ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится в целом к виткообразовательным трубам, используемым в виткообразователе прокатного стана для формирования горячекатаных изделий в спиральные кольцевые образования, и относится, в частности, к улучшению устойчивости таких труб к износу при трении, вызванному контактом с горячекатаными изделиями.
УРОВЕНЬ ТЕХНИКИ
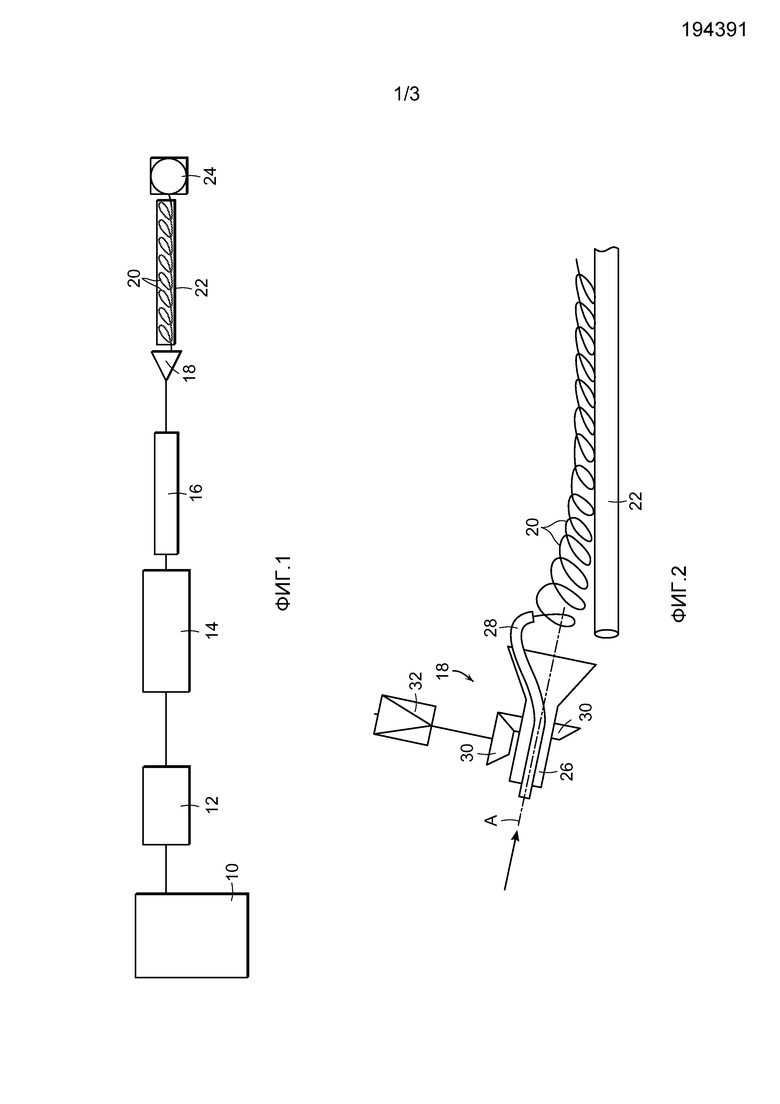
В типичном прутковом прокатном стане, как изображено схематически на фиг. 1, заготовки подогреваются в печи 10. Горячие заготовки извлекаются из печи и свертываются обжимным станом 12, промежуточным станом 14 и чистовым станом 16, сопровождаемым, в некоторых случаях, уменьшающим/калибровочным станом (не показан). Конечные изделия затем направляются в виткообразователь 18, где они формируются в кольца 20. Кольца укладываются на конвейер 22 для транспортировки к пункту 24 изменения формы, где они преобразуются в катушки. Во время движения на конвейере кольца подвергаются регулируемому охлаждению, предназначенному для достижения избранных металлургических свойств.
Как изображено схематически на фиг. 2, виткообразователь 18 включает полый вал 26, содержащий изогнутую виткообразовательную трубу 28. Узел конического зубчатого колеса 30, приводимый в действие двигателем 32, служит вращательным приводом полого вала и виткообразовательной трубы вокруг оси "A".
За последние несколько десятилетий выходные скорости прутковых прокатных станов резко увеличились. Например, станы теперь имеют способность прокатки прутка диаметром 5,5 мм со скоростями 100 м/с и выше. При таких скоростях горячекатаные изделия создают эффект повреждения виткообразовательных труб, вызывая быстрый локализованный износ внутренних поверхностей трубы, приводящий к преждевременному выходу трубы из строя. Кроме того, когда виткообразовательные трубы изношены, их способность подавать стабильную кольцевую конфигурацию на конвейер 22 ухудшается. Неустойчивые кольцевые конфигурации нарушают однородность охлаждения и также способствуют возникновению нарушений наматывания, обычно называемых "обжимкой", в пункте изменения формы. Требуются частые и дорогостоящие простои стана для замены преждевременно изношенных виткообразовательных труб и решения проблем, связанных с обжимкой, в пункте изменения формы.
Специалисты в данной области техники предпринимали многочисленные попытки увеличения срока службы виткообразовательных труб. Например, как описано в патентах США №№ 4074553 и 5839684, было предложено облицовывать виткообразовательные трубы износостойкими вкладышами. Патент США № 6098909 описывает другой подход, согласно которому виткообразовательную трубу устраняют и вместо нее используют направляющую линию, образованную спиральным пазом в наружной поверхности конического вкладыша, окруженного коническим внешним кожухом, при этом вкладыш вращается в пределах внешнего кожуха для постепенного смещения профиля износа на внутренней поверхности внешнего кожуха.
По различным причинам ни один из этих подходов не показал практического решения проблемы преждевременного износа трубы.
Также были предприняты попытки цементации внутренних поверхностей трубы для увеличения твердости и сопротивления износу. Однако процесс цементации требует сильнодействующего резкого снижения температур технологической обработки, что может вызывать искажение кривизны трубы. Цементированные слои также были признанными относительно хрупкими и снижающими прочность при повышении температур при контакте с горячекатаными изделиями.
В течение многих лет было понятно, что виткообразовательные трубы с уменьшенными диаметрами канала дают много значительных преимуществ. Благодаря радиальному ограничению горячекатаных изделий в пределах меньшего пространства, направление улучшается, и кольцевая конфигурация, доставляемая к охлаждающему конвейеру, более однообразна, позволяя скатывать ее с более высокими скоростями. Однако, к сожалению, эти преимущества были утрачены в большой степени из-за значительно ускоренного износа трубы. Таким образом, в прошлом специалисты в данной области техники считали необходимым пойти на компромисс, используя виткообразовательные трубы с большим каналом и вращение с уменьшенными скоростями ниже расчетных скоростей станов.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Главная цель настоящего изобретения состоит в увеличении устойчивости виткообразовательных труб к износу при трении, вызываемом контактом с горячекатаными изделиями, и, таким образом, в увеличении срока службы таких труб.
Сопутствующая цель настоящего изобретения состоит в получении возможности уменьшения диаметра канала виткообразовательных труб и, таким образом, улучшения направления изделия и стабильности образования колец благодаря такому уменьшению диаметра канала.
Указанные выше цели достигнуты посредством борирования виткообразовательной трубы, в ходе которого атомы бора диффундируют в отобранные поверхности трубы для получения одного или более износостойких борированных слоев.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 - схематическая иллюстрация типичной конфигурации прокатного стана;
фиг. 2 - схематическая иллюстрация виткообразователя прокатного стана и связанных с ним компонентов стана;
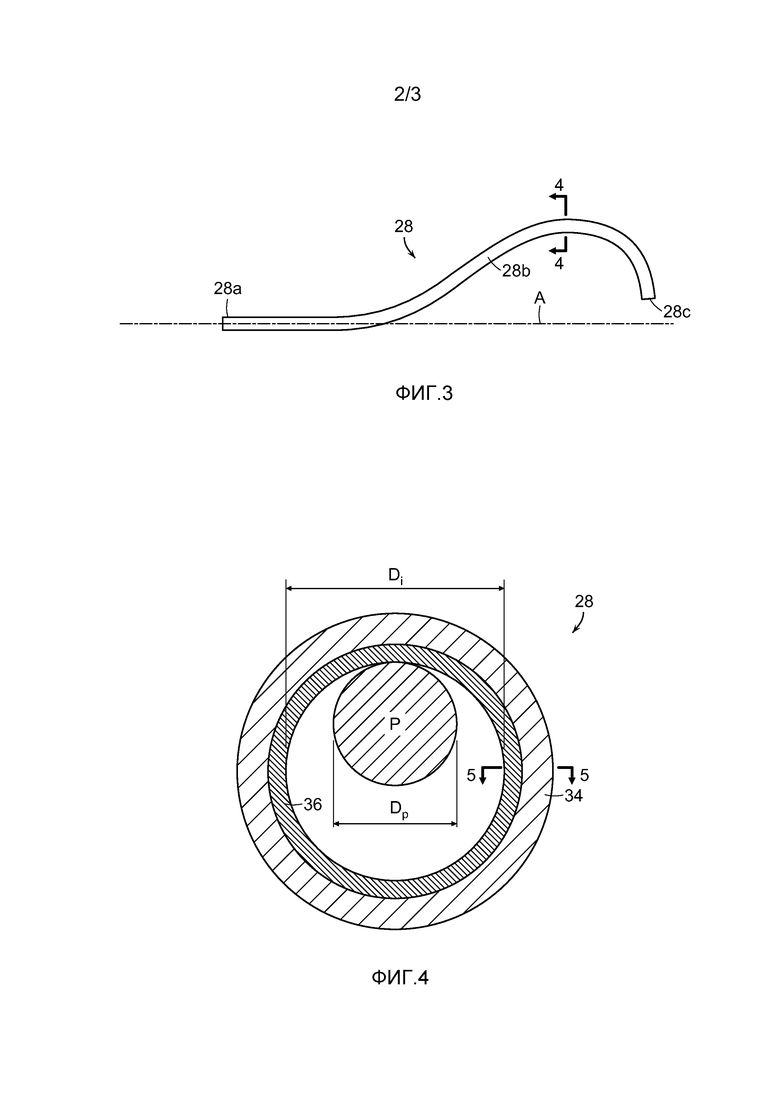
фиг. 3 - вертикальный вид сбоку виткообразовательной трубы согласно одному варианту осуществления настоящего изобретения;
фиг. 4 - вид поперечного сечения в увеличенном масштабе, выполненного по линии 4-4 на фиг. 3, показывающий изделие, направляемое виткообразовательной трубой, и с размерами, преувеличенными для иллюстративных целей; и
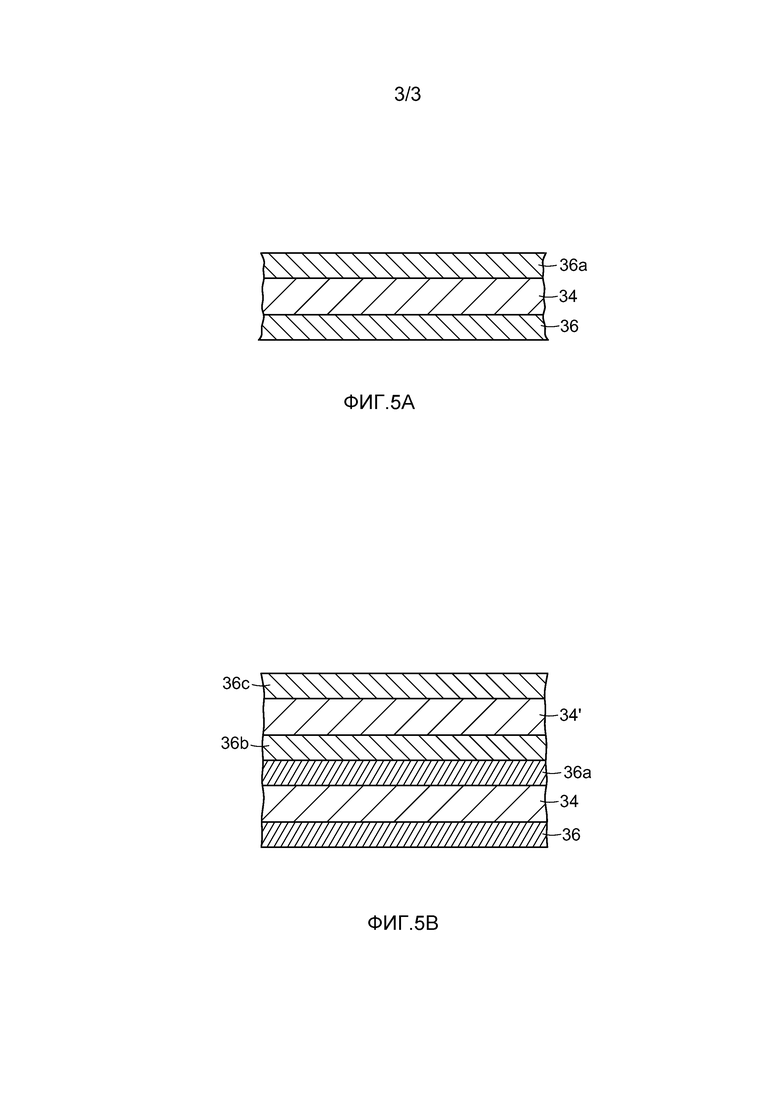
фиг. 5A и 5B - частичные виды сечения альтернативных вариантов осуществления настоящего изобретения, выполненного по линии 5-5 на фиг. 4.
ПОДРОБНОЕ ОПИСАНИЕ
Как показано на фиг. 3 и 4, виткообразовательная труба 28 в соответствии с настоящим изобретением конфигурирована для вращения вокруг оси A. Труба имеет вход 28a, выровненный по оси А, для приема горячекатаного изделия, с изогнутой секцией 28b, ведущей к выходному концу 28c, отнесенному в радиальном направлении от оси A. Изогнутая секция образует направляющую линию, конфигурированную для формирования изделия в спиральной конфигурации из колец (как показано ссылочной позицией 20 на фиг. 1 и 2). Как показано на фиг. 4, виткообразовательная труба содержит трубчатую металлическую стенку 34 с внутренним поверхностным слоем 36, который окружает горячекатаное изделие P для перемещения вдоль направляющей линии, образованной трубой. Металл трубчатой стенки 34 может быть разным и включает, например, черные металлы, сплавы на основе никеля, сплавы на основе титана и сплавы на основе кобальта. Стенка 34 трубы имеет твердость, составляющую приблизительно 330-430 единиц по Кнупу (HK100). Внутренний поверхностный слой 36 содержит износостойкий борированный слой с повышенной твердостью, составляющей приблизительно 1600-2300 единиц по Кнупу (HK100).
Борированный слой 36 получен посредством термохимической обработки внутренней поверхности трубы, при которой атомы бора диффундируют во внутреннюю поверхность стенки 34 металлической трубы.
Виткообразовательная труба 28 сформирована посредством нагрева прямой трубы до повышенной температуры, составляющей приблизительно 840-1050°C, затем изгибания трубы для получения заданной формы виткообразовательной трубы и затем охлаждения таким образом изогнутой трубы до температуры окружающей среды. Борированный слой 36 может быть сформирован на внутренней поверхности трубы или до, или после процесса изгибания.
Повышение твердости борированного слоя 36 резко увеличивает устойчивость к износу при трении, вызываемому контактом с горячекатаными изделиями, проходящими через виткообразовательную трубу.
По общему признанию, и как описано, например, в патентах США №№ 3673005 (Kunst); 4389439 (Clark и др.) и 5455068 (Aves и др.), борирование было известно, по меньшей мере, с начала 1970 годов. Однако до настоящего изобретения никто не использовал этот процесс для улучшения износостойкости прокатного стана для виткообразования труб. Это происходит несмотря на все проблемы, относящиеся к износу, которые преследуют прокатную промышленность в последние несколько десятилетий.
Увеличенная твердость борированного слоя 36 и его увеличенная устойчивость к износу при трении позволяет специалистам в данной области техники резко уменьшать диаметр канала виткообразовательной трубы с сопутствующим улучшенным направлением и образованием колец с предпочтительно увеличенными скоростями. Таким образом, как показано на фиг. 4, посредством борирования внутренней поверхности трубы, могут использоваться виткообразовательные трубы с внутренними диаметрами Di, составляющими приблизительно 20 мм, для намотки изделий, имеющих диаметры в пределах 4-12 мм. Это отличается от того, что было в обычной практике, когда использовались виткообразовательные трубы с внутренними диаметрами, составляющими приблизительно 34 мм, для намотки изделий того же диапазона размеров.
Увеличенная износостойкость и более продолжительный срок службы трубы могут быть достигнуты посредством увеличения количества борированных слоев в конфигурации виткообразовательной трубы. Например, как показано на фиг. 5A, дополнительный слой 36a может быть добавлен на наружной поверхности стенки 34 трубы. Кроме того, как показано на фиг. 5B, в конфигурациях, где стенка 34 трубы проходит внутри и окружена второй стенкой 34' трубы, дополнительные борированные слои могут быть добавлены в положении 36b на внутренней поверхности второй стенки 34' трубы, а также в положении 36c на ее внешней поверхности.
Виткообразовательная труба (28) относится к области прокатки и предназначена для прокатного стана. Труба имеет входной конец, совмещенный с осью вращения трубы, для приема горячекатаного изделия (P) и изогнутую секцию, ведущую к выходному концу, отнесенному радиально от этой оси. Изогнутая секция образует направляющую линию, конфигурированную для формирования горячекатаного изделия (P) в спиральную кольцевую конфигурацию. Повышение износостойкости трубы уменьшенного диаметра обеспечивается за счет того, что труба (28) содержит трубчатую металлическую стенку (34), имеющую внешнюю поверхность и внутреннюю поверхность, в которую заключено горячекатаное изделие (P) для перемещения вдоль направляющей линии, при этом по меньшей мере одна из внутренней и внешней поверхностей трубчатой металлической стенки (34) содержит износостойкий борированный слой (36). Параметры борированного слоя регламентированы. 4 н. и 12 з.п. ф-лы, 5 ил.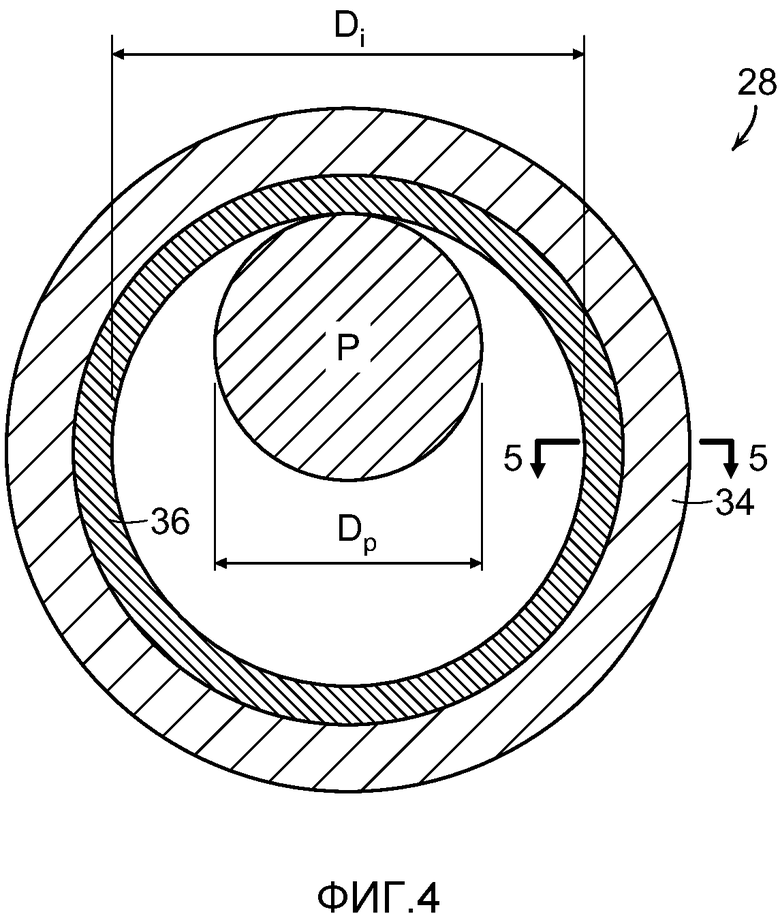
1. Виткообразовательная труба для использования в виткообразователе прокатного стана, выполненная с возможностью вращения вокруг оси и имеющая входной конец, выровненный вдоль указанной оси, для приема горячекатаного изделия, произведенного в указанном прокатном стане, и изогнутую секцию, ведущую к выходному концу, радиально отстоящему от указанной оси, при этом указанная изогнутая секция имеет конфигурацию, обеспечивающую возможность формирования горячекатаного изделия, выходящего из указанного выходного конца, в виде спиральной кольцевой конструкции, причем указанная виткообразовательная труба имеет трубчатую металлическую стенку с внешней поверхностью и внутренней поверхностью, внутри которой указанное горячекатаное изделие перемещается вдоль указанной направляющей линии, при этом, по меньшей мере, внутренняя из указанных поверхностей содержит износостойкий борированный слой, полученный посредством термохимической обработки поверхности трубы.
2. Виткообразовательная труба по п. 1, в которой обе из указанных поверхностей содержат износостойкие борированные слои.
3. Виткообразовательная труба по п. 1, в которой твердость указанной трубчатой металлической стенки составляет приблизительно 330-430 единиц по Кнупу (HK100) и в которой указанный борированный слой имеет увеличенную твердость, составляющую приблизительно 1600-2300 единиц по Кнупу (HK100).
4. Виткообразовательная труба по п. 1, в которой металл указанной трубчатой стенки выбран из группы, состоящей из черных металлов, сплавов на основе никеля, сплавов на основе титана и сплавов на основе кобальта.
5. Виткообразовательная труба по п. 1 или 2, содержащая вторую трубчатую металлическую стенку, окружающую указанную первую трубчатую металлическую стенку с дополнительными борированными слоями на по меньшей мере одной из внутренней и внешней поверхностей указанной второй трубчатой металлической стенки.
6. Виткообразовательная труба по п. 5, в которой обе из внутренней и внешней поверхностей указанной второй трубчатой металлической стенки содержат износостойкие борированные слои.
7. Виткообразовательная труба для использования в виткообразователе прокатного стана, выполненная с возможностью вращения вокруг оси и имеющая входной конец, выровненный вдоль указанной оси, для приема горячекатаного изделия, произведенного в указанном прокатном стане, и изогнутую секцию, ведущую к выходному концу, отстоящему в радиальном направлении от указанной оси, при этом указанная изогнутая секция имеет конфигурацию, обеспечивающую возможность формирования горячекатаного изделия, выходящего из указанного выходного конца, в виде спиральной кольцевой конструкции, причем указанная виткообразовательная труба имеет трубчатую металлическую стенку с внешней поверхностью и внутренней поверхностью, внутри которой указанное горячекатаное изделие перемещается вдоль указанной направляющей линии, причем, по меньшей мере, внутренняя из указанных поверхностей содержит износостойкий борированный слой, при этом твердость указанной трубчатой металлической стенки составляет приблизительно 330-430 единиц по Кнупу (HK100), а указанный борированный слой имеет увеличенную твердость, составляющую приблизительно 1600-2300 единиц по Кнупу (HK100), и получен посредством термохимической обработки по меньшей мере одной из указанных поверхностей трубы.
8. Виткообразовательная труба для использования в виткообразователе прокатного стана, выполненная с возможностью вращения вокруг оси и имеющая входной конец, выровненный вдоль указанной оси, для приема горячекатаного изделия, произведенного в указанном прокатном стане, и изогнутую секцию, ведущую к выходному концу, отстоящему в радиальном направлении от указанной оси, при этом указанная изогнутая секция выполнена с конфигурацией направляющей линии, обеспечивающей возможность формирования горячекатаного изделия, выходящего из указанного выходного конца, в виде спиральной кольцевой конструкции, причем указанная виткообразовательная труба имеет трубчатую металлическую стенку с внешней поверхностью и внутренней поверхностью, внутри которой указанное горячекатаное изделие перемещается вдоль указанной направляющей линии, причем, по меньшей мере, внутренняя из указанных поверхностей содержит износостойкий борированный слой, полученный посредством термохимической обработки, при этом металл указанной трубчатой стенки выбран из группы, включающей черные металлы, сплавы на основе никеля, сплавы на основе титана и сплавы на основе кобальта, причем твердость указанной трубчатой металлической стенки составляет 330-430 единиц по Кнупу (HK100) и указанный борированный слой имеет увеличенную твердость, составляющую приблизительно 1600-2300 единиц по Кнупу (HK100).
9. Способ изготовления металлической виткообразовательной трубы по п. 1, имеющей повышенную износостойкость относительно горячекатаного изделия, проходящего через нее, включающий формирование, по меньшей мере, на внутренней поверхности указанной трубы износостойкого борированного слоя путем термохимической обработки с обеспечением диффузии атомов бора в поверхность трубы.
10. Способ по п. 9, в котором износостойкий борированный слой сформирован на внутренней и внешней поверхностях указанной трубы.
11. Способ по п. 9, в котором металл указанной трубы выбран из группы, включающей черные металлы, сплавы на основе никеля, сплавы на основе титана и сплавы на основе кобальта.
12. Способ по п. 11, в котором твердость указанной трубы составляет приблизительно 330-430 единиц по Кнупу (HK100) и в котором указанный борированный слой имеет увеличенную твердость, составляющую приблизительно 1600-2300 единиц по Кнупу (HK100).
13. Способ по п. 9, в котором указанную виткообразовательную трубу формируют посредством нагрева прямой трубы до повышенной температуры, составляющей приблизительно 840-1050°C, изгиба нагретой трубы с получением конфигурации, имеющей входной конец, совмещенный с осью, и изогнутую секцию, ведущую от указанного входного конца к выходному концу, отстоящему от указанной оси, и охлаждения таким образом нагретой и изогнутой трубы до температуры окружающей среды, причем, по меньшей мере, на внутренней из поверхностей указанной виткообразовательной трубы формируют борированный слой.
14. Способ по п. 13, в котором указанный борированный слой формируют на по меньшей мере одной из указанных поверхностей указанной трубы до указанного процесса изгибания.
15. Способ по п. 13, в котором указанный борированный слой формируют на по меньшей мере одной из указанных поверхностей указанной трубы после указанного процесса изгибания.
16. Способ по п. 9, в котором указанную виткообразовательную трубу изготовляют в виде внутренней трубчатой металлической стенки и окружающей ее внешней трубчатой металлической стенки и в котором по меньшей мере одна из внутренней и внешней поверхностей указанных внутренней и внешней трубчатых металлических стенок содержит износостойкие борированные слои.
| Виткообразующая проводка для проволочной моталки | 1978 |
|
SU683824A1 |
| US 4389439 A, 21.06.1983 | |||
| US 5455068 A, 03.10.1995 | |||
| УСТРОЙСТВО для ПОДЪЕМА ПЕРЕКРЫТИЙ ПРИ МОНТАЖЕ ЗДАНИЙ МЕТОДОМ ПОДЪЕМА ЭТАЖЕЙ | 0 |
|
SU283082A1 |

