1
Изобретение относится к установкам. механической обработки известково-кремне- земистых и других теплоизоляционных и строительных изделий и может найти применение в строи1«льной, деревообрабатывающей промышленности и т. п.
Известна установка для обработки плоскостей керамических изделий, например теплоизоляционных скорлуп, содержащая приемный стол, стол обработки поверхносте контакта, цепные транспортеры с приводом рольганги и режущие органы с растошым ус тройство М.
Однако на известной установке обрабатывать поверхности изделий различ- ных конфигураций и типоразмеров, например внутреннюю поверхность теплоизоляционных скорлуп, сегментов, плоскостей плит и т. п.
Цель изобретения - повыщение произво- дительности при расширении номенклатуры обрабатываемых изделий.
Эта цель достигается тем, что приемный стол, стол обработки поверхностей контакта и расточное устройство объединены
I приводным транспортером и регулируемым рольгангом, над которыми установлен верхний транспортер, снабженный опорными призмами и роликрввдмн толкателями и синхронизированный с приводным транспортером, а за регулируемым рольгангом смонтирован подъемный стол обработки торцовых поверхностей, на кО1Х)ром закреплены зажимные устройства.
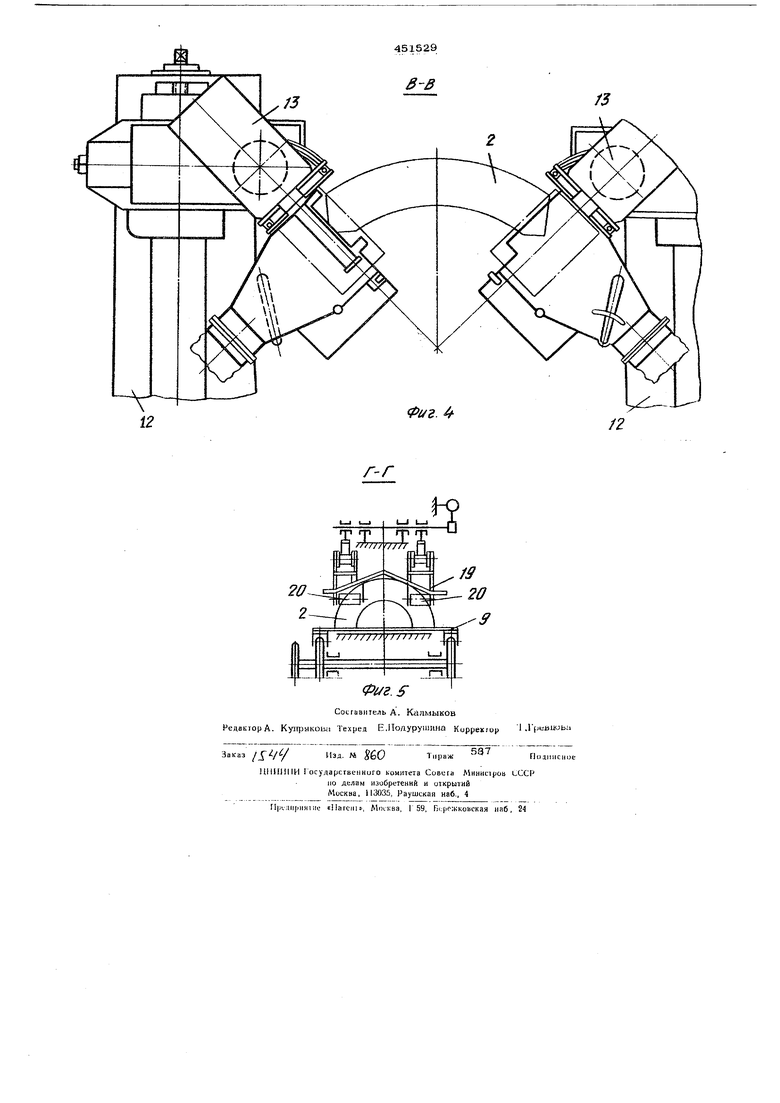
На фиг. 1 изображена предложенная установка, вид сбоку; на фиг. 2 - то же, в плане; на фиг. 3 - расточное устройство,на фиг. 4 - силовые фрезерные головки стола обработки поверхностей контакта; на фиг. 5 - верхний транспортер и стол обработки поверхностей контакта, поперечное сечение.
Загружатель 1 осуществляет пощтуч1 ую загрузку обрабатываемых изделий 2 с транспортера 3 техно югической линии в установку. Нижний транспортер 4 расположен по ходу обрабатываемых изделий за загружателем, выполнен цепным с роликовыми толкателями 5 и снабжен силовыми фрезерными |пловками В обработки параллепьных плоскостей, закрепленными на раме нияшего транспортера с двух сторон по ходу изделий. Приемный неподвижный стоп 7 установлен на фзгндаментной раме 8 установки и предназначен для I фшма i изделий с нижнего транспортера и последующей передачи их на обработку. Стол 9 обработки поверхностей контакта размещен впоследог вате льном порядке за приемным неподвиж- ным столом, закреплен на фундаментной раме и содержит кулачково-рычаяяий механизм 10 перемещения по вертикали, првнводной транспортер 11 обрабатываемых изделий и стойки 12 для регулируемого крёхН ления силовых фрезерных головок 13 по высоте и углу линии обработки. Расточное устройство 14 установлено за силовыми фрезерными головками на раме по ходу изделия, и служит лля обпаботки незамкнутых i jBHyTHeHHroc npBepXHocTeE jjarjpHMep внут. I )енней noBepXHOCTHjaonyigMHHflpa, cHagi I женного регулируёмым рольгангом 15 t для базирования непрерьгоно перемеша- j ; емых изделий и выполненного регули« I руемым по высоте в соответствии с; размером обрабатываемого изделия, Верхний цепной транспортер 16 установлен над приемным неподвижным столом, столом обработки поверхностей контакта и расточным устройством и закреплен на колоннах 17с возможностью перемещения по ним винтового механизма 18. Транспортер подачи снабжен равномерно установленными опорными призмами 19, по которым базируют изделия, и роликовыми толкателями 2 О для перемещения изделий, а для замедления скорости подачи изделия при выходе режущего imcipyMeHTa, необходимого для устранения скалывания изделий, транспортер подачи имеет датчики 21, 22, закрепленные на его раме по xogy опорных призм и взаимодействующие с многоскоростным двигателем 23 общего привода 24 установки. Стол 25 обработки торцовых поверхностей размещен между ножевыми валами 26 и 27 на станине 28 и снабжен кинематически связанным с общим приводом установки механизмом перемещения стола по вертикали на высоту обработки изделий, размещенного в закрепленном на станине корпусе 29. Для координации положения обрабатываемых изделий относительно ножевых валов стол обработки торцовых поверхностей снабжен устройством 3О ориентации; кинематически связанным с механизмом перемеш&Йия стола и установленным сбоку на станине. Приводной регулируемый по углу опорных плоскостей рольганг 31 выдачи готовьк изделий установлен {ХОДУ изделий за столом обработкой торио выж поверхностей. Общий привод уставов ЕЙ снабжен вариатором 32 н цилиндр , ческим редуктором 33. В зависимости от типopaзмepa и кюнфигу- ,радии обрабатываемых изделий настраиваются отдельные устройства и механизмы yPZEM Описанная установка работает следующим образом. Транспортер 3 технологической линии : подает изделия 2, например скорлупы, от- ; дельными партиями к установке. С транспортера 3 изделия 2 загружатель 1 поштучно подает на нижний транспортер 4, роликовые толкатели 5 которого перемещают изделие 2 на приемный неподвижный стол 7. : С приемного стола 7 роликовый толкатель 20 верхнего транспортера 16 подачи изделие i..io 2 перемещает на стол 9 обработки поверхностей контакта, приводной транспортер 11 которого работает син:фонно с верхним транспортером 16 подачи при перемещении изделия 2. При этом стол 9 под действием кулачково-рычажного механизма Ю перемещается в верхнее положение, прижимая изделие 2 к опорным призмам 19 транспортера 16 подачи так, что обеспечивается базирование, изделия 2 при обработке. Изделие 2, находясь ыежду транспортерами 11 и 16, перемещаб тся над фрезами силовых головок 13, которыми обрабатываются его продольные плоскости. При выходе режущего инструмента одна из опорных призм 19 транспортера 16, двигаясь, входит в контакт с первым по ходу датчиком 21, который при этом переключает скорость вращения Двигателя 23 общего привода 24 установки на замедление движения обрабатываемого изделия 2. При входе в контакт опорной призмы 19 с другим по ходу движения датчиком 22 переключается скорость вращения двигателя 23 на ус-; коренное движение изделия 2 после выхода режущего инструмента. При дальнейщем движении изделия 2 производится обработка его внутренней поверхности расточным устройством 14; при этом лэделие 2 обработанными продольными плоскостями базируется на рольганг 15, а затем поступает на стол 25 обработки торцовых поверхностей, который находится в верхнем положении на выстое. Устройство ЗО ориентации устанавливает изделие 2 в положение, необходимое для обработки торцов. При движении стола 25 вниз изделие 2 своими торцами проходит между вращающимися ножевыми валами 26 и 27, которые обрабапо, тывают торцовые поверхности изделия 2.
После этого стол 25 возвращается е исходное положение, а обработанное изделие 2 следующим по ходу изделием 2 подаетсйна , приводной рольганг 31 выдачи готовых изделий.
В таком же порядке производится обработка сегментов и плит, только при обработке плит включаются в работу силовые ; головки 6 нижнего транспортера - 4. Предмет изобретения
Установка для обработки плоскостей ке-1 рамических изделий, например теплоизоля- ционных скорлуп, содержащая приемный стол, .стол обработки поверхностей контакта, цепные транспортеры с приводом, рольганги и режушие органь с расточным устройством, отличающаяся тем, что, с повышения производительности при расширении номенклатуры обрабатываемых изделий, приемный стол, стол обработки поверхностей контакта и расто шое устройство объединены приводным транспортером и pt гулируемым рольгангом, над которым установлен верхний транспортер, снабженный опорными призмами и роликовыми толкателями и синхронизированный с приводным транспортером, а за регулируемым рольгаьь гом смонтирован подъемный с-юп обработки торцовых поверхностей, на ко юром aaitptni . лены зажимные устройства.
1
15
16
Риг. 3
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ЛЕСОМАТЕРИАЛОВ | 1995 |
|
RU2092305C1 |
| Установка для калибровки строительных изделий | 1977 |
|
SU685505A1 |
| Установка для нарезания шипов на пакете пиломатериалов | 1988 |
|
SU1585157A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПРЕССОВАНИЯ | 1992 |
|
RU2021146C1 |
| Устройство для обработки изделий | 1982 |
|
SU1067062A1 |
| ЛИНИЯ КОМПЛЕКСНОЙ ПЕРЕРАБОТКИ ДРЕВЕСИНЫ | 2006 |
|
RU2340442C2 |
| Технологическая линия для изготовления железобетонных изделий | 1988 |
|
SU1694376A1 |
| Шипорезный станок | 1973 |
|
SU476160A1 |
| ЛИНИЯ ОБРАБОТКИ ЯИЦ | 1992 |
|
RU2048088C1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |