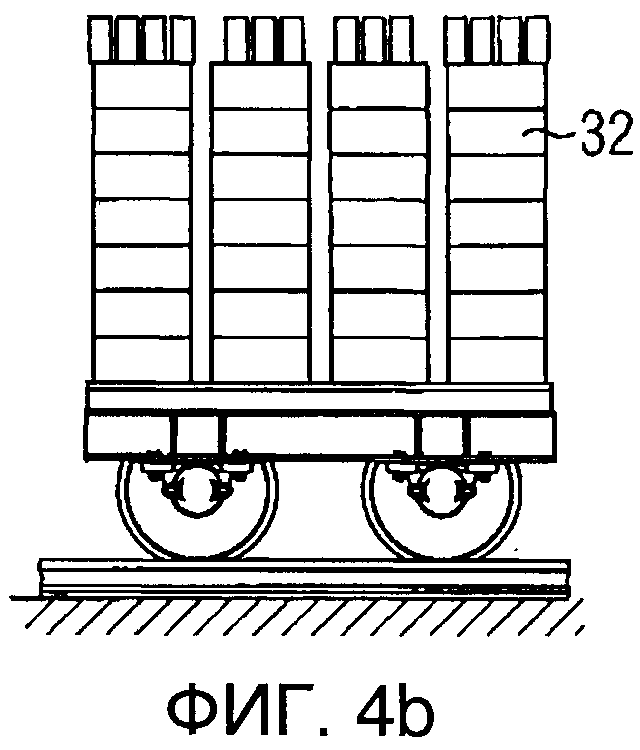
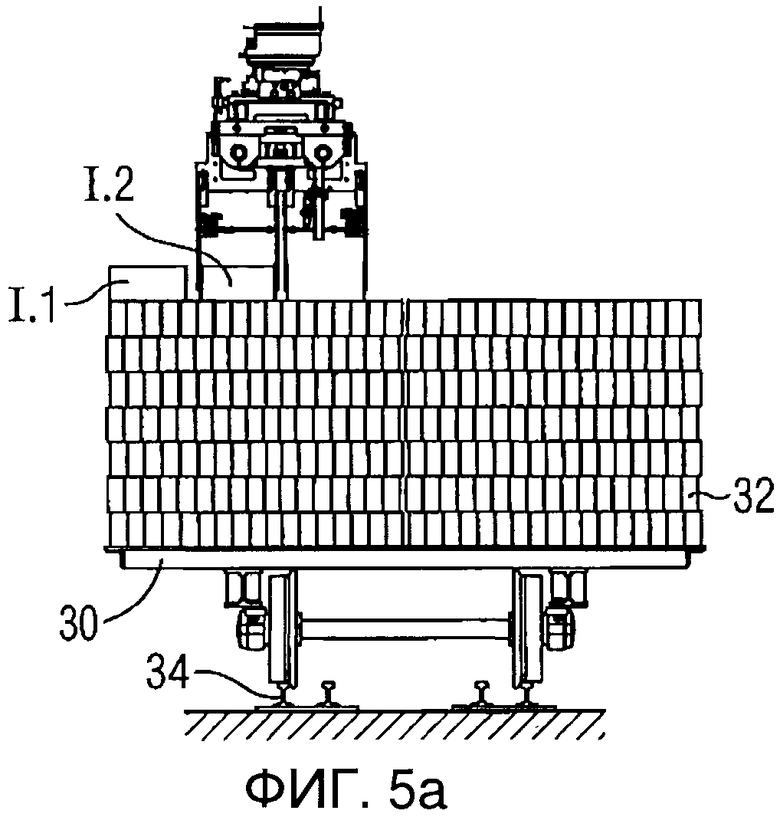
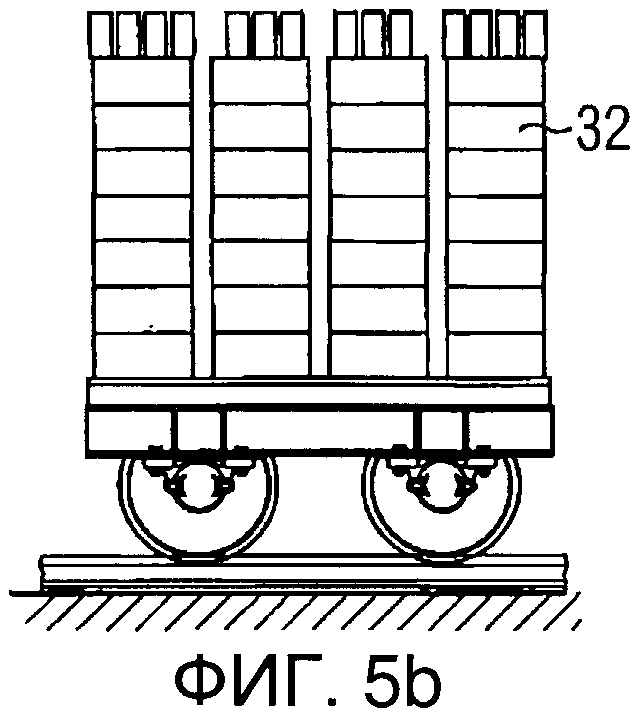
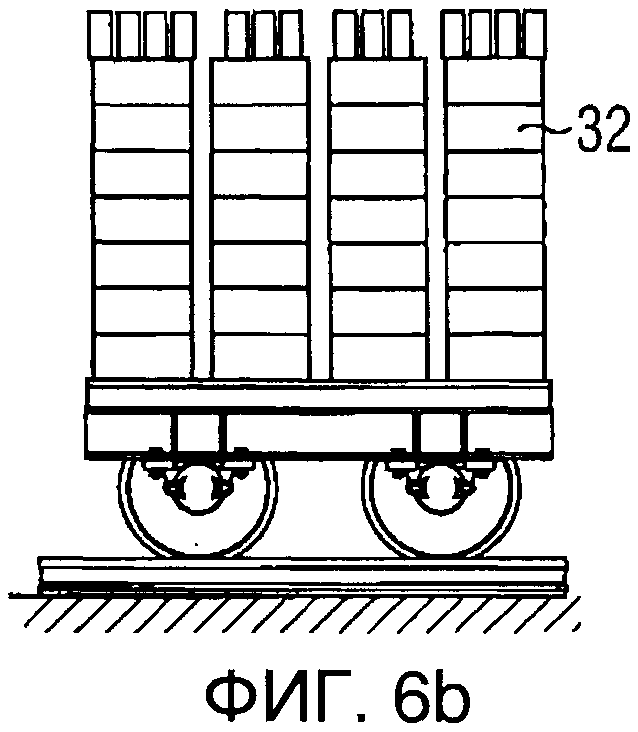
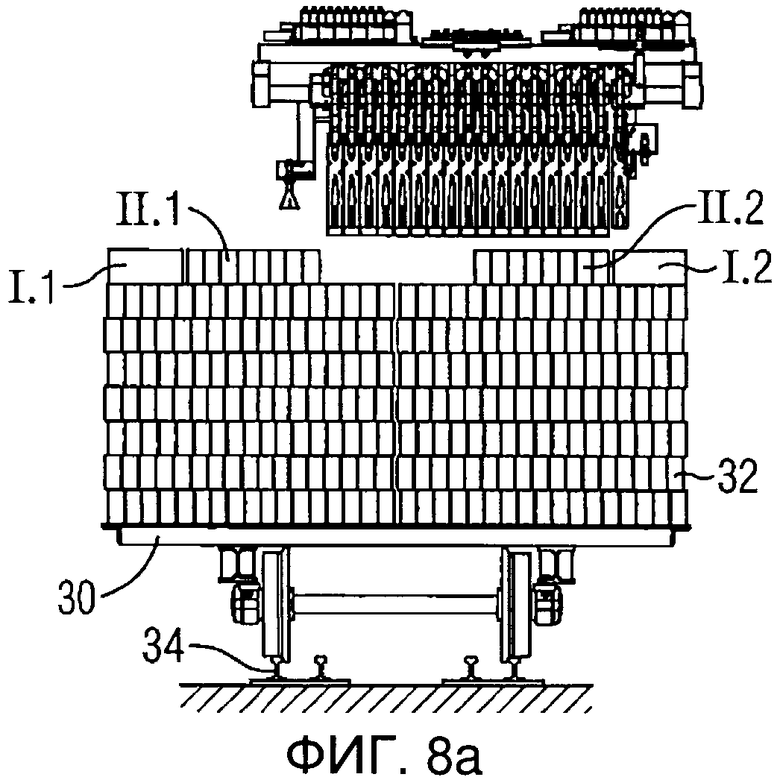
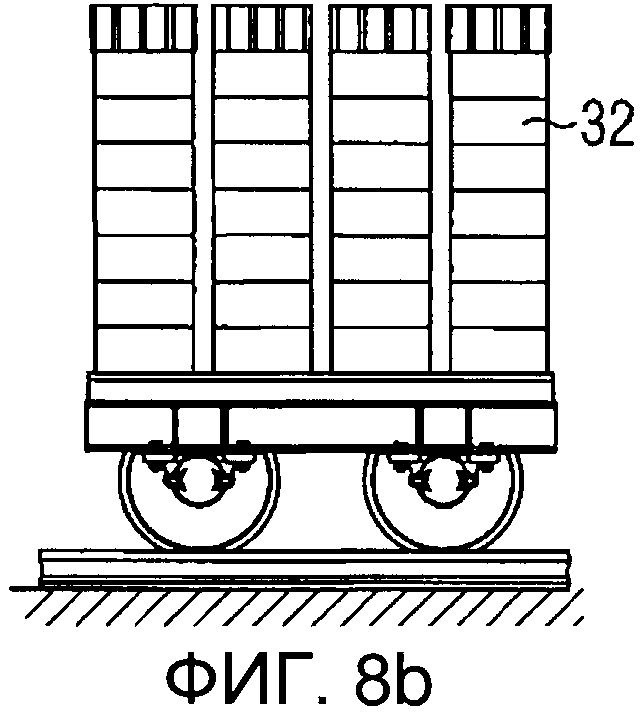
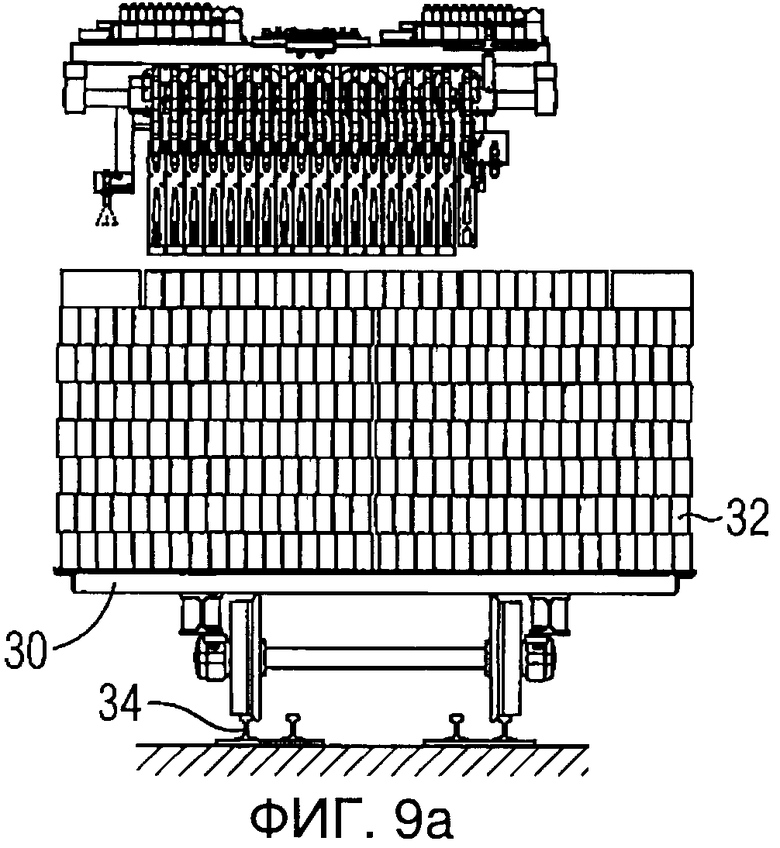
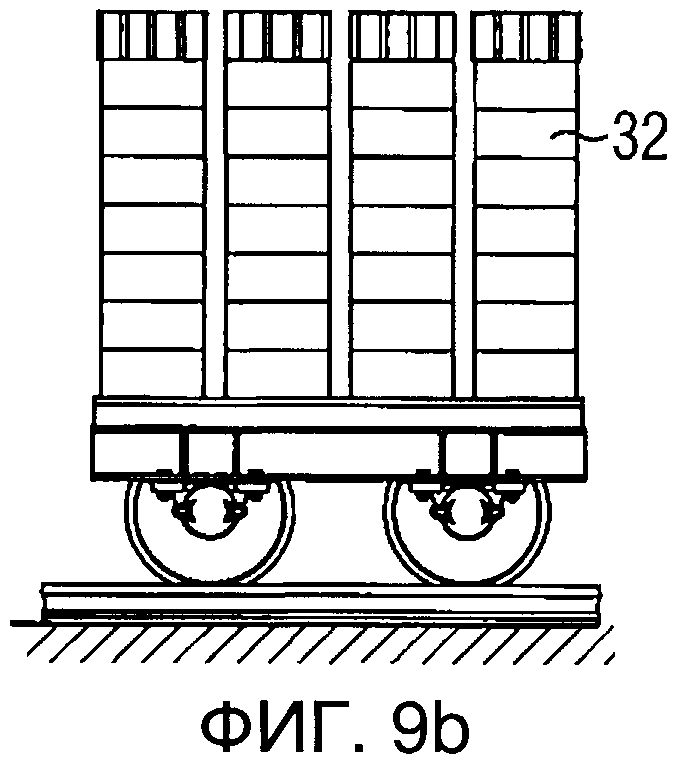
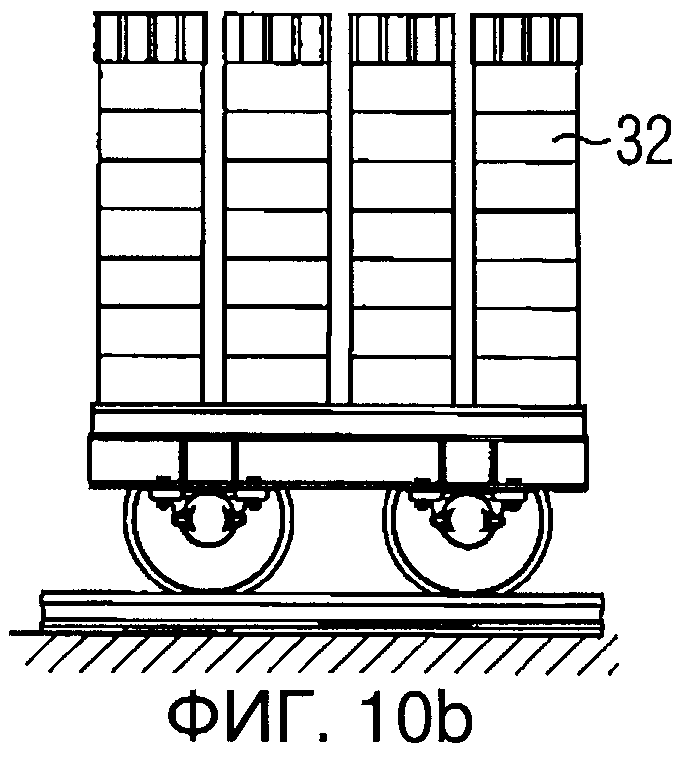
При изготовлении прямоугольных силикатных кирпичей вначале прессуют их формованные заготовки, которые затем должны быть поданы для отверждения. Для транспортировки формованных заготовок в печь или отверждающую установку применяют так называемую тележку 30 для отверждения, на которой размещают формованные заготовки 32 и которую вместе с ними подают по рельсовому пути 34 в печь для отверждения.
Загрузку тележки 30 осуществляют штабелирующим захватом 36, выполненным с возможностью захвата лапой 39 двойного ряда, соответственно содержащего заданное количество формованных заготовок 32 (семнадцать в показанном варианте), с подъемного стола (не показан) и размещения его на тележке 30. Лапа 38 штабелирующего захвата 36 выполнена с возможностью поворота вокруг вертикальной оси. Захватывающие пальцы 40 лапы 38 выполнены с возможностью индивидуального управления, так что штабелирующий захват 34 может захватывать полные двойные ряды, содержащие в общей сложности тридцать четыре формованные заготовки 32, а также только отдельные формованные заготовки 32, участки рядов формованных заготовок или ряды формованных заготовок с просветами (т.е. без некоторых формованных заготовок).
В представленном варианте на тележку 30 загружают в общей сложности тринадцать слоев 42, 44, 46 формованных заготовок 32. Разумеется, слоев может быть больше или меньше. В представленном варианте нижние семь и с девятого по одиннадцатый слои 42 содержат в общей сложности сто тридцать шесть формованных заготовок, которые расположены в четыре параллельных ряда по тридцать четыре формованные заготовки 32. Двенадцатый и тринадцатый слои 44 соответственно выполнены вполовину меньше, т.е. содержащими четыре ряда по семнадцать формованных заготовок 32, и размещены посередине на одиннадцатом слое 42.
Для обеспечения стабилизации штабеля отдельные слои 42, 44 незначительно смещены относительно друг друга в осевом направлении, так что отдельная формованная заготовка 32 не полностью лежит на нижней формованной заготовке 32, а частично перекрывает также соседнюю с ней формованную заготовку. Такая стабилизация компенсирует небольшие сотрясения, так что штабель не обваливается.
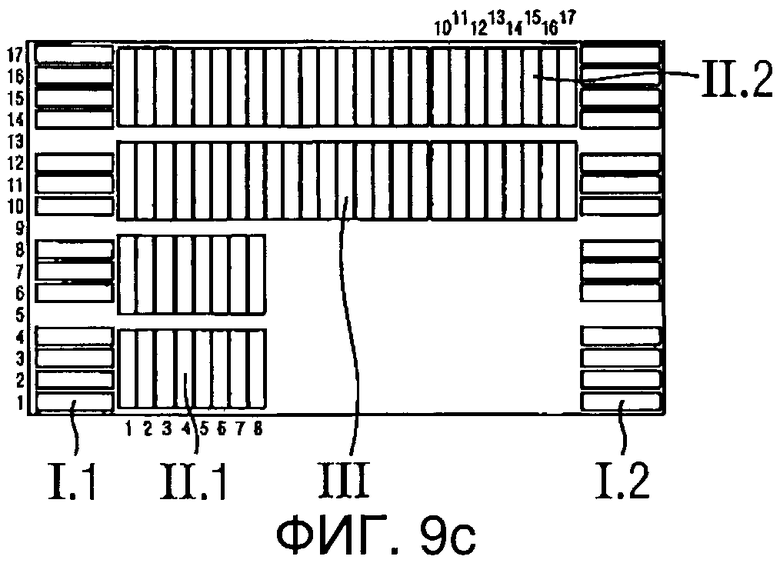
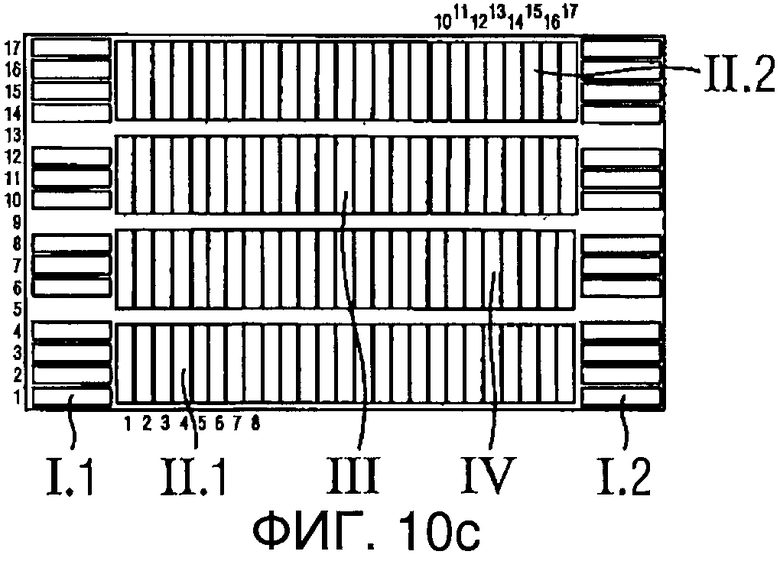
Однако при больших сотрясениях этого осевого смещения недостаточно, чтобы полностью предотвратить обваливание. Поэтому для дополнительной стабилизации выполнен восьмой слой 46. В нем только четыре внутренних ряда по двадцать пять формованных заготовок 32 ориентированы как обычно, т.е. параллельно формованным заготовкам 32 в расположенных ниже и выше слоях 42, 44. Правый и левый боковые края (если смотреть по направлению перемещения тележки 30) образованы формованными заготовками 32, расположенными перпендикулярно внутренним формованным заготовкам 32 и обращенными одной из своих двух наименьших боковых граней наружу, т.е. их продольные оси расположены перпендикулярно направлению перемещения.
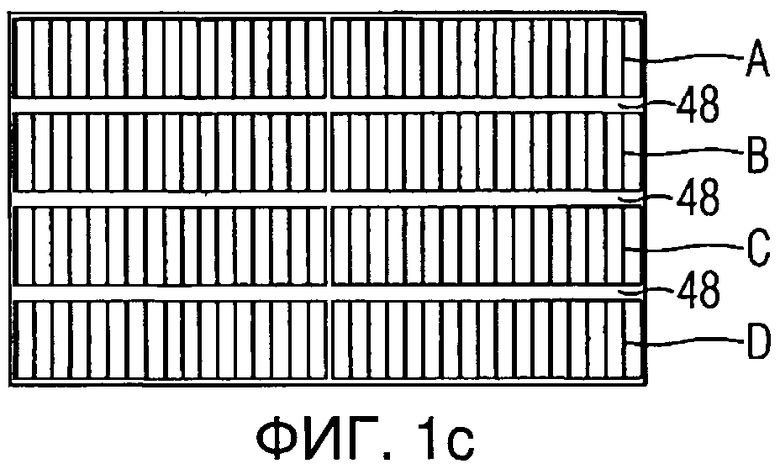
Формирование традиционного слоя 42 осуществляют согласно фиг.1 с укладкой штабелирующим захватом 36 за четыре рабочих этапа отдельных штабелируемых блоков А, В, С, D в виде матрицы 2×2 на тележку 30 или на нижний слой 42. Таким способом формируют описанные слои 42 с четырьмя рядами по тридцать четыре формованные заготовки 32. Между четырьмя рядами образованы просветы 48 для обеспечения возможности перемещения захватывающих пальцев 40 штабелирующего захвата 36.
В одном из вариантов реализации штабелируемый блок (А, В, С, D) выполняют так, что он содержит два параллельных ряда штабелируемых тел.
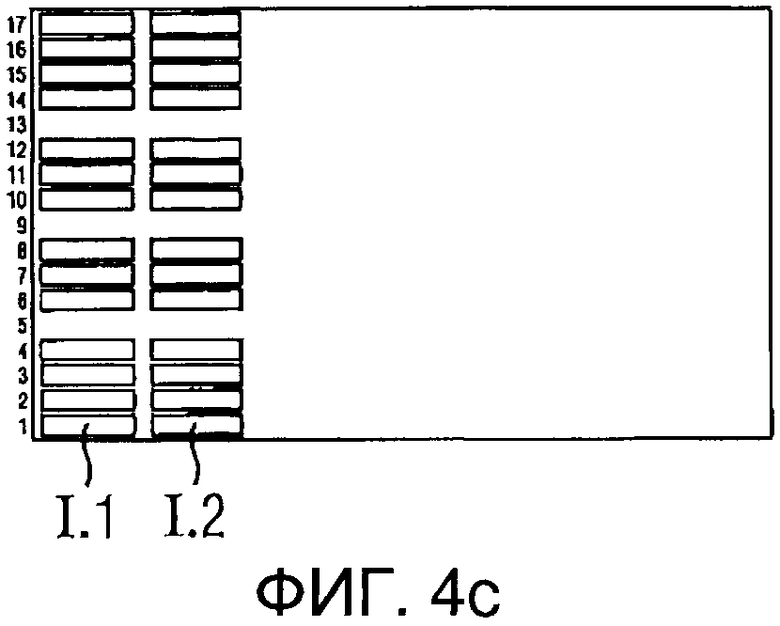
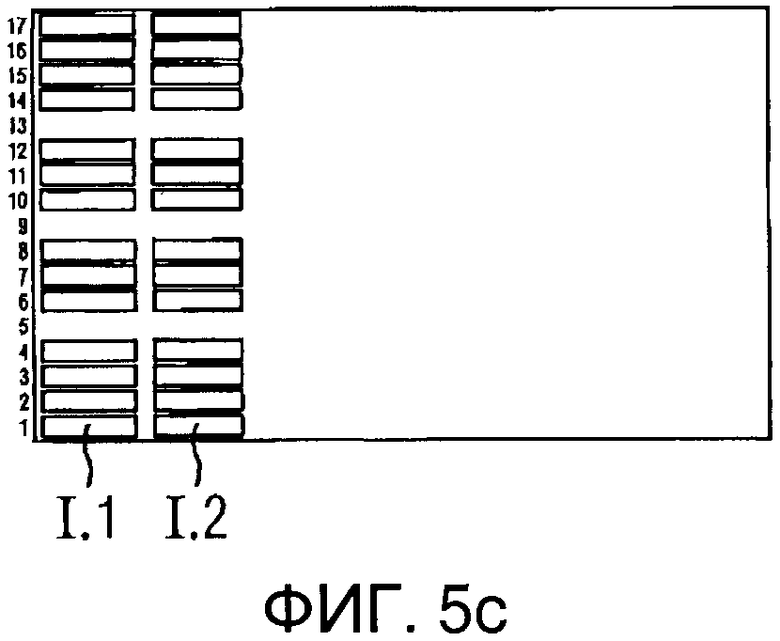
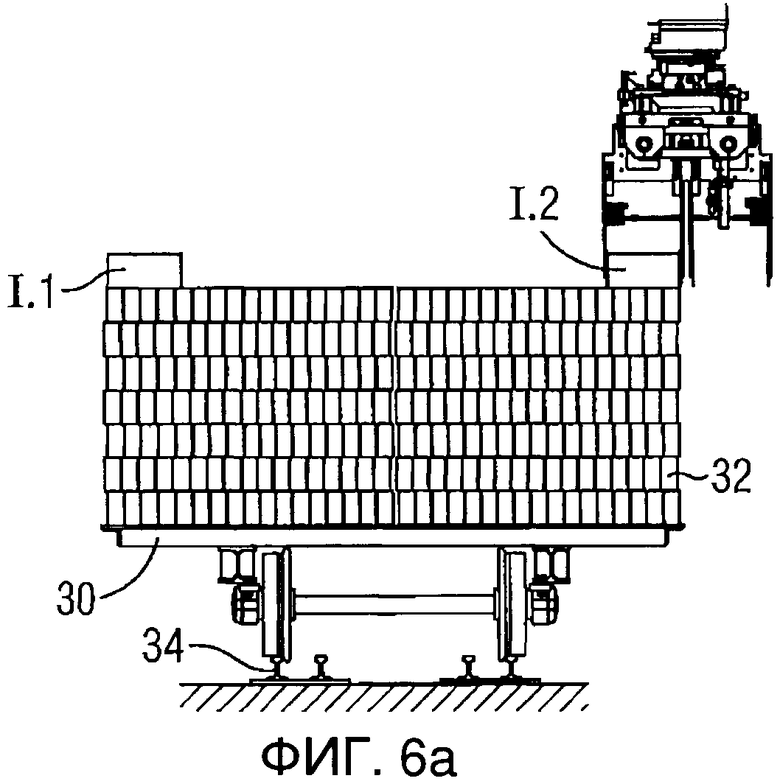
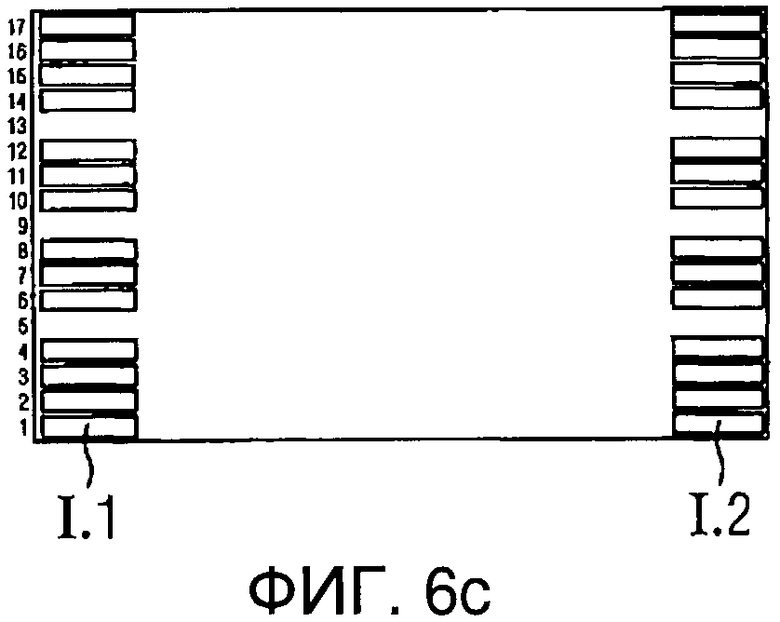
Далее формируют восьмой слой 46, как показано на фиг.4-10. Вначале на левом боковом крае седьмого слоя 42 согласно фиг.4а-4с укладывают штабелируемый блок. Этот штабелируемый блок, который, в свою очередь, состоит из двух рядов I.1 и I.2, содержащих по семнадцать формованных заготовок 32, вначале полностью высвобождают из лапы 38. На промежуточном этапе лапу 38, как показано на фиг.5а-5с, смещают на половину ширины штабелируемого блока, так что пальцы 40, которые вначале захватывали наружный ряд I.1 штабелируемого блока, могут теперь захватить внутренний ряд I.2. Промежуточный этап завершается путем перекладки внутреннего ряда I.2 на правый боковой край согласно фиг.6а-6с.
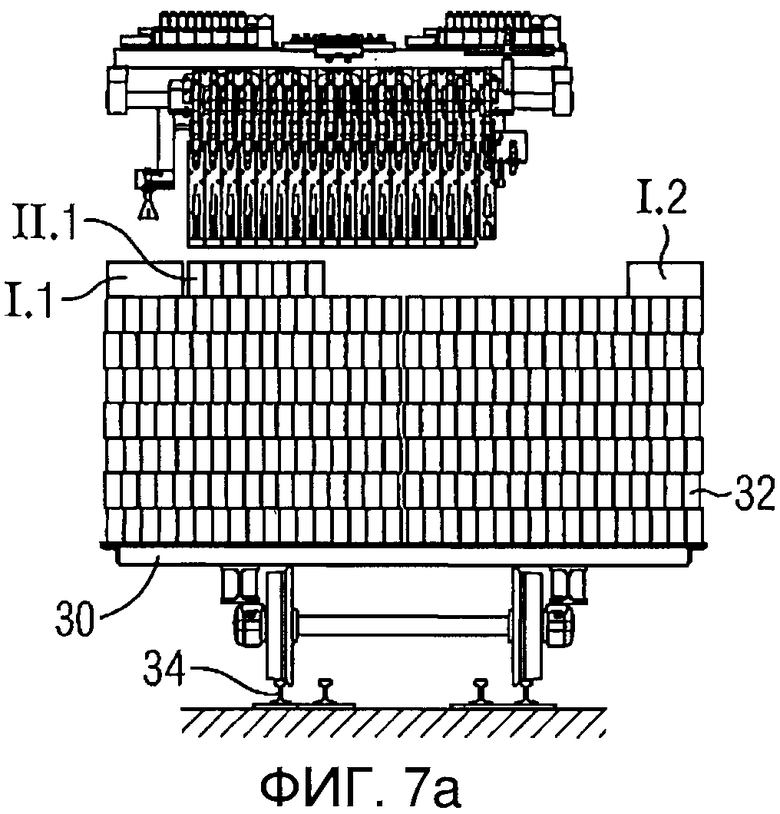
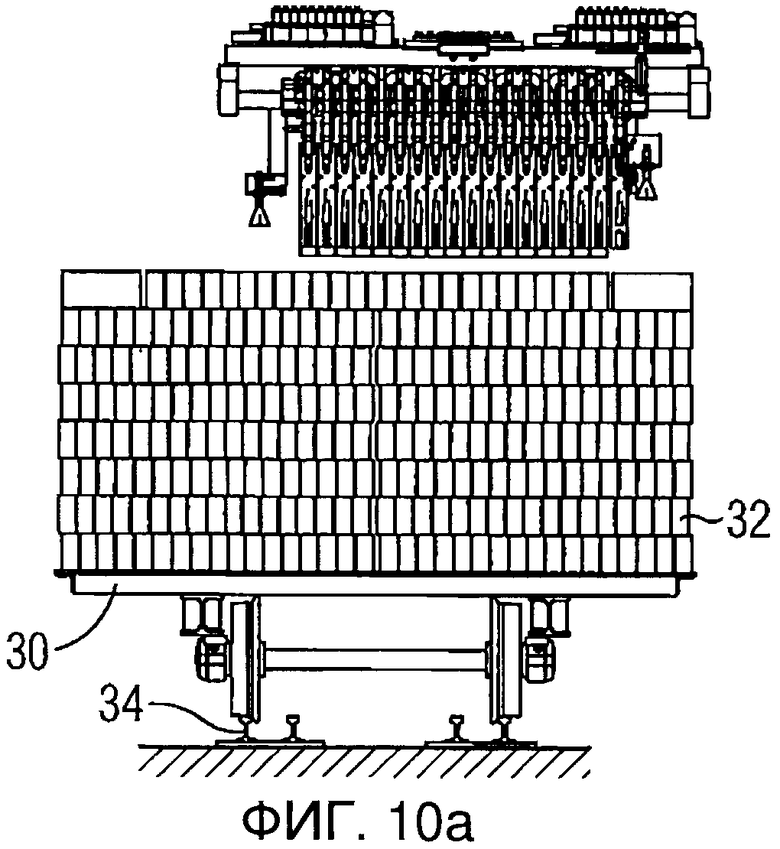
Затем осуществляется заполнение восьмого слоя 46 путем укладки внутренних штабелируемых блоков II.1, II.2, III, IV согласно фиг.7-10.
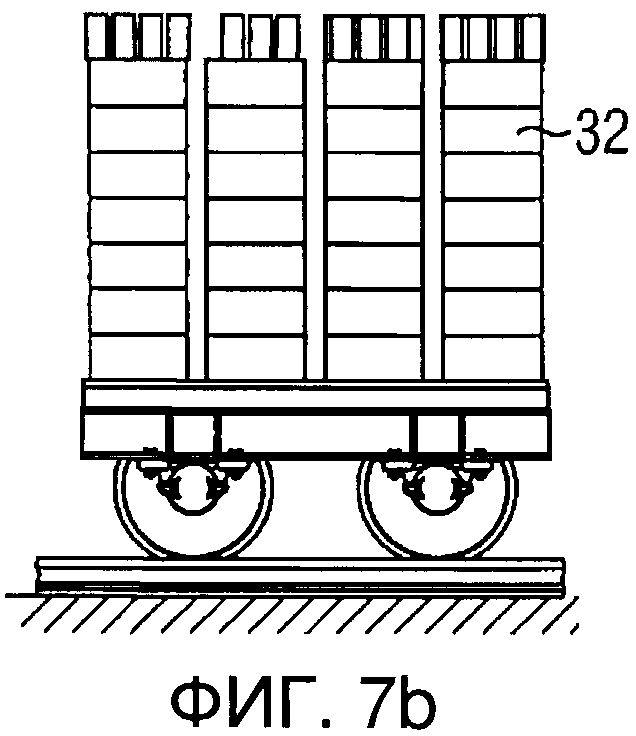
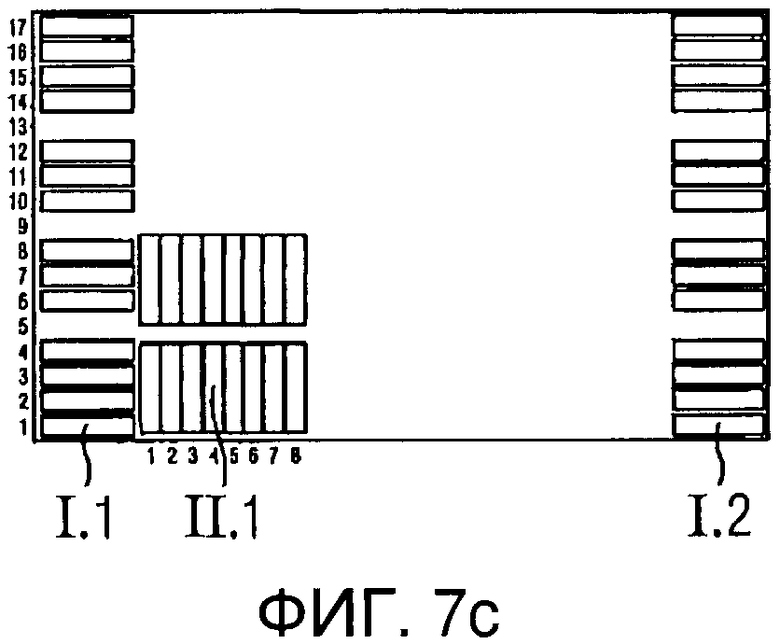
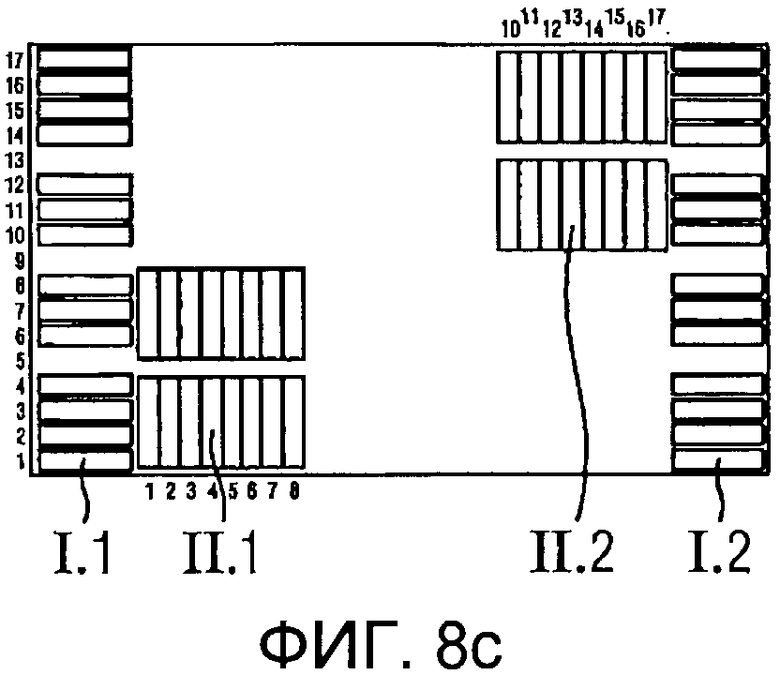
Вначале согласно фиг.7а-7с и фиг.8а-8с частичные штабелируемые блоки II.1 и II.2 совместно подают с подъемного стола. Эти частичные штабелируемые блоки II.1 и II.2 содержат соответственно два частичных двойных ряда, содержащих по восемь формованных заготовок 32. Таким образом, при помощи лапы 38 захватывают почти полный штабелируемый блок, при этом одну формованную заготовку 32 два захватывающих пальца 40 с порядковыми номерами 9 не захватывают. Формованные заготовки 32, захваченные пальцами 40 с порядковыми номерами 1-8, образуют частичный штабелируемый блок II.1, в то время как пальцы 40 с порядковыми номерами 10-17 захватывают частичный штабелируемый блок II.2. Затем в течение двух частичных этапов частичные штабелируемые блоки II.1 и II.2 устанавливают по диагонали с примыканием к повернутым рядам I.1 или I.2 (фиг.7с и фиг.8с).
Наконец, согласно фиг.9 и 10 осуществляют подачу и укладку штабелируемых блоков III (фиг.9с) и IV (фиг.10с), так что восьмой слой 46 в результате становится полностью заполненным. При этом образованы просветы 48 между отдельными рядами, как в традиционных слоях 42.
При формировании двух наружных повернутых рядов I.1 и I.2 штабелирующий захват 36 укладывает только четырнадцать формованных заготовок 32 из семнадцати и таким образом оставляет формованные заготовки 32 в позициях 5, 9 и 13. В результате просветы 48 штабелируемых блоков II.1, II.2, III, IV, образующих внутренние ряды, продолжаются в наружных повернутых рядах в позиции 50, так что лапа 38 продолжает укладку внутренних штабелируемых блоков II.1, II.2, III, IV.
После формирования восьмого слоя 46 укладывают слои 42 с девятого по одиннадцатый, а также двенадцатый и тринадцатый слои 44 описанным способом, до полной загрузки тележки 30.
Список обозначений
Изобретения касаются способа штабелирования по меньшей мере приблизительно прямоугольных штабелируемых тел, в частности камней для кладки или строительных камней, например силикатных кирпичей, для транспортировки к печи для обжига и/или сушки, и штабеля таких штабелируемых тел, которые предусматривают размещение штабелируемых тел в несколько слоев. Каждый слой соответственно включает в себя ряды штабелируемых тел, ориентированные параллельно друг другу. Предусмотрен по меньшей мере один слой штабеля, содержащий по меньшей мере одно штабелируемое тело, один ряд (I.1, I.2) штабелируемых тел или один участок ряда штабелируемых тел, которое (который) повернуто (повернут) по отношению к другим штабелируемым телам, участкам рядов штабелируемых тел или рядам штабелируемых тел этого слоя штабеля, в частности по меньшей мере приблизительно с перпендикулярным расположением. По меньшей мере одно повернутое штабелируемое тело, один участок ряда штабелируемых тел или по меньшей мере один повернутый ряд (I.1, I.2) штабелируемых тел расположены по меньшей мере на одном боковом крае слоя штабеля таким образом, что наименьшая боковая грань штабелируемого тела, или отдельных штабелируемых тел из участка ряда штабелируемых тел, или из ряда штабелируемых тел, обращена наружу. Изобретения обеспечивают экономичным образом устойчивость штабеля. 3 н. и 13 з.п. ф-лы, 27 ил.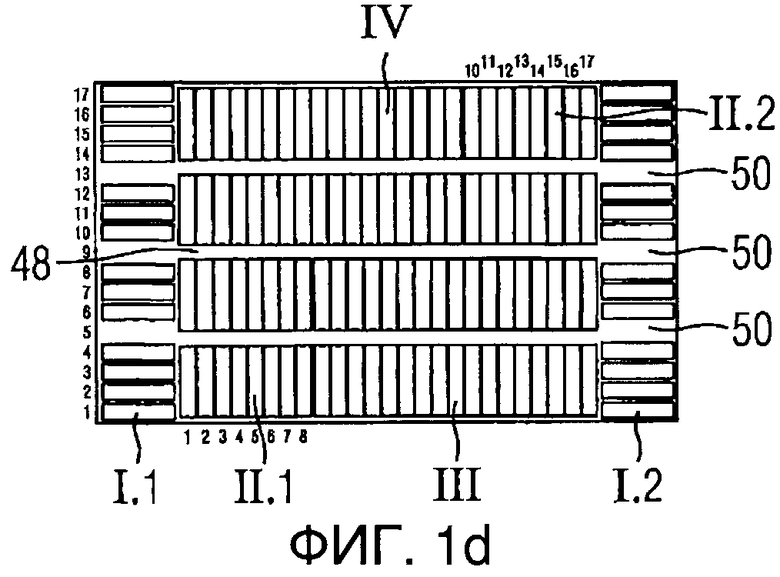
1. Способ укладки по меньшей мере приблизительно прямоугольных штабелируемых тел (32), в частности камней для кладки или строительных камней, например силикатных кирпичей, или формованных заготовок камней для кладки или строительных камней, предполагаемых, например, для транспортировки в отверждающую установку и расположенных в штабеле в несколько слоев, каждый из которых включает ориентированные параллельно друг другу ряды штабелируемых тел, причем выполняют по меньшей мере один слой штабеля, содержащий по меньшей мере два штабелируемых тела, два ряда штабелируемых тел или два участка рядов штабелируемых тел, которые размещены повернутыми, в частности по меньшей мере приблизительно перпендикулярно по отношению к другим штабелируемым телам, участкам рядов штабелируемых тел или рядам штабелируемых тел указанного слоя штабеля, отличающийся тем, что
ряды штабелируемых тел располагают на расстоянии друг от друга, так что между ними образуются просветы (48), а
штабелируемые тела (32), ряды (I.1, I.2) штабелируемых тел или участки рядов штабелируемых тел, предполагаемые для размещения с поворотом, располагают таким образом, что просветы (48) между параллельно расположенными рядами (II.1, II.2, III, IV) штабелируемых тел продолжаются и там, где штабелируемые тела повернуты,
по меньшей мере два повернутых штабелируемых тела (32), по меньшей мере два повернутых участка рядов штабелируемых тел или по меньшей мере два повернутых ряда (I.1, I.2) штабелируемых тел укладывают на боковых краях указанного по меньшей мере одного слоя (46) штабеля, так что наименьшая боковая грань штабелируемых тел (32), отдельных штабелируемых тел (32) из участков рядов штабелируемых тел или из рядов штабелируемых тел обращена наружу, причем
слой (46) штабеля, содержащий частично повернутые ряды штабелируемых тел, сооружают в ходе следующих этапов:
- захват штабелируемого блока, содержащего два ряда (I.1, I.2) штабелируемых тел, и размещение его в повернутом положении на боковом крае штабеля на расположенном ниже слое (42) штабеля,
- захват внутреннего (I.2) из двух рядов штабелируемых тел и размещение его на противоположном боковом крае, и
- захват рядов (II.1, II.2, III, IV) штабелируемых тел, предполагаемых для внутренней укладки, и размещение их между повернутыми рядами (I.1, I.2) штабелируемых тел, размещенными на боковых краях, с параллельной ориентацией по отношению к расположенному ниже слою (42) штабеля за один этап или нескольких следующих друг за другом этапов.
2. Способ по п. 1, отличающийся тем, что штабель, содержащий формованные заготовки (32) камней для кладки или строительных камней, размещают на транспортную тележку, в частности тележку (30) для отверждения, так, что продольные оси или продольные стороны параллельно расположенных формованных заготовок (32) оказываются ориентированы в направлении перемещения тележки (30) для отверждения, и/или продольные оси или продольные стороны повернутых формованных заготовок оказываются ориентированы перпендикулярно направлению перемещения, и/или повернутые формованные заготовки (32) оказываются расположенными на левом и правом боковых краях штабеля.
3. Способ по п. 1, отличающийся тем, что штабель, содержащий формованные заготовки (32) камней для кладки или строительных камней, устанавливают на транспортную тележку, в частности тележку (30) для отверждения так, что продольные оси или продольные стороны параллельно расположенных формованных заготовок (32) оказываются ориентированными перпендикулярно направлению перемещения, и/или продольные оси или продольные стороны повернутых формованных заготовок оказываются ориентированными параллельно направлению перемещения, и/или повернутые формованные заготовки (32) оказываются расположенными на переднем и заднем краях.
4. Способ по любому из пп. 1-3, отличающийся тем, что слой штабеля, содержащий штабелируемые тела (32), уложенные только параллельно, формируют так, что штабелирующий захват (36) за каждый из четырех рабочих этапов укладывает по одному штабелируемому блоку (A, B, C, D), выполненному с возможностью захвата этим захватом, с образованием прямоугольной структуры, в частности прямоугольной структуры 2×2.
5. Способ по п.4, отличающийся тем, что штабелируемый блок (A, B, C, D) выполняют так, что он содержит два параллельных ряда штабелируемых тел.
6. Способ по любому из пп. 1-3, 5, отличающийся тем, что отдельные штабелируемые тела (32), участки рядов штабелируемых тел, или целые ряды штабелируемых тел, или ряды штабелируемых тел с просветами захватывают штабелирующим захватом (36) с промежуточного места, в частности транспортерной ленты или подъемного стола.
7. Способ по п. 6, отличающийся тем, что укладку внутренних рядов штабелируемых тел, содержащих только параллельно расположенные штабелируемые тела, осуществляют штабелирующим захватом (36), размещающим за каждый из четырех рабочих этапов по одному штабелируемому блоку (II.1, II.2, III, IV), выполненному с возможностью захвата этим захватом, с образованием прямоугольной структуры, причем в двух из четырех рабочих этапов штабелирующий захват захватывает и укладывает штабелируемые блоки, содержащие короткие ряды штабелируемых тел, в частности укладывает короткие ряды (II.1, II.2) штабелируемых тел за один рабочий этап.
8. Способ по любому из пп. 1-3, 5, отличающийся тем, что укладку соседних рядов штабелируемых тел, ориентированных параллельно друг другу, в слои (42) штабеля, размещаемые друг над другом, осуществляют с осевым смещением между отдельными слоями (42) штабеля параллельно указанным рядам.
9. Способ укладки по меньшей мере приблизительно прямоугольных штабелируемых тел, в частности камней для кладки или строительных камней, например силикатных кирпичей, или формованных заготовок камней для кладки, или строительных камней, предполагаемых, например, для транспортировки в отверждающую установку для отверждения, расположенных в штабеле в несколько слоев по любому из пп. 1-8,
отличающийся тем, что для формирования штабеля выполняют по меньшей мере один рабочий этап, на котором штабелирующий захват (36) захватывает штабелируемый блок, содержащий по меньшей мере два расположенных друг над другом ряда штабелируемых тел, в частности по меньшей мере два расположенных друг над другом двойных ряда штабелируемых тел, соответственно имеющих горизонтальное параллельное расположение, и выполненный с возможностью захвата этим захватом, с промежуточного места, в частности транспортерной ленты или подъемного стола, и укладывает его на поддон или транспортную тележку, в частности тележку (30) для отверждения, причем
укладку соседних рядов штабелируемых тел, ориентированных параллельно друг другу, в двойные слои штабеля, размещаемые друг над другом, осуществляют с осевым смещением между отдельными двойными слоями штабеля параллельно указанным рядам.
10. Способ по п. 9, отличающийся тем, что слои штабеля, содержащие только параллельно расположенные штабелируемые тела (32), выполняют укладкой по меньшей мере двух расположенных друг над другом рядов штабелируемых тел, а слой (46) штабеля, содержащий повернутые штабелируемые тела (32), участки рядов штабелируемых тел или ряды штабелируемых тел, выполняют по меньшей мере за один этап способа однослойного штабелирования.
11. Структура из штабелируемых тел, по меньшей мере приблизительно прямоугольной формы, в частности камней для кладки или строительных камней, например силикатных кирпичей, или формованных заготовок камней для кладки, или строительных камней, предполагаемых, например, для транспортировки в отверждающую установку для отверждения, расположенных в штабеле в несколько слоев согласно способу по любому из пп. 1-8, каждый из которых соответственно включает ориентированные параллельно друг другу ряды штабелируемых тел, и по меньшей мере один слой штабеля, содержащий по меньшей мере два штабелируемых тела, два ряда штабелируемых тел или два участка рядов штабелируемых тел, которые повернуты, в частности, по меньшей мере приблизительно перпендикулярно по отношению к другим штабелируемым телам, участкам рядов штабелируемых тел или рядам штабелируемых тел указанного слоя штабеля,
отличающаяся тем, что между рядами штабелируемых тел имеются просветы (48), а просветы (48) между параллельно расположенными рядами штабелируемых тел продолжены и там, где штабелируемые тела (32), ряды (I.1, I.2) штабелируемых тел или участки рядов штабелируемых тел повернуты,
по меньшей мере два повернутых штабелируемых тела (32), по меньшей мере два повернутых участка рядов штабелируемых тел или по меньшей мере два повернутых ряда штабелируемых тел уложены на боковых краях указанного по меньшей мере одного слоя (46) штабеля, так что наименьшая боковая грань штабелируемых тел (32), отдельных штабелируемых тел (32) из участков рядов штабелируемых тел или из рядов (I.1, I.2) штабелируемых тел обращена наружу.
12. Структура по п. 11, отличающаяся тем, что штабель, содержащий формованные заготовки (32) камней для кладки или строительных камней, размещен на транспортной тележке, в частности тележке (32) для отверждения, так, что продольные оси или продольные стороны параллельно расположенных формованных заготовок (32) ориентированы в направлении перемещения тележки (30) для отверждения, и/или продольные оси или продольные стороны повернутых формованных заготовок ориентированы перпендикулярно направлению перемещения, и/или повернутые формованные заготовки (32) расположены на левом и правом боковых краях штабеля.
13. Структура по п. 11, отличающаяся тем, что штабель, содержащий формованные заготовки (32) камней для кладки или строительных камней, размещен на транспортной тележке, в частности тележке (30) для отверждения, так, что продольные оси или продольные стороны параллельно расположенных формованных заготовок (32) ориентированы перпендикулярно направлению перемещения тележки (30) для отверждения, и/или продольные оси или продольные стороны повернутых формованных заготовок ориентированы параллельно направлению перемещения, и/или повернутые формованные заготовки (32) расположены на краях штабеля, противоположных левому и правому краям соответственно.
14. Структура по любому из пп. 11-13, отличающаяся тем, что слой (46) штабеля, содержащий по меньшей мере два повернутых штабелируемых тела (32), два участка рядов штабелируемых тел или по меньшей мере два повернутых ряда (I.1, I.2) штабелируемых тел, расположен в верхней половине штабеля.
15. Структура по п. 11, отличающаяся тем, что слой (46) штабеля, содержащий по меньшей мере два повернутых штабелируемых тела (32), два участка рядов штабелируемых тел или по меньшей мере два повернутых ряда (I.1, I.2) штабелируемых тел, расположен в нижней области верхней половины.
16. Структура по любому из пп. 11-13, отличающаяся тем, что ориентированные параллельно друг другу соседние ряды штабелируемых тел расположенных друг над другом слоев (42) штабеля имеют параллельно рядам осевое смещение между отдельными слоями (42) штабеля.
| Устройство для подключения абонентов к магистрали ЭВМ | 1988 |
|
SU1608681A1 |
| Способ укладки кирпича на поддоны | 1954 |
|
SU110380A1 |
| Способ предохранения аэростатов и дирижаблей от атмосферных разрядов | 1925 |
|
SU1957A1 |
| US 3894639 A, 15.07.1975 | |||
| US 3402834 А, 24.09.1968 | |||
| US 4014441 А, 29.03.1977; | |||
| US 3716264 А, 13.02.1973 | |||
| NL 8401801 A, 02.01.1986 | |||
| Штабелировщик | 1973 |
|
SU497205A1 |

