Изобретение относится к области обработки металлов резанием и может быть использовано для прогнозирования - контроля износостойкости твердосплавных режущих инструментов при их изготовлении, использовании или сертификации.
Известен способ определения износостойкости твердых сплавов, заключающийся в том, что испытуемый материал помещают в переменное магнитное поле с напряженностью порядка 5 эрстед, измеряют магнитную проницаемость материала и по градировочному графику «магнитная проницаемость - стойкость», построенному для эталонного образца, определяют величину износостойкости материала [SU АС 268720, МПК G01N 3/58, БИ 1970, №14].
Одним из недостатков известного способа является то, что при измерении не учитывается влияние массы и размагничивающего фактора изделий, имеющих часто различные формы и габаритные размеры, на величину магнитной проницаемости, что приводит к снижению точности измерений. Кроме того, эксплуатационная характеристика - износостойкость, контролируется данным способом посредством оценки физического состояния с помощью относительной магнитной проницаемости только в одной из компонент твердого сплава - кобальтовой связке. Это происходит потому, что карбид вольфрама - парамагнетик и вклад его от намагниченности в общую относительную магнитную проницаемость небольшой. Поэтому с помощью данного способа производится, по существу, оценка относительной магнитной проницаемости кобальта, его количество и деформационное состояние. При этом совершенно не учитываются другие свойства поверхности и объема твердого сплава, в том числе когезионное и адгезионное состояние на границах фаз и в объеме компонентов твердого сплава и т.д. Вследствие рассмотренных причин этот способ отличается низкой точностью при оценке износостойкости твердых сплавов.
Известен способ контроля режущих свойств партии твердосплавных инструментов, согласно которому сначала воздействуют на каждый инструмент (твердосплавную пластину) из партии, регистрируют параметр контроля, затем выборочно подвергают механическому износу несколько инструментов из партии и определяют режущие свойства инструментов всей партии. Воздействие на каждый инструмент осуществляют путем равномерно распределенного импульсного нагрева, регистрируют хронологическую термограмму, в качестве параметра контроля определяют коэффициент температуропроводности каждого инструмента, по результатам выборочного механизма износа в зависимости от коэффициента температуропроводности, а режущие свойства инструментов всей партии определяют, используя полученную зависимость [SU АС 1651155, МПК G0IN 3/58, БИ 1991, №19]. Выбранным исходным параметром в данном способе является величина температуропроводности. Основным недостатком данного способа является то, что очень трудно, более или менее точно, определить скорость распространения тепла в материалах, в которых носителями тепла являются свободные электроны. Твердые сплавы являются такими материалами, и теплопередача у них обеспечивается за счет движения электронов. Температуропроводность всех твердых сплавов отличается на незначительную величину. Поэтому очень сложно определить флуктуации (изменяющие износостойкость) температуропроводности для одной конкретной марки твердого сплава (они практически незаметны). Последнее сопряжено с большими техническими трудностями. Должное обеспечение в этой ситуации операций контроля точными - воздействующими, регистрирующими и вспомогательными приборами и устройствами, гарантирующими необходимую точность повлечет, за собой значительное повышение себестоимости контрольных операций. Вследствие этого данный способ контроля является малоперспективным для использования, как в лабораторных, так и в производственных условиях.
Известен способ прогнозирования износостойкости режущего инструмента, выбранный в качестве прототипа и заключающийся в следующем. Проводят эталонные испытания режущих инструментов при оптимальной или близкой к ней скорости резания, проводят испытания на изменение величины исходного параметра от свойств поверхностной полиоксидной структуры твердого сплава, сформированной в процессе его нагревания, строят эталонную корреляционную зависимость "исходный параметр - износостойкость", выполняют статистический контроль только величины исходного параметра для текущей партии твердосплавных режущих инструментов. После этого прогнозируют износостойкость для текущей партии инструментов на основании зависимости:

где Т(текущее), мин - износостойкость в минутах - среднее прогнозируемое время безаварийной работы твердосплавных режущих инструментов, подвергающихся испытаниям, из текущей партии образцов;
Т(эталонное), мин - средняя износостойкость в минутах для твердосплавных режущих инструментов из эталонной партии твердосплавной продукции;
Т(эталонное), пс - средняя величина выбранного исходного параметра, полученная при измерении характеристики поверхностной полиоксидной структуры у твердосплавных режущих инструментов из эталонной партии твердосплавной продукции;
τ (текущее), пс - средняя величина выбранного исходного параметра, полученная при измерении характеристики поверхностной полиоксидной структуры у твердосплавных режущих инструментов из текущей - контролируемой партии. В качестве исходного параметра при этом используют величину времени жизни позитронов, внедренных в поверхность и приповерхностные слои твердых сплавов, и производят оценку электронной плотности их структуры. По величине электронной плотности прогнозируют износостойкость изготовленных режущих инструментов [SU АС 2251095, МПК G01N 3/58, БИ 2005, №12]. Основным недостатком данного способа является высокая организационная сложность в его осуществлении. Для реализации этого способа необходим радиоактивный источник. В соответствии с нормами для его обслуживания существуют высокие требования. Необходимо иметь специальное помещение для его хранения. Измерение соответствующих параметров и обработку полученных результатов может производить только специально подготовленный и обученный персонал. С помощью данного способа производится оценка структуры на атомном уровне, и не всегда сопоставление данных результатов с результатами, получаемыми по износостойкости, приводит к точному прогнозу. Данный способ позволяет производить разбраковку - прогнозировать износостойкость твердых сплавов, близких по виду и степени дефектности структуры. Сравнение структур, сильно различающихся по виду и степени дефектности, дает достаточно заметные погрешности в прогнозе износостойкости твердосплавных режущих инструментов. Вследствие этого данный способ прогнозирования износостойкости не совсем точно характеризует эксплуатационные свойства, предопределяемые степенью дефектности структуры, что в итоге снижает степень тесноты корреляционной связи между исходным параметром и износостойкостью режущих инструментов. Тем не менее, данный способ контроля информативно отражает эксплуатационное состояние поверхностной структуры инструментального материала, что важно для установления связи между данной характеристикой и адгезионным износом, в большой степени зависящим от вида и степени дефектности поверхностного слоя, и мы выбираем его в качестве прототипа.
Задачей предлагаемого способа прогнозирования износостойкости твердосплавных вольфрам-кобальтовых (группа К) режущих инструментов является повышение точности и снижение трудоемкости при прогнозировании износостойкости твердосплавных режущих инструментов. Прогнозирование основано на тесной корреляционной зависимости между износостойкостью и концентрацией водорода, содержащегося в структуре твердого сплава. С уменьшением концентрации водорода в структуре твердых сплавов группы применяемости K износостойкость изготовленных из этих твердых сплавов режущих инструментов, при резании сталей и сплавов вызывающих интенсивный адгезионный износ, возрастает.
Поставленная задача при прогнозировании износостойкости твердосплавных режущих инструментов группы применяемости K в предлагаемом способе решается путем использования выбранного исходного параметра и включает: проведение испытания на изменение величины исходного параметра от свойств внутренней структуры, сформированной в процессе изготовления твердосплавного режущего материала, проведение эталонных испытаний режущих инструментов на износостойкость в процессе резания материалов, вызывающих интенсивный адгезионный износ при оптимальной или близкой к ней скорости резания, построение эталонной корреляционной зависимости «исходный параметр - износостойкость», статистический контроль только величины исходного параметра у текущей партии твердосплавных режущих инструментов, прогнозирование износостойкости для текущей партии твердосплавных инструментов на основании зависимости:

где aЭ и bЭ - постоянные коэффициенты:
из них:
Тпт - текущая износостойкость в минутах для твердосплавных режущих инструментов, подвергшихся испытаниям, из прогнозируемой текущей партии твердосплавной продукции;
ωпт - текущее значение выбранного исходного параметра, полученное при контроле внутренней структуры твердосплавных сменных режущих пластин из текущей - контролируемой партии твердосплавной продукции;
Тэ1 и Тэ2 - износостойкость в минутах для двух независимых выборок сменных твердосплавных режущих инструментов (пластин) из эталонной (предыдущей) партии твердосплавной продукции;
ωэ1 и ωэ2 - средние значения величин выбранного исходного параметра, полученные при контроле внутренней структуры для двух выборок образцов твердосплавных режущих инструментов (пластин) из эталонной (предыдущей) партии продукции, отличающемся тем, что с целью повышения точности прогнозирования износостойкости в качестве исходного параметра используют величину концентрации водорода, содержащегося во внутренней структуре твердого сплава, с уменьшением которой износостойкость твердосплавных режущих инструментов группы применяемости K возрастает.
Внутренняя структура твердосплавного режущего инструмента группы применяемости K, формирующаяся в процессе изготовления твердого сплава, оказывает большое влияние на его износостойкость. Одной из важнейших характеристик внутренней структуры, определяющей важнейшие физико-механические и эксплуатационные свойства твердосплавных режущих инструментов данной группы, является ее способность взаимодействовать с кислородом. Кислород может оказывать благоприятное влияние как на формирование самой структуры твердого сплава, так и на процессы, развивающиеся затем в зонах взаимодействия инструментального и обрабатываемого материалов в процессе эксплуатации режущего инструмента. Накопление кислорода во внутренней структуре твердых сплавов может происходить на различных стадиях изготовления как самого твердого сплава, так и отдельных его компонентов. На поверхности порошковых частиц - исходных компонентов твердых сплавов: карбида вольфрама и кобальта, в процессе их изготовления формируются тонкие оксидные пленки, которые затем, на этапе спекания, являются экраном против проникновения во внутреннюю структуру указанных компонентов других элементов и, в частности, водорода. Вместе с тем основные операции, связанные с изготовлением непосредственно твердых сплавов (например, спекание) и их компонентов, происходят в водородосодержащей среде, и, соответственно, влияние водорода на формирование структуры композита в целом является существенным.
Спекание твердых сплавов производится при достаточно высоких температурах. Водород, с одной стороны, через систему различных пор, проникая в глубинные области твердых сплавов группы применяемости К, растворяет и удаляет примесную кислородосодержащюю среду в виде водяных паров, а с другой стороны, участвует в образовании твердых растворов, карбогидридных, оксикарбогидридных, карбонитрогидридных и иных соединений. И удаление кислородосодержащей среды водородом из композита, и аккумулирование водорода в структуре в виде образования различных гидридных соединений снижает эксплуатационные характеристики твердосплавных режущих инструментов группы применяемости К при обработке ими материалов, вызывающих интенсивный адгезионный износ. Снижение эксплуатационных характеристик твердосплавных группы применяемости К режущих инструментов происходит, с одной стороны, вследствие того, что образующиеся гидридные соединения, вследствие высокой электропроводности и, соответственно, низкой диэлектрической проницаемости, в отличие от оксидных соединений не обеспечивают существенного снижения межмолекулярного взаимодействия в зонах контакта инструментального и обрабатываемого материалов. С другой стороны, образующиеся в структуре твердых сплавов группы применяемости К сложные гидридные соединения на основе карбида вольфрама не обладают слоистой структурой, имеющей множество атомных плоскостей с незначительным усилием взаимного сдвига, как, например, оксиды, и поэтому не выполняют в зонах контакта инструментального и обрабатываемого материалов роли твердых смазок. С одной стороны, кислород и кислородосодержащая среда в процессе эксплуатации твердосплавных режущих инструментов диффундируют в зоны контакты и совместно с кислородом окружающей газовой среды участвуют в формировании диссипативных структур, предохраняющих рабочие грани от износа. С другой стороны, аккумулированный твердосплавной структурой водород в виде различных гидридных соединений снижает активность окислительной среды и препятствует образованию диссипативных структур. Из представленного следует, что эксплуатационные характеристики твердосплавных режущих инструментов группы применяемости К при обработке ими материалов, вызывающих интенсивный адгезионный износ, будут увеличиваться с уменьшением в структуре твердого сплава водорода или его соединений. В общем степень аккумуляции водорода твердыми сплавами группы применяемости К является относительно низкой. Химически чистый карбид вольфрама - основной наполнитель композита, фактически не образует гидридов. То же самое относится к кобальтовой матрице композита. Химически чистый кобальт не образует гидридов. Вместе с тем при определенном составе и состоянии структуры компонентов насыщенность твердых сплавов водородом существенно возрастает. Большое влияние на процессы гидрирования структуры твердых сплавов оказывают примеси. Причем одни примеси способствуют процессу насыщения твердых сплавов водородом. Другие примеси препятствуют процессу насыщения твердых сплавов водородом. Примеси, способствующие процессу насыщения твердых сплавов водородом, участвуют в образовании активных центров на поверхности компонентов композита и в восстановлении функционирования центров, утративших активность. Активные центры, как известно, обеспечивают процесс разложения молекул водорода и подготавливают акт диффузии атомов водорода в глубинные слои структуры. Примеси, препятствующие процессу насыщения твердых сплавов водородом, дезактивируют активные центры на поверхности составляющих компонентов, ограничивают процесс разложения молекул водорода, снижают поступление водорода в глубинную структуру твердого сплава и исключают образование твердых растворов и гидридов.
Для образования в структуре твердых сплавов гидридов вольфрама или гидридов кобальта в поверхностных оксидных структурах (пленках) порошковых частиц карбида вольфрама и кобальта должны быть свободные энергетические уровни - донорные или акцепторные. Они призваны формировать активные центры, ответственные за процесс атомизации адсорбируемых молекул водорода и протекание реакций гидрирования. В химически чистых (без примесей) оксиде вольфрама, карбиде вольфрама, оксиде кобальта, кобальте свободных электронных уровней нет, вследствие высокой прочности связей металл - кислород, металл - углерод или металл - металл, характерных для оксидов, карбида вольфрама или кобальта.
Свободные электронные уровни у оксида вольфрама (у тонкой оксидной поверхностной пленки, расположенной на отдельной частице - порошинке карбида вольфрама) могут создаваться соответствующими примесями. Наличие таких примесей, создающих в составе рассматриваемого компонента донорные энергетические уровни, может способствовать образованию в карбидной структуре твердых растворов водорода или гидридов. Наиболее вероятными примесями, способствующими процессу аккумуляции водорода в карбидной среде, являются: натрий, магний, алюминий, кальций, железо, никель, медь, цинк, молибден, кадмий. С уменьшением в составе указанного компонента композитного материала примесей-катализаторов, способствующих протеканию реакций гидрирования, вероятность аккумулирования водорода структурой твердого сплава снижается.
Свободные электронные уровни у оксида кобальта (у тонкой оксидной поверхностной пленки, расположенной на отдельной частице - порошинке кобальта) могут создаваться другими соответствующими примесями. Наличие таких примесей, создающих в составе рассматриваемого компонента донорные энергетические уровни, может исключить образование в кобальтовой структуре композита твердых растворов и гидридов. Наиболее вероятными примесями, препятствующими процессу аккумуляции водорода в кобальте, являются кислород, кремний, фосфор, сера, мышьяк, сурьма, висмут, олово, свинец. С увеличением в составе указанных компонентов композитного материала примесей-катализаторов, способствующих нейтрализации реакций гидрирования вероятность, аккумулирования водорода структурой твердого сплава снижается.
В поверхностной оксидной структуре карбида вольфрама могут быть и акцепторные энергетические уровни, образуемые соответствующими примесями и нейтрализующие активные центры гидрирования. Наиболее вероятными примесями, препятствующими процессу аккумуляции водорода в карбиде вольфрама, являются азот, фосфор, мышьяк, сурьма, висмут, кислород, сера, кремний, олово, свинец. С увеличением в составе поверхностных оксидных пленок и карбиде вольфрама твердого сплава примесей-катализаторов, способствующих нейтрализации реакции гидрирования, вероятность аккумулирования водорода структурой композита снижается.
В поверхностной оксидной структуре кобальта могут быть и акцепторные энергетические уровни, образуемые также соответствующими примесями и образующие активные центры гидрирования. Наиболее вероятными примесями, способствующими процессу аккумуляции водорода в оксиде кобальта, являются натрий, калий, магний, алюминий, марганец, железо, никель, медь, цинк, кадмий. С уменьшением в составе поверхностных оксидных пленок и кобальта твердого сплава примесей-катализаторов, способствующих протеканию реакции гидрирования, вероятность аккумулирования водорода структурой композита снижается.
Из представленного следует, что одни и те же примеси-катализаторы, содержащиеся в разнотипной среде (оксид вольфрама - полупроводник n-типа, а оксид кобальта - полупроводник p-типа) могут как способствовать, так и препятствовать процессам гидрирования и аккумуляции водорода в структуре твердого сплава группы применяемости К.
Таким образом, снижение концентрации донорных примесей и повышение акцепторных в оксиде вольфрама и повышение концентрации донорных и снижение акцепторных примесей в оксиде кобальта снижает электронную плотность в локальных позициях рассматриваемых компонентов структур и исключает условия для атомизации молекул водорода и его диффузии в глубинные области зерен карбида вольфрама и кобальта. Данное обстоятельство препятствует образованию твердых растворов и гидридных соединений в рассматриваемых компонентах, уменьшает количество негативных факторов, влияющих на структуру и вызывающих разрушение режущего клина при эксплуатации твердосплавных режущих инструментов группы применяемости К при обработке ими материалов, вызывающих интенсивный адгезионный износ. Вместе с тем некоторое количество молекул водорода подвергается атомизации и проникает в структуру твердых сплавов. Последующий процесс диффузии водорода в глубинные слои осуществляется за счет перескоков по вакантным междоузлиям (тетраэдрическим или октаэдрическим порам), преодолевая потенциальный барьер или вследствие туннелирования через силовое электрическое поле кристаллической решетки. В первом случае термическая активация необходима для того, чтобы привести энергетические уровни по обе стороны барьера к одной величине. Причем с одной стороны энергетического уровня электронные состояния должны быть полностью заполнены, а с другой - свободны. Во втором случае для преодоления потенциального барьера требуется достаточно высокая энергия активации. Этот вариант диффузии будет реализовываться при возможно более высоких температурах. Таким образом, чтобы ограничить проникновение водорода в глубинную структуру твердого сплава группы применяемости К и снизить вероятность образования гидридных соединений, процесс их спекания следует проводить при минимальных температурах несмотря на потери в производительности. Вместе с тем спекание твердых сплавов даже при относительно низких температурах сопровождается насыщением их структуры водородом. Скорость химических реакций гидрирования при заданной температуре спекания определяется скоростью образования или разрушения активных центров на поверхности карбида вольфрама или кобальта. Ответственными за процесс насыщения структуры твердых сплавов группы применяемости К водородом, с той или иной скоростью, являются различные примеси. В состав твердых сплавов входят примеси, как активирующие процесс гидрирования, так и препятствующие этим реакциям.
К примесям-катализаторам, активирующим процесс взаимодействия водорода с карбидом вольфрама, относятся литий, натрий, калий, бериллий, магний, кальций. К примесям-ингибиторам, препятствующими процессу взаимодействия водорода с карбидом вольфрама, относятся азот, фосфор, мышьяк, сурьма, кислород, сера, селен, теллур. Данные элементы, даже в микроскопических количествах, могут оказывать как положительное, так и отрицательное влияние на процесс аккумуляции структурой твердого сплава водорода. Итоговое влияние катализаторов и ингибиторов реакций гидрирования карбида вольфрама определяется силой или слабостью создаваемых ими активных центров, составом и концентрацией тех или иных примесей. Эффективность катализирующих или ингибирующих примесей зависит от специфичности и селективности их действия. С ростом чистоты водорода как защитной атмосферы, в которой производится спекание, способность и катализаторов, и ингибиторов ускорять или блокировать только одну реакцию или группу однотипных реакций и не влиять на скорость других реакций повышается. При росте чистоты защитной атмосферы возрастает также способность катализаторов и ингибиторов ускорять или замедлять одну из возможных при данных условиях однотипных реакций. В этом случае, кроме процессов гидрирования, другие процессы, например окисление, азотирование и т.д., будут ограничены или исключены, а специфичность положительного или отрицательного катализа будет достаточно высокой. Результатом преобладания примесей-катализаторов в составе карбида вольфрама будет снижение энергии гидрирования и накопления водорода в структуре. В случае большей концентрации примесей-ингибиторов энергия активации образования гидридов будет возрастать, а масса накапливаемого структурой водорода снижаться.
Активность примесей-катализаторов может снижаться вследствие адсорбции на их поверхности примесей-ингибиторов или в результате химического взаимодействия обоих типов примесей и образования в итоге нейтральных соединений. Возможное повышение скорости гидрирования карбида вольфрама происходит в результате гетерогенных реакций, отличающихся тем, что в реакции участвуют компоненты, находящиеся в различных фазах. Реагирующие компоненты находятся в газообразной и твердой фазе, а катализатор (примеси) в твердой фазе. Гетерогенные каталитические реакции, связанные с гидрированием, происходят на поверхностях раздела фаз - газообразных и твердых, образуемых реагирующими компонентами. При этом в катализе принимают участие только те примеси, которые находятся на поверхности или размещаются в открытых и закрытых порах поверхностного ландшафта карбидного зерна.
Весь механизм гетерогенно-каталитического процесса гидрирования включает диффузию водорода к поверхности карбидного зерна, адсорбцию водорода на поверхности карбидного зерна с образованием промежуточного соединения, активацию промежуточного соединения с участием катализаторов и ингибиторов, распад активированного комплекса с образованием адсорбированных продуктов реакции, десорбцию продуктов реакции с поверхности катализатора, диффузию продуктов реакции в октаэдрические или тетраэдрические позиции кристаллической решетки карбида вольфрама, формирование твердых растворов или гидридов. В стабилизации формируемой низкоустойчивой карбогидридной структуры принимают участие так называемые примеси стабилизаторы. К ним относятся, например, примеси алюминия и меди. С ростом концентрации этих примесей, образующиеся гидриды приобретают более высокую стабильность, и, наоборот, при удалении этих примесей стабильность образующихся гидридов снижается. Специфической особенностью гетерокаталитических процессов при спекании твердых сплавов является способность примесных катализаторов к промотированию и отравлению. Промотирование - увеличение активности катализатора в присутствии веществ, которые сами не являются катализаторами процесса гидрирования. Даже незначительное содержание в карбиде вольфрама примеси-промотора может привести к резкому возрастанию активности примеси-катализатора. Наиболее вероятными промоторами катализа процесса гидрирования могут быть, например, магний и кальций. Так как указанные элементы в составе вольфрама встречаются достаточно редко, то процесс промотирования катализаторов становится маловероятным. Можно предполагать, что процесс гидрирования происходит только при участии примесей-ингибиторов. Более того, некоторые примеси, не оказывающие влияние на процесс активизации примесей-катализаторов, могут в свою очередь промотировать на этапе спекания действия примесей ингибиторов, препятствующих насыщению карбида вольфрама водородом. Кроме примесей-промоторов в составе карбидного зерна могут быть также примеси-яды, препятствующие процессу катализа при образовании в процессе спекания гидридов. Каталитические яды, входящие в состав карбидных зерен, резко снижают активность катализаторов. Присутствие в карбидном зерне соединений кислорода или серы вызывает резкое снижение активности щелочных и щелочноземельных катализаторов. Вследствие этого скорость насыщения карбида вольфрама водородом резко снижается. Вместе с тем скорость адсорбции водорода карбидной поверхностью может оставаться достаточно высокой. Данное обстоятельство подтверждает тот факт, что каталитически активной является не вся поверхность насыщаемого водородом объекта, а только ее дефектная часть, располагающаяся вблизи примесей-катализаторов, оказавшихся на поверхности или вблизи поверхности карбидного зерна. Причем активный ландшафт карбидного зерна представляет собой совокупность определенного числа только тех адсорбционных центров, расположенных на его поверхности, геометрические параметры которых находятся в соответствии со строением молекулы, претерпевающей превращение (распадающейся на атомы). Активность примесей-катализаторов и примесей-ингибиторов определяет в конечном случае способность карбидных зерен запасать в своей структуре водород. Если активность примесей-катализаторов или примесей-ингибиторов высокая, то даже незначительные их концентрации могут оказывать большое влияние на протекание процессов гидрирования карбида вольфрама. Вследствие этого важной при получении порошков вольфрама для твердых сплавов является задача удалить из структуры порошкового вольфрама примеси-катализаторы и оставить примеси-ингибиторы. Примеси-катализаторы, способствующие процессу гидрирования, могут быть дезактивированы газообразными элементами, испаряющимися из шихты при высоких температурах спекания или путем проведения процесса спекания в специальной газовой среде. Дезактивирующая газовая среда может в заданном количестве входить в состав защитной водородной атмосферы. В данном случае элементы - дезактиваторы (яды) будут находиться в газообразном состоянии. К эффективным дезактивирующим газовым элементам прежде всего необходимо отнести различные азотистые соединения. Процесс катализа также может осуществляться за счет побочных продуктов гидролиза в результате автокатализа. Так, например, образующиеся гидриды некоторых примесей успешно осуществляют катализ или являются промоторами каталитических реакций. В связи с этим важным является удаление из порошка вольфрама, на этапе его очистки, примесей, которые, затем, в результате гидрирования становятся катализаторами. Активность поверхности карбидных зерен с примесями-катализаторами и с примесями-ингибиторами зависит, кроме того, и от состояния поверхности. В свою очередь поверхность микрорельефа формируется на этапе приготовления карбидных порошков. Отсюда следует, что для получения качественной продукции необходимо исключить нарушение тесной связи между всеми этапами изготовления как отдельных компонентов, так и композиции в целом.
К примесям-катализаторам, активирующим процесс взаимодействия водорода с кобальтовой связкой, относятся натрий, калий, магний, алюминий, марганец, железо, никель, медь, цинк, кадмий. К примесям-ингибиторам, препятствующим процессу взаимодействия водорода с оксидом кобальта, относятся кислород, кремний, фосфор, сера, мышьяк, сурьма, висмут, олово, свинец. Данные элементы также даже в микроскопических количествах могут оказывать как положительное, так и отрицательное влияние на процесс аккумуляции структурой твердого сплава водорода. Итоговое влияние катализаторов и ингибиторов на реакции гидрирования кобальта определяется силой или слабостью создаваемых ими активных центров, составом и концентрацией тех или иных примесей. Эффективность катализирующих или ингибирующих примесей в процессе гидрирования кобальта существенно зависит от специфичности и селективности их действия. С ростом чистоты водорода как защитной атмосферы, в которой производится спекание, способность и катализаторов, и ингибиторов ускорять или блокировать только одну реакцию или группу однотипных реакций и не влиять на скорость других реакций гидрирования повышается. Чем выше степень загрязнения водорода другими газами, тем ниже специфичность и селективность действия катализаторов и ингибиторов в процессе гидрирования кобальта. При росте чистоты защитной атмосферы возрастает способность катализаторов и ингибиторов ускорять или замедлять одну из возможных при данных условиях параллельных реакций. В этом случае, кроме процессов гидрирования, другие процессы, например окисление, азотирование и т.д., будут ограничены или станут невозможными, а специфичность положительного или отрицательного катализа будет высокой. Результатом преобладания примесей-катализаторов в составе кобальта будет снижение энергии гидрирования и накопление водорода в структуре. В случае преобладания примесей-ингибиторов энергия активации образования гидридов будет возрастать, а масса накапливаемого структурой водорода снижаться. Активность примесей-катализаторов в кобальтовой прослойке может снижаться вследствие адсорбции на их поверхности примесей-ингибиторов или в результате химического взаимодействия обоих типов примесей и образования в итоге нейтральных соединений. Возможное повышение скорости гидрирования кобальта происходит в результате гетерогенных реакций, отличающихся тем, что в реакции насыщения кобальта водородом участвуют компоненты, находящиеся в различных фазах. Реагирующие компоненты находятся в газообразной и твердой фазе, а катализатор (примеси) в твердой фазе. Гетерогенные каталитические реакции, связанные с гидрированием кобальта, происходят на поверхностях раздела фаз - газообразных и твердых, образуемых реагирующими компонентами. В катализе принимают участие только те примеси, которые находятся на поверхности в открытых или закрытых порах поверхностного ландшафта кобальта.
Механизм гетерогенно-каталитического процесса гидрирования включает диффузию водорода к поверхности кобальтовой частицы, адсорбцию водорода на поверхности кобальтовой прослойки с образованием промежуточного соединения, активацию образования с участием катализаторов и ингибиторов промежуточного соединения, распад активированного комплекса с образованием продуктов реакции, десорбцию продуктов реакции с поверхности катализатора, диффузию продуктов реакции в октаэдрические или тетраэдрические позиции кристаллической решетки кобальта, формирование твердых растворов или гидридов кобальта. В стабилизации формируемой низкоустойчивой гидридной структуры принимают участие так называемые примеси-стабилизаторы. К ним относятся примеси железа и никеля. С ростом концентрации этих примесей, образующиеся гидридные соединения приобретают более высокую стабильность, и, наоборот, при недостатке этих примесей стабильность образующихся гидридов снижается. Специфической особенностью гетерокаталитических процессов при спекании твердых сплавов является предрасположенность примесных катализаторов к промотированию и отравлению. Промотирование - увеличение активности катализатора в присутствии веществ, которые сами не являются катализаторами процесса гидрирования. Это означает, что даже незначительное содержание в кобальте примеси-промотора может привести к резкому возрастанию активности примеси-катализатора. Наиболее вероятными промоторами процесса катализа гидрирования могут быть натрий и калий. Так как вероятность присутствия данных примесных элементов в составе кобальта достаточно высокая, то процесс промотирования катализаторов является реальным. Вследствие этого можно предполагать, что процесс гидрирования происходит как с участием примесей-катализаторов, так и с участием примесей-ингибиторов. При этом некоторые примеси могут участвовать в процессе промотирования примесей-ингибиторов, препятствующих, при спекании, насыщению кобальта водородом. Кроме примесей-промоторов в составе кобальта могут быть также примеси-яды, препятствующие эффективному функционированию примесей катализаторов при образовании гидридов. Каталитические яды, входящие в состав кобальта, резко снижают активность катализаторов. Присутствие в кобальтовой прослойке соединений кислорода или серы вызывает резкое снижение активности щелочных, щелочноземельных и других катализаторов. Вследствие этого скорость насыщения кобальта водородом резко снижается. Вместе с тем скорость адсорбции водорода кобальтовой поверхностью может оставаться достаточно высокой. Данное обстоятельство также подтверждает тот факт, что каталитически активной является не вся поверхность насыщаемого водородом объекта, а только ее дефектная часть, располагающаяся вблизи примесей-катализаторов, оказавшихся на поверхности или вблизи поверхности кобальтовой компоненты. Причем активный ландшафт кобальтовой прослойки представляет собой совокупность определенного числа только тех адсорбционных центров, расположенных на его поверхности, геометрические параметры которых находятся в соответствии со строением молекулы, претерпевающей превращение (распадающейся на атомы). Активность примесей-катализаторов и примесей-ингибиторов определяет в конечном итоге способность кобальтовой прослойки запасать в своей структуре водород. Если активность примесей-катализаторов и примесей-ингибиторов высокая, то даже незначительные их концентрации могут оказывать большое влияние на протекание процессов гидрирования кобальтовой компоненты. Вследствие этого важным при получении кобальтовых порошков для твердых сплавов является задача удалить из их структуры примеси-катализаторы и оставить примеси-ингибиторы. Примеси-катализаторы, способствующие процессу гидрирования, могут быть дезактивированы газовыми примесными элементами, входящими в состав защитной газовой среды, или элементами, испаряющимися из шихты при высоких температурах спекания. Дезактивирующая газовая среда может в заданном количестве входить в состав защитной водородной атмосферы. В данном случае элементы-дезактиваторы (яды) будут находиться в газообразном состоянии. К эффективным дезактивирующим газовым элементам, прежде всего, необходимо отнести различные сернистые соединения. Процесс катализа также может активироваться, непосредственно, за счет побочных продуктов гидролиза - в результате автокатализа. Так, например, образующиеся на основе некоторых примесных элементов гидриды успешно осуществляют катализ или являются промоторами каталитических реакций. В связи с этим важным является удаление из кобальтового порошка, на этапе его очистки, примесей, которые, затем, после насыщения их водородом становятся катализаторами. Активность поверхности кобальтовой прослойки с примесями-катализаторами и с примесями-ингибиторами зависит, кроме того, и от состояния микрорельефа поверхности. В свою очередь поверхность микрорельефа формируется на этапе приготовления кобальтовых порошков. Отсюда следует, что для получения качественной продукции необходимо исключить нарушение тесной связи между всеми этапами изготовления, как отдельных компонентов, так и композиции в целом.
Большое влияние на процесс образования гидридов в структуре твердых сплавов группы применяемости К оказывает межфазный катализ, действующий на границе карбидной и кобальтовой компонент. В процессе значительной механоактивации компонентов твердых сплавов, на этапах их приготовления, на поверхности данных порошков формируется тонкая оксидная пленка. Поэтому граница фаз фактически представляет контакт двух оксидов - оксида вольфрама, имеющего свойства твердой кислоты, и оксида кобальта, имеющего свойства твердого основания. Вследствие этого на границе возникает разность потенциалов. Образовавшееся электрическое поле снижает энергетический барьер при образовании сложных гидридов, оксигидридов, оксикарбогидридов. Вместе с тем в возможном образовании комплексных гидридов принимают активное участие примеси-катализаторы и примеси-ингибиторы. Причем примеси кобальтовой компоненты могут участвовать в катализе (ингибировании) процессов гидролиза в карбидном зерне, а примеси карбидной компоненты в катализе (ингибировании) процессов гидролиза в кобальтовой прослойке. Результирующее количество водорода в структуре при этом будет определяться балансом процессов способствующих гидрированию и препятствующих гидрированию. При соответствующем значении температур, контактных напряжений и достаточных концентраций определенных примесных элементов на границах фаз, возникает вероятность реализации синергетических явлений при катализе или ингибировании процесса гидрирования. Эффект катализа или ингибирования реакций гидрировании может возрасти при этом в несколько раз.
Таким образом состав твердых сплавов, состояние их структуры, наличие в компонентах тех или иных примесей существенным образом оказывают влияние с одной стороны на износостойкость режущих инструментов группы применяемости К при обработке ими материалов, вызывающих интенсивный адгезионный износ, а с другой, на их способность аккумулировать в своей структуре водород. С уменьшением способности структуры твердого сплава аккумулировать водород, износостойкость твердосплавных режущих инструментов возрастает. С уменьшением водорода в структуре твердого сплава улучшаются их физико-механические характеристики. Снижается трещиностойкость, что является существенно важным при преимущественном действии в зонах контакта режущего инструмента с обрабатываемым материалом адгезионного износа, который сопровождается локальным циклическим воздействием на контактные грани. При снижении в структуре запасенного водорода в зонах контакта с большей вероятностью формируются оксидные и оксикарбидные диссипативные структуры, экранирующие межмолекулярные взаимодействия и являющиеся твердой смазкой.
Существенно важной особенностью предлагаемого способа является то, что в соответствии с его приемами - без дополнительных затрат и технических трудностей представляется возможным проводить более объективную и точную оценку износостойкости - вследствие оперативного анализа и сопоставления текущих контролируемых и эталонных параметров, полученных в широком диапазоне режимов резания и температур резания. На свойства твердосплавных режущих инструментов группы применяемости К большое влияние оказывают износостойкие покрытия. Между содержанием водорода у этих твердых сплавов и их эксплуатационными характеристиками наблюдается устойчивая корреляционная связь. И для данных инструментальных материалов соблюдается правило: с уменьшением аккумулированного в их структуре водорода износостойкость режущих инструментов возрастает. Соответственно, предлагаемый способ прогнозирования для оценки их эксплуатационных характеристик также применим.
Реализация способа осуществляется, последовательно проходя несколько этапов. Сначала твердосплавные режущие инструменты (режущие пластины) подвергают испытанию в процессе резания материалов, вызывающих интенсивный адгезионный износ. После испытаний на износостойкость режущие пластины тщательно очищают, подвергают разрушению, подбирают навеску из полученных кусочков массой примерно от 0,2 до 0,3 г, помещают ее в тигель специального анализатора водорода, включают анализатор, происходит взвешивание навески, тигель с навеской автоматически размещается между электродами, производится расплавление навески, оценивается вес выделяемого при плавлении образца водорода по изменению теплопроводности (электропроводности) несущего газа (аргона), автоматически рассчитывается концентрация водорода в образце из твердого сплава в единицах ppm. Итоговый результат получается автоматически, путем умножения определяемой концентрации на 104.
Определение водорода в структуре твердосплавных режущих пластин группы применяемости К производили с помощью анализатора водорода модели RHEN602 фирмы LECO. Анализатор оснащен системой Windows. Процесс определения водорода в образце производится при его плавлении в автономной электродной печи в среде газа-носителя (аргона). Концентрация водорода - отношение массы выделившегося при расплавлений образца водорода к массе образца (навески), оценивается по регистрации теплопроводности газа-носителя, в атмосфере которого производится плавления образца. Измерение теплопроводности газа-носителя производится в термокондуметрической ячейке. Сначала, графитовый тигель, в котором затем плавится образец-навеска, подвергается дегазации. Дегазация начинается после помещения пустого графитового тигля (без образца) между электродами и включения анализатора. Вследствие этого электроды сближаются, происходит замыкание, и реализуется режим горения - очистки тигля от атмосферных газов. При этом через тигель проходит ток, величиной 800 А, разогревающий его высокой температурой, способствующей высвобождению газов, находящихся на поверхности и в микропорах приповерхностной области графитового тигля. Затем, измеряемый на наличие водорода образец помещается в загрузочное устройство, взвешивается и перемещается через шлюз из загрузочного устройства в дегазированный тигель. После этого на тигель вновь подается высокий ток, разогревающий тигель и образец, высвобождая при этом газы из плавящегося образца. С тем чтобы предотвратить возможное дегазирование тигля во время текущего рабочего анализа, на тигель подается ток, сила которого несколько ниже (600 А) предыдущего тока дегазирования. Процесс плавления образца в тигле производится в среде газа носителя. Прежде чем попасть в дозированном количестве в термокондуметрическую ячейка с пустым тиглем, а после с тиглем и помещенным в него образцом-навеской, газ-носитель проходит тщательную очистку. Сначала, газ из газового баллона через систему трубопроводов проходит через нагретую медь для очистки его от примесей кислорода. Затем газ проходит через специальные химические реагенты для очистки его от СО2 (углекислого газа) и Н2О (влаги). Процесс очистки несущего газа, а затем и несущего газа с выделившимся после расплавления образца водородом осуществляется после режима дегазации и, соответственно, рабочего режима (плавление образца в тигле с рабочим газом носителем). В термокондуметрической ячейке измеряется теплопроводность газа-носителя после режима «дегазация» (без образца) тигля и после плавления образца в тигле. По мере нагревания образца и его плавления (после замыкания электродов) выделяющийся водород и прочий газ попадает в транспортирующий газовый поток и проходит через участок контроля газового потока. Газ вновь проходит через специальные химические реагенты, которые удаляют CO2 и Н2О (влагу). Наконец, газ образца проходит через измерительную систему - термокондуметрическую ячейку, где измеряется теплопроводность несущего газа с выделившимся при плавлении образца водородом. Так как водород имеет очень высокую теплопроводность по сравнению с другими газами, то по изменению теплопроводности несущего газа (в смеси с выделившимся из расплавленного образца водородом) с высокой точностью определяется содержание выделившегося при плавлении навески водорода в несущем газе. Данные по теплопроводности в отдельности газа-носителя и газа-носителя с выделившимся, при плавлении навески, водородом передаются на аналогово-цифровой преобразователь, а затем компьютерный процессор и, наконец, на дисплей компьютера.
Полностью процесс измерения отображается на экране процессорного блока. Обычно время измерения составляет не более 1 мин. Измерение характеризуется высокой воспроизводимостью результатов, т.к. исключает ошибки, связанные с отбором, подготовкой и анализом отдельных проб твердого сплава, характерные для традиционных методов анализа. Концентрация водорода, запасаемого структурой твердого сплава, определяется компьютерной системой анализатора в соответствии с формулой:

Прогнозирование износостойкости твердосплавных режущих инструментов группы применяемости К при обработке ими материалов, вызывающих интенсивный адгезионный износ, заключается в том, что сначала производят стойкостные испытания твердосплавных режущих пластин из двух выборок партии твердосплавной продукции, определяют износостойкость каждой режущей пластины, определяют средние значения износостойкости для режущих пластин для каждой выборки, производят разрушение испытанных на износостойкость режущих пластин, берут навеску мелких кусочков разрушенных твердосплавных пластин, помещают в анализатор, расплавляют навески, определяют концентрацию выделившегося водорода из каждого образца-навески, определяют средние значения выделившегося водорода для образцов-навесок для каждой выборки, строят график зависимости износостойкости от концентрации выделившегося водорода. Затем прогнозирование износостойкости у поставляемой партии твердосплавных режущих пластин группы применяемости К производят без испытания их в процессе резания, а только по наличии у них концентрации аккумулированного водорода в их твердосплавной структуре. С уменьшением водорода в структуре твердосплавных режущих пластин их износостойкость при резании материалов, вызывающих интенсивный адгезионный износ, возрастает.
При этом для прогнозирования износостойкости используют зависимость (1), а также пользуются графиком зависимости «концентрация водорода - износостойкость», полученным ранее при испытании - прогнозировании износостойкости первых (эталонных) партий твердосплавных режущих пластин.
На фиг.1 представлена эталонная зависимость «концентрация водорода - износостойкость», на основании которой производится прогнозирование износостойкости твердосплавных группы применяемости К режущих пластин, при резании ими материалов, вызывающих интенсивный адгезионный износ.
С учетом рассмотренных особенностей взаимодействия твердосплавных инструментальных материалов группы применяемости К с водородом можно констатировать, что на процесс насыщения структуры твердых сплавов водородом оказывают большое количество управляемых факторов, к числу которых относятся, например, основные: состав исходных материалов, предназначенных для получения порошков вольфрама, кобальта, графита, наличие у них тех или иных примесей, технология получения указанных порошков, технология получения карбидов, особенности размола и механоактивации порошков, особенности процесса спекания компонентов твердых сплавов, состав газовой среды, используемой при получении порошков и их спекании. Путем целенаправленного управления и регулирования указанными факторами можно создать условия, при которых внутренняя структура твердых сплавов будет аккумулировать наименьший, из возможных, объем водорода. Такой подход обеспечит формирование наиболее оптимальной структуры твердых сплавов при их изготовлении. При этом с уменьшением в структуре твердых сплавов группы применяемости К водорода их износостойкость, при резании материалов, вызывающих интенсивный адгезионный износ, возрастает.
Пример осуществления способа прогнозирования износостойкости твердосплавных режущих инструментов. Сначала, полученные при выборке две партии (принятые в качестве эталонных) в количестве по 10 штук каждая твердосплавных режущих пластин группы применяемости К марки ВК4 подвергают испытаниям на износостойкость на токарно-винторезном станке модели 163. В качестве обрабатываемого материала использовалась углеродистая сталь 12Х18Н10Т. Скорость резания при испытаниях выбиралась равной - 75 м/мин. Подача и глубина резания были приняты соответственно 0,23 мм/об и 1,5 мм. Резание осуществлялось без охлаждения. За критерий затупления принимался износ режущей пластины по задней поверхности, равный 0,6 мм.
Стойкость для образцов из 10 штук первой эталонной партии составила: 31,60; 31,40; 31,00; 30,05; 30,00; 29,50; 29,00; 28,60; 28,10; 27,70 мин. Среднее значение составило 29,70 мин.
Стойкость для образцов из 10 штук второй эталонной партии составила: 31,00; 30,80; 30,60; 29,75; 29,50; 28,70; 28,60; 28,00; 27,00; 26,50 мин. Среднее значение составило 29,00 мин.
Затем, испытанные твердосплавные пластины после химической очистки в ультразвуковой ванне и сушки подвергались разрушению в специальной ступке, изготовленной из штамповой стали и подвергнутой закалке и отпуску. После этого из мелких кусочков разрушенных режущих пластин подбирались навески массой в диапазоне от 0,2 до 0,3 г и подвергались обследованию на определение аккумулированного в их структуре водорода. Насыщение структуры твердосплавных режущих инструментов группы применяемости К водородом происходило в процессе изготовления отдельных компонентов и последующего спекания композита в целом. Размеры отдельных кусочков разрушенного твердого сплава в навеске могут составлять примерно 0,2-1,0 мм3.
Масса приготовленных образцов (кусочков в навеске), полученных из первой партии испытанных в процессе резания твердосплавных режущих пластин, составила: 0,254; 0,262; 0,264; 0,269; 0,275; 0,281; 0,284; 0,288; 0,292; 0,295.
Масса приготовленных образцов (кусочков в навеске), полученных из второй партии испытанных в процессе резания твердосплавных режущих пластин, составила: 0,261; 0,264; 0,265; 0,269; 0,273; 0,275; 0,278; 0,284; 0,288; 0,298.
Подготовленные таким образом навески устанавливают в специальную шлюзовую камеру, помещают в дегазированный графитовый тигель, тигель устанавливают между электродами, производят плавление навески, очищают газовую смесь несущего газа с выделившимся водородом от углекислого газа (CO2) и влаги (Н2О), определяют теплопроводность (электропроводность) смеси несущего газа с выделившимся при сгорании водородом и, на основании их, собственно, определяют массу водорода. Процесс определения массы выделившегося (аккумулированного структурой) водорода производится с помощью анализатора RHEN602 фирмы LECO.
Точность определения концентрации выделяющегося водорода из структуры твердого сплава с помощью данного прибора (анализатора RHEN602 фирмы LECO) составляет 0,02 ppm.
Концентрация водорода в единицах ppm 
Концентрация водорода в единицах ppm 
На основании полученных ранее результатов по определению износостойкости твердосплавных режущих пластин и концентрации выделившегося при плавлении образцов-навесок водорода строится график зависимости «износостойкость - концентрация выделившегося водорода».
На фиг.1 представлена зависимость износостойкости режущих пластин из ВК4 группы применяемости К, соответственно для выборок 1 и 2 при обработке ими стали 12Х18Н10Т, от концентрации аккумулированного их структурой водорода. Для осуществления прогнозирования износостойкости у твердосплавных режущих пластин в последующей текущей (изготовленной или полученной) и предназначенной для потребления партии инструментальных образцов производят испытание только величины концентрации аккумулируемого их структурой водорода. Так, например, при прогнозировании износостойкости у очередной партии твердосплавных режущих пластин группы применяемости К на анализаторе RHEN602 с массой: 0,235; 0,241; 0,250; 0,261; 0,269; 0,274; 0,281; 0,285; 0,287; 0,299. были получены следующие концентрации водорода в ppm: 0,70; 0,73; 0,76; 0,79; 0,83; 0,86; 0,89; 0,92; 0,94; 0,98. Среднее значение из полученных данных составило 0,84 ppm. В соответствии с вышеприведенными формулами определяют аэ и bэ.
аэ=17,50; bэ=43,20
после этого определяют Тпт
Тпт=28,40 мин
Таким образом, прогнозируемая средняя износостойкость у текущей партии твердосплавных режущих пластин составила 28,40 мин. Контрольные испытания износостойкости в процессе резания на металлорежущем станке показали следующие результаты по износостойкости: 30,50; 30,00; 29,00; 28,50; 28,00; 27,50; 27,00; 26,50; 26,00; 25,50, мин. Среднее значение составило 27,00 мин.
При осуществлении прогнозирования износостойкости для текущей партии твердосплавных инструментов отпадает необходимость в проведении дорогостоящих и трудоемких испытаний на износостойкость, проводимых на металлорежущих станках. Способ обладает высокой точностью прогноза. Это происходит вследствие тесной корреляционной связи между способностью твердосплавных режущих инструментов группы применяемости К аккумулировать в своей структуре водород и их износостойкостью при резании материалов, вызывающих интенсивный адгезионный износ. Степень корреляционной связи между концентрацией водорода, содержащегося в структуре твердосплавных группы применяемости К режущих инструментов, и их износостойкостью составляет r=0,87. Степень корреляционной связи между исходным параметром и износостойкостью режущих пластин в соответствии с прототипом составляет r=0,74. При сравнении данных прогноза износостойкости, полученных в соответствии с прототипом, по предлагаемому способу, а также в результате контрольных экспериментальных исследований износостойкости, выполненных в процессе резания аустенитной стали 12Х18Н10Т, выявлено, что результаты, полученные в соответствии с прототипом, отличаются от контрольных испытаний на 15-20%, в то время как результаты, полученные по предлагаемому способу, отличаются лишь на 5-10%.
Таким образом, предлагаемый способ контроля - прогнозирования износостойкости твердосплавных режущих инструментов может быть использован с достаточно высокой экономической эффективностью на предприятиях, изготавливающих или потребляющих твердосплавную продукцию.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2012 |
|
RU2540444C2 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2013 |
|
RU2541388C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2015 |
|
RU2584339C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2015 |
|
RU2584275C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2013 |
|
RU2534730C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2014 |
|
RU2567019C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2014 |
|
RU2573451C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2014 |
|
RU2570367C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2015 |
|
RU2591874C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2014 |
|
RU2569901C1 |
Изобретение относится к области обработки металлов резанием и может быть использовано для прогнозирования - контроля износостойкости твердосплавных режущих инструментов при их изготовлении, использовании или сертификации. Сущность: проводят испытание на изменение величины исходного параметра от свойств структуры, сформированной в процессе изготовления твердосплавного режущего материала. Проводят эталонные испытания на износостойкость в процессе резания материалов, вызывающих интенсивный адгезионный износ при оптимальной или близкой к ней скорости резания. Строят эталонную - корреляционную зависимость «исходный параметр - износостойкость». Осуществляют статистический контроль у текущей партии твердосплавных режущих инструментов только величины исходного параметра, в качестве которого используют величину концентрации водорода, содержащегося во внутренней структуре твердого сплава, с уменьшением которой износостойкость твердосплавных режущих инструментов группы применяемости К возрастает. Прогнозирование износостойкости для текущей партии твердосплавных инструментов осуществляют на основании зависимости. Технический результат: повышение точности и снижение трудоемкости при прогнозировании износостойкости твердосплавных режущих инструментов. 1 ил.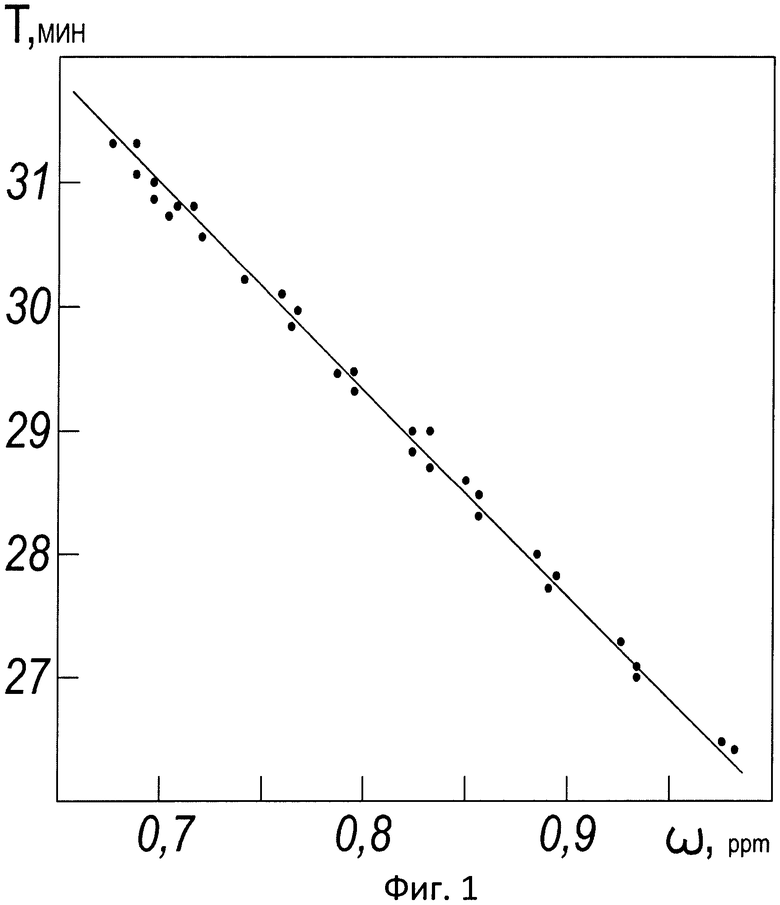
Способ прогнозирования износостойкости твердосплавных группы применяемости К режущих инструментов, по выбранному исходному параметру, включающий проведение испытания на изменение величины исходного параметра от свойств структуры, сформированной в процессе изготовления твердосплавного режущего материала, проведение эталонных испытаний на износостойкость в процессе резания материалов, вызывающих интенсивный адгезионный износ при оптимальной или близкой к ней скорости резания, построение эталонной - корреляционной зависимости «исходный параметр - износостойкость», статистический контроль только величины исходного параметра у текущей партии твердосплавных режущих инструментов, прогнозирование износостойкости для текущей партии твердосплавных инструментов на основании зависимости:

где aЭ и bЭ - постоянные коэффициенты:
из них:
Тпт - текущая износостойкость в минутах для твердосплавных режущих инструментов, подвергшихся испытаниям, из прогнозируемой текущей партии твердосплавной продукции;
ωпт - текущее значение выбранного исходного параметра, полученное при контроле внутренней структуры твердосплавных сменных режущих пластин из текущей - контролируемой партии твердосплавной продукции;


ωЭ1 и ωЭ2 - средние значения величин выбранного исходного параметра, полученные при контроле внутренней структуры для двух выборок образцов твердосплавных режущих инструментов (пластин) из эталонной (предыдущей) партии продукции, отличающийся тем, что с целью повышения точности прогнозирования износостойкости в качестве исходного параметра используют величину концентрации водорода, содержащегося во внутренней структуре твердого сплава, с уменьшением которой износостойкость твердосплавных режущих инструментов группы применяемости К возрастает.
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2010 |
|
RU2422801C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2008 |
|
RU2365899C1 |
| Способ прогнозирования стойкости режущего инструмента | 1986 |
|
SU1328073A1 |
| US 20100281965 A1 11.11.2010 | |||

