Изобретение относится к области машиностроения и может быть использовано при изготовлении одновинтовых насосов.
В настоящее время известны конструкции одновинтовых насосов различного назначения (см., например, Д.Ф. Балденко и др. Одновинтовые насосы. - М.: ООО «ИРЦ Газпром», 2005, стр.34-49).
Одной из основных проблем в создании одновинтовых насосов является качественное изготовление статора, состоящего из металлического остова и запрессованного в него эластомера с внутренней винтовой поверхностью, осуществляемое в пресс-форме.
Известны пресс-формы, содержащие матрицу с кольцевой загрузочной камерой, пуансон, литниковую систему и выталкиватель готового изделия (см., например, И.М. Буланов, В.В. Воробей. Технология ракетных и аэрокосмических конструкций из композиционных материалов. - М.: Издательство МГТУ им. Н.Э. Баумана, 1998 г. - стр.165-168), наиболее близкий аналог.
В этих пресс-формах изделия изготавливаются методом литьевого прессования.
При применении известных пресс-форм для изготовления статора одновинтового насоса не удается сформировать ровные торцевые поверхности запрессованного эластомера без раковин и наплывов, что приводит к необходимости проведения механической обработки и не позволяет получить требуемое качество изготовления статора в целом.
Кроме того, в известных пресс-формах нерационально сформирована литниковая система с протяженными каналами, что приводит к непропрессовкам и наличию воздушных включений в запрессованном эластомере и повышенному его расходу.
Указанные недостатки не позволяют получить требуемое качество изготовления статора.
Низкое качество изготовления статора недопустимо для одновинтовых насосов, работающих в тяжелых условиях нагружения и в агрессивных средах.
Таким образом, для качественного изготовления статора одновинтовых насосов в пресс-форму должны быть внесены существенные конструктивные изменения.
Технической задачей данного изобретения является создание надежно работающей, компактной конструкции пресс-формы, обеспечивающей высокое качество изготовления статора одновинтового насоса.
Технический результат достигается тем, что в пресс-форме для изготовления статора одновинтового насоса, состоящего из металлического остова и запрессованного в него эластомера с внутренней винтовой поверхностью, содержащей установленную на плоское основание матрицу с кольцевой загрузочной камерой и формующим блоком, пуансон, литниковую систему, знак, формирующий внутреннюю винтовую поверхность эластомера статора, и выталкиватель готового изделия, формующий блок матрицы выполнен в виде вертикально расположенной цилиндрической камеры, внутренний диаметр которой равен наружному диаметру остова статора, и снабжен нижним и верхним формообразующими кольцами, скрепляемыми с торцами знака и остова статора, при этом каналы литниковой системы, сообщающие камеру формующего блока с загрузочной камерой, образованы в верхнем формообразующем кольце, а выталкиватель готового изделия плотно контактирует с торцом нижнего формообразующего кольца и расположен в отверстии, выполненном в дне камеры формующего блока, причем хвостовик выталкивателя проходит через выполненное в плоском основании отверстие, меньшего диаметра, чем отверстие в дне камеры формующего блока.
Пресс-форма для изготовления статора одновинтового насоса снабжена также разрезным пружинным кольцом, устанавливаемым на дно загрузочной камеры после помещения в нее эластомера.
Выполнение формующего блока матрицы пресс-формы в виде вертикально расположенной цилиндрической камеры, внутренний диаметр которой равен наружному диаметру остова статора, позволяет реализовать оптимальную схему запрессовки эластомера в полость между остовом и знаком.
Снабжение формующего блока нижним и верхним формообразующими кольцами, скрепляемыми с торцами знака и остова статора, позволяет качественно сформировать торцовые поверхности эластомера в процессе его запрессовки и последующей вулканизации.
Расположение каналов литниковой системы, сообщающих камеру формующего блока с загрузочной камерой, в верхнем формообразующем кольце позволяет рационально сформировать литниковую систему с каналами, минимальной протяженности.
Выполнение выталкивателя готового изделия в отверстии, выполненном в дне камеры формующего блока, при обеспечении с плотного контакта с торцом нижнего формообразующего кольца, позволяет наиболее просто осуществить извлечение статора после запрессовки эластомера из пресс-формы.
Разрезное пружинное кольцо, устанавливаемое на дно загрузочной камеры после помещения в нее эластомера, позволяет перекрыть зазор гарантированной величины между наружной поверхностью пуансона и внутренней стенкой кольцевой загрузочной камеры, что исключает при запрессовке возможность выхода эластомера из загрузочной камеры по зазору наружу, и тем самым снижает расход эластомера и повышает надежность работы пресс-формы.
Совокупность существенных признаков предлагаемой пресс-формы является новой и позволяет повысить качество изготовления статора одновинтового насоса.
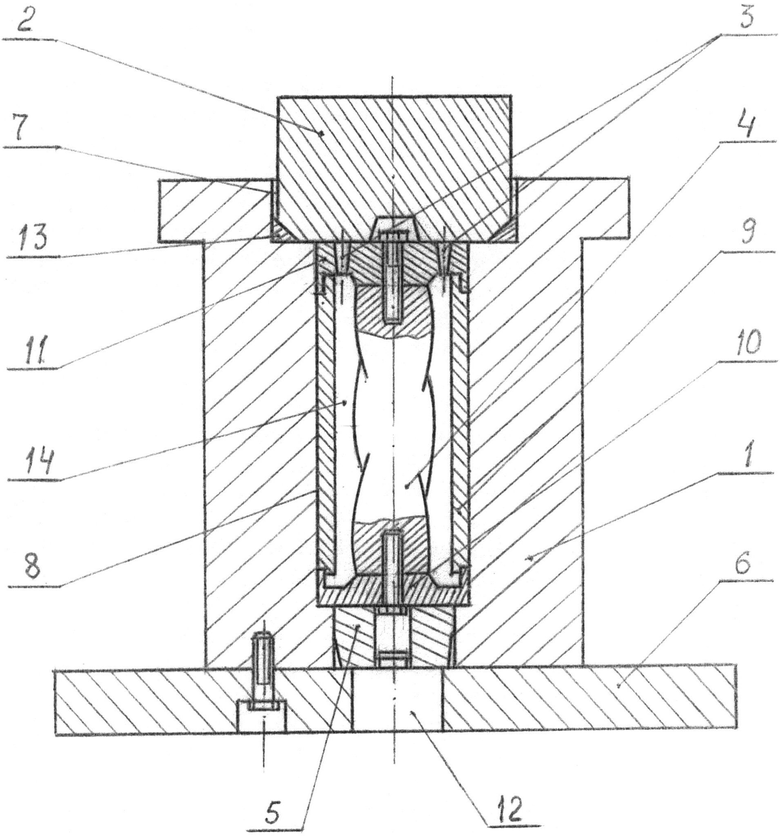
На чертеже приведена компоновочная схема пресс-формы для изготовления статора одновинтового насоса.
Пресс-форма для изготовления статора одновинтового насоса включает матрицу 1, пуансон 2, литниковую систему с каналами 3, знак 4, формирующий внутреннюю винтовую поверхность эластомера статора, и выталкиватель 5 готового изделия.
Матрица 1 установлена на плоское основание 6, содержит кольцевую загрузочную камеру 7 и формующий блок, выполненный в виде вертикально расположенной цилиндрической камеры 8, внутренний диаметр которой равен наружному диаметру остова 9 статора.
Формующий блок снабжен нижним формообразующим кольцом 10 и верхним формообразующим кольцом 11, скрепляемыми с торцами знака 4 и остова 9.
Каналы 3 литниковой системы, сообщающие камеру 8 с загрузочной камерой 7, выполнены в верхнем формообразующем кольце 11.
В дне камеры 8 выполнено отверстие, в котором расположен выталкиватель 5 готового изделия, плотно контактирующий с торцом нижнего формообразующего кольца 10.
Хвостовик 12 выталкивателя 5 проходит через выполненное в плоском основании 6 отверстие, меньшего диаметра, чем отверстие в дне камеры 8 формующего блока.
Пресс-форма снабжена разрезным пружинным кольцом 13, устанавливаемым на дно загрузочной камеры 7 после помещения в нее эластомера.
Подготовка пресс-формы к работе осуществляется следующим образом.
В камеру 8 помещают металлический остов 9 статора в сборе с металлическими нижним формообразующим кольцом 10 и верхним формообразующим кольцом 11, скрепленными с торцами металлического знака 4.
Помещают навеску эластомера в загрузочную камеру 7, на поверхность эластомера устанавливают разрезное пружинное кольцо 13 и опускают пуансон 2 в загрузочную камеру 7.
При работе пресс-формы нагревают матрицу 1 и производят запрессовку эластомера через каналы 3 в полость 14 между остовом 9 и знаком 4.
Запрессовку эластомера производят при перемещении пуансона 2, установленного в заполненную эластомером загрузочную камеру 7.
После заполнения эластомером полости 14 между остовом 9 и знаком 4 производят вулканизацию эластомера под действием температуры и давления.
После чего, охлаждают эластомер, сбрасывают давление, разбирают пресс-форму и при помощи выталкивателя 5 извлекают из нее остов 9 со знаком 4.
Помещают остов 9 в специальное приспособление, в котором выдавливают знак 4, придавая ему вращательно-поступательное движение под действием осевого усилия.
Затем производят определение геометрических параметров статора.
На предприятии в предлагаемой пресс-форме изготавливаются высококачественные статоры одновинтовых насосов, используемых для перекачки агрессивных сред.
Пресс-форма проста и надежна в эксплуатации.
Практическое применение изобретения подтвердило высокую работоспособность пресс-формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА ОДНОВИНТОВОГО НАСОСА | 2012 |
|
RU2498890C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА ОДНОВИНТОВОГО НАСОСА | 2012 |
|
RU2500513C1 |
| СТАТОР ОДНОВИНТОВОГО НАСОСА | 2012 |
|
RU2516094C2 |
| МНОГОМЕСТНАЯ ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2021 |
|
RU2779342C1 |
| ФОРМИРУЮЩИЙ БЛОК ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ ПОДВИЖНОГО СОЕДИНЕНИЯ | 2013 |
|
RU2554627C1 |
| СПОСОБ ОБСЛУЖИВАНИЯ ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2537606C1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА | 1993 |
|
RU2085379C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2467876C1 |
| НАБОРНАЯ ПРЕСС-ФОРМА | 2016 |
|
RU2639162C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2012 |
|
RU2517508C1 |
Изобретение относится к области машиностроения и может быть использовано при изготовлении одновинтовых насосов. Пресс-форма для изготовления статора одновинтового насоса состоит из металлического остова и запрессованного в него эластомера с внутренней винтовой поверхностью, а также включает установленную на плоское основание матрицу с кольцевой загрузочной камерой и формующим блоком, пуансон, литниковую систему, знак, формирующий внутреннюю винтовую поверхность эластомера статора, и выталкиватель готового изделия. Формующий блок матрицы выполнен в виде вертикально расположенной цилиндрической камеры, внутренний диаметр которой равен наружному диаметру остова статора, и снабжен нижним и верхним формообразующими кольцами, скрепляемыми с торцами знака и остова статора. Каналы литниковой системы, сообщающие камеру формующего блока с загрузочной камерой, образованы в верхнем формообразующем кольце. Выталкиватель готового изделия плотно контактирует с торцом нижнего формообразующего кольца и расположен в отверстии, выполненном в дне камеры формующего блока. В пресс-форме изготавливаются высококачественные статоры одновинтовых насосов, используемых для перекачки агрессивных сред. Технический результат, обеспечиваемый при использовании пресс-формы, простота и надежность в эксплуатации, которые обеспечивают высокую работоспособность. 1 з.п. ф-лы, 1 ил.
1. Пресс-форма для изготовления статора одновинтового насоса, состоящего из металлического остова и запрессованного в него эластомера с внутренней винтовой поверхностью, содержащая установленную на плоское основание матрицу с кольцевой загрузочной камерой и формующим блоком, пуансон, литниковую систему, знак, формирующий внутреннюю винтовую поверхность эластомера статора, и выталкиватель готового изделия, отличающаяся тем, что формующий блок матрицы выполнен в виде вертикально расположенной цилиндрической камеры, внутренний диаметр которой равен наружному диаметру остова статора, и снабжен нижним и верхним формообразующими кольцами, скрепляемыми с торцами знака и остова статора, при этом каналы литниковой системы, сообщающие камеру формующего блока с загрузочной камерой, образованы в верхнем формообразующем кольце, а выталкиватель готового изделия плотно контактирует с торцом нижнего формообразующего кольца и расположен в отверстии, выполненном в дне камеры формующего блока, причем хвостовик выталкивателя проходит через выполненное в плоском основании отверстие меньшего диаметра, чем отверстие в дне камеры формующего блока.
2. Пресс-форма для изготовления статора одновинтового насоса по п.1, отличающаяся тем, что она снабжена разрезным пружинным кольцом, устанавливаемым на дно загрузочной камеры после помещения в нее эластомера.
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА ОДНОВИНТОВОГО НАСОСА | 2006 |
|
RU2325557C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА ОДНОВИНТОВОГО НАСОСА | 2002 |
|
RU2215188C1 |
| US 20070103011 A1, 10.05.2007 | |||
| Башенный кран | 1985 |
|
SU1273330A1 |
| RU 2073094 C1, 10.02.1997. | |||

