Область техники
[0001] Настоящее изобретение относится к катионообменной мембране, электролизеру с ее использованием и способу изготовления катионообменной мембраны.
Уровень техники
[0002] Фторсодержащая ионообменная мембрана является превосходной, например, в отношении термической и химической стойкости. По этой причине фторсодержащие ионообменные мембраны используют не только в качестве катионообменной мембраны при электролизе хлоридов щелочных металлов для производства хлора и щелочи, но и в качестве диафрагмы для производства озона в топливных элементах и самых разнообразных диафрагм для электролиза, такого как электролиз воды и электролиз хлористоводородной кислоты. Среди них мембрана для использования при электролизе хлоридов щелочных металлов должна, например, увеличивать выход по току с точки зрения производительности, уменьшать напряжение электролиза с точки зрения экономической эффективности и уменьшать концентрацию хлорида натрия в каустической соде с точки зрения качества продукта.
[0003] Из данных требований, чтобы увеличить выход по току, обычно используют ионообменную мембрану, образованную из по меньшей мере двух слоев, т.е. карбоксильного слоя, в котором в качестве ионообменной группы использована группа карбоновой кислоты, обладающая высокой способностью отделения анионов, и сульфоксильного слоя, в котором в качестве ионообменной группы использована низкостойкая группа сульфоновой кислоты. Поскольку данные ионообменные мембраны приводят в непосредственный контакт с хлором и каустической содой при температуре от 80 до 90°C во время операции электролиза, в качестве материала для ионообменной мембраны используют фтористый полимер, обладающий предельно высокой химической стойкостью. Однако ионообменная мембрана, образованная только таким фтористым полимером, не обладает достаточной механической прочностью. Поэтому мембрану армируют, например, путем внедрения в мембрану текстильной ткани, содержащей политетрафторэтилен (PTFE), в качестве армирующего заполнителя.
[0004] Например, в патентном документе 1 предложена фтористая катионообменная мембрана для электролиза, состоящая из первого слоя, который образован из пленки фтористого полимера, имеющей катионообменную группу и армированной текстильной тканью, и второго слоя, который образован из фтористого полимера, имеющего группу карбоновой кислоты и расположенного на катодной стороне, в которой ≥1/2 толщины пористого основного материала выступает из первого слоя к анодной стороне, причем на выступающую часть пористого основного материала нанесен покровный слой фтористого полимера, имеющий катионообменную группу, в результате чего он внедряется в первый слой и образует выпукло-вогнутый рельеф вместе с формой поверхности пористого основного материала на поверхности анодной стороны.
[0005] Патентный документ 1: японская выложенная заявка на патент № 4-308096
Сущность изобретения
Проблемы, решаемые изобретением
[0006] Однако армирующий заполнитель действует как блокирующий материал для катионов, таких как ионы щелочных металлов, во время движения от анодной стороны к катодной стороне внутри мембраны, тем самым предотвращая беспрепятственное движение катионов от анодной стороны к катодной стороне. Чтобы устранить это явление, в катионообменной мембране образуют отверстие (далее называется «отверстием для элюирования»), чтобы обеспечить канал течения, например, катионов и электролита и использовать его в качестве канала течения электролита. Таким образом, предполагается уменьшить электрическое сопротивление катионообменной мембраны. Однако прочность катионообменной мембраны уменьшается при наличии отверстия для элюирования. В частности, в том случае, когда катионообменная мембрана установлена в электролизер, и в том случае, когда катионообменная мембрана переносится, катионообменная мембрана складывается или сгибается, в результате чего создается проблема вероятного развития прокола из отверстия для элюирования. В катионообменной мембране, описанной в патентном документе 1, армирующий заполнитель выступает из катионообменной мембраны. Таким образом, когда катионообменная мембрана трется об электрод и т.п., например, вследствие вибрации внутри электролизера, полимер, покрывающий армирующий заполнитель, отслаивается и армирующий заполнитель оказывается открытым, вызывая проблему потери своей функции в качестве армирующего элемента.
[0007] Кроме того, когда катионообменная мембрана установлена в электролизер для осуществления электролиза, необходимо снижение требуемого для электролиза напряжения (напряжения электролиза). Для реализации этого желательно, чтобы катионообменная мембрана имела низкое сопротивление. Кроме того, желательна катионообменная мембрана, способная обеспечивать стабильные электролитические характеристики в течение продолжительного времени.
[0008] Настоящее изобретение сделано с учетом вышеупомянутых обстоятельств. Главная задача настоящего изобретения заключается в том, чтобы предложить катионообменную мембрану, обладающую превосходной механической прочностью по отношению к сгибанию или т.п. и обеспечивающую стабильные электролитические характеристики в течение продолжительного времени, электролизер с использованием этой катионообменной мембраны и способ изготовления катионообменной мембраны.
Средства решения проблем
[0009] Авторы настоящего изобретения провели интенсивные исследования для решения вышеупомянутых задач. В результате они обнаружили, что вышеупомянутые задачи могут быть решены с помощью катионообменной мембраны, имеющей, по меньшей мере, тело мембраны, содержащее фтористый полимер, имеющий ионообменную группу, и два или более армирующих заполнителя, расположенных приблизительно параллельно внутри тела мембраны, причем тело мембраны имеет два или более отверстия для элюирования, образованных между смежными друг другу армирующими заполнителями, и если предположить, что расстояние между смежными друг другу армирующими заполнителями представлено как a; расстояние между армирующими заполнителями и отверстиями для элюирования, смежными друг другу, представлено как b; расстояние между смежными друг другу отверстиями для элюирования представлено как c и число отверстий для элюирования, образованных между смежными друг другу армирующими заполнителями, представлено как n, то существуют a, b, c и n, удовлетворяющие особому относительному выражению. На основании этого было выполнено настоящее изобретение.
[0010] Более конкретно настоящее изобретение заключается в следующем.
[1] Катионообменная мембрана, по меньшей мере включающая:
тело мембраны, содержащее фтористый полимер, имеющий ионообменную группу; и
два или более армирующих заполнителя, расположенных приблизительно параллельно внутри тела мембраны,
причем тело мембраны снабжено двумя или более отверстиями для элюирования, образованными между смежными друг другу армирующими заполнителями, и
если предположить, что расстояние между смежными друг другу армирующими заполнителями представлено как a, расстояние между армирующими заполнителями и отверстиями для элюирования, смежными друг другу, представлено как b, расстояние между смежными друг другу отверстиями для элюирования представлено как c и число отверстий для элюирования, образованных между смежными друг другу армирующими заполнителями, представлено как n, то существуют по меньшей мере a, b, c и n, удовлетворяющие соотношению, представленному следующим выражением (1) или выражением (2).
b>a/(n+1)...(1)
c>a/(n+1)...(2)
[2] Катионообменная мембрана по п.[1], при этом a, c и n дополнительно удовлетворяют соотношению, представленному следующим выражением (3).
0,2a/(n+1)≤c≤0,9a/(n+1)... (3)
[3] Катионообменная мембрана по п.[1] или [2], при этом a, b и n дополнительно удовлетворяют соотношению, представленному следующим выражением (4).
a/(n+1)<b≤1,8a/(n+1)... (4)
[4] Катионообменная мембрана по п.[1] или [3], при этом a, c и n дополнительно удовлетворяют соотношению, представленному следующим выражением (5).
1,1a/(n+1)≤c≤0,8a... (5)
[5] Катионообменная мембрана по любому из пп.[1]-[4], при этом поочередно присутствуют:
первый интервал между армирующими заполнителями, в котором a, b, c и n удовлетворяют соотношению, представленному выражением (1), и
второй интервал между армирующими заполнителями, в котором a, b, c и n удовлетворяют соотношению, представленному выражением (2).
[6] Катионообменная мембрана по п.[5], при этом
в первом интервале между армирующими заполнителями a, b, c и n дополнительно удовлетворяют соотношениям, представленным следующим выражением (3) и следующим выражением (4), и
во втором интервале между армирующими заполнителями a, b, c и n дополнительно удовлетворяют соотношению, представленному следующим выражением (5).
0,2a/(n+1)≤c≤0,9a/(n+1)... (3)
a/(n+1)<b≤1,8a/(n+1)... (4)
1,1a/(n+1)≤c≤0,8a... (5)
[7] Катионообменная мембрана по п.[5] или [6], при этом поочередно присутствуют первый интервал между армирующими заполнителями, удовлетворяющий соотношению, представленному следующим выражением (6), и второй интервал между армирующими заполнителями, удовлетворяющий соотношению, представленному следующим выражением (7).
n=2, b>a/3... (6)
n=2, c>a/3... (7)
[8] Катионообменная мембрана по любому из пп.[5]-[7], при этом поочередно присутствуют первый интервал между армирующими заполнителями, удовлетворяющий соотношению, представленному следующим выражением (8), и второй интервал между армирующими заполнителями, удовлетворяющий соотношению, представленному следующим выражением (9).
n=2, 0,2a/3≤c≤0,9a/3, a/3<b≤1,8a/3... (8)
n=2, 1,1a/3≤c≤0,8... (9)
[9] Катионообменная мембрана по п.[1], при этом a, b, c и n, удовлетворяющие соотношению, представленному приведенным выше выражением (1) или приведенным выше выражением (2), присутствуют по меньшей мере в MD-направлении и в TD-направлении катионообменной мембраны.
[10] Катионообменная мембрана по п.[6], при этом первый интервал между армирующими заполнителями, удовлетворяющий соотношениям, представленным выражением (3) и выражением (4), или второй интервал между армирующими заполнителями, удовлетворяющий соотношению, представленному выражением (5), присутствует в MD-направлении и в TD-направлении катионообменной мембраны.
[11] Способ изготовления катионообменной мембраны, включающий стадии:
переплетение двух или более армирующих заполнителей, удаляемой нити, растворимой в кислоте или щелочи, и промежуточной нити, растворимой в заданном растворителе, в котором не растворяются армирующие заполнители и удаляемая нить, для получения армирующего материала с удаляемой нитью и промежуточной нитью, расположенными между смежными друг другу армирующими заполнителями;
выдерживание армирующего материала в заданном растворителе для удаления промежуточной нити из армирующего материала;
пакетирование армирующего материала, из которого удалена промежуточная нить, и фтористого полимера, имеющего ионообменную группу или предшественник ионообменной группы, который может быть превращен в ионообменную группу гидролизом, для образования тела мембраны с армирующим материалом; и
выдерживание удаляемой нити в кислоте или щелочи для удаления удаляемой нити из тела мембраны, в результате чего в теле мембраны образуется отверстие для элюирования.
[12] Электролизер, по меньшей мере включающий: анод; катод; и катионообменную мембрану по любому из пп.[1]-[10], расположенную между анодом и катодом.
Полезные эффекты изобретения
[0011] Согласно настоящему изобретению можно предложить катионообменную мембрану, обладающую превосходной механической прочностью по отношению к сгибанию и т.д. и способную обеспечивать стабильные электролитические характеристики в течение продолжительного времени, и способ изготовления катионообменной мембраны.
Краткое описание чертежей
[0012] Фиг.1 представляет боковой вид в разрезе первого варианта катионообменной мембраны согласно настоящему варианту реализации.
Фиг.2 представляет концептуальную схему первого варианта катионообменной мембраны согласно настоящему варианту реализации.
Фиг.3 представляет концептуальную схему второго варианта катионообменной мембраны согласно настоящему варианту реализации.
Фиг.4 представляет концептуальную схему третьего варианта катионообменной мембраны согласно настоящему варианту реализации.
Фиг.5 представляет концептуальную схему четвертого варианта катионообменной мембраны согласно настоящему варианту реализации.
Фиг.6 представляет концептуальную схему пятого варианта катионообменной мембраны согласно настоящему варианту реализации.
Фиг.7 представляет концептуальную схему для иллюстрации примера способа изготовления согласно настоящему варианту реализации.
Фиг.8 представляет концептуальную схему катионообменной мембраны, изготовленной в примерах и сравнительных примерах.
Фиг.9 представляет концептуальную схему другой катионообменной мембраны, изготовленной в примерах и сравнительных примерах.
Фиг.10 представляет концептуальную схему электролизера согласно настоящему варианту реализации.
Варианты осуществления изобретения
[0013] Теперь будет описан более подробно наилучший вариант осуществления настоящего изобретения (далее называется «настоящий вариант реализации»). Следует отметить, что настоящее изобретение не ограничено настоящими вариантами его реализации, которые приведены ниже, и может быть модифицировано и осуществлено разнообразными способами в пределах данного объема. Следует отметить, что относительное расположение на чертежах, такое как справа или слева, сверху или снизу, основано на относительном расположении, показанном на чертежах, если не указано иное. Кроме того, соотношение размеров на чертежах не ограничено соотношением, показанным на чертежах.
<Катионообменная мембрана>
[0014] Фиг.1 представляет боковой вид в разрезе первого варианта катионообменной мембраны согласно настоящему варианту реализации. Фиг.2 представляет концептуальную схему первого варианта катионообменной мембраны согласно настоящему варианту реализации. Катионообменная мембрана 1 представляет собой катионообменную мембрану, по меньшей мере включающую: тело 14 мембраны, содержащее фтористый полимер, имеющий ионообменную группу; и два или более армирующих заполнителя 10, расположенных приблизительно параллельно внутри тела 14 мембраны. Тело 14 мембраны снабжено двумя или более отверстиями для элюирования 12, образованными между смежными друг другу армирующими заполнителями 10. Кроме того, если предположить, что расстояние между смежными друг другу армирующими заполнителями 10 представлено как a, расстояние между армирующими заполнителями 10 и отверстиями для элюирования 12, смежными друг другу, представлено как b, расстояние между смежными друг другу отверстиями для элюирования 12 представлено как c и число отверстий для элюирования 12, образованных между смежными друг другу армирующими заполнителями 10, представлено как n, то по меньшей мере существуют a, b, c и n, удовлетворяющие соотношению, представленному следующим выражением (1) или выражением (2).
b>a/(n+1)... (1)
c>a/(n+1)... (2)
[0015] Тело 14 мембраны выполняет функцию селективного пропускания катионов и содержит фтористый полимер. Тело 14 мембраны предпочтительно имеет по меньшей мере сульфоксильный слой 142, имеющий группу сульфоновой кислоты в качестве ионообменной группы, и карбоксильный слой 144, имеющий группу карбоновой кислоты в качестве ионообменной группы. Как правило, катионообменную мембрану 1 используют таким образом, что сульфоксильный слой 142 расположен на анодной стороне (α) электролизера, а карбоксильный слой 144 расположен на катодной стороне (β) электролизера. Сульфоксильный слой 142 образован из имеющего низкое электрическое сопротивление материала и предпочтительно представляет собой пленку большой толщины с точки зрения прочности мембраны. Карбоксильный слой 144 предпочтительно обладает высокой способностью отделения анионов, даже если толщина пленки мала. За счет содержания карбоксильного слоя 144, как отмечено выше, можно дополнительно улучшить селективную проницаемость катионов, таких как ионы натрия. Тело 14 мембраны является удовлетворительным до тех пор, пока оно выполняет функцию селективного пропускания катионов и содержит фтористый полимер, и его структура не должна обязательно ограничиваться вышеупомянутой структурой. Используемый здесь термин «способность отделения анионов» означает свойство предотвращать внедрение или проникновение анионов в катионообменную мембрану.
[0016] Фтористый полимер, используемый в теле 14 мембраны, может включать фтористый полимер, имеющий ионообменную группу или предшественник ионообменной группы, который может быть превращен в ионообменную группу гидролизом, образованный фторированным углеводородом в качестве основной цепи с функциональной группой, способной превращаться в ионообменную группу, например, путем гидролиза, в качестве подвесной боковой цепи, для которого применима обработка в расплаве. Пример способа получения такого фтористого полимера будет описан ниже.
[0017] Фтористый полимер можно получать, например, путем сополимеризации по меньшей мере одного мономера, выбранного из следующей первой группы, и по меньшей мере одного мономера, выбранного из следующей второй группы и/или следующей третьей группы, или, альтернативно, получать путем гомополимеризации одного мономера, выбранного из любой из следующих первой, второй и третьей групп.
[0018] Мономер первой группы может включать, например, винилфторидное соединение. Примеры винилфторидного соединения могут включать винилфторид, тетрафторэтилен, гексафторпропилен, винилиденфторид, трифторэтилен, хлортрифторэтилен и перфтор(алкилвинилэфир). В частности, в том случае, когда катионообменную мембрану 1 согласно настоящему варианту реализации используют в качестве мембраны для щелочного электролиза, в качестве винилфторидного соединения предпочтительно используют перфтормономер. Например, предпочтительным является перфтормономер, выбранный из группы, которую составляют тетрафторэтилен, гексафторпропилен и перфтор(алкилвинилэфир).
[0019] Мономер второй группы может включать, например, виниловое соединение, имеющее функциональную группу, способную превращаться в группу карбоновой кислоты (ионообменную группу типа карбоновой кислоты). Виниловое соединение, имеющее функциональную группу, способную превращаться в группу карбоновой кислоты (ионообменную группу типа карбоновой кислоты), может включать, например, мономер, представленный формулой CF2=CF(OCF2CYF)s-O(CZF)t-COOR (где s представляет собой целое число от 0 до 2, t представляет собой целое число от 1 до 12, каждый из Y и Z независимо представляет собой F или CF3, и R представляет собой низшую алкильную группу) и т.п.
Среди них предпочтительным является соединение, представленное формулой CF2=CF(OCF2CYF)n-O(CF2)m-COOR, где n представляет собой целое число от 0 до 2, m представляет собой целое число от 1 до 4, Y представляет собой F или CF3, и R представляет собой CH3, C2H5 или C3H7. В частности, когда катионообменную мембрану согласно настоящему варианту реализации используют в качестве катионообменной мембраны для щелочного электролиза, в качестве мономера предпочтительно используют по меньшей мере перфторсоединение. Однако поскольку алкильная группа (см. вышеупомянутый R) сложноэфирной группы отделяется от полимера во время гидролиза, алкильная группа (R) не может представлять собой перфторалкильную группу, в которой все атомы водорода замещены атомами фтора. Среди них более предпочтительными являются, например, мономеры, представленные ниже:
CF2=CFOCF2CF(CF3)OCF2COOCH3,
CF2=CFOCF2CF(CF3)O(CF2)2COOCH3,
CF2=CF[OCF2CF(CF3)]2O(CF2)2COOCH3,
CF2=CFOCF2CF(CF3)O(CF3)3COOCH3,
CF2=CFO(CF2)2COOCH3,
CF2=CFO(CF2)3COOCH3.
[0020] Мономер третьей группы может включать, например, виниловое соединение, имеющее функциональную группу, способную превращаться в группу сульфоновой кислоты (ионообменную группу сульфонового типа). В качестве винилового соединения, имеющего функциональную группу, способную превращаться в группу сульфоновой кислоты (ионообменную группу сульфонового типа), предпочтительным является, например, мономер, представленный формулой CF2=CFO-X-CF2-SO2F (где X представляет собой перфторгруппу). Их конкретные примеры могут включать мономеры, представленные ниже:
CF2=CFOCF2CF2SO2F,
CF2=CFOCF2CF(CF3)OCF2CF2SO2F,
CF2=CFOCF2CF(CF3)OCF2CF2CF2SO2F,
CF2=CF(CF2)2SO2F,
CF2=CFO[CF2CF(CF3)O]2CF2CF2SO2F,
CF2=CFOCF2CF(CF2OCF3)OCF2CF2SO2F.
Среди них более предпочтительными являются CF2=CFOCF2CF(CF3)OCF2CF2CF2SO2F и CF2=CFOCF2CF(CF3)OCF2CF2SO2F.
[0021] Из данных мономеров можно получить сополимеры, используя способ полимеризации, разработанный для гомополимеризации и сополимеризации этиленфторида, в частности общий способ полимеризации, используемый для тетрафторэтилена. Например, в неводном способе реакцию полимеризации можно проводить, используя инертный растворитель, такой как перфторуглеводород и хлорфторуглерод, в присутствии инициатора радикальной полимеризации, такого как пероксид перфторуглерода и азосоединение, при условиях: температура от 0 до 200°C и давление от 0,1 до 20 МПа.
[0022] В вышеупомянутой сополимеризации вид сочетания вышеупомянутых мономеров и их соотношение конкретно не ограничены, и их выбирают и определяют в зависимости от типа и количества функциональных групп, которые желательно ввести в получаемый фтористый полимер. Например, чтобы получить фтористый полимер, содержащий только карбоксилатную функциональную группу, по меньшей мере один вид мономера может быть выбран, каждый из вышеупомянутых первой и второй групп, и сополимеризован. Кроме того, чтобы получить полимер, содержащий только сульфонилфторидную функциональную группу, по меньшей мере один вид мономера может быть выбран, каждый из вышеупомянутых первой и третьей групп, и сополимеризован. Кроме того, чтобы получить фтористый полимер, имеющий карбоксилатную функциональную группу и сульфонилфторидную функциональную группу, по меньшей мере один вид мономера может быть выбран, каждый из вышеупомянутых первой, второй и третьей групп, и сополимеризован. В этом случае желательный фтористый полимер можно получать также путем отдельной полимеризации сополимера, образованного из мономеров, выбранных из вышеупомянутых первой и второй групп, и сополимера, образованного из мономеров, выбранных из вышеупомянутых первой и третьей групп, и их последующего смешивания. Кроме того, соотношение в смеси мономеров конкретно не ограничено; однако чтобы увеличить количество функциональных групп на звено полимера, можно увеличить соотношение мономеров, выбранных из вышеупомянутых второй и третьей групп.
[0023] Суммарная ионообменная емкость фторсодержащего сополимера конкретно не ограничена; однако она предпочтительно составляет от 0,5 до 2,0 мг-экв/г в расчете на сухой полимер, а предпочтительнее от 0,6 до 1,5 мг-экв/г в расчете на сухой полимер. Использованная здесь суммарная ионообменная емкость означает эквивалентное количество обменных групп на единицу массы сухого полимера и может быть определена нейтрализационным титрованием и т.д.
[0024] Катионообменная мембрана 1 по настоящему варианту реализации предпочтительно дополнительно имеет покровные слои 146 и 148, если это необходимо с точки зрения предотвращения осаждения газа на поверхности катодной стороны и поверхности анодной стороны. Материал, из которого состоят покровные слои 146 и 148, конкретно не ограничен; однако с точки зрения предотвращения осаждения газа предпочтительно включать неорганическое вещество. Примеры неорганического вещества могут включать оксид циркония и оксид титана. Способ получения покровных слоев 146 и 148 конкретно не ограничен, и можно использовать способ, известный в данной области техники. Например, можно упомянуть способ нанесения жидкости, содержащей мелкодисперсные частицы неорганического оксида, диспергированные в растворе связующего полимера, путем распыления и т.д.
[0025] Катионообменная мембрана 1 содержит два или более армирующих заполнителя 10, расположенных приблизительно параллельно внутри тела 14 мембраны. Армирующий заполнитель 10 означает элемент для улучшения механической прочности катионообменной мембраны 1 и стабильности ее размеров. Использованная здесь стабильность размеров означает свойство подавления расширения и сжатия катионообменной мембраны в желательном интервале. Катионообменная мембрана, обладающая превосходной стабильностью размеров, не расширяется и не сжимается более чем это необходимо, например, в процессе гидролиза и электролиза и сохраняет стабильные размеры в течение продолжительного времени. Элемент, который составляет армирующий заполнитель 10, может представлять собой, но конкретно не ограничен им, например, армирующий заполнитель, образованный из армирующей нити. Использованная здесь армирующая нить представляет собой элемент, который составляет армирующий заполнитель, и означает нить, способную придавать желательную механическую прочность катионообменной мембране и устойчиво присутствовать в катионообменной мембране.
[0026] Вид армирующего заполнителя 10 конкретно не ограничен; однако можно использовать, например, тканое полотно (текстильную ткань), нетканое полотно и трикотажное полотно, применяя вышеупомянутую армирующую нить. Среди них, с точки зрения удобства в изготовлении, предпочтительным является тканое полотно. Что касается плетения тканого полотна, предпочтительным является полотняное плетение. Толщина тканого полотна конкретно не ограничена; однако она предпочтительно составляет от 30 до 250 мкм, а предпочтительнее от 30 до 150 мкм. Кроме того, плотность плетения (число тканых волокон на единицу длины) армирующей нити конкретно не ограничена; однако она предпочтительно составляет от 5 до 50 нитей на дюйм.
[0027] Коэффициент открытия армирующего заполнителя 10 конкретно не ограничен; однако он предпочтительно составляет 30% или более и 90% или менее. Коэффициент открытия предпочтительно составляет 30% или более с точки зрения электрохимических свойств катионообменной мембраны и предпочтительно составляет 90% или менее с точки зрения механической прочности мембраны. Предпочтительнее коэффициент открытия составляет 50% или более, а еще предпочтительнее 60% или более.
[0028] Коэффициент открытия здесь означает отношение (B) суммы площадей, через которые может проходить вещество, такое как ионы, к (A) сумме площадей поверхности катионообменной мембраны и выражен как (B)/(A). Значение (B) представляет собой сумму площадей, через которые могут проходить катионы и электролит и т.д. без препятствия со стороны, например, армирующего заполнителя, армирующей нити и т.д., содержащихся в катионообменной мембране. Способ определения коэффициента открытия будет описан более подробно. Фотографируется изображение поверхности катионообменной мембраны (катионообменной мембраны перед покрытием). Площади областей, где не присутствует армирующий заполнитель, суммируют, получая значение (B). После этого по площади поверхности изображения катионообменной мембраны получают значение (A). Коэффициент открытия вычисляют делением (B) на (A).
[0029] Материал для армирующей нити, составляющей армирующий заполнитель 10, конкретно не ограничен; однако он предпочтительно представляет собой материал, обладающий стойкостью к кислотам, щелочам и т.д. В частности, материал, содержащий фтористый полимер, является более предпочтительным с точки зрения сохранения термической и химической стойкости в течение продолжительного времени. Примеры указанного здесь фтористого полимера могут включать политетрафторэтилен (PTFE), сополимер тетрафторэтилена и перфторалкилвинилового эфира (PFA), сополимер этилена и тетрафторэтилена (ETFE), сополимер тетрафторэтилена и гексафторпропилена, сополимер трифторхлорэтилена и этилена и поливинилиденфторид (PVDF). Среди них политетрафторэтилен (PTFE) является предпочтительным с точки зрения термической и химической стойкости.
[0030] Линейная плотность армирующей нити, используемой в армирующем заполнителе 10, конкретно не ограничена; однако она предпочтительно составляет от 20 до 300 денье, а предпочтительнее от 50 до 250 денье. Армирующая нить может представлять собой моноволокно или мультиволокно. Кроме того, можно использовать пряжу из него, нить в виде ленты и т.д.
[0031] Особенно предпочтительным видом армирующего заполнителя 10 является армирующий заполнитель, содержащий PTFE, с точки зрения химической и термической стойкости, и пленочная нить или высокоориентированное моноволокно с точки зрения прочности. В частности, пленочная нить, полученная разрезанием высокопрочного пористого листа, состоящего из PTFE, на лентоподобные куски, или полотняное плетение с использованием высокоориентированного моноволокна, состоящего из PTFE с линейной плотностью от 50 до 300 денье и плотностью плетения от 10 до 50 нитей на дюйм, является предпочтительным, а армирующий заполнитель, имеющий толщину в пределах диапазона от 50 до 100 мкм, является более предпочтительным. Кроме того, коэффициент открытия катионообменной мембраны, содержащей армирующий заполнитель, предпочтительнее составляет 60% или более.
[0032] В теле 14 мембраны образованы два или более отверстия для элюирования 12. Отверстия для элюирования 12 представляют собой отверстия, которые можно использовать в качестве каналов протекания катионов, образовавшихся при электролизе, и электролита. Путем образования отверстий для элюирования 12 можно обеспечить подвижность образующихся при электролизе ионов щелочных металлов и электролита. Форма отверстий для элюирования 12 конкретно не ограничена. В том случае, когда катионообменную мембрану изготавливают в соответствии со способом, описанным ниже, отверстия для элюирования 12 в теле мембраны образуются путем растворения удаляемой нити в кислоте или щелочи; следовательно, форма отверстий для элюирования 12 является такой же, как форма удаляемой нити.
[0033] Как показано на фиг.1, катионообменная мембрана 1 содержит отверстия для элюирования 12a, образованные в перпендикулярном плоскости бумаги направлении, и отверстие для элюирования 12b, образованное в продольном направлении параллельно плоскости бумаги. То есть отверстие для элюирования 12b, образованное в продольном направлении параллельно плоскости бумаги, образовано приблизительно перпендикулярным армирующему заполнителю 10. Отверстие для элюирования 12b предпочтительно образовано таким образом, что отверстие для элюирования 12b поочередно проходит через анодную сторону (сторону рядом с сульфоксильным слоем 142) и катодную сторону (сторону рядом с карбоксильным слоем 144) армирующего заполнителя 10. Благодаря такой структуре в той части, где отверстие для элюирования 12b образовано на катодной стороне армирующего заполнителя 10, катион (например, ион натрия), переносимый через электролит, загруженный в отверстие для элюирования, может протекать также на катодную сторону армирующего заполнителя 10. В результате, поскольку поток катионов не прерывается, можно дополнительно уменьшать электрическое сопротивление катионообменной мембраны 1.
[0034] Следует отметить, что на фиг.1 катионообменная мембрана 1 содержит отверстия для элюирования 12a, образованные в перпендикулярном плоскости бумаги направлении, и отверстия для элюирования 12b, образованные в продольном направлении параллельно плоскости бумаги. Число n отверстий для элюирования 12, образованных между смежными друг другу армирующими заполнителями 10, означает число отверстий для элюирования 12, расположенных в одном и том же направлении. В случае фиг.1 число отверстий для элюирования 12a, образованных в перпендикулярном плоскости бумаги направлении, указано как число n в перпендикулярном плоскости бумаги направлении; в то время как число отверстий для элюирования 12b, образованных в продольном направлении параллельно плоскости бумаги, указано как число n в продольном направлении параллельно плоскости бумаги.
[0035] Как показано на фиг.2, если предположить, что расстояние между смежными друг другу армирующими заполнителями 10 представлено как a, расстояние между армирующими заполнителями 10 и отверстиями для элюирования 12, смежными друг другу, представлено как b, расстояние между смежными друг другу отверстиями для элюирования 12 представлено как c и число отверстий для элюирования 12, образованных между смежными друг другу армирующими заполнителями 10, представлено как n, то существуют по меньшей мере a, b, c и n, удовлетворяющие соотношению, представленному следующим выражением (1) или выражением (2).
b>a/(n+1)... (1)
c>a/(n+1)... (2)
[0036] В данных выражениях a/(n+1) соответствует расстоянию между отверстиями для элюирования, когда они расположены с равными интервалами между армирующими заполнителями 10. В интервале между армирующими заполнителями 10, где присутствуют a, b, c и n, удовлетворяющие соотношению, представленному выражением (1), расстояние b между армирующими заполнителями 10 и отверстиями для элюирования 12, смежными друг другу, больше, чем равные интервалы (a/(n+1)). В этом случае в качестве расстояния b между армирующими заполнителями 10 и отверстиями для элюирования 12, смежными друг другу, существуют два расстояния между смежными армирующими заполнителями 10, то есть существуют два значения b (более конкретно, на фиг.2 одно существует между армирующим заполнителем 10 слева и отверстием для элюирования 12, а другое - между армирующим заполнителем 10 справа и отверстием для элюирования 12). В настоящем варианте реализации считается удовлетворительным, если по меньшей мере одно из двух значений b удовлетворяет соотношению, представленному выражением (1). Предпочтительнее, если оба из двух значений b, которые присутствуют между смежными армирующими заполнителями 10, удовлетворяют соотношению в выражении (1). Следует отметить, что a представляет собой сумму всех значений b и всех значений c, которые присутствуют между смежными друг другу армирующими заполнителями, хотя это очевидно из определения.
[0037] В интервале между армирующими заполнителями 10, где присутствуют a, b, c и n, удовлетворяющие соотношению, представленному выражением (2), интервал c между смежными друг другу отверстиями для элюирования 12 больше, чем равные интервалы (a/(n+1)). В этом случае в качестве расстояния c между смежными друг другу отверстиями для элюирования 12 существуют два или более расстояния c, если n=3 или более. То есть существуют два или более значения c. В этом случае в настоящем варианте реализации считается удовлетворительным, если по меньшей мере одно значение c удовлетворяет соотношению, представленному выражением (2).
[0038] Как очевидно из приведенного выше описания, в катионообменной мембране 1 по настоящему варианту реализации считается удовлетворительным, если по меньшей мере одно расположение удовлетворяет соотношению, представленному выражением (1) или выражением (2).
[0039] Кроме того, отверстия для элюирования 12 предпочтительно расположены в приблизительно симметричных положениях относительно середины смежных армирующих заполнителей. При этом два значения b, присутствующие между смежными армирующими заполнителями, становятся приблизительно равными друг другу.
[0040] Если армирующие заполнители 10 и отверстия для элюирования 12 образованы в теле 14 мембраны таким образом, чтобы удовлетворить соотношению в выражении (1) или выражении (2), можно улучшить, по меньшей мере, механическую прочность катионообменной мембраны 1. Путем установления относительного расположения армирующих заполнителей 10 и отверстий для элюирования 12 в соответствии с определенным позиционным соотношением, представленным выражением (1) или выражением (2), даже в том случае, когда катионообменная мембрана 1 может быть согнута при обращении, можно предотвратить повреждение, такое как образование прокола, вызванного приложением чрезмерной нагрузки к определенному месту. В результате можно значительно повысить сопротивление изгибу катионообменной мембраны 1; превосходная механическая прочность может сохраняться в течение продолжительного времени; и можно обеспечить стабильные электролитические характеристики. В настоящем варианте реализации вышеупомянутый эффект можно получить при том условии, что удовлетворяется какое-либо одно из выражения (1) и выражения (2), однако с точки зрения механической прочности более предпочтительно выполнение соотношения в выражении (2).
[0041] Кроме того, напряжение электролиза можно дополнительно уменьшить путем удовлетворения выражения (1) или выражения (2). Напряжение электролиза можно уменьшить, регулируя расположение отверстий для элюирования 12, чтобы обеспечивать подвижность образующихся при электролизе катионов, таких как ионы щелочных металлов, и электролита. Способ регулирования расположения отверстий для элюирования 12 может включать, например, способ соответствующего изменения условий переплетения на стадии изготовления катионообменной мембраны, как описано ниже.
[0042] Кроме того, когда катионообменная мембрана 1 установлена внутри электролизера, если даже катионообменная мембрана 1 трется об электрод и т.д., например, при вибрации электролизера, можно предотвратить повреждение армирующего заполнителя 10 и выступание его через поверхность тела 14 мембраны. Поскольку армирующий заполнитель 10 и т.д. внедрен во внутреннюю часть тела мембраны, армирующий заполнитель 10 не будет повреждаться или выступать через поверхность тела мембраны. В частности, можно эффективно предотвращать, например, местное отслаивание армирующего заполнителя 10. Таким образом, можно обеспечить продолжительный срок службы катионообменной мембраны 1.
[0043] В одном аспекте настоящих вариантов реализации a, c и n предпочтительно дополнительно удовлетворяют соотношению, представленному следующим выражением (3) в дополнение к соотношению, представленному выражением (1) или выражением (2).
0,2a/(n+1)≤c≤0,9a/(n+1)... (3)
При удовлетворении соотношения в выражении (3) можно дополнительно повысить механическую прочность катионообменной мембраны 1. Кроме того, можно дополнительно усилить эффект уменьшения напряжения электролиза.
Считается более предпочтительным, если a, c и n дополнительно удовлетворяют соотношению, представленному выражением (3-1), в дополнение к соотношению в выражении (1) или выражении (2), и еще более предпочтительным, если a, c и n дополнительно удовлетворяют соотношению в выражении (3-2).
0,4a/(n+1)≤c≤0,8a/(n+1)... (3-1)
0,4a/(n+1)≤c≤0,75a/(n+1)... (3-2)
[0044] Кроме того, когда выполнено соотношение в выражении (3), a, b и n предпочтительно дополнительно удовлетворяют соотношению в следующем выражении (4).
a/(n+1)<b≤1,8a/(n+1)... (4)
Если также выполняется соотношение в выражении (4), помимо выражения (3), можно дополнительно улучшить механическую прочность катионообменной мембраны 1. Кроме того, можно дополнительно уменьшить напряжение электролиза.
Помимо выражения (3) предпочтительнее a, b и n удовлетворяют соотношению в выражении (4-1), а еще предпочтительнее - соотношению в выражении (4-2).
1,05a/(n+1)≤b≤1,6a/(n+1)... (4-1)
1,1a/(n+1)≤b≤1,5a/(n+1)... (4-2)
[0045] Следует отметить, что в интервале между армирующими заполнителями, удовлетворяющем соотношениям в выражении (3) и выражении (4), интервал b между отверстиями для элюирования и армирующими заполнителями, смежными друг другу, является широким, а интервал c между отверстиями для элюирования является узким. То есть не стоит и говорить, что между армирующими заполнителями удовлетворятся выражение (1).
[0046] Кроме того, в качестве расстояния b между армирующими заполнителями 10 и отверстиями для элюирования 12, смежными друг другу, существуют два расстояния между смежными армирующими заполнителями 10 (более конкретно, на фиг.2 одно присутствует между левыми армирующим заполнителем 10 и отверстием для элюирования 12, а другое присутствует между правыми армирующим заполнителем 10 и отверстием для элюирования 12). Из двух значений b по меньшей мере одно значение b может удовлетворять соотношению в выражении (4). Предпочтительнее, если оба значения b, которые присутствуют между смежными армирующими заполнителями 10, удовлетворяют соотношению в выражении (4).
[0047] В другом варианте реализации a, c и n предпочтительно удовлетворяют дополнительно соотношению, представленному следующим выражением (5) помимо соотношения в выражении (1) или выражении (2).
1,1a/(n+1)≤c≤0,8a... (5)
При выполнении соотношения в выражении (5) можно дополнительно улучшить механическую прочность катионообменной мембраны 1. При выполнении соотношения в выражении (5) можно дополнительно подавить уменьшение удлинения при растяжении катионообменной мембраны 1 вследствие сгибания и т.д., чтобы дополнительно уменьшить напряжение электролиза.
[0048] Предпочтительнее, чтобы a, c и n удовлетворяли соотношению, представленному выражением (5-1) помимо соотношения в выражении (1) или выражении (2), и еще предпочтительнее выполнение соотношения в выражении (5-2).
1,1a/(n+1)≤c≤1,8a/(n+1)... (5-1)
1,1a/(n+1)≤c≤1,7a/(n+1)... (5-2)
[0049] В данных выражениях на примере случая, где n=2, будет описано соотношение в вышеупомянутых выражениях. Когда n=2, число отверстий для элюирования между армирующими заполнителями равно 2, и интервалы составляют a/(n+1)=a/3, когда отверстия для элюирования расположены с равными интервалами. Таким образом, когда n=2, выражение (1) и выражение (2) превращаются соответственно в следующие выражение (6) и выражение (7).
n=2, b>a/3... (6)
n=2, c>a/3... (7)
[0050] Тогда интервалы между армирующими заполнителями, удовлетворяющие соотношению в выражении (6), предпочтительно дополнительно удовлетворяют соотношению в выражении (3). Когда соотношение в выражении (3) также удовлетворено в дополнение к выражению (6), интервал между отверстиями для элюирования становится узким, а интервал между армирующим заполнителем и отверстием для элюирования становится широким. Таким образом, механическая прочность повышается, и можно уменьшить напряжение электролиза. Предпочтительнее, чтобы выражение (4) также удовлетворялось в дополнение к выражению (1).
[0051] Кроме того, интервалы между армирующими заполнителями, удовлетворяющие соотношению в выражении (7), предпочтительно дополнительно удовлетворяют соотношению в выражении (5). Когда соотношение в выражение (5) удовлетворяется в дополнение к выражению (7), интервал между отверстиями для элюирования становится широким и каждый интервал между армирующим заполнителем и отверстием для элюирования становится узким. Таким образом, механическая прочность повышается, и можно уменьшить напряжение электролиза.
[0052] Предпочтительнее первый интервал между армирующими заполнителями, удовлетворяющий соотношениям в выражении (6) и выражении (3), и второй интервал между армирующими заполнителями, удовлетворяющий соотношениям в выражении (7) и выражении (5), расположены поочередно и повторяются. При таком расположении дополнительно повышается механическая прочность и можно уменьшить напряжение электролиза.
[0053] Катионообменная мембрана согласно настоящему варианту реализации считается удовлетворительной при том условии, что соотношение в выражении (1) или выражении (2) удовлетворяется в заданном направлении мембраны. Более конкретно она считается удовлетворительной до тех пор, пока соотношение в выражении (1) или выражении (2) удовлетворяется в по меньшей мере одном направлении из MD-направления и TD-направления катионообменной мембраны. Считается предпочтительным, если по меньшей мере в TD-направлении (TD-нить описана ниже) катионообменной мембраны удовлетворяется соотношение в выражении (1) или выражении (2), и более предпочтительным, если соотношение в выражении (1) или выражении (2) удовлетворяется как в MD-направлении, так и в TD-направлении катионообменной мембраны.
[0054] Тогда, в по меньшей мере одном направлении из MD-направления и TD-направления считается предпочтительным наличие интервалов между армирующими заполнителями, удовлетворяющих соотношениям в выражениях (3) и (4) в дополнение к соотношению в выражении (1) или выражении (2); более предпочтительным считается наличие интервалов между армирующими заполнителями, дополнительно удовлетворяющих соотношению в выражении (3), по меньшей мере в TD-направлении (TD-нить) катионообменной мембраны; и еще более предпочтительным считается наличие интервалов между армирующими заполнителями, дополнительно удовлетворяющих соотношению в выражении (3) как в MD-направлении, так и в TD-направлении катионообменной мембраны.
[0055] Кроме того, в по меньшей мере одном направлении из MD-направления и TD-направления считается предпочтительным наличие интервалов между армирующими заполнителями, удовлетворяющих соотношению в выражении (5) в дополнение к выражению (1) или выражению (2); более предпочтительным считается наличие интервалов между армирующими заполнителями, дополнительно удовлетворяющих соотношению в выражении (5), по меньшей мере в TD-направлении (TD-нить) катионообменной мембраны; и еще более предпочтительным считается наличие интервалов между армирующими заполнителями, дополнительно удовлетворяющих соотношению в выражении (5) как в MD-направлении, так и в TD-направлении катионообменной мембраны.
[0056] Использованное здесь MD-направление (машинное направление) означает направление, вдоль которого тело мембраны и различные заполнители (например, армирующий материал, получаемый в том случае, когда армирующий материал ткут, используя армирующий заполнитель, армирующую нить, удаляемую нить, промежуточную нить и т.д.) перемещаются («направление подачи») в процессе изготовления катионообменной мембраны, как описано ниже. Кроме того, MD-нить означает нить, которую ткут (вяжут) вдоль MD-направления. TD-направление (поперечное направление) означает направление, в целом перпендикулярное MD-направлению. Кроме того, TD-нить означает нить, которую ткут (вяжут) вдоль TD-направления. Если в двух направлениях, т.е. в MD-направлении и TD-направлении катионообменной мембраны, удовлетворяется не только соотношение в выражении (1) или выражении (2), но и в выражении (3) или выражении (5) и т.д., то можно дополнительно улучшить механическую прочность катионообменной мембраны и можно дополнительно уменьшить напряжение электролиза.
[0057] Фиг.3 представляет концептуальную схему второго варианта катионообменной мембраны согласно настоящему варианту реализации. Катионообменная мембрана 2 удовлетворяет соотношению в выражении (1) или выражении (2) как в MD-направлении, так и в TD-направлении. Более конкретно катионообменная мембрана 2 содержит по меньшей мере два или более армирующих заполнителя 20x, расположенных внутри тела мембраны в MD-направлении (ось X) тела мембраны (не показано), и два или более отверстия для элюирования 22x, образованных между смежными друг другу армирующими заполнителями 20x. Если предположить, что расстояние между смежными друг другу армирующими заполнителями 20x представлено как ax, расстояние между армирующими заполнителями 20x и отверстиями для элюирования 22x, смежными друг другу, представлено как bx, расстояние между смежными друг другу отверстиями для элюирования 12 представлено как cx и число отверстий для элюирования 22x, образованных между смежными друг другу армирующими заполнителями 20x, представлено как nx, то удовлетворяется соотношение, представленное следующим выражением (1x) или выражением (2x).
bx>ax/(nx+1)... (1x)
cx>ax/(nx+1)... (2x)
[0058] Кроме того, катионообменная мембрана 2 содержит по меньшей мере два или более армирующих заполнителя 20y, расположенных внутри тела мембраны в TD-направлении (ось Y) тела мембраны (не показано), и два или более отверстия для элюирования 22y, образованных между смежными друг другу армирующими заполнителями 20y. Если предположить, что расстояние между смежными друг другу армирующими заполнителями 20y представлено как ay, расстояние между армирующими заполнителями 20y и отверстиями для элюирования 22y, смежными друг другу, представлено как by, расстояние между смежными отверстиями для элюирования 12 представлено как cy и число отверстий для элюирования 22y, образованных между смежными армирующими заполнителями 20y, представлено как ny, то удовлетворяется соотношение, представленное следующим выражением (1y) или выражением (2y).
by>ay/(ny+1)... (1y)
cy>ay/(ny+1)... (2y)
[0059] В настоящем варианте реализации не является необходимым, чтобы все армирующие заполнители и отверстия для элюирования в катионообменной мембране были выполнены таким образом, чтобы удовлетворять вышеупомянутому определенному соотношению (включая, например, выражение (1), или выражение (2), или выражение (3), или выражение (5) и т.п.). Например, если в катионообменной мембране существует по меньшей мере один интервал между армирующими заполнителями, имеющий отверстия для элюирования, расположенные таким образом, чтобы удовлетворять соотношению в выражении (1) или выражение (2), повышается сопротивление изгибу катионообменной мембраны.
[0060] Кроме того, если предположить, что область, отделенная двумя смежными армирующими заполнителями в MD-направлении катионообменной мембраны и двумя смежными армирующими заполнителями в ее TD-направлении, определена как одна область, отношение площади областей, удовлетворяющих соотношению в выражении (1) или выражении (2), к площади всех областей в катионообменной мембране конкретно не ограничено; однако оно составляет предпочтительно от 80 до 100%, а предпочтительнее от 90 до 100%. Краевая периферия катионообменной мембраны должна неподвижно закрепляться в электролизере во время использования и использоваться как место, сжатое с обеих сторон, например, фланцами электролизера. Если соотношение площадей составляет 80% или более, в части, соответствующей токонесущей части, можно предотвратить образование, например, проколов и трещин при сгибании. По этой причине предпочтительным является отношение площадей, составляющее 80% или более. Кроме того, если отношение площадей составляет 80% или более, в части, соответствующей токонесущей части, можно получить эффект уменьшения напряжения электролиза. По этой причине предпочтительным является соотношение площадей, составляющее 80% или более.
[0061] Кроме того, когда выполняется соотношение в выражении (3) или выражении (5), соотношение площадей областей, удовлетворяющих соотношению в выражении (3) или выражении (5), конкретно не ограничено; однако оно предпочтительно составляет от 40 до 100%, а предпочтительнее от 45 до 100%, к площади всех областей в катионообменной мембране. В области, удовлетворяющей соотношению в выражении (3) или выражении (5), сопротивление изгибу склонно к дальнейшему превосходству по сравнению с областью, также удовлетворяющей выражению (1) или выражению (2). Таким образом, если соотношение площадей составляет 40% или более, можно получить достаточно высокое сопротивление изгибу.
[0062] Фиг.4 представляет концептуальную схему третьего варианта катионообменной мембраны согласно настоящему варианту реализации. Катионообменная мембрана 3 представляет собой катионообменную мембрану, имеющую по меньшей мере тело мембраны (не показано), содержащее фтористый полимер, имеющий ионообменную группу, и два или более армирующих заполнителя 301, 302, 303, расположенных приблизительно параллельно внутри тела мембраны, а между смежными друг другу армирующими заполнителями образованы два ряда или более из n отверстий для элюирования 321, 322, 323,..., 324, 325, 326,....
[0063] В случае фиг.4 интервал между армирующими заполнителями, ограниченный армирующими заполнителями 301 и 302, и интервал между армирующими заполнителями, ограниченный армирующими заполнителями 302 и 303, чередуются и повторяются. Более конкретно в интервале между армирующими заполнителями, ограниченном армирующими заполнителями 301 и 302, отверстия для элюирования 321, 322, 323 образованы на расстоянии c1, c2,... (далее иногда называются вместе как c). Из них по меньшей мере c1 удовлетворяет соотношению в выражении (2): c1>a1/(n+1). Напротив, в интервале между армирующими заполнителями, ограниченном армирующими заполнителями 302 и 303, интервал b2 между армирующими заполнителями и отверстиями для элюирования, смежными друг другу, по меньшей мере удовлетворяет соотношению в выражении (1): b2>a1/(n+1).
[0064] Как описано выше, в катионообменной мембране считается предпочтительным, чтобы поочередно появлялись первый интервал между армирующими заполнителями (интервал, ограниченный армирующим заполнителем 302 и армирующим заполнителем 303), удовлетворяющий соотношению в выражении (1), и второй интервал между армирующими заполнителями (интервал, ограниченный армирующим заполнителем 301 и армирующим заполнителем 302), удовлетворяющий соотношению в выражении (2). Благодаря такому расположению можно дополнительно улучшить механическую прочность катионообменной мембраны 3 в данном направлении и можно дополнительно уменьшить соответствующее напряжение электролиза.
[0065] Следует отметить, что в настоящем варианте реализации направление, вдоль которого вышеуказанные первая область и вторая область расположены чередующимися в катионообменной мембране, конкретно не ограничено; однако в по меньшей мере каком-либо одном из MD-направления или TD-направления катионообменной мембраны первый интервал между армирующими заполнителями, удовлетворяющий соотношению в выражении (1), и второй интервал между армирующими заполнителями, удовлетворяющий соотношению в выражении (2), расположены поочередно. Катионообменная мембрана, имеющая такое расположение, является предпочтительной. Предпочтительнее в катионообменной мембране существует первый интервал между армирующими заполнителями, удовлетворяющий соотношению в выражении (1), и второй интервал между армирующими заполнителями, удовлетворяющий соотношению в выражении (2), которые чередующимся и повторяющимся образом расположены вдоль MD-направления (направление расположения TD-нитей) катионообменной мембраны. Еще более предпочтительно в катионообменной мембране существует первый интервал между армирующими заполнителями, удовлетворяющий соотношению в выражении (1), и второй интервал между армирующими заполнителями, удовлетворяющий соотношению в выражении (2), которые чередующимся и повторяющимся образом расположены вдоль MD-направления и TD-направления.
[0066] Как правило, катионообменная мембрана имеет прямоугольную форму. В большинстве случаев ее продольное направление соответствует MD-направлению, а ее поперечное направление соответствует TD-направлению. Такую катионообменную мембрану наматывают вокруг трубчатой основы, такой как винилхлоридная трубка, для транспортировки во время отгрузки и во время подготовки до установки в электролизер. Когда мембрану наматывают вокруг трубчатой основы, катионообменную мембрану иногда складывают в TD-направлении, чтобы уменьшить длину трубчатой основы. Даже в таком случае можно эффективно избежать концентрирования нагрузки в TD-направлении при условии использования катионообменной мембраны, содержащейся так, как отмечено выше, и, таким образом, можно эффективно предотвратить образование прокола и т.д.
[0067] В качестве одного аспекта настоящих вариантов реализации катионообменная мембрана предпочтительно имеет первый интервал между армирующими заполнителями, удовлетворяющий соотношению в выражении (1), который дополнительно удовлетворяет соотношениям в выражениях (3) и (4), и второй интервал между армирующими заполнителями, удовлетворяющий соотношению в выражении (2), который дополнительно удовлетворяет соотношению в выражении (5). Благодаря такому расположению можно дополнительно улучшить механическую прочность и можно дополнительно уменьшить напряжение электролиза. Следует отметить, что даже в этом случае направление, вдоль которого указанные выше первая область и вторая область расположены поочередно в катионообменной мембране, конкретно не ограничено.
[0068] Кроме того, в качестве другого варианта ионообменная мембрана предпочтительно имеет первый интервал между армирующими заполнителями, удовлетворяющий соотношению в выражении (1), который дополнительно удовлетворяет соотношению в выражении (6), и второй интервал между армирующими заполнителями, удовлетворяющий соотношению в выражении (2), который дополнительно удовлетворяет соотношению в выражении (7). Благодаря такому расположению можно дополнительно улучшить механическую прочность и можно дополнительно уменьшить напряжение электролиза. Следует отметить, что даже в этом случае направление, вдоль которого указанные выше первая область и вторая область поочередно расположены в катионообменной мембране, конкретно не ограничено.
[0069] Фиг.5 представляет концептуальную схему четвертого варианта катионообменной мембраны согласно настоящему варианту реализации. Катионообменная мембрана 4 представляет собой катионообменную мембрану, имеющую по меньшей мере тело мембраны (не показано), содержащее фтористый полимер, имеющий ионообменную группу, и два или более армирующих заполнителя 401, 402, 403, расположенных приблизительно параллельно внутри тела мембраны, в которой, в по меньшей мере каком-либо одном из направлений, т.е. в MD-направлении или в TD-направлении, катионообменной мембраны 4 поочередно присутствуют интервал между армирующими заполнителями, удовлетворяющий соотношению в следующем выражении (6), и интервал между армирующими заполнителями, удовлетворяющий соотношению в следующем выражении (7).
n=2, b>a/3... (6)
n=2, c>a/3... (7)
[0070] Такое расположение является предпочтительным, потому что можно дополнительно улучшить механическую прочность и можно дополнительно уменьшить напряжение электролиза за счет такого расположения.
[0071] На фиг.5 в интервале, ограниченном армирующим заполнителем 401 и армирующим заполнителем 402, расстояние b1 между армирующим заполнителем 401 и отверстием для элюирования 421 и расстояние b2 между армирующим заполнителем 402 и отверстием для элюирования 422 одновременно удовлетворяют соотношению в приведенном выше выражении (6): b1 (b2)>a/3. Кроме того, расстояние с1 между двумя отверстиями для элюирования 421 и 422 удовлетворяет соотношению: c1<a1/3. Другими словами, в интервале, ограниченном армирующим заполнителем 401 и армирующим заполнителем 402, расстояние c1 между двумя отверстиями для элюирования 421 и 422 является узким по сравнению с расстоянием между ними, на котором они расположены с равными интервалами.
[0072] Следует отметить, что в выражении (6) считается удовлетворительным, если по меньшей мере какая-либо одна из величин b1 или b2 удовлетворяет соотношению b>a/3, однако с точки зрения механической прочности и удобства в изготовлении предпочтительнее, чтобы обе величины b1 и b2 удовлетворяли соотношению: b>a/3.
[0073] В интервале, ограниченном армирующим заполнителем 402 и армирующим заполнителем 403, расстояние b3 между армирующим заполнителем 402 и отверстием для элюирования 423 и расстояние b4 между армирующим заполнителем 403 и отверстием для элюирования 434 одновременно удовлетворяют соотношению: b<a2/3. Кроме того, расстояние c2 между двумя отверстиями для элюирования 423 и 424 удовлетворяет соотношению в выражении (7): c2>a2/3. Другими словами, в интервале, ограниченном армирующим заполнителем 402 и армирующим заполнителем 403, расстояние c2 между двумя отверстиями для элюирования 423 и 424 является широким по сравнению с расстоянием между ними, на котором они расположены с равными интервалами.
[0074] Следует отметить, что если удовлетворяется соотношение в приведенном выше выражении (7), по меньшей мере какая-либо одна величина из b3 или b4 может удовлетворять соотношению: b<a/3; однако считается предпочтительным с точки зрения механической прочности и удобства в изготовлении, чтобы обе величины b3 и b4 удовлетворяли соотношению: b<a/3.
[0075] В по меньшей мере каком-либо одном из направлений, т.е. MD-направлении или TD-направлении, катионообменной мембраны 4 считается более предпочтительным, чтобы поочередно присутствовали интервал между армирующими заполнителями, удовлетворяющий соотношению в следующем выражении (8), и интервал между армирующими заполнителями, удовлетворяющий соотношению в следующем выражении (9). В этом случае на фиг.5 расстояния a1, b1, b2 и c1 удовлетворяют соотношению в следующем выражении (8); и расстояния a2, b3, b4 и c2 удовлетворяют соотношению в следующем выражении (9).
n=2, 0,2a/3≤c≤0,9a/3, a/3<b≤1,8a/3... (8)
n=2, 1,1a/3≤c≤0,8... (9)
Благодаря такому расположению можно дополнительно улучшить механическую прочность и можно дополнительно уменьшить напряжение электролиза.
[0076] Фиг.6 представляет концептуальную схему пятого варианта катионообменной мембраны согласно настоящему варианту реализации. В катионообменной мембране 5 образованы четыре области, которые разделены армирующими заполнителями 501x, 502x, 503x, расположенными вдоль MD-направления (ось X), и армирующими заполнителями 501y, 502y, 503y, расположенными вдоль TD-направления (ось Y). Кроме того, вдоль MD-направления катионообменной мембраны 5 образованы отверстия для элюирования 521x, 522x, 523x, 524x, а вдоль TD-направления образованы отверстия для элюирования 521y, 522y, 523y, 524y. Кроме того, катионообменная мембрана 5 имеет структуру с областью, где интервалы между отверстиями для элюирования расположены менее плотно, и областью, где интервалы между отверстиями для элюирования расположены более плотно, которые расположены поочередно как в MD-направлении, так и в TD-направлении.
[0077] В катионообменной мембране 5 существует (i) первая область, окруженная армирующими заполнителями 501x, 502x в MD-направлении и армирующими заполнителями 501y, 502y в TD-направлении, (ii) вторая область, окруженная армирующими заполнителями 502x, 503x в MD-направлении и армирующими заполнителями 501y, 502y в TD-направлении; (iii) третья область, окруженная армирующими заполнителями 502x, 503x в MD-направлении и армирующими заполнителями 501y, 502y в TD-направлении; и (iv) четвертая область, окруженная армирующими заполнителями 502x, 503x в MD-направлении и армирующими заполнителями 502y, 503y в TD-направлении. Данные области расположены повторяющимся образом.
[0078] В первой области отверстия для элюирования 521x, 522x расположены в MD-направлении таким образом, чтобы удовлетворять соотношению в выражении (6), и отверстия для элюирования 521y, 522y расположены в TD-направлении таким образом, чтобы удовлетворять соотношению в выражении (7). Поскольку можно дополнительно улучшить механическую прочность и можно дополнительно уменьшить напряжение электролиза, отверстия для элюирования 521x, 522x предпочтительно расположены в MD-направлении таким образом, чтобы удовлетворять соотношению в выражении (8). Благодаря такому расположению можно дополнительно улучшать механическую прочность катионообменной мембраны и можно дополнительно уменьшать соответствующее напряжение электролиза. Аналогичным образом, отверстия для элюирования 521y, 522y предпочтительно расположены в TD-направлении таким образом, чтобы удовлетворять соотношению в выражении (9).
[0079] Во второй области отверстия для элюирования 523x, 524x расположены в MD-направлении таким образом, чтобы удовлетворять соотношению в выражении (7), и отверстия для элюирования 521y, 522y расположены в TD-направлении таким образом, чтобы удовлетворять соотношению в выражении (7). В MD-направлении отверстия для элюирования 523x, 524x предпочтительно расположены таким образом, чтобы удовлетворять соотношению в выражении (9). Благодаря такому расположению можно дополнительно улучшать механическую прочность катионообменной мембраны и можно дополнительно уменьшать соответствующее напряжение электролиза. Аналогичным образом отверстия для элюирования 521y, 522y предпочтительно расположены в TD-направлении таким образом, чтобы удовлетворять соотношению в выражении (9).
[0080] В третьей области отверстия для элюирования 521x, 522x расположены в MD-направлении таким образом, чтобы удовлетворять соотношению в выражении (6), и отверстия для элюирования 523y, 524y расположены в TD-направлении таким образом, чтобы удовлетворять соотношению в выражении (6). В MD-направлении отверстия для элюирования 521x, 522x предпочтительно расположены таким образом, чтобы удовлетворять соотношению в выражении (8). Благодаря такому расположению можно дополнительно улучшать механическую прочность катионообменной мембраны и можно дополнительно уменьшать соответствующее напряжение электролиза. Аналогичным образом отверстия для элюирования 523y, 524y предпочтительно расположены в TD-направлении таким образом, чтобы удовлетворять соотношению в выражении (8).
[0081] В четвертой области отверстия для элюирования 523x, 524x расположены в MD-направлении таким образом, чтобы удовлетворять соотношению в выражении (7), и отверстия для элюирования 523y, 524y расположены в TD-направлении таким образом, чтобы удовлетворять соотношению в выражении (6). В MD-направлении отверстия для элюирования 523x, 524x предпочтительно расположены таким образом, чтобы удовлетворять соотношению в выражении (9). Благодаря такому расположению можно дополнительно улучшать механическую прочность катионообменной мембраны и можно дополнительно уменьшать соответствующее напряжение электролиза. Аналогичным образом отверстия для элюирования 523y, 524y предпочтительно расположены в TD-направлении таким образом, чтобы удовлетворять соотношению в выражении (8).
[0082] Благодаря вышеупомянутой структуре можно дополнительно улучшить баланс расположения армирующих заполнителей и отверстий для элюирования в катионообменной мембране, в результате чего можно дополнительно улучшить стабильность размеров.
<Способ изготовления>
[0083] Способ изготовления катионообменной мембраны согласно настоящему варианту реализации, включает стадии:
переплетение двух или более армирующих заполнителей, удаляемой нити, растворимой в кислоте или щелочи, и промежуточной нити, обладающей свойством растворимости в заданном растворителе, в котором не растворимы армирующие заполнители и удаляемая нить, для получения армирующего материала с удаляемой нитью и промежуточной нитью, расположенными между смежными друг другу армирующими заполнителями;
выдерживание армирующего материала в заданном растворителе для удаления промежуточной нити из армирующего материала;
пакетирование армирующего материала, из которого удалена промежуточная нить, и фтористого полимера, имеющего ионообменную группу или предшественник ионообменной группы, который может быть превращен в ионообменную группу гидролизом, для образования тела мембраны, содержащего армирующий материал; и
выдерживание удаляемой нити в кислоте или щелочи для удаления удаляемой нити из тела мембраны, в результате чего в теле мембраны образуется отверстие для элюирования.
[0084] Одна из характеристик настоящего варианта реализации заключается в том, что интервалы отверстий для элюирования, образованных между смежными друг другу армирующими заполнителями (см., например, фиг.2b, c), не разделены равным образом. Чтобы легко и эффективно реализовать такую структуру, можно использовать промежуточную нить. Это будет более конкретно описано со ссылкой на фиг.7.
[0085] Фиг.7 представляет концептуальную схему, которая иллюстрирует способ изготовления согласно настоящему варианту реализации. Сначала между двумя или более армирующими заполнителями 60 вплетают удаляемые нити 62 для образования отверстий для элюирования и промежуточные нити 66, чтобы получить армирующий материал 6 (см. фиг.7(i)). Армирующий материал 6 можно получить в виде так называемого тканого полотна, трикотажного полотна и т.д. Следует отметить, что с точки зрения производительности предпочтительным является тканое полотно. В этом случае между армирующими заполнителями 60 предпочтительно вплетают удаляемые нити 62 и промежуточные нити 66 так, чтобы они располагались с приблизительно равными интервалами (интервал d). При вплетении удаляемых нитей 62 и промежуточных нитей 66 с приблизительно равными интервалами не требуется сложная регулировка, чтобы располагать удаляемые нити 62 с интервалами, которые удовлетворяют соотношениям в выражении (1), выражении (2) и т.д., и операция переплетения нитей может быть осуществлена просто с удовлетворительной эффективностью производства. Следует отметить, что промежуточная нить 66 обладает высокой растворимостью в заданном растворителе.
[0086] Затем армирующий материал 6 выдерживают в заданном растворителе для селективного растворения и удаления только промежуточной нити 66 (см. фиг.7(ii)). Благодаря этой стадии то место, где были вплетены промежуточные нити 66, становится свободным пространством, и, таким образом, интервал расширяется.
[0087] Тип заданного растворителя для растворения и удаления материала промежуточной нити 66 и промежуточная нить 66 конкретно не ограничены; однако считается удовлетворительным, если растворимость промежуточной нити в заданном растворителе выше, чем растворимость армирующего заполнителя 60 и удаляемой нити 62. Примеры материала промежуточной нити 66 могут включать поливиниловый спирт (PVA), вискозу, полиэтилентерефталат (PET), целлюлозу и полиамид. Из них поливиниловый спирт является предпочтительным с точки зрения высокой растворимости.
[0088] В качестве заданного растворителя можно использовать любой растворитель при том условии, что он не растворяет армирующий заполнитель и удаляемую нить, но способен растворять промежуточную нить. Таким образом, количество и другие параметры растворителя, требуемого для растворения промежуточной нити, конкретно не ограничены; однако вид и количество растворителя можно выбирать соответствующим образом, принимая во внимание качество используемого армирующего заполнителя, удаляемой нити, промежуточной нити, условия производства и т.д. Примеры такого растворителя могут включать кислоту, щелочь и горячую воду. Примеры кислоты могут включать хлористоводородную кислоту, азотную кислоту и серную кислоту. Примеры щелочи могут включать гидроксид натрия и гидроксид калия. Из них предпочтительными являются гидроксид натрия или горячая вода с точки зрения высокой скорости растворения.
[0089] Толщина и форма и другие параметры промежуточной нити 66 конкретно не ограничены; однако предпочтительной является нить, образованная из 4-12 волокон поливинилового спирта, имеющих линейную плотность от 20 до 50 денье и круглое поперечное сечение.
[0090] Удаляемая нить 62 означает нить, способную растворяться в кислоте или щелочи с образованием отверстия для элюирования в катионообменной мембране. Кроме того, растворимость удаляемой нити 62 в заданном растворителе, в котором растворяется промежуточная нить 66, является более низкой, чем растворимость промежуточной нити 66. Примеры материала для удаляемой нити 62 могут включать поливиниловый спирт (PVA), вискозу, полиэтилентерефталат (PET), целлюлозу и полиамид. Из них полиэтилентерефталат (PET) является предпочтительным с точки зрения устойчивости во время стадии переплетения и растворимости в кислоте или щелочи.
[0091] Количество удаляемой нити 62, содержащейся в полотне, предпочтительно составляет от 10 до 80 мас.%, а предпочтительнее от 30 до 70 мас.% в расчете на суммарное количество армирующего материала. Кроме того, удаляемая нить имеет линейную плотность от 20 до 50 денье и предпочтительно образована из моноволокна или мультиволокна.
[0092] Промежуточную нить 66 можно вплетать таким образом, что она вставляется между удаляемыми нитями 62 и между армирующим заполнителем 60 и удаляемой нитью 62. Таким образом, интервалы армирующих заполнителей 60 и удаляемых нитей 62, расположенных в армирующем материале 6, можно произвольно определять путем соответствующего выбора толщины и формы промежуточной нити и способа и порядка вплетения промежуточной нити. Поскольку промежуточная нить 66 удаляется заданным растворителем перед тем, как армирующий материал 6 наслаивают на фтористый полимер, интервал располагаемых удаляемых нитей 62 можно определять произвольным образом. Таким образом, армирующий заполнитель 60 и удаляемую нить 62 для образования отверстий для элюирования можно располагать таким образом, чтобы удовлетворять соотношению в выражении (1) или выражении (2).
[0093] Кроме того, что касается MD-нити, хотя это и не показано на чертеже, удаляемую нить и т.д. можно располагать с произвольными интервалами в армирующем материале, используя способ пропускания пучка из двух или более нитей, выбранных из армирующей нити, удаляемой нити и промежуточной нити, через единственный зубец берда ткацкой машины или способ обеспечения зубца без нитей между зубцами, через которые пропускают армирующую нить, удаляемую нить, промежуточную нить и т.д. Например, регулирование в MD-направлении можно осуществлять путем изменения типов используемых в сочетании нитей (армирующая нить, удаляемая нить и т.д.), проходящих через единственный зубец берда ткацкой машины. Более конкретно, пучок из армирующей нити и удаляемой нити пропускают через первый зубец, пучок из удаляемой нити и армирующей нити пропускают через вторую нить, удаляемую нить и удаляемую нить пропускают через третий пучок. В этом случае можно повторяющимся образом осуществлять расположение армирующей нити, удаляемой нити, удаляемой нити, армирующей нити, удаляемой нити и удаляемой нити в данном порядке. Таким образом, можно регулировать интервалы удаляемой нити, расположенной в армирующем материале.
[0094] После этого армирующий материал 6, из которого удалена промежуточная нить 66, наслаивают на фтористый полимер, имеющий ионообменную группу, с формированием тела мембраны, содержащего армирующий материал 6. Предпочтительный способ формирования тела мембраны может включать, например, способ со следующими стадией (1) и стадией (2).
(1) Слой содержащего карбоксилатную функциональную группу фтористого полимера (далее называется «первый слой»), расположенный на катодной стороне, и слой содержащего сульфонилфторидную функциональную группу фтористого полимера (далее называется «второй слой») соэкструдируют, формируя пленку. После этого армирующий материал и композитную пленку второй слой/первый слой наслаивают в данном порядке на плоский лист или барабан, имеющий источник тепла и источник вакуума и имеющий микропоры на поверхности, через проницаемую термостойкую отслаивающуюся бумагу. Эти пленки объединяют при температуре, при которой плавятся индивидуальные полимеры, при удалении воздуха между слоями путем снижения давления.
(2) Отдельно от композитной пленки второй слой/первый слой, из одного лишь слоя, содержащего сульфонилфторидную функциональную группу фтористого полимера (далее называется «третий слой»), заблаговременно формируют пленку. После этого пленку третьего слоя, армирующий материал и композитную пленку второй слой/первый слой наслаивают в данном порядке на плоский лист или барабан, имеющий источник тепла и источник вакуума и имеющий микропоры на поверхности, через проницаемую термостойкую отслаивающуюся бумагу. Эти пленки объединяют при температуре, при которой плавятся индивидуальные полимеры, при удалении воздуха между слоями путем снижения давления. Следует отметить, что в этом случае направление, вдоль которого подают экструдируемую пленку, представляет собой MD-направление.
[0095] Соэкструзия первого слоя и второго слоев на стадии (1) способствует увеличению адгезионной прочности границы раздела. Кроме того, в способе объединения при пониженном давлении по сравнению со способом прессования под давлением, толщина третьего слоя на армирующем материале характерно увеличивается. Кроме того, поскольку армирующий материал иммобилизован внутри катионообменной мембраны, можно в достаточной степени сохранять механическую прочность катионообменной мембраны.
[0096] Следует отметить, что для дальнейшего увеличения долговечности катионообменной мембраны между первым слоем и вторым слоем можно дополнительно проложить слой (далее называется «четвертый слой»), содержащий как карбоксилатную функциональную группу, так и сульфонилфторидную функциональную группу, а в качестве второго слоя можно использовать слой, содержащий как карбоксилатную функциональную группу, так и сульфонилфторидную функциональную группу. В этом случае можно использовать способ, в котором полимер, содержащий карбоксилатную функциональную группу, и полимер, содержащий сульфонилфторидную функциональную группу, получают отдельно и затем смешивают, и способ, в котором мономер, содержащий карбоксилатную функциональную группу, и мономер, содержащий сульфонилфторидную функциональную группу, сополимеризуют и используют в производстве.
[0097] В том случае, когда в качестве составного элемента катионообменной мембраны используют четвертый слой, первый слой и четвертый слой можно сформировать в соэкструдируемую пленку, второй слой и третий слой можно отдельно и индивидуально сформировать в пленки, а затем данные пленки можно наслаивать в соответствии с вышеупомянутым способом. Кроме того, три слоя, т.е. первый слой, четвертый слой и второй слой, можно одновременно соэкструдировать в пленку. Таким образом, на армирующем материале можно образовать тело мембраны, содержащее фтористый полимер, имеющий ионообменную группу.
[0098] Кроме того, удаляемую нить, содержащуюся в теле мембраны, удаляют путем растворения ее в кислоте или щелочи, чтобы образовать отверстие (отверстия) для элюирования в теле мембраны. Удаляемая нить обладает растворимостью в кислоте или щелочи, и удаляемая нить элюируется на стадии изготовления катионообменной мембраны и в условиях электролиза, образуя отверстия для элюирования в местах элюирования. Таким образом, можно получить катионообменную мембрану, содержащую отверстия для элюирования, образованные в теле мембраны. Отверстия для элюирования образуются с относительным расположением, удовлетворяющим вышеупомянутому соотношению, представленному выражением (1) или выражением (2).
[0099] Кроме того, катионообменная мембрана согласно настоящему варианту реализации предпочтительно содержит выступающую часть, состоящую только из полимера, имеющего ионообменную группу, на стороне сульфоксильного слоя (на стороне анодной поверхности, см. фиг.1). Выступающая часть предпочтительно состоит только из полимера. Выступающую часть можно изготовить путем предварительного тиснения отслаивающейся бумаги, которую можно использовать при объединении вышеупомянутой композитной пленки из второго слоя и первого слоев и армирующего материала и т.д.
[0100] Катионообменную мембрану согласно настоящему варианту реализации можно использовать в разнообразных электролизерах. Фиг.10 представляет концептуальную схему электролизера согласно настоящему варианту реализации. Электролизер A содержит по меньшей мере анод A1, катод A2 и катионообменную мембрану 1 согласно настоящему варианту реализации, расположенную между анодом A1 и катодом A2. Электролизер A можно использовать для различных типов электролиза. Далее, в качестве типичного примера будет описан случай, где катионообменную мембрану используют при электролизе водного раствора хлорида щелочного металла.
[0101] Условия электролиза конкретно не ограничены; однако электролиз можно осуществлять в традиционно известных условиях. Например, в анодную камеру подают 2,5-5,5-нормальный водный раствор хлорида щелочного металла, в то время как в катодную камеру подают воду или разбавленный водный раствор гидроксида щелочного металла. Электролиз можно осуществлять в следующих условиях: температура от 50 до 120°C и плотность тока от 5 до 100 А/дм2.
[0102] Строение электролизера согласно настоящему варианту реализации конкретно не ограничено; можно использовать, например, однополярную или многополярную систему. Материалы для изготовления электролизера конкретно не ограничены. Например, в качестве материала для анодной камеры предпочтительными являются устойчивый к хлориду щелочного металла и хлору титан. В качестве материала для катодной камеры, например, предпочтительными являются устойчивый к гидроксиду щелочного металла и водороду никель. Что касается расположения электродов, то можно предусмотреть соответствующий интервал между катионообменной мембраной и анодом. Однако если анод расположен в контакте с ионообменной мембраной, эту конструкцию можно использовать без каких-либо проблем. Кроме того, катод обычно расположен с соответствующим интервалом с катионообменной мембраной. Однако можно использовать без каких-либо проблем электролизер контактного типа (электролизер системы с нулевым зазором), где отсутствует какой-либо интервал между ними.
[0103] В катионообменной мембране согласно настоящему варианту реализации напряжение электролиза можно уменьшить путем расположения составляющих мембрану элементов внутри тела мембраны таким образом, чтобы удовлетворять соотношениям в вышеупомянутых относительных выражениях. В частности, по сравнению с традиционной катионообменной мембраной, где отверстия для элюирования, через которые проходят различные вещества, такие как катионы, расположены с равными интервалами, сопротивление катионам уменьшается при расположении отверстий для элюирования с неравными интервалами. В результате напряжение электролиза, вероятно, может уменьшаться (следует отметить, что этим не ограничена функция настоящего варианта реализации).
[0104] В частности, в интервалах между армирующими заполнителями, удовлетворяющих соотношению в вышеупомянутом выражении (2), отверстия для элюирования расположены вблизи армирующего заполнителя, препятствуя катионам. Благодаря такому расположению препятствующая катионам область сокращается и дополнительно уменьшается сопротивление катионам. В результате дополнительно уменьшается напряжение электролиза (следует отметить, что этим не ограничена функция настоящего варианта реализации).
Примеры
[0105] Далее настоящее изобретение будет описано более конкретно посредством примеров. Следует отметить, что настоящее изобретение не ограничено следующими примерами.
[0106] [Измерение расстояния]
Расстояние a между смежными друг другу армирующими заполнителями, расстояние b (b1, b2) между армирующими заполнителями и отверстиями для элюирования, смежными друг другу и расстояние c (c1, c2) между смежными друг другу отверстиями для элюирования измеряли следующими способами (см. фиг.8 и 9).
В том случае, когда измеряли расстояние в TD-направлении, катионообменную мембрану разрезали вдоль направления, перпендикулярного TD-направлению (т.е. в MD-направлении). Поверхность разреза представляла собой сечение катионообменной мембраны в TD-направлении. В том случае, когда измеряли расстояние в MD-направлении, катионообменную мембрану разрезали вдоль направления, перпендикулярного MD-направлению (в TD-направлении). Поверхность разреза представляла собой сечение катионообменной мембраны в MD-направлении.
Сечение катионообменной мембраны увеличивали с помощью микроскопа и измеряли значения a, b и c в TD-направлении и в MD-направлении. При этом расстояние определяли измерением расстояния между центральной точкой армирующего заполнителя и центральной точкой отверстия для элюирования в поперечном направлении. Например, a определяли измерением расстояния между центральной точкой армирующего заполнителя и центральной точкой другого смежного армирующего заполнителя в поперечном направлении. Следует отметить, что значения a, b и c измеряли пять раз и использовали среднее значение пяти измерений.
[0107] [Измерение сопротивления изгибу]
Степень уменьшения прочности (сопротивление изгибу) при сгибании катионообменной мембраны оценивали следующим способом. Следует отметить, что сопротивление изгибу означает отношение удлинения при растяжении (относительное удлинение при растяжении) катионообменной мембраны после сгибания к удлинению при растяжении катионообменной мембраны перед сгибанием.
Удлинение при растяжении измеряли следующим способом. Образец шириной 1 см разрезали вдоль направления, составляющего угол 45 градусов с армирующей нитью, внедренной в катионообменную мембрану. После этого удлинение при растяжении образца измеряли в следующих условиях: расстояние между зажимами 50 мм и скорость растяжения 100 мм/мин в соответствии со стандартом JIS K6732.
[0108] Катионообменную мембрану сгибали следующим способом. Катионообменную мембрану сгибали, прилагая нагрузку 400 г/см2, таким образом, чтобы обеспечить обращение внутрь поверхности стороны карбоксильного слоя (см. на фиг.1 карбоксильный слой 144 и «слой полимера A», описанные ниже). При сгибании в MD-направлении катионообменную мембрану сгибали таким образом, чтобы образовать линию сгиба, перпендикулярную MD-нити катионообменной мембраны, и проводили оценку (сгибание в MD-направлении). При сгибании в TD-направлении катионообменную мембрану сгибали таким образом, чтобы образовать линию сгиба, перпендикулярную TD-нити катионообменной мембраны, и проводили оценку (сгибание в TD-направлении). Таким образом, при сгибании в MD-направлении можно оценить вклад регулирования интервалов между армирующими заполнителями и отверстиями для элюирования, расположенными вдоль TD-направления, в сопротивление изгибу, в то время как при сгибании в TD-направлении можно оценить вклад регулирования интервалов между армирующими заполнителями и отверстиями для элюирования, расположенными вдоль MD-направления, в сопротивление изгибу.
После отдельного проведения сгибания в MD-направлении и сгибания в TD-направлении измеряли удлинение при растяжении катионообменной мембраны, чтобы получить относительное удлинение при растяжении по отношению к удлинению перед сгибанием. Данное отношение использовали в качестве сопротивления изгибу.
[0109] [Измерение напряжения электролиза]
Приготавливали электролизер с использованием катионообменной мембраны и измеряли его напряжение электролиза. Напряжение электролиза измеряли в электролизной ячейке типа с принудительной циркуляцией, имеющей зазор 1,5 мм. В качестве катода использовали электрод, изготовленный нанесением служащего катализатором оксида никеля на сетку из металлического никеля. В качестве анода использовали электрод, изготовленный нанесением служащих катализатором рутения, иридия и титана на сетку из металлического титана. В электролизной ячейке катионообменную мембрану помещали между анодной камерой и катодной камерой.
[0110] На анодную сторону подавали водный раствор хлорида натрия при регулировании концентрации на уровне 205 г/л, а на катодную сторону подавали воду при поддержании концентрации каустической соды на уровне 32 мас.%. После этого электролиз осуществляли в течение 7 суток при плотности тока 80 А/дм2 и температуре 90°C, в условиях когда давление жидкости на катодной стороне электролизера было установлено на 5,3 кПа выше, чем давление жидкости на анодной стороне. После этого требуемое напряжение электролиза измеряли с помощью вольтметра.
[Пример 1]
[0111] В качестве армирующего заполнителя использовали моноволокно из политетрафторэтилена (PTFE) плотностью 90 денье (далее называется «нить PTFE»). В качестве удаляемой нити использовали 6-волоконную нить из полиэтилентерефталата (PET) плотностью 40 денье, скрученную со скоростью 200 раз/м (далее называется «нить PET»). В качестве промежуточной нити использовали 15-волоконную нить из поливинилового спирта (PVA) плотностью 36 денье, скрученную со скоростью 200 раз/м (далее называется «нить PVA»).
[0112] Сначала нити PTFE располагали с частотой 24 нити/дюйм с приблизительно равными интервалами. MD-нити готовили, используя непрерывное трехзубцовое бердо, следующим образом. Пучок из 2 нитей, состоящий из нити PTFE и нити PET, пропускали через первое бердо; пучок из 2 нитей, состоящий из нити PET и нити PTFE, пропускали через второе бердо; и пучок из 2 нитей, состоящий из нити PET и нити PET, пропускали через третье бердо. Пучки нитей в этом сочетании последовательно и многократно пропускали через бердо в данном порядке. В качестве TD-нитей располагали нить PTFE, нить PET, нить PVA, нить PVA, нить PET, нить PTFE, нить PVA, нить PVA, нить PET, нить PET, нить PVA и нить PVA в данном порядке многократно и с приблизительно равными интервалами, чтобы получить полотняное плетение. Таким образом, получали тканое полотно (армирующий материал). После этого полученный армирующий материал подвергали контактному соединению, осуществляемому с помощью валка, нагретого до 125°C. Затем армирующий материал выдерживали в 0,1-нормальном растворе гидроксида натрия, чтобы растворить только промежуточную нить (нить PVA) и удалить ее из армирующего материала. Толщина армирующего материала, из которого удалили промежуточную нить, составляла 81 мкм.
[0113] Далее приготавливали сухой полимер A, который представлял собой сополимер тетрафторэтилена (CF2=CF2) и CF2=CFOCF2CF(CF3)OCF2CF2COOCH3 и имел суммарную ионообменную емкость 0,85 мг-экв/г, и сухой полимер B, который представлял собой сополимер CF2=CF2 и CF2=CFOCF2CF(CF3)OCF2CF2SO2F и имел суммарную ионообменную емкость 1,05 мг-экв/г. Используя полимеры A и B, получали двухслойную пленку X, которая состояла из слоя полимера A толщиной 13 мкм и слоя полимера B толщиной 84 мкм, в соответствии со способом соэкструзии через плоскощелевой мундштук. Кроме того, получали состоящую из полимера B пленку Y толщиной 20 мкм, используя однослойный способ экструзии через плоскощелевой мундштук.
[0114] После этого отслаивающуюся бумагу, пленку Y, армирующий материал и пленку X наслаивали в данном порядке на барабан, заключающий в себе источник тепла и источник вакуума и имеющий микропоры на поверхности, и нагревали при пониженном давлении. При этом температура обработки составляла 219°C, а степень снижения давления составляла 0,022 МПа. Затем отслаивающуюся бумагу удаляли, получая композитную пленку. Полученную композитную пленку выдерживали в водном растворе, содержащем 30 мас.% диметилсульфоксида (DMSO) и 15 мас.% гидроксида калия (KOH), при 90°C в течение 1 часа, чтобы осуществить гидролиз, за которым следовали промывка водой и сушка. Таким образом, удаляемую нить (нить PET) растворяли, получив тело мембраны, имеющее образованные в нем отверстия для элюирования.
[0115] Кроме того, к 5 мас.%-ному этанольному раствору полимера кислотного типа, полимера B, добавляли оксид циркония с размером первичных частиц 1 мкм до его доли 20 мас.% и диспергировали, получая суспензию в растворе. Суспензию в растворе распыляли на обе поверхности вышеуказанной композитной пленки способом опрыскивания и сушили, формируя покровный слой (0,5 мг/см2) на поверхностях композитной пленки. Таким образом, получали катионообменную мембрану 7, как показано на фиг.8. Катионообменная мембрана 7 по фиг.8 содержала тело мембраны (не показано) и два или более армирующих заполнителя 70, расположенных приблизительно параллельно внутри тела мембраны. Тело мембраны имело структуру, где два отверстия для элюирования 72 были образованы между смежными друг другу армирующими заполнителями 70. В структуре из примера 1 интервалы между армирующими заполнителями с a1, b1, c1 и интервалы между армирующими заполнителями с a2, b2, c2 встречаются повторно в TD-направлении или в MD-направлении. Следует отметить, что в других примерах и сравнительных примерах, описанных ниже, если интервалы между армирующими заполнителями имеют лишь единственные значения a, b, c в TD-направлении или в MD-направлении, данные значения далее будут описаны как a1, b1, c1.
[0116] В полученной катионообменной мембране в TD-направлении расстояние a2 между смежными друг другу армирующими заполнителями составляло 1112 мкм, число n отверстий для элюирования, предусмотренных между смежными армирующими заполнителями, равно 2 и расстояние c2 между смежными отверстиями для элюирования составляло 432 мкм. Согласно вычислению расстояние c2 выражалось как 1,17a2/(n+1) (см. фиг.8, то же и далее).
Кроме того, в TD-направлении расстояние a1 между смежными друг другу армирующими заполнителями составляло 1056 мкм, число n отверстий для элюирования, предусмотренных между смежными армирующими заполнителями, равно 2 и расстояние c1 между смежными отверстиями для элюирования составляло 203 мкм. Согласно вычислению расстояние c1 выражалось как 0,58a1/(n+1).
Кроме того, в MD-направлении расстояние a2 между смежными друг другу армирующими заполнителями составляло 1192 мкм, число n отверстий для элюирования, предусмотренных между смежными армирующими заполнителями, равно 2 и расстояние c2 между смежными отверстиями для элюирования составляло 528 мкм. Согласно вычислению расстояние c2 выражалось как 1,33a2/(n+1).
В MD-направлении расстояние a1 между смежными друг другу армирующими заполнителями составляло 998 мкм, число n отверстий для элюирования, предусмотренных между смежными армирующими заполнителями, равно 2 и расстояние c1 между смежными отверстиями для элюирования составляло 296 мкм. Согласно вычислению расстояние c1 выражалось как 0,89a1/(n+1).
[0117] Физические свойства полученной катионообменной мембраны представлены в таблице 1. В таблице 1 единицы интервалов между армирующими заполнителями, которые были расположены чередующимся образом смежно друг другу в TD-направлении катионообменной мембраны в примере 1, обозначены соответственно как интервал T1 между армирующими заполнителями и интервал T2 между армирующими заполнителями. Кроме того, в MD-направлении повторяющиеся составные единицы обозначены как интервал M1 между армирующими заполнителями и интервал M2 между армирующими заполнителями. Также в отношении следующих примеров и сравнительных примеров описание приведено в таблице аналогичным образом. Как показано в таблице 1, было подтверждено, что катионообменная мембрана имела высокий коэффициент сохранения удлинения при растяжении при сгибании в любом из MD- и TD-направлений.
[Пример 2]
[0118] Катионообменную мембрану изготавливали, используя такие же материалы, как в примере 1, за исключением того, что в качестве промежуточной нити использовали 15-волоконную нить из поливинилового спирта (PVA) (нить PVA) плотностью 28 денье, скрученную 200 раз/м.
[0119] В полученной катионообменной мембране в TD-направлении расстояние a2 между смежными друг другу армирующими заполнителями составляло 1005 мкм, число n отверстий для элюирования, предусмотренных между смежными армирующими заполнителями, равно 2 и расстояние c2 между смежными отверстиями для элюирования составляло 373 мкм. Согласно вычислению расстояние c2 выражалось как 1,11a2/(n+1) (см. фиг.8, то же и далее).
Кроме того, в TD-направлении расстояние a1 между смежными друг другу армирующими заполнителями составляло 1091 мкм, число n отверстий для элюирования, предусмотренных между смежными армирующими заполнителями, равно 2 и расстояние c1 между смежными отверстиями для элюирования составляло 252 мкм. Согласно вычислению расстояние c1 выражалось как 0,69a1/(n+1).
Кроме того, в MD-направлении расстояние a2 между смежными друг другу армирующими заполнителями составляло 1199 мкм, число n отверстий для элюирования, предусмотренных между смежными армирующими заполнителями, равно 2 и расстояние c2 между смежными отверстиями для элюирования составляло 500 мкм. Согласно вычислению расстояние c2 выражалось как 1,25a2/(n+1).
В MD-направлении расстояние a1 между смежными друг другу армирующими заполнителями составляло 999 мкм, число n отверстий для элюирования, предусмотренных между смежными армирующими заполнителями, равно 2 и расстояние c1 между смежными отверстиями для элюирования составляло 266 мкм. Согласно вычислению расстояние c1 выражалось как 0,80a1/(n+1).
[0120] Физические свойства полученной катионообменной мембраны представлены в таблице 1. Как показано в таблице 1, было подтверждено, что катионообменная мембрана имела высокий коэффициент сохранения удлинения при растяжении при сгибании в любом из MD- и TD-направлений.
[Пример 3]
[0121] Сначала нити PTFE располагали с частотой 24 нити/дюйм с приблизительно равными интервалами. MD-нити готовили, используя непрерывное трехзубцовое бердо, следующим образом. Пучок из 2 нитей, состоящий из нити PTFE и нити PET, пропускали через первое бердо; пучок из 2 нитей, состоящий из нити PET и нити PTFE, пропускали через второе бердо; и пучок из 2 нитей, состоящий из нити PET и нити PET, пропускали через третье бердо. Переплетение пучков нитей в этом сочетании повторяли в данном порядке, чтобы получить полотняное плетение. В качестве TD-нитей располагали нить PTFE, нить PVA, нить PVA, нить PET, нить PET, нить PVA и нить PVA в данном порядке многократно и с приблизительно равными интервалами, чтобы получить полотняное плетение. Таким образом, получали тканое полотно (армирующий материал). После этого полученный армирующий материал подвергали контактному соединению, осуществляемому с помощью валка, нагретого до 125°C. Затем армирующий материал выдерживали в 0,1-нормальном растворе гидроксида натрия, чтобы растворить только промежуточную нить (нить PVA) и удалить ее из армирующего материала. Толщина армирующего материала, из которого удалили промежуточную нить, составляла 85 мкм. Катионообменную мембрану изготавливали таким же способом, как в примере 1, за исключением вышесказанного.
[0122] В полученной катионообменной мембране в TD-направлении расстояние a1 между смежными друг другу армирующими заполнителями составляло 1119 мкм, число n отверстий для элюирования, предусмотренных между смежными армирующими заполнителями, равно 2 и расстояние c1 между смежными отверстиями для элюирования составляло 255 мкм. Согласно вычислению расстояние c1 выражалось как 0,68a1/(n+1) (см. фиг.8, то же и далее).
Кроме того, в MD-направлении расстояние a2 между смежными друг другу армирующими заполнителями составляло 1229 мкм, число n отверстий для элюирования, предусмотренных между смежными армирующими заполнителями, равно 2 и расстояние c2 между смежными отверстиями для элюирования составляло 569 мкм. Согласно вычислению расстояние c2 выражалось как 1,39a2/(n+1).
Кроме того, в MD-направлении расстояние a1 между смежными друг другу армирующими заполнителями составляло 985 мкм, число n отверстий для элюирования, предусмотренных между смежными армирующими заполнителями, равно 2 и расстояние c1 между смежными отверстиями для элюирования составляло 323 мкм. Согласно вычислению расстояние c1 выражалось как 0,98a1/(n+1).
[0123] Физические свойства полученной катионообменной мембраны представлены в таблице 1. Как показано в таблице 1, было подтверждено, что катионообменная мембрана имела высокий коэффициент сохранения удлинения при растяжении при сгибании в любом из MD- и TD-направлений.
[Пример 4]
[0124] Сначала нити PTFE располагали с частотой 24 нити/дюйм с приблизительно равными интервалами. MD-нити готовили, используя непрерывное трехзубцовое бердо, следующим образом. Пучок из 2 нитей, состоящий из нити PTFE и нити PET, пропускали через первое бердо; пучок из 2 нитей, состоящий из нити PET и нити PTFE, пропускали через второе бердо, и пучок из 2 нитей, состоящий из нити PET и нити PET, пропускали через третье бердо. Переплетение пучков нитей в этом сочетании повторяли в данном порядке, чтобы получить полотняное плетение. В качестве TD-нитей располагали нить PTFE, нить PET и нить PET последовательно с приблизительно равными интервалами многократно в данном порядке, чтобы получить полотняное плетение. Таким образом, получали тканое полотно (армирующий материал). После этого полученный армирующий материал подвергали контактному соединению, осуществляемому с помощью валка, нагретого до 125°C. Затем полученный армирующий материал выдерживали в 0,1-нормальном водном растворе гидроксида натрия, чтобы растворить только промежуточную нить (нить PVA) и удалить ее из армирующего материала. Толщина армирующего материала, из которого удалили промежуточную нить, составляла 76 мкм. Катионообменную мембрану изготавливали таким же способом, как в примере 1, за исключением вышесказанного.
[0125] В полученной катионообменной мембране в TD-направлении расстояние a1 между смежными друг другу армирующими заполнителями составляло 1092 мкм, число n отверстий для элюирования, предусмотренных между смежными армирующими заполнителями, равно 2 и расстояние c1 между смежными отверстиями для элюирования составляло 364 мкм. Согласно вычислению расстояние c1 выражалось как 1,00a1/(n+1).
В MD-направлении расстояние a2 между смежными друг другу армирующими заполнителями составляло 1178 мкм, число n отверстий для элюирования, предусмотренных между смежными армирующими заполнителями, равно 2 и расстояние c2 между смежными отверстиями для элюирования составляло 509 мкм. Согласно вычислению расстояние c2 выражалось как 1,30a2/(n+1) (см. фиг.8, то же и далее).
В MD-направлении расстояние a1 между смежными друг другу армирующими заполнителями составляло 930 мкм, число n отверстий для элюирования, предусмотренных между смежными армирующими заполнителями, равно 2 и расстояние c1 между смежными отверстиями для элюирования составляло 253 мкм. Согласно вычислению расстояние c1 выражалось как 0,82a1/(n+1).
[0126] Физические свойства полученной катионообменной мембраны представлены в таблице 1. Как показано в таблице 1, было подтверждено, что катионообменная мембрана имела высокий коэффициент сохранения удлинения при растяжении при сгибании в TD-направлении.
[Сравнительный пример 1]
[0127] Изготавливали катионообменную мембрану, содержащую отверстия для элюирования, образованные с равными интервалами как в MD-направлении, так и в TD-направлении. В качестве армирующего заполнителя использовали моноволокно из политетрафторэтилена (PTFE) плотностью 90 денье (нить PTFE). В качестве удаляемой нити использовали 6-волоконную нить из полиэтилентерефталата (PET) плотностью 40 денье, скрученную со скоростью 200 раз/м (нить PET).
[0128] Сначала нити PTFE располагали с частотой 24 нити/дюйм с равными интервалами. В качестве MD-нитей располагали нить PTFE, нить PET и нить PET... многократно в данном порядке, чтобы получить полотняное плетение. Также в качестве TD-нитей располагали нить PTFE, нить PET и нить PET... многократно, чтобы получить полотняное плетение. Таким образом, получали тканое полотно (армирующий материал). После этого полученный армирующий материал подвергали контактному соединению, осуществляемому с помощью валка, нагретого и управляемого таким образом, чтобы получить толщину 86 мкм. Катионообменную мембрану получали таким же способом, как в примере 1, за исключением вышесказанного.
[0129] В катионообменной мембране в TD-направлении расстояние a1 между смежными друг другу армирующими заполнителями составляло 1058 мкм, число n отверстий для элюирования, предусмотренных между смежными армирующими заполнителями, равно 2 и расстояние c1 между смежными отверстиями для элюирования составляло 353 мкм. Согласно вычислению расстояние c1 выражалось как 1,00a1/(n+1) (см. фиг.8, то же и далее).
В MD-направлении расстояние a1 между смежными друг другу армирующими заполнителями составляло 1058 мкм, число n отверстий для элюирования, предусмотренных между смежными армирующими заполнителями, равно 2 и расстояние c1 между смежными отверстиями для элюирования составляло 353 мкм. Согласно вычислению расстояние c1 выражалось как 1,00a1/(n+1).
[0130] Физические свойства катионообменных мембран из примеров 1-4 и сравнительного примера 1 представлены в таблице 1. Следует отметить, что знак «-» в таблице указывает, что соответствующее вещество в примерах и сравнительных примерах отсутствует. Как показано в таблице 1, было подтверждено, что катионообменная мембрана в каждом примере имела высокий коэффициент сохранения удлинения при растяжении при сгибании в любом из MD- и TD-направлений.
[0131]
пример 1
(TD-направление)
(MD-направление)
[Пример 5]
[0132] Сначала нити PTFE располагали с частотой 24 нити/дюйм с приблизительно равными интервалами. MD-нити готовили, используя непрерывное трехзубцовое бердо, следующим образом. Пучок из 2 нитей, состоящий из нити PTFE и нити PET, пропускали через первое бердо; пучок из 2 нитей, состоящий из нити PET и нити PTFE, пропускали через второе бердо; и пучок из 2 нитей, состоящий из нити PET и нити PET, пропускали через третье бердо. Переплетение пучков нитей в этом сочетании повторяли в данном порядке, чтобы получить полотняное плетение. В качестве TD-нитей располагали нить PTFE, нить PET, нить PVA, нить PVA, нить PVA, нить PVA и нить PET в данном порядке многократно и с приблизительно равными интервалами, чтобы получить полотняное плетение. Таким образом, получали тканое полотно (армирующий материал). После этого полученный армирующий материал подвергали контактному соединению, осуществляемому с помощью валка, нагретого до 125°C. Затем армирующий материал выдерживали в 0,1-нормальном водном растворе гидроксида натрия, чтобы растворить только промежуточную нить (нить PVA) и удалить ее из армирующего материала. Толщина армирующего материала, из которого удалили промежуточную нить, составляла 85 мкм. Катионообменную мембрану изготавливали таким же способом, как в примере 1, за исключением вышесказанного.
[0133] В катионообменной мембране в TD-направлении расстояние a1 между смежными друг другу армирующими заполнителями составляло 1040 мкм, число n отверстий для элюирования, предусмотренных между смежными армирующими заполнителями, равно 2 и расстояние c1 между смежными отверстиями для элюирования составляло 448 мкм. Соответственно, расстояние c1 выражалось как 1,29a1/(n+1) (см. фиг.8, то же и далее). В TD-направление катионообменной мембраны примера 5 был установлен одинаковый интервал между армирующими заполнителями с вышеупомянутыми значениями a1, b1, c1.
В MD-направлении расстояние a2 между смежными друг другу армирующими заполнителями составляло 1151 мкм, число n отверстий для элюирования, предусмотренных между смежными армирующими заполнителями, равно 2 и расстояние c2 между смежными отверстиями для элюирования составляло 478 мкм. Соответственно, расстояние c2 выражалось как 1,25a2/(n+1). В MD-направлении расстояние a1 между смежными друг другу армирующими заполнителями составляло 944 мкм, число n отверстий для элюирования, предусмотренных между смежными армирующими заполнителями, равно 2 и расстояние c1 между смежными отверстиями для элюирования составляло 269 мкм. Соответственно, расстояние c1 выражалось как 0,85a1/(n+1).
В целях оценки механической прочности катионообменную мембрану сгибали, прилагая нагрузку 400 г/см2 таким образом, чтобы обеспечить обращение внутрь поверхности стороны карбоксильного слоя (см. на фиг.1 карбоксильный слой 144 и «слой полимера A», описанный выше), и изучали присутствие или отсутствие, например, образования проколов. В полученной катионообменной мембране примера 5 образование проколов при сгибании не было подтверждено.
[0134] В примерах 1-5 и сравнительном примере 1 осуществляли электролиз с использованием полученной катионообменной мембраны и измеряли напряжение электролиза. Результаты представлены в таблице 2.
[0135]
[0136] Как показано в таблице 2, когда электролиз осуществляли с использованием катионообменной мембраны из каждого примера, было подтверждено, что напряжение электролиза уменьшалось по сравнению со сравнительным примером 1. Кроме того, когда операцию электролиза осуществляли в течение 7 суток, можно было стабильно осуществлять электролиз.
[0137] Исходя из вышеизложенного было продемонстрировано, что катионообменная мембрана из каждого примера обладала превосходной механической прочностью в отношении сгибания и т.д. В результате было продемонстрировано, что стабильные электролитические характеристики можно обеспечивать в течение продолжительного времени. Кроме того, было продемонстрировано, что в катионообменной мембране из каждого примера напряжение электролиза можно уменьшить по сравнению с катионообменной мембраной, где отверстия для элюирования образованы с равными интервалами, и можно обеспечивать превосходные электролитические характеристики.
[Пример 6]
[0138] Сначала нити PTFE располагали с частотой 24 нити/дюйм с приблизительно равными интервалами. MD-нити готовили, используя непрерывное пятизубцовое бердо, следующим образом. Пучок из 2 нитей, состоящий из нити PTFE и нити PET, пропускали через первое бердо; пучок из 2 нитей, состоящий из нити PET и нити PET, пропускали через второе бердо; пучок из 2 нитей, состоящий из нити PET и нити PTFE, пропускали через третье бердо; пучок из 2 нитей, состоящий из нити PET и нити PET, пропускали через четвертое бердо; и пучок из 2 нитей, состоящий из нити PET и нити PET, пропускали через пятое бердо. Переплетение пучков нитей в этом сочетании повторяли в данном порядке, чтобы получить полотняное плетение. В качестве TD-нитей располагали нить PTFE, нить PET, нить PET, нить PVA, нить PVA, нить PET и нить PET в данном порядке многократно и с приблизительно равными интервалами, чтобы получить полотняное плетение. Таким образом, получали тканое полотно (армирующий материал). После этого полученный армирующий материал подвергали контактному соединению, осуществляемому с помощью валка, нагретого до 125°C. Затем полученный армирующий материал выдерживали в 0,1-нормальном водном растворе гидроксида натрия, чтобы растворить только промежуточную нить (нить PVA) и удалить ее из армирующего материала. Толщина армирующего материала, из которого удалили промежуточную нить, составляла 93 мкм. Катионообменную мембрану 8, представленную на фиг.9, изготавливали таким же способом, как в примере 1, за исключением вышесказанного. Катионообменная мембрана 8 содержала тело мембраны (не показано) и два или более армирующих заполнителя 80, расположенных приблизительно параллельно внутри тела мембраны. Тело мембраны имело структуру, где между смежными друг другу армирующими заполнителями 80 были образованы четыре отверстия для элюирования. Более конкретно, четыре отверстия для элюирования 821, 822, 823, 824 были образованы с соответствующими интервалами a, b, c1, c2 между армирующими заполнителями 80.
[0139] В полученной катионообменной мембране в TD-направлении расстояние a между смежными друг другу армирующими заполнителями составляло 1521 мкм, число n отверстий для элюирования, предусмотренных между смежными армирующими заполнителями, равно 4, расстояние b между армирующим заполнителем и смежным отверстием для элюирования составляло 268 мкм и расстояние c1 между отверстием для элюирования и смежным отверстием для элюирования составляло 265 мкм. Расстояние c2 между двумя отверстиями для элюирования в центре составляло 443 мкм (см. фиг.9).
Кроме того, в MD-направлении отверстия для элюирования были образованы с равными интервалами между армирующими заполнителями.
[0140] Физические свойства полученной катионообменной мембраны представлены в таблице 3. Как показано в таблице 3, было подтверждено, что катионообменная мембрана имела более высокий коэффициент сохранения удлинения при растяжении при сгибании в MD-направлении по сравнению со сравнительным примером 2. Кроме того, было подтверждено, что соответствующее напряжение электролиза было ниже, чем в сравнительном примере 2.
[Пример 7]
[0141] Сначала нити PTFE располагали с частотой 24 нити/дюйм с приблизительно равными интервалами. MD-нити готовили, используя непрерывное пятизубцовое бердо, следующим образом. Пучок из 2 нитей, состоящий из нити PTFE и нити PET, пропускали через первое бердо; пучок из 2 нитей, состоящий из нити PET и нити PET, пропускали через второе бердо; пучок из 2 нитей, состоящий из нити PET и нити PTFE, пропускали через третье бердо; пучок из 2 нитей, состоящий из нити PET и нити PET, пропускали через четвертое бердо; и пучок из 2 нитей, состоящий из нити PET и нити PET, пропускали через пятое бердо. Переплетение пучков нитей в этом сочетании повторяли в данном порядке, чтобы получить полотняное плетение. В качестве TD-нитей располагали нить PTFE, нить PET, нить PVA, нить PVA, нить PET, нить PET, нить PVA, нить PVA и нить PET в данном порядке многократно и с приблизительно равными интервалами, чтобы получить полотняное плетение. Таким образом, получали тканое полотно (армирующий материал). После этого полученный армирующий материал подвергали контактному соединению, осуществляемому с помощью валка, нагретого до 125°C. Затем армирующий материал выдерживали в 0,1-нормальном водном растворе гидроксида натрия, чтобы растворить только промежуточную нить и удалить ее из армирующего материала. Толщина армирующего материала, из которого удалили промежуточную нить, составляла 93 мкм. Катионообменную мембрану изготавливали таким же способом, как в примере 6, за исключением вышесказанного.
[0142] В катионообменной мембране в TD-направлении расстояние a между смежными друг другу армирующими заполнителями составляло 1523 мкм, число n отверстий для элюирования, предусмотренных между смежными армирующими заполнителями, равно 4, расстояние b между армирующим заполнителем и смежным отверстием для элюирования составляло 264 мкм и расстояние c1 между отверстием для элюирования и смежным отверстием для элюирования составляло 361 мкм. Расстояние c2 между двумя отверстиями для элюирования в центре составляло 245 мкм (см. фиг.9).
Кроме того, в MD-направлении отверстия для элюирования были образованы с равными интервалами между армирующими заполнителями.
[Сравнительный пример 2]
[0143] Изготавливали катионообменную мембрану с отверстиями для элюирования, образованными с равными интервалами как в MD-направлении, так и в TD-направлении. В качестве армирующего заполнителя использовали моноволокно политетрафторэтилена (PTFE) плотностью 90 денье (нить PTFE). В качестве удаляемой нити использовали шестиволоконный полиэтилентерефталат (PET) плотностью 40 денье, скрученный со скоростью 200 раз/м (нить PET).
[0144] Сначала нити PTFE располагали с частотой 16 нитей/дюйм с равными интервалами. В качестве MD-нити располагали нить PTFE, нить PET, нить PET, нить PET и нить PET многократно в данном порядке, чтобы получить полотняное плетение. Также в качестве TD-нити располагали нить PTFE, нить PET, нить PET, нить PET и нить PET многократно, чтобы получить полотняное плетение, в результате чего получали тканое полотно (армирующий материал). После этого полученный армирующий материал подвергали контактному соединению, осуществляемому с помощью валка, нагретого до 125°C и управляемого таким образом, чтобы получить толщину 85 мкм. Катионообменную мембрану получали таким же способом, как в примере 6, за исключением вышесказанного.
[0145] В катионообменной мембране в TD-направлении расстояние a между смежными друг другу армирующими заполнителями составляло 1517 мкм, число n отверстий для элюирования, предусмотренных между смежными армирующими заполнителями, равно 4, расстояние b между армирующим заполнителем и смежным отверстием для элюирования составляло 303 мкм и расстояние c1 между отверстием для элюирования и смежным отверстием для элюирования составляло 303 мкм. Расстояние c2 между двумя отверстиями для элюирования в центре составляло 303 мкм (см. фиг.9).
Кроме того, в MD-направлении отверстия для элюирования были образованы с равными интервалами между армирующими заполнителями.
[0146] Физические свойства катионообменных мембран из примеров 6 и 7 и сравнительного примера 2 представлены в таблице 3. Как показано в таблице 3, в примерах 6 и 7 было подтверждено, что катионообменная мембрана имела высокий коэффициент сохранения удлинения при растяжении также после сгибания. Кроме того, как показано в таблице 3, когда электролиз осуществляли с использованием катионообменной мембраны из каждого примера, было подтверждено, что напряжение электролиза уменьшалось по сравнению со сравнительным примером 2. Кроме того, когда операцию электролиза осуществляли в течение 7 суток, можно было стабильно осуществлять электролиз.
[0147]
пример 2
[0148] Согласно вышеизложенному было продемонстрировано, что катионообменная мембрана из каждого примера обладала превосходной механической прочностью в отношении сгибания и т.д. В результате было продемонстрировано, что стабильные электролитические характеристики можно обеспечивать в течение продолжительного времени. Кроме того, было продемонстрировано, что в случае использования катионообменной мембраны из каждого примера напряжение электролиза можно уменьшить по сравнению со случаем, когда катионообменная мембрана содержала армирующие заполнители, где отверстия элюирования образованы с равными интервалами, и что можно обеспечивать превосходные электролитические характеристики.
[Пример 8]
[0149] Сначала нити PTFE располагали с частотой 24 нити/дюйм с приблизительно равными интервалами. MD-нити готовили, используя непрерывное пятизубцовое бердо, следующим образом. Пучок из 2 нитей, состоящий из нити PTFE и нити PET, пропускали через первое бердо; пучок из 2 нитей, состоящий из нити PET и нити PET, пропускали через второе бердо; пучок из 2 нитей, состоящий из нити PET и нити PTFE, пропускали через третье бердо; пучок из 2 нитей, состоящий из нити PET и нити PET, пропускали через четвертое бердо; и пучок из 2 нитей, состоящий из нити PET и нити PET, пропускали через пятое бердо. Переплетение пучков нитей в этом сочетании повторяли в данном порядке, чтобы получить полотняное плетение. В качестве TD-нитей располагали нить PTFE, нить PVA, нить PVA, нить PET, нить PET, нить PET, нить PET, нить PVA и нить PVA в данном порядке многократно и с приблизительно равными интервалами, чтобы получить полотняное плетение. Таким образом, получали тканое полотно (армирующий материал). После этого полученный армирующий материал подвергали контактному соединению, осуществляемому с помощью валка, нагретого до 125°C. Затем армирующий материал выдерживали в 0,1-нормальном водном растворе гидроксида натрия, чтобы растворить только промежуточную нить (нить PVA) и удалить ее из армирующего материала. Толщина армирующего материала, из которого удалили промежуточную нить, составляла 95 мкм. Катионообменную мембрану изготавливали таким же способом, как в примере 1, за исключением вышесказанного.
[0150] В полученной катионообменной мембране в TD-направлении расстояние a между смежными друг другу армирующими заполнителями составляло 1559 мкм, число n отверстий для элюирования, предусмотренных между смежными армирующими заполнителями, равно 4, расстояние b между армирующим заполнителем и смежным отверстием для элюирования составляло 463 мкм и расстояние c1 между отверстием для элюирования и смежным отверстием для элюирования составляло 206 мкм. Расстояние c2 между двумя отверстиями для элюирования в центре составляло 180 мкм (см. фиг.9).
[Пример 9]
[0151] Сначала нити PTFE располагали с частотой 24 нити/дюйм с приблизительно равными интервалами. MD-нити готовили, используя непрерывное пятизубцовое бердо, следующим образом. Пучок из 2 нитей, состоящий из нити PTFE и нити PET, пропускали через первое бердо; пучок из 2 нитей, состоящий из нити PET и нити PET, пропускали через второе бердо; пучок из 2 нитей, состоящий из нити PET и нити PTFE, пропускали через третье бердо; пучок из 2 нитей, состоящий из нити PET и нити PET, пропускали через четвертое бердо; и пучок из 2 нитей, состоящий из нити PET и нити PET, пропускали через пятое бердо. Переплетение пучков нитей в этом сочетании повторяли в данном порядке, чтобы получить полотняное плетение. В качестве TD-нитей располагали нить PTFE, нить PET, нить PET, нить PVA, нить PVA, нить PET, нить PET, нить PTFE, нить PET, нить PVA, нить PVA, нить PET, нить PET, нить PVA, нить PVA и нить PET в данном порядке многократно и с приблизительно равными интервалами, чтобы получить полотняное плетение. Таким образом, получали тканое полотно (армирующий материал). После этого полученный армирующий материал подвергали контактному соединению, осуществляемому с помощью валка, нагретого до 125°C. Затем армирующий материал выдерживали в 0,1-нормальном водном растворе гидроксида натрия, чтобы растворить только промежуточную нить (нить PVA) и удалить ее из армирующего материала. Толщина армирующего материала, из которого удалили промежуточную нить, составляла 92 мкм. Катионообменную мембрану изготавливали таким же способом, как в примере 1, за исключением вышесказанного.
[0152] В полученной катионообменной мембране в TD-направлении расстояние a между смежными друг другу армирующими заполнителями составляло 1743 мкм, число n отверстий для элюирования, предусмотренных между смежными армирующими заполнителями, равно 4, расстояние b между армирующим заполнителем и смежным отверстием для элюирования составляло 201 мкм и расстояние c1 между отверстием для элюирования и смежным отверстием для элюирования составляло 470 мкм. Расстояние c2 между двумя отверстиями для элюирования в центре составляло 255 мкм (см. фиг.9).
Кроме того, в том случае, когда расстояние a между смежными друг другу армирующими заполнителями составляло 1387 мкм, число n отверстий для элюирования, предусмотренных между смежными армирующими заполнителями, равно 4 и расстояние b между армирующим заполнителем и смежным отверстием для элюирования составляло 228 мкм и расстояние c1 между отверстием для элюирования и смежным отверстием для элюирования составляло 462 мкм. Расстояние c2 между двумя отверстиями для элюирования в центре составляло 218 мкм (см. фиг.9).
[0153] Физические свойства катионообменных мембран из примеров 8 и 9 представлены в таблице 4. Следует отметить, что знак «-» в таблице указывает, что соответствующее вещество в примерах и сравнительных примерах отсутствует.
[0154]
[0155] В целях оценки механической прочности катионообменную мембрану сгибали, прилагая нагрузку 400 г/см2 таким образом, чтобы обеспечить обращение внутрь поверхности стороны карбоксильного слоя (см. на фиг.1 карбоксильный слой 144 и «слой полимера A», описанный выше), и изучали присутствие или отсутствие, например, образования проколов. В полученной катионообменной мембране из примеров 8 и 9 образование проколов при сгибании не было подтверждено. Кроме того, было установлено, что стабильные электролитические характеристики можно обеспечивать в течение продолжительного времени.
[0156] Настоящая заявка основана на японской заявке на патент № 2009-245869, которая подана в патентное ведомство Японии 26 октября 2009 г. и которая включена сюда посредством ссылки.
Промышленная применимость
[0157] Катионообменная мембрана по настоящему изобретению может быть подходящим образом применена в качестве катионообменной мембраны для электролиза хлоридов щелочных металлов и т.д.
[0158] Список условных обозначений:
1, 2, 3, 4, 5... катионообменная мембрана,
6... армирующий материал,
10, 20x, 20y, 301, 302, 303, 401, 402, 403, 501x, 501y, 502x, 502y, 503x, 503y, 60... армирующий заполнитель,
12, 12a, 12b, 22x, 22y, 321, 322, 323, 324, 325, 326, 421, 422, 423, 424, 521x, 521y, 522x, 522y, 523x, 523y, 524x, 524y... отверстия для элюирования,
14... тело мембраны,
62... удаляемая нить,
66... промежуточная нить,
142... сульфоксильный слой,
144... карбоксильный слой,
146 и 148... покровный слой,
A... электролизер,
A1... анод,
A2... катод,
α... анодная сторона,
β... катодная сторона,
X... MD-направление,
Y... TD-направление.
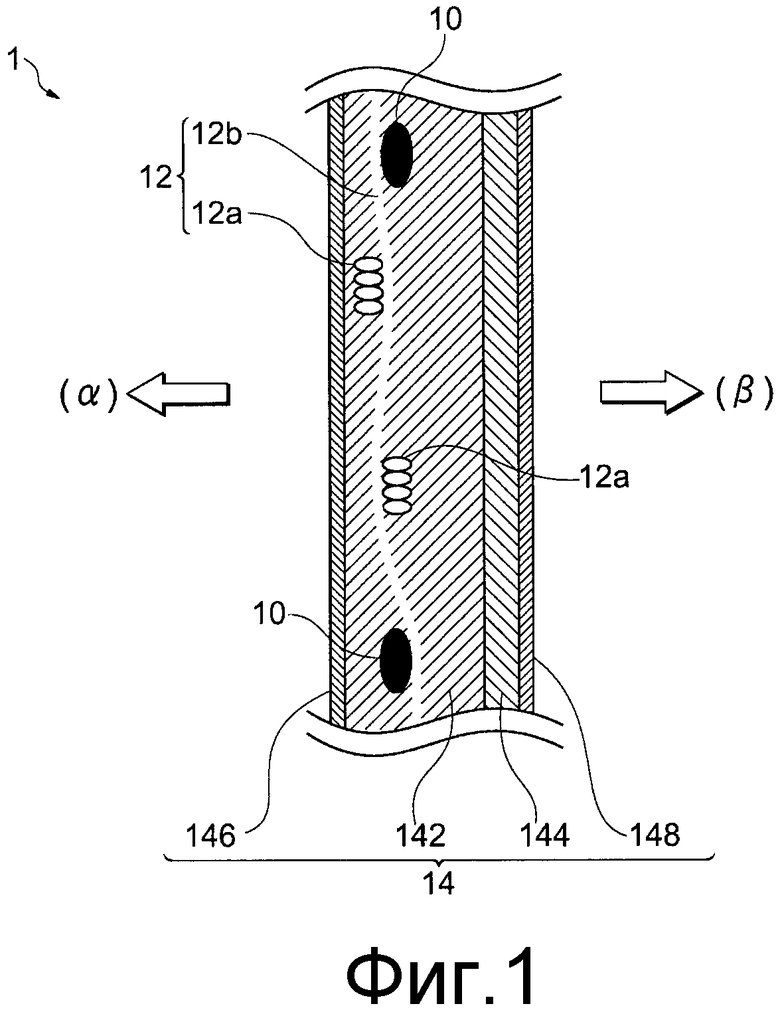
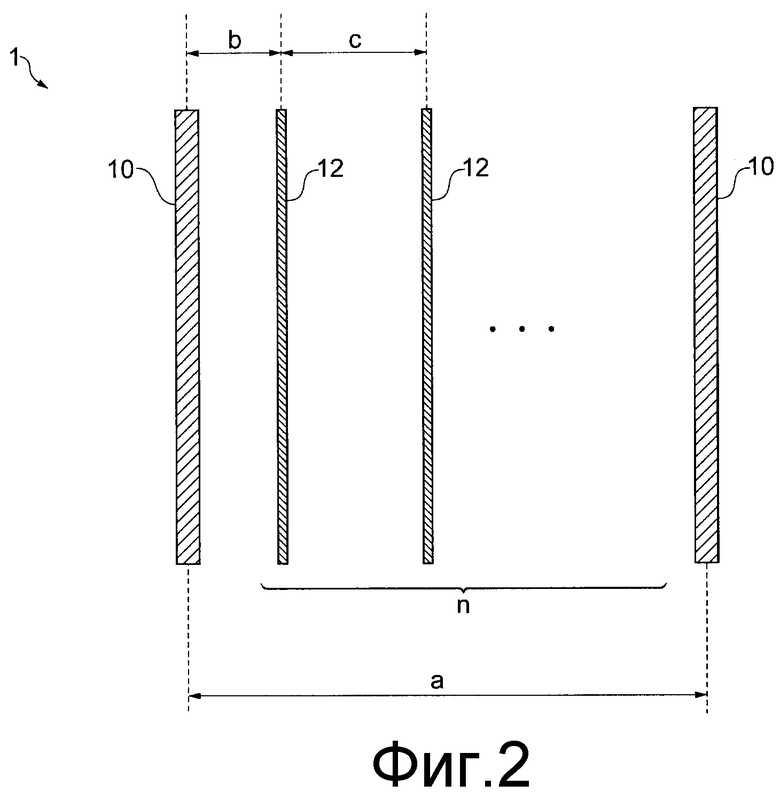

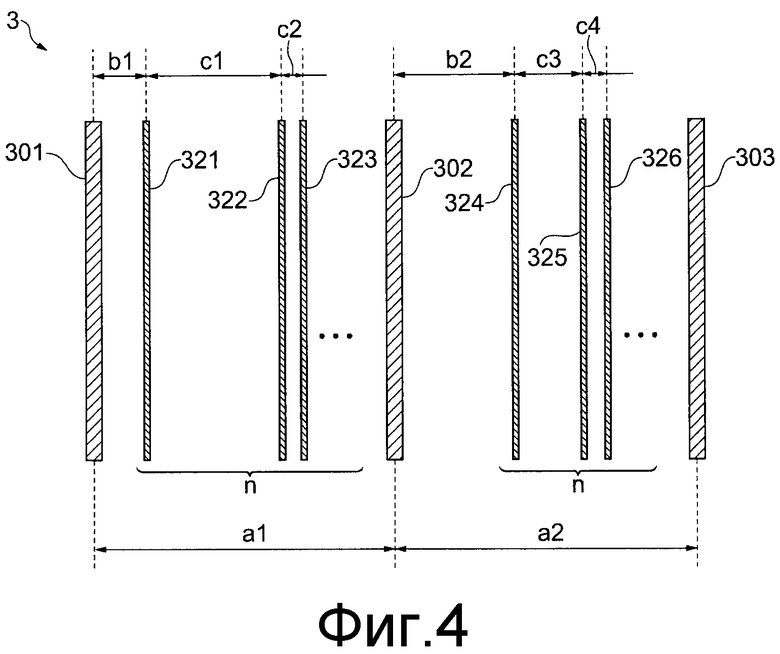
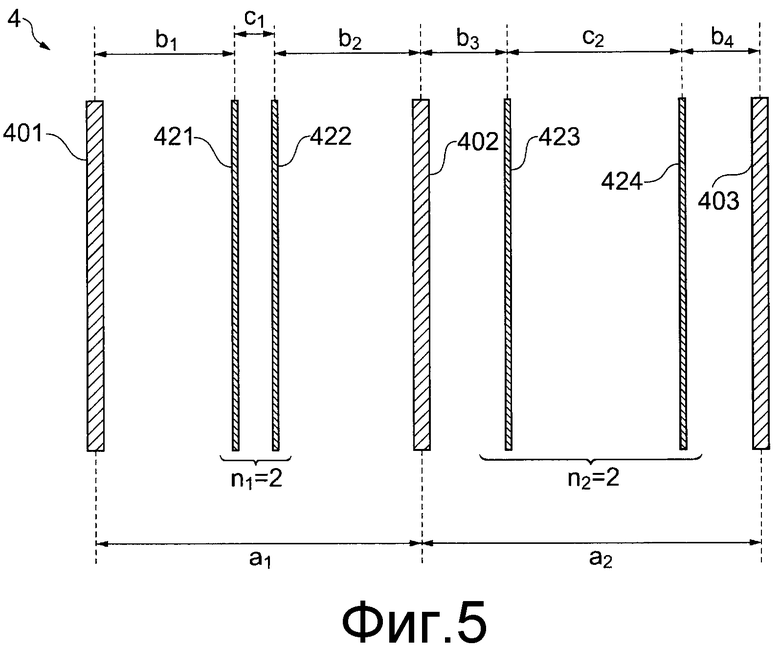
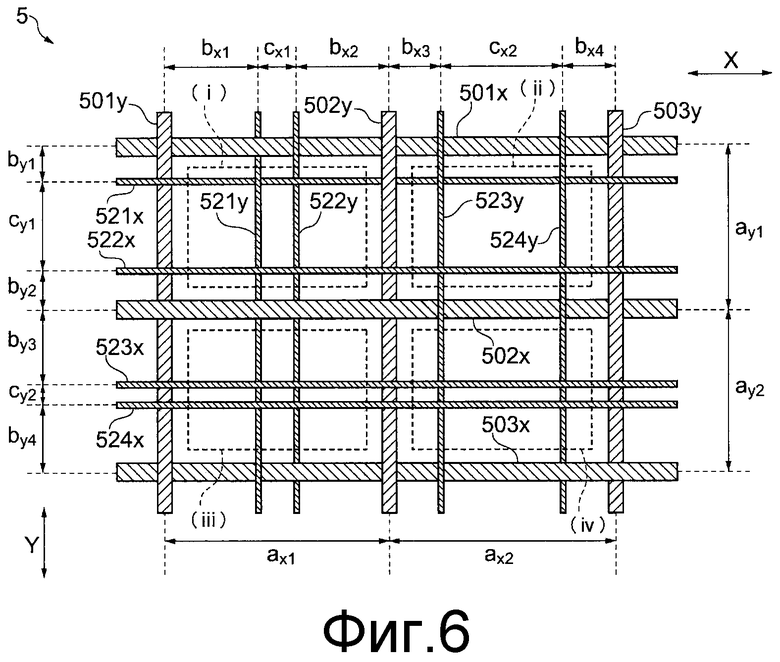

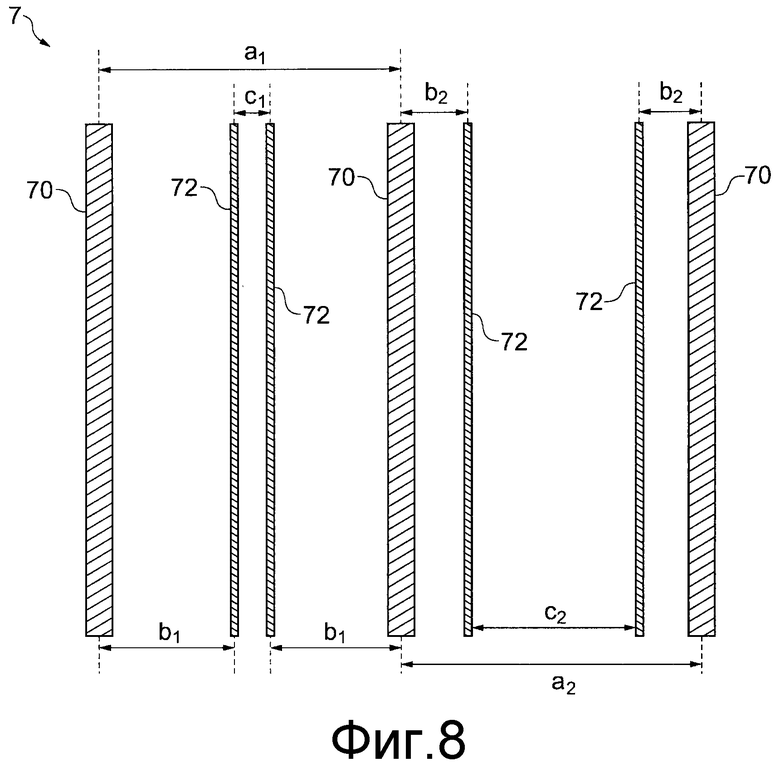
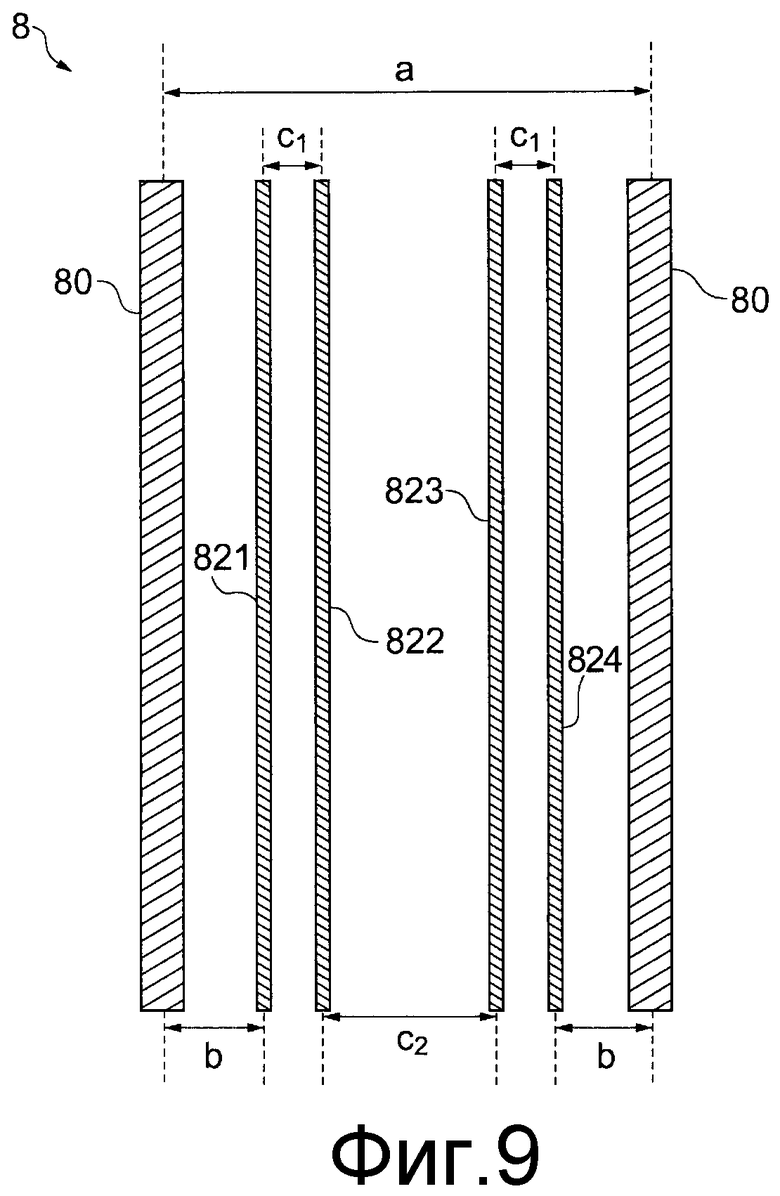
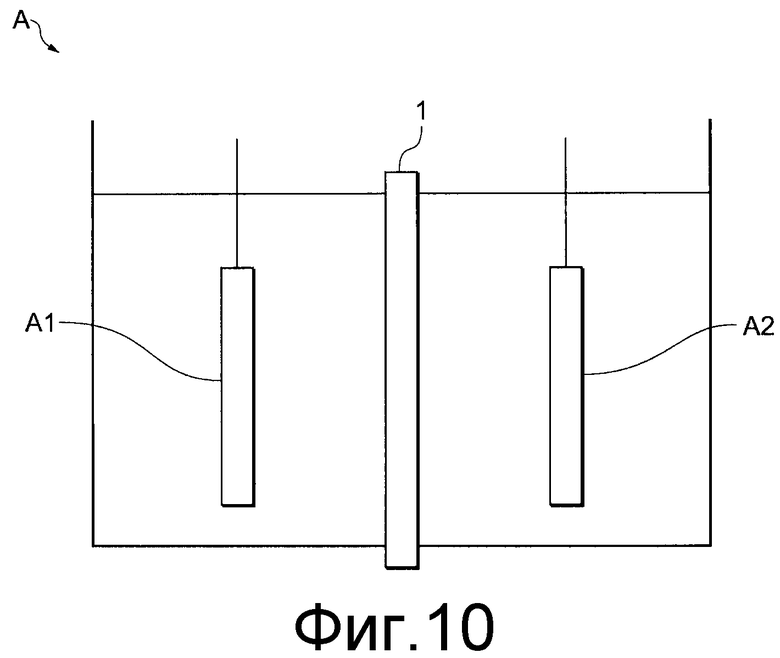
Группа изобретений относится к катионообменной мембране, электролизеру с катионообменной мембраной и способу изготовления мембраны. Катионообменная мембрана включает: тело мембраны, содержащее фтористый полимер, имеющий ионообменную группу; и два или более армирующих заполнителя, расположенных параллельно внутри тела мембраны. Тело мембраны снабжено двумя или более отверстиями для элюирования, образованными между смежными друг другу армирующими заполнителями. Если расстояние между смежными друг другу армирующими заполнителями представлено как a, расстояние между армирующими заполнителями и отверстиями для элюирования, смежными друг другу, представлено как b, расстояние между смежными друг другу отверстиями для элюирования представлено как c, и число отверстий для элюирования, образованных между смежными друг другу армирующими заполнителями, представлено как n, то a, b, c и n, удовлетворяют соотношению, представленному выражением (1) или выражением (2):
b>a/(n+1) (1),
c>a/(n+1) (2), где n составляет от 2 до 4. Группа изобретений обеспечивает получение ме6мбраны, обладающей механической прочностью в отношении сгибания и обеспечивающей устойчивые электролитические характеристики в течение продолжительного времени. 3 н. и 9 з.п. ф-лы, 10 ил., 4 табл., 9 пр.
1. Катионообменная мембрана, по меньшей мере включающая:
тело мембраны, содержащее фтористый полимер, имеющий ионообменную группу; и
два или более армирующих заполнителя, расположенных приблизительно параллельно внутри тела мембраны,
причем тело мембраны снабжено двумя или более отверстиями для элюирования, образованными между смежными друг другу армирующими заполнителями,
армирующая нить, составляющая армирующие заполнители, содержит по меньшей мере один материал, выбранный из группы, состоящей из политетрафторэтилена (PTFE), сополимера тетрафторэтилена и перфторалкилвинилового эфира (PFA), сополимера этилена и тетрафторэтилена (ETFE), сополимера тетрафторэтилена и гексафторпропилена, сополимера трифторхлорэтилена и этилена и поливинилиденфторида (PVDF), и
если предположить, что расстояние между смежными друг другу армирующими заполнителями представлено как a, расстояние между армирующими заполнителями и отверстиями для элюирования, смежными друг другу, представлено как b, расстояние между смежными друг другу отверстиями для элюирования представлено как c и число отверстий для элюирования, образованных между смежными друг другу армирующими заполнителями, представлено как n, то присутствуют по меньшей мере a, b, c и n, удовлетворяющие соотношению, представленному следующим выражением (1) или выражением (2):

 ,
,
где n составляет от 2 до 4.
2. Катионообменная мембрана по п.1, при этом а, с и n дополнительно удовлетворяют соотношению, представленному следующим выражением (3):
 .
.
3. Катионообменная мембрана по п.1 или 2, при этом a, b и n дополнительно удовлетворяют соотношению, представленному следующим выражением (4):
 .
.
4. Катионообменная мембрана по п.1, при этом a, c и n дополнительно удовлетворяют соотношению, представленному следующим выражением (5):
 .
.
5. Катионообменная мембрана по п.1 или 2, при этом поочередно присутствуют:
первый интервал между армирующими заполнителями, в котором a, b, c и n удовлетворяют соотношению, представленному выражением (1), и
второй интервал между армирующими заполнителями, в котором a, b, c и n удовлетворяют соотношению, представленному выражением (2).
6. Катионообменная мембрана по п. 5, при этом
в первом интервале между армирующими заполнителями a, b, c и n дополнительно удовлетворяют соотношениям, представленным следующим выражением (3) и следующим выражением (4), и
во втором интервале между армирующими заполнителями a, b, c и n дополнительно удовлетворяют соотношению, представленному следующим выражением (5):


 .
.
7. Катионообменная мембрана по п.5, при этом поочередно присутствуют первый интервал между армирующими заполнителями, удовлетворяющий соотношению, представленному следующим выражением (6), и второй интервал между армирующими заполнителями, удовлетворяющий соотношению, представленному следующим выражением (7):

 .
.
8. Катионообменная мембрана по п.5, при этом поочередно присутствуют первый интервал между армирующими заполнителями, удовлетворяющий соотношению, представленному следующим выражением (8), и второй интервал между армирующими заполнителями, удовлетворяющий соотношению, представленному следующим выражением (9):

 .
.
9. Катионообменная мембрана по п.1, при этом a, b, c и n, удовлетворяющие соотношению, представленному приведенным выше выражением (1) или приведенным выше выражением (2), присутствуют по меньшей мере в MD-направлении и в TD-направлении катионообменной мембраны.
10. Катионообменная мембрана по п.6, при этом первый интервал между армирующими заполнителями, удовлетворяющий соотношениям, представленным выражением (3) и выражением (4), или второй интервал между армирующими заполнителями, удовлетворяющий соотношению, представленному выражением (5), присутствует в MD-направлении и в TD-направлении катионообменной мембраны.
11. Способ изготовления катионообменной мембраны, включающий стадии:
переплетение двух или более армирующих заполнителей, удаляемой нити, растворимой в кислоте или щелочи, и промежуточной нити, растворимой в заданном растворителе, в котором не растворяются армирующие заполнители и удаляемая нить, для получения армирующего материала с удаляемой нитью и промежуточной нитью, расположенными между смежными друг другу армирующими заполнителями;
выдерживание армирующего материала в заданном растворителе для удаления промежуточной нити из армирующего материала;
пакетирование армирующего материала, из которого удалена промежуточная нить, и фтористого полимера, имеющего ионообменную группу или предшественник ионообменной группы, который может быть превращен в ионообменную группу гидролизом, для образования тела мембраны с армирующим материалом; и
выдерживание удаляемой нити в кислоте или щелочи для удаления удаляемой нити из тела мембраны, в результате чего в теле мембраны образуется отверстие для элюирования, и
при этом тело мембраны снабжено двумя или более отверстиями для элюирования, образованными между смежными друг другу армирующими заполнителями,
армирующая нить, составляющая армирующие заполнители, содержит по меньшей мере один материал, выбранный из группы, состоящей из политетрафторэтилена (PTFE), сополимера тетрафторэтилена и перфторалкилвинилового эфира (PFA), сополимера этилена и тетрафторэтилена (ETFE), сополимера тетрафторэтилена и гексафторпропилена, сополимера трифторхлорэтилена и этилена и поливинилиденфторида (PVDF), и
если предположить, что расстояние между смежными друг другу армирующими заполнителями представлено как a, расстояние между армирующими заполнителями и отверстиями для элюирования, смежными друг другу, представлено как b, расстояние между смежными друг другу отверстиями для элюирования представлено как с и число отверстий для элюирования, образованных между смежными друг другу армирующими заполнителями, представлено как n, то присутствуют по меньшей мере a, b, c и n, удовлетворяющие соотношению, представленному следующим выражением (1) или выражением (2):

 ,
,
где n составляет от 2 до 4.
12. Электролизер, по меньшей мере включающий: анод; катод и катионообменную мембрану по любому из пп.1-10, расположенную между анодом и катодом.
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| US 4021327 A (E | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| US 4437951 A (E | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| US 5447636 A (E | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| RU 2062307 C1 (Асахи Касеи) 20.06.1996 | |||
| ЭЛЕКТРОЛИЗЕР ДЛЯ ЭЛЕКТРОЛИЗА ВОДНОГО РАСТВОРА ХЛОРИДА НАТРИЯ | 1986 |
|
RU2054050C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕМБРАННО-ЭЛЕКТРОДНОГО БЛОКА С ПОРИСТЫМ КАТОДОМ | 1987 |
|
RU2015207C1 |

