Изобретение относится к стыковой контактной электросварке прутковых изделий, например арматурных сталей для изготовления железобетонных конструкций, с удалением грата, обра- зующегося в процессе электросварки. Устройство может быть применено преимущественно при сварке заготовок из стали с высокой температурой плавления, близкой к температуре плавле- ния элементов для удаления грата.
Цель изобретения - повышение долговечности режущих элементов путем выведения их из зоны сварки в процессе нагрева.
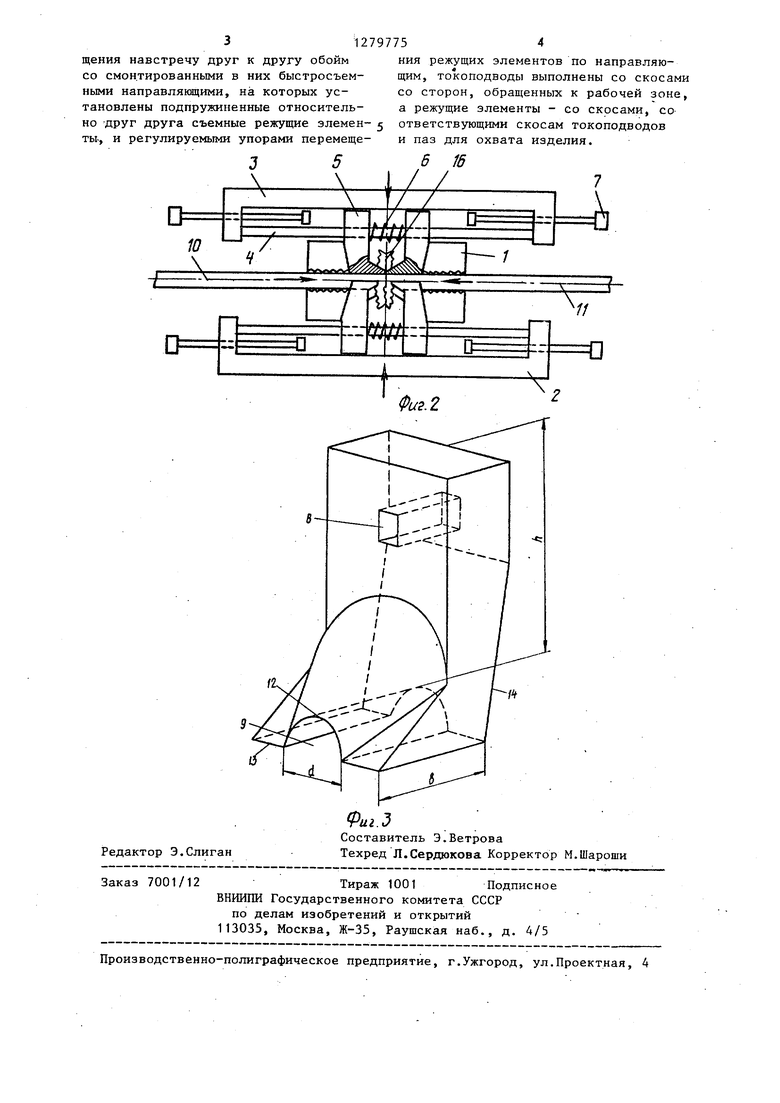
На фиг. 1 схематически изображено устройство, в момент разогрева сты- куемых арматурных стержней; на фиг.2 то же,в момент среза гратаJ на фиг. 3 - режущий элемент, аксономет- рия.
Устройство содержит разъемные то- коподводы 1 и механизм для снятия грата, выполненный в виде обойм 2 и 3, имеющих возможность озвратно- поступательного движения (силовые цилиндры не показаны) с быстросъем- ными направляющими 4 (быстросъемный узел не показан), на каждой из которых установлены сменные режущие элементы 5, взаимно-подвижные вдоль направляющих 4 и разделенные пружиной 6 причем относительная раздвижка их ограничена регулируемыми упорами 7. Каждьм режущий элемент 5 выполнен в виде колодки со сквозным отверстием 8 для установки в направляющие 4, имеет паз 9 в соответствии с профилем стыкуемых арматруйых стержней 10 и 11, ограниченную профильной 12 и прямой 13 режущих кромок, и имеет скошенную упорную грань 14, в соответствии с которой выполнен и скос лобовой поверхности 15 каждого токо- подвода 1 сварочной машины.
Набор сменных, в зависимости от диаметра d свариваемых арматурных стержней 10 и 11, режущих элементов 5 имеет одинаковую высоту h и соответствующую величину Ь, определяемую из выражения
b 1,сл- (1опл+ U
- установочная длина, расстояние от кромки электрдов до соотвтствующего торца стыкуемых арматурных стержней 10 и 11,
где 1
«ел
5
5
0
5
0
0
5
1о - величина оплавления , 1 --величина осадка.
5
Устройство работает следующим образом.
В соответствии с диаметром свариваемых арматруных стержней 10 и 11 в направляющих 4 устанавливаются режущие элементы, 5, регулируемыми упорами 7 корректируется их положение в соответствии с положением токопод- водов 1, причем во время нагрева концов стыкуемых арматурных стержней 10 и 11 режущие элементы 5 находятся вне зоны нагрева. Опережая отключение сварочного т ока, обоймы 2 и 3 сдвигаются, в результате чего режущие профи,пьные кромки 12 режущих элементов охватывают по периметру свариваемые стержни 10 и 11, взаимно сдвигаемые в процгссе осадки силовыми приводами перемещения токоподво- дов 1, скошенные лобовые поверхности 15 которых контактируют со скошенными упорными гранями 14 режущих элементов 5, срезают образующийся грат 16, причем прямые режущие кромки 13 разрезают кольцо грата 16. При раз- движении обойм 2 и 3 режущие кромки 1,12 и 13 режущего элемента 5 разрывают срезанное кольцо грата 16 и под действием пружины 6 режуш -: элементы 5 по направляющим 4 разводятся в исходное положение. I
Применение предлагаемого устройства при сварке заготовок из стали с высокой температурой плавления, близкой к TeMneipaType плавления- режущих элементов, не вызывает быстрый износ режущей кромки последнего, что снижает потребность их частой смены и, в конечном итоге, снижает расход металла и повышает производительность сварочной машины.
Формула изобретения
Машина для контактной стыковой сварки, содержащая разъемные токо- подводы, механизм оплавления и осадки и механизм удаления грата с режущими элементами, отличающая- с я тем, что, с целью повышения долговечности режущих элементов за счет выведения их из зоны сварки в процессе нагрева, механизм удаления грата выполнен в виде установленных по разные стороны от плоскости разъема токоподводов с возможностью перемещения навстречу друг к другу обойм со смонтированными в них быстросъем- ными направляющими, на которых установлены подпружиненные относительно друг друга съемные режущие элемен- ты-, и регулируемыми упорами перемещения режущих элементов по направляющим, токоподводы выполнены со скосами со сторон, обращенных к рабочей зоне, а режущие элементы - со скосами, со ответствующими скосам токоподводов и паз для охвата изделия.
Фиг.2
Редактор Э.Слиган Заказ 7001/12
Ul.
Составитель Э.Ветрова
Техред Л.Сердюкова Корректор М.Шароши
Тираж 1001 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4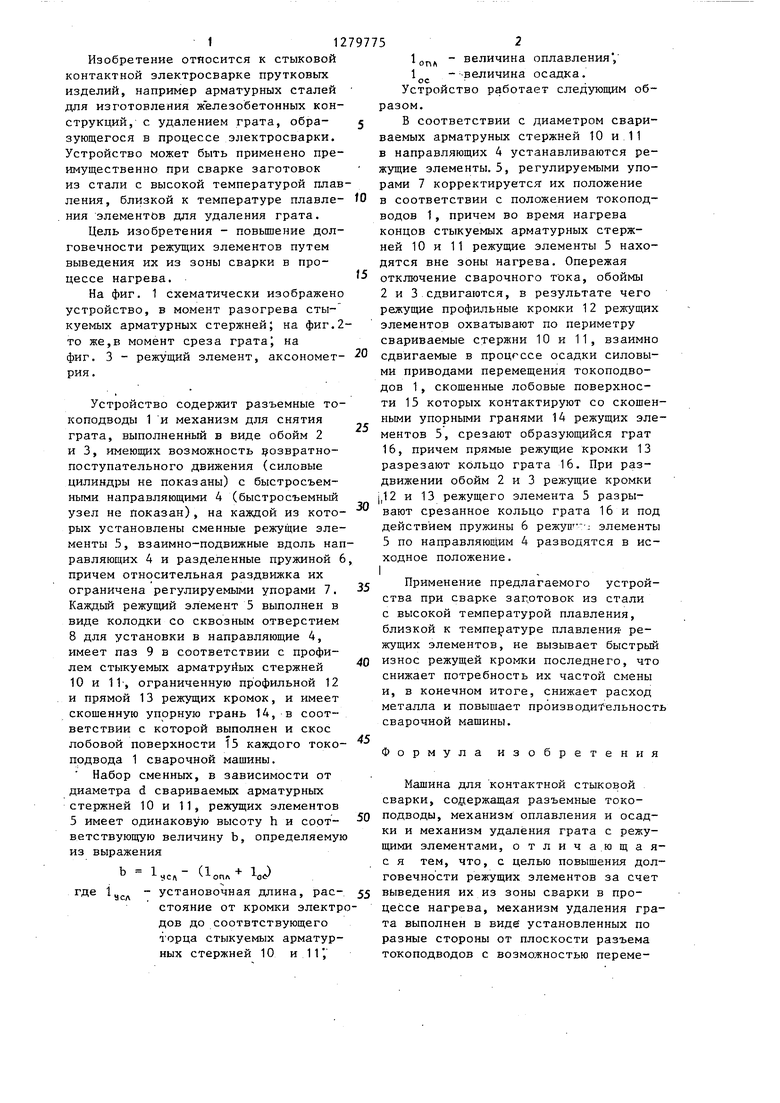
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЕ ЭЛЕКТРОДЫ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2017 |
|
RU2637042C1 |
| СПОСОБ УДАЛЕНИЯ ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2012 |
|
RU2515864C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ АРМАТУРНЫХ ИЗДЕЛИЙ | 2017 |
|
RU2667273C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2465109C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ЗАЧИСТКОЙ ГРАТА | 2011 |
|
RU2455135C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2010 |
|
RU2427456C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ С ПОСЛЕДУЮЩИМ УДАЛЕНИЕМ ГРАТА | 2011 |
|
RU2467848C1 |
| МАШИНА МСО-1201 ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ КОРОТКИХ ИЗДЕЛИЙ КОМПАКТНОГО СЕЧЕНИЯ | 2015 |
|
RU2628948C2 |
| Способ сварки давлением | 1990 |
|
SU1754365A1 |
| Автомат для стыковой сварки давлением | 1988 |
|
SU1668074A1 |
Изобретение относится к области стыковой контактной сварки с удалением грата и может быть преимущественно использовано при сварке прутковых заготовок из стали с высокой температурой плавления, близкой к температуре плавления элементов для удаления грата. Целью изобретения является повышение долговечности режущих элементов за счет вьшедения. их из зоны сварки в процессе нагрева. В процессе нагрева стыкуемых заготовок режущие элементы 5, установленные на направляющих 4 в обоймах 2 и 3, находятся вне зоны нагрева. После нагрева обоймы 2 и 3 сдвигаются навстречу друг другу. Скошенные поверхности 15 токоподводов 1 при этом взаимодействуют с соответствующими- скошенными гранями 14 режущих элементов 5. Под действием, приводов механизмов оплавления и осадки токоподводы совместно с ре- элементами сдвигаются и срезают образующийся грат. При раздвит жении обойм 2 и 3 режущие кромки режущих элементов разрывают кольцо грата. 3 ил. с S5а ьэ -а Фиг.Г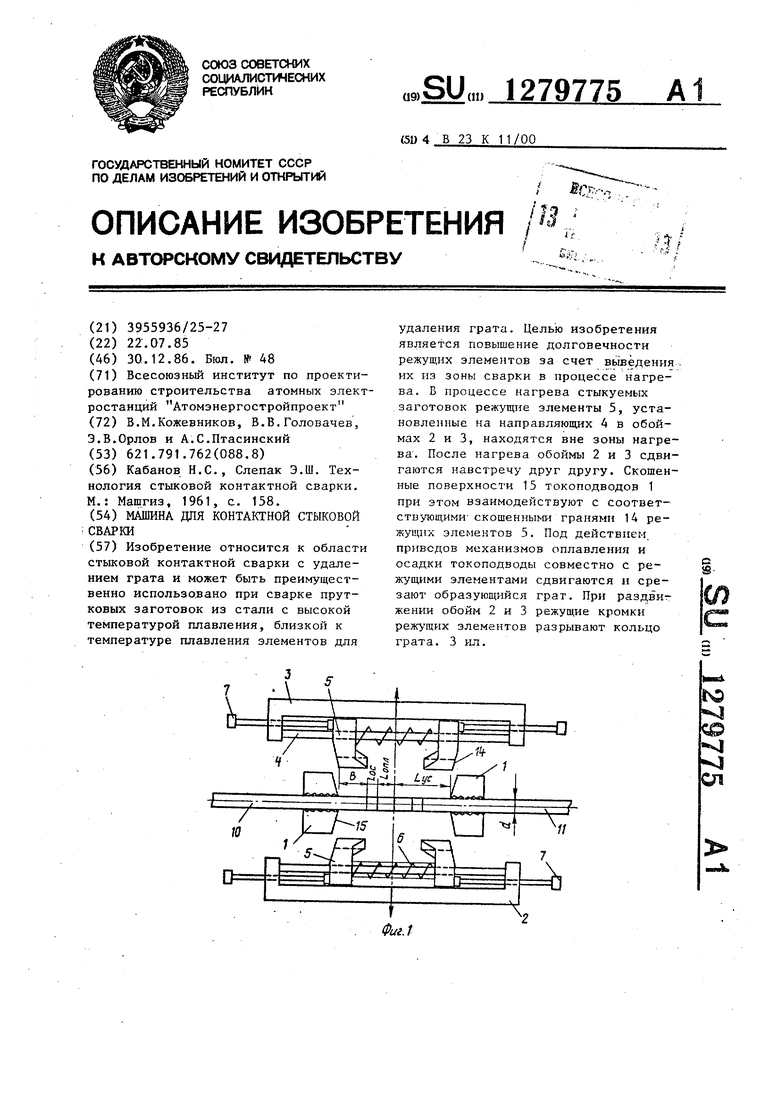
| Кабанов Н.С., Слепак Э.Ш | |||
| Технология стыковой контактной сварки | |||
| М.: Машгиз, 1961, с | |||
| Система механической тяги | 1919 |
|
SU158A1 |
