Область техники, к которой относится изобретение
Данное изобретение в общем относится к прокатным станам, в которых горячекатаные продукты, в частности, пруток и полосу формируют в виде колец с помощью виткообразователя, и эти кольца укладывают в виде перекрывающейся спенсеровской укладки на конвейер, где их подвергают управляемому охлаждению во время транспортировки в установку для реформинга. Изобретение, в частности, относится к улучшенному способу управления скоростью вращения виткообразователя для оптимизации укладки колец на конвейер.
Уровень техники
Для однородного охлаждения колец, транспортируемых на конвейере, в оптимальном случае укладка колец должна быть по существу однородной. Для достижения по существу однородной укладки колец скорость виткообразователя должна быть согласована со скоростью продукта. Поскольку скорость продукта может время от времени изменяться из-за изменения рабочих условий прокатки, скорость виткообразователя требуется соответствующим образом регулировать, и если это не будет сделано своевременно, произойдет нарушение укладки колец на конвейер.
В прошлом скоростью виткообразователя управлял вручную рабочий персонал на основе собственных наблюдений за укладкой колец на конвейер. При этом разность между скоростью продукта и скоростью виткообразователя не детектировалась и не регулировалась до тех пор, пока не начиналось нарушение структуры укладки колец, что, в свою очередь, оказывало отрицательное влияние на однородность охлаждения. Эта проблема обостряется в случае, когда рабочий персонал неопытен и/или проявляет невнимательность к изменяющимся условиям прокатного стана.
Цель настоящего изобретения состоит в создании улучшенного способа поддержания оптимальной взаимосвязи между скоростью продукта и скоростью виткообразователя.
Сущность изобретения
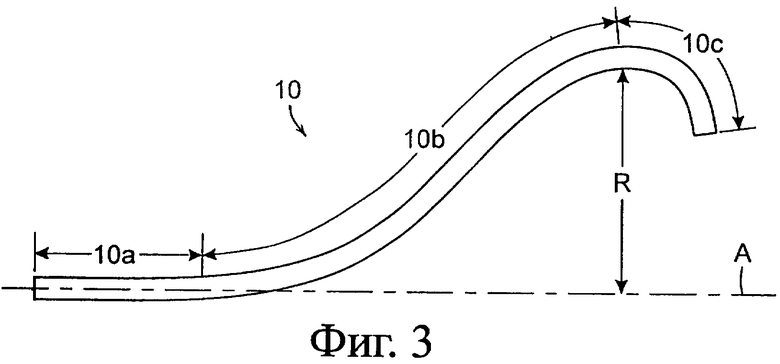
На фиг.3 схематично представлена укладочная труба 10 виткообразователя прокатного стана, которая обычно выполнена с прямой входной секцией 10а, которая совмещена с осью А вращения укладочной трубы, с изогнутой промежуточной секцией 10b, радиус которой, измеряемый от оси А, постепенно увеличивается, и с изогнутой секцией 10с подачи, которая имеет постоянный радиус, равный максимальному радиусу R промежуточной секции 10b в месте расположения ее соединения с секцией подачи.
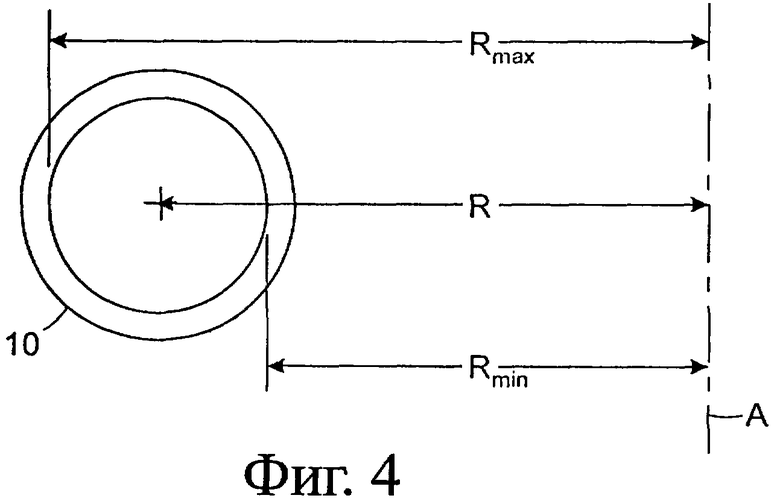
Как показано на фиг.4, радиус R измеряют от центра трубы, при этом стенка трубы в этом месте имеет максимальный и минимальный внутренние радиусы Rmax, Rmin.
В соответствии с настоящим изобретением максимальный и минимальный внутренние радиусы укладочной трубы определяют при измерении от оси вращения трубы. Скорость продукта, поступающего в укладочную трубу, измеряют постоянно, и скоростью вращения укладочной трубы управляют таким образом, чтобы значения скорости трубы в ее максимальном и минимальном радиусах определяли диапазон, включающий скорость продукта.
Краткое описание чертежей
Изобретение будет более подробно описано ниже со ссылкой на прилагаемые чертежи, на которых:
на фиг.1 схематично представлена иллюстрация системы, используемой при практической реализации настоящего изобретения;
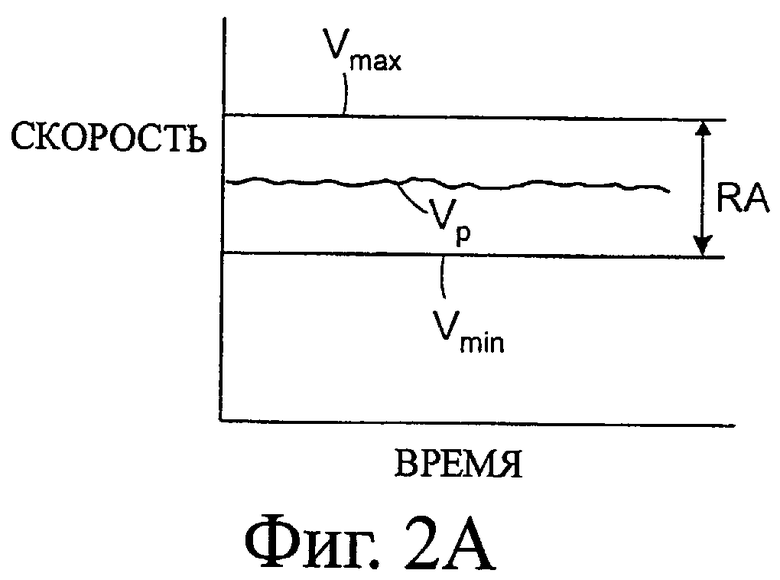
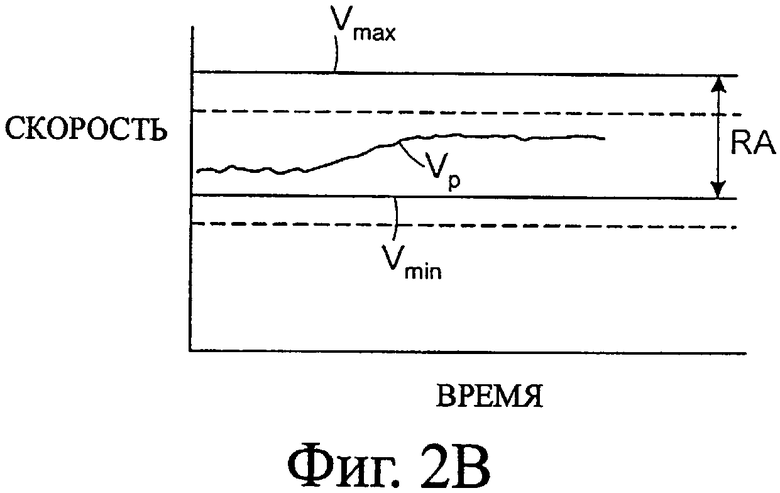
на фиг.2А и 2В показаны графические представления скорости продукта и как она связана со скоростью укладочной трубы на максимальном и минимальном внутренних радиусах;
на фиг.3 схематично представлена укладочная труба; и
на фиг.4 показан вид в поперечном сечении укладочной трубы в месте нахождения ее максимального и минимального внутренних радиусов.
Подробное описание изобретения
Рассмотрим вначале фиг.1, на которой показан виткообразователь 8, включающий в себя полую втулку 12, содержащую укладочную трубу 10. Узел 16 конической передачи с приводом от двигателя 18 используется для привода во вращение виткообразователя вокруг его оси "А".
Продольно перемещающийся продукт, например горячекатаный пруток или полоса, поступает во вращающуюся укладочную трубу вдоль оси А, и на ее выходе формируется спиральная последовательность колец 20, которые укладываются в виде перекрывающейся спенсеровской структуры на конвейер 22. Известным образом эти кольца подвергают управляемому охлаждению, по мере их транспортирования на конвейере в удаленную станцию формовки (не показана).
В соответствии с настоящим изобретением максимальный и минимальный внутренние радиусы Rmax, Rmin определены и измеряются от оси А вращения. Результаты этих измерений передают в контроллер 24 вместе с сигналами 26, 28, представляющими соответственно скорость двигателя 18 и линейную скорость Vp продукта, подаваемого в укладочную трубу 10. Скорость продукта постоянно измеряют, предпочтительно, с помощью лазерного измерителя 30, примером которого может быть устройство "Laser Speed", поставляемое компанией Morgan Construction Company of Worcester, Massachusetts, USA.
Было определено, что оптимальная и, по существу, равномерная структура колец на конвейере 22 может поддерживаться, если линейная скорость Vp продукта будет установлена оптимально в пределах диапазона, находящегося между скоростями вращения Vmax, Vmin укладочной трубы, на ее максимальном и минимальном внутренних радиусах Rmax, Rmin.
В соответствии с этим контроллер 24 постоянно рассчитывает Vmax, Vmin и визуально отображает результаты на экране 32 монитора 34 вместе со значением скорости Vp продукта. Эту информацию отображают на экране 32, как показано на фиг.2А. Здесь скорость Vp продукта оптимально располагается в пределах диапазона RA, находящегося между максимальной и минимальной внутренними скоростями Vmax, Vmin укладочной трубы.
В случае когда условия прокатки приводят к изменению скорости продукта, например, происходит ее увеличение, как показано на фиг.2 В, наблюдающий монитор 34 рабочий персонал будет немедленно оповещен о необходимости повторной переустановки диапазона RA путем регулировки скорости виткообразователя, в данном раскрытом примере, путем увеличения скорости, в результате чего повышаются значения Vmax и Vmin по сравнению с предыдущими установками (показаны пунктирными линиями) на новые увеличенные значения установки, что обеспечивает поддержание оптимальной установки скорости продукта в пределах ограниченного диапазона.
Вместо выполнения такой регулировки скорости вручную контроллер 24 может быть запрограммирован известным образом для выполнения этой операции автоматически.
С учетом описанного выше для специалистов в данной области техники будет теперь понятно, что первоначально могут быть определены значения Rmax и Rmin для катаного продукта и Vmax, Vmin могут быть рассчитаны и согласованы с ожидаемой скоростью Vp продукта. В ходе прокатки диапазон RA можно быстро регулировать вручную или автоматически для обеспечения оптимального охвата Vp для получения и поддержания оптимальной укладки колец на конвейер.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ЦЕНТРОВКИ КОЛЕЦ КАТАНКИ НА ЛЕНТОЧНОМ КОНВЕЙЕРЕ ПРОКАТНОГО СТАНА | 1999 |
|
RU2177384C2 |
| СПОСОБ И СИСТЕМА ОБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ РАЗЛИЧНЫХ РАЗМЕРОВ | 2007 |
|
RU2338611C1 |
| СПОСОБ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ ПОВЕРХНОСТИ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2183518C1 |
| СПОСОБ ФОРМИРОВАНИЯ БУНТА КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2192323C2 |
| БОРИРОВАННАЯ ВИТКООБРАЗОВАТЕЛЬНАЯ ТРУБА | 2011 |
|
RU2588940C2 |
| СПОСОБ ФОРМИРОВАНИЯ БУНТА КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2270730C1 |
| УКЛАДОЧНАЯ ГОЛОВКА ПРОКАТНОГО СТАНА | 2014 |
|
RU2651552C2 |
| Способ обработки поверхностей вращения заготовок | 1991 |
|
SU1794633A1 |
| Способ обработки отверстий | 1990 |
|
SU1803310A1 |
| РЕГЕНЕРАТИВНЫЙ ВИТКОУКЛАДЧИК | 2011 |
|
RU2518867C1 |
Изобретение относится к обработке металлов давлением, а именно к прокатным станам, и может быть использовано при формировании и укладке прутков или проволоки в кольцах на конвейер. Способ включает управление скоростью изогнутой, приводимой во вращение укладочной трубы, через которую направляют продольно движущийся продукт к выходу из конца подачи упомянутой трубы, формирующей спиральные кольца. Труба содержит изогнутую промежуточную секцию, радиус вращения которой, измеряемый от оси вращения укладочной трубы, постепенно увеличивается, и изогнутую секцию подачи, которая имеет постоянный максимальный радиус R вращения в месте ее соединения с секцией подачи. Радиус R измеряется от центра трубы, а стенка трубы имеет в этом месте максимальный и минимальный внутренние радиусы вращения
Rmax и Rmin. Способ включает операции определения радиусов вращения Rmax, Rmin; непрерывного измерения скорости Vp продукта и управления скоростью вращения укладочной трубы таким образом, чтобы окружные скорости Vmax, Vmin укладочной трубы на соответствующих радиусах вращения Rmax и Rmin определяли диапазон, включающий в себя скорость Vp продукта. Изобретение позволяет увеличить однородность охлаждения за счет поддержания оптимальной взаимосвязи между скоростью продукта и скоростью виткообразователя. 3 з.п. ф-лы, 4 ил.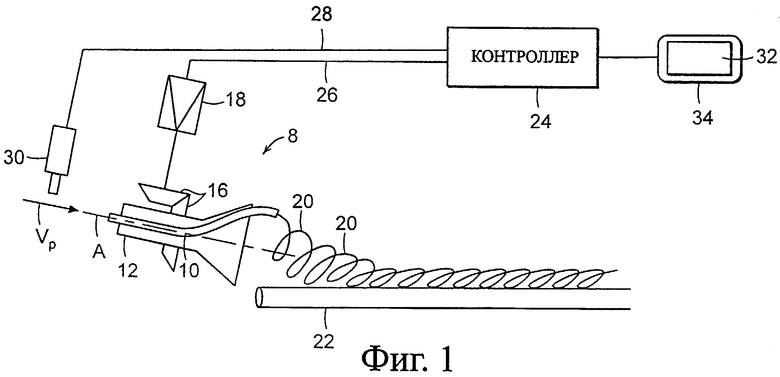
1. Способ управления скоростью изогнутой, приводимой во вращение укладочной трубы, через которую направляют продольно движущийся продукт к выходу из конца подачи упомянутой трубы, формирующей спиральные кольца, причем труба содержит изогнутую промежуточную секцию, радиус которой, измеряемый от оси вращения укладочной трубы, постепенно увеличивается, и изогнутую секцию подачи, которая имеет постоянный радиус, равный максимальному радиусу R промежуточной секции в месте ее соединения с секцией подачи, при этом радиус R измеряется от центра трубы, а стенка трубы имеет в этом месте максимальный и минимальный внутренние
радиусы Rmax и Rmin, включающий операции, при которых определяют максимальный и минимальный внутренние радиусы Rmax, Rmin упомянутой трубы в месте максимального радиуса R упомянутой трубы, которые измеряют от оси вращения упомянутой трубы, непрерывно измеряют скорость Vp продукта, поступающего в упомянутую укладочную трубу, и управляют скоростью вращения упомянутой укладочной трубы таким образом, чтобы окружные скорости Vmax, Vmin упомянутой трубы на упомянутых максимальном и минимальном внутренних радиусах определяли диапазон, включающий в себя скорость Vp упомянутого продукта
2. Способ по п.1, дополнительно содержащий визуальное отображение Vmax, Vmin и Vp.
3. Способ по п.2, в котором скоростью упомянутой укладочной трубы управляют вручную.
4. Способ по п.1, в котором скоростью упомянутой укладочной трубы управляют автоматически.
| СПОСОБ ФОРМИРОВАНИЯ БУНТА КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2192323C2 |
| СПОСОБ ФОРМИРОВАНИЯ БУНТА КАТАНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2270730C1 |
| Виткообразующая проводка для проволочной моталки | 1978 |
|
SU683824A1 |
| US 6345780 В1, 12.02.2002. | |||

