Задачей изобретения является создание способа установки взаимного расположения отдельных сегментов, вводимых в многосегментный фильтр, подаваемых на несущий элемент группирующего блока с модулей машины, используемой в табачной промышленности в процессе изготовления многосегментных фильтров для сигарет.
В табачной промышленности существует потребность в многосегментных фильтрах, используемых в производстве сигарет, состоящих, по меньшей мере, из двух типов сегментов, изготавливаемых из различных фильтровальных материалов; такие сегменты могут быть: мягкими, заполненными, например, нетканым материалом, бумагой, ацетатцеллюлозой; или твердыми, заполненными гранулами, спеченными элементами; или полыми цилиндрами. Созданные последовательности сегментов затем делят соответственно на фильтры, используя их для изготовления сигарет. Один известный способ изготовления многосегментных фильтров является способом «конец к концу», принцип действия которого представлен несколько раз в описаниях патентов, принадлежащих английской компанией MOLINS Ltd. Например, в английском патенте № GB 1146259 описан способ изготовления фильтров, состоящих, по меньшей мере, из трех различных сегментов, с использованием машины, на которой обеспечена возможность осуществления такого способа, состоящей из трех модулей. Сегменты формируют посредством отрезания круглыми резаками фильтрующих стержней, перемещаемых на перифериях трех различных барабанов, где отрезанные группы сегментов удаляют из каждой канавки барабана цепным конвейером, снабженным толкателями, работающими всегда в вертикальной плоскости, отклоненной на небольшой угол от оси режущего барабана. Затем сегменты удаляют с помощью эжекторов с цепного конвейера и переносят на вращаемый промежуточный диск, установленный горизонтально, толкателями которого, расположенными по периметру, передают сегменты конец к концу вдоль горизонтального тракта группирующей ленты к червячному барабану, с помощью которого регулируют перемещение сегментов, в то время как предыдущие сегменты другого типа, полученные посредством отрезания фильтрующих стержней на барабанах в других модулях, подают аналогичным образом в пустые пространства между сегментами на группирующей ленте. В представленной конструкции промежуточный диск центрального модуля содержит толкатели, совершающие дополнительно возвратно-поступательное движение, когда встречают сопротивление определенной силы, вызванное заклиниванием сегментов фильтра. Упомянутая передача возможна посредством использования шаровой муфты, с помощью которой защищают толкатели от повреждения в случае неисправности устройства. В другом английском патенте № GB 2151901, зарегистрированном на имя той же компании, описано устройство, в котором стержни, заполненные табаком, подают на горизонтальный тракт группирующей ленты с помощью группы дисков, установленных горизонтально, в то время как сегменты фильтра, отрезанные на барабане, вставляют соответственно в пустые пространства между стержнями с помощью вращаемых дисков, расположенных вертикально над ленточным трактом. Проблема механического определения взаимного расположения сегментов фильтра на группирующей ленте при использовании двух или трех типов сегментов была решена в английском патенте № GB 1053547 упомянутой компании, согласно которому используют колесо, снабженное двумя расположенными по периферии канавками, расположенными над роликом, направляющим перфорированную ленту, подающую сегменты. Каждая канавка колеса снабжена соответствующими комплектами групп отсасывающих отверстий, где в каждой группе имеется пять отверстий, и группы равномерно разнесены по окружности колеса. Группы отсасывающих отверстий, соединенные с одной канавкой, смещены по окружности относительно групп отсасывающих отверстий, соединенных со второй канавкой. Упомянутые отверстия соединены с атмосферой через соответствующие поверхности смежного колеса, тогда как каждая смежная поверхность вблизи самой нижней части окружности колеса снабжена камерой отсоса, соединенной трубопроводом с источником вакуума, и отсасывающие отверстия вступают в контакт с упомянутой камерой. Колесо вращают с более высокой скоростью, чем линейная скорость роликов фильтров, таким образом, что перемещение одного типа сегментов со скоростью вращения колеса усиливается посредством присасывания их к соответствующей канавке в то время, когда группа отверстий, связанная с ней, соединяется с камерой. Таким образом, следующие друг за другом сегменты отделяют в осевом направлении друг от друга на расстояние, большее длины сегментов второго типа, и этот промежуток сохраняется на перфорированной ленте, скорость которой равна окружной скорости колеса. Следующие друг за другом сегменты второго типа аналогичным образом отделяют в осевом направлении друг от друга посредством удерживания с помощью вакуума в соответствующей канавке колеса, и, так как группы отверстий обоих видов смещены по окружности колеса, отделенные сегменты одного типа линейно смещаются относительно отделенных сегментов второго типа. Среди известных решений нет легкого для практического использования и надежного способа установки взаимного расположения любого требуемого количества сегментов фильтра на группирующей ленте в ходе подготовки к запуску производственной линии.
Согласно изобретению созданы: способ установки взаимного расположения сегментов фильтра на несущем элементе группирующего блока в процессе изготовления многосегментных фильтров, используемых в табачной промышленности для сигарет, где сегменты с множества модулей машины для изготовления фильтров подают на несущий элемент группирующего блока и располагают в последовательности, соответствующей структуре сигаретного фильтра; и способ обозначения последовательности упомянутых модулей согласно направлению, соответствующему направлению перемещения сегментов на несущем элементе, заключающийся в регистрации, при остановленном процессе изготовления фильтров, положения и длины сегмента с каждого модуля на несущем элементе группирующего блока, с последующим определением взаимного расположения сегментов и расстояний между сегментами. С этой целью сегменты со следующих друг за другом модулей подают отдельно на перемещаемый несущий элемент группирующего блока и перемещают к области действия датчика, с помощью которого регистрируют положение и длину сегментов, после чего с помощью датчика длину поданного сегмента и его положение относительно несущего элемента группирующего блока регистрируют, и результаты регистрации сохраняют в системе управления машины для изготовления фильтров, а после сохранения зарегистрированной информации, касающейся сегментов, поданных со всех модулей, требуемую последовательность сегментов и расстояние между сегментами устанавливают в виртуальном виде в упомянутой системе управления, с позиционированием механизмов отдельных модулей, регулируемых с помощью системы управления таким образом, чтобы обеспечить возможность получения установленной в виртуальном виде последовательности сегментов на несущем элементе группирующего блока. Длину и положение сегментов можно регистрировать с помощью одного датчика, общего для всех модулей, расположенного вслед за последним модулем; или с помощью отдельных датчиков, каждый из которых расположен вслед за соответствующим модулем, где датчик может представлять собой оптический элемент, действующий в диапазоне видимого излучения или в диапазоне невидимого излучения, или представлять собой ультразвуковой элемент. В другом варианте осуществления способа согласно изобретению сегменты с последнего модуля подают на несущий элемент группирующего блока, после чего упомянутый несущий элемент останавливают в таком эталонном положении, при котором поданные сегменты находятся вслед за последним модулем, и положение сегмента отмечают на регистрирующем элементе, расположенном возле несущего элемента, а потом сегменты удаляют с несущего элемента. Затем сегменты с предпоследнего модуля подают на несущий элемент группирующего блока, после чего несущий элемент останавливают в таком эталонном положении, при котором поданные сегменты находятся вслед за упомянутым регистрирующим элементом, положение поданного сегмента отмечают на этом регистрирующем элементе, а потом сегменты удаляют с несущего элемента, после чего помеченное положение сегмента, поданного с предпоследнего модуля, сравнивают с ранее помеченным положением сегмента с последнего модуля, и положение механизмов предпоследнего модуля регулируют таким образом, чтобы получить ожидаемое положение сегмента с предпоследнего модуля относительно сегмента с последнего модуля, после чего предпоследний модуль снова запускают с целью сравнения и регулирования положения поданных сегментов в эталонном положении несущего элемента с положением, зарегистрированным ранее на регистрирующем элементе. Процедуру, аналогичную той, которую применяли к сегментам с предпоследнего модуля, осуществляют в отношении сегментов с последующих модулей, вплоть до первого модуля. В еще одном другом варианте осуществления способа согласно изобретению сегменты с последнего модуля подают на несущий элемент группирующего блока, после чего положение сегмента отмечают на регистрирующем элементе, расположенном возле несущего элемента, используя стробоскопический прибор, а потом сегменты удаляют с несущего элемента. Затем сегменты с предпоследнего модуля подают на несущий элемент группирующего блока, после чего положение поданного сегмента отмечают на регистрирующем элементе, используя стробоскопический прибор, после чего сегменты удаляют с несущего элемента, а потом помеченное положение сегмента, поданного с предпоследнего модуля, сравнивают с ранее помеченным положением сегмента с последнего модуля, и положение механизмов предпоследнего модуля регулируют таким образом, чтобы получить ожидаемое положение сегмента с предпоследнего модуля относительно сегмента с последнего модуля, после чего предпоследний модуль снова запускают с целью сравнения и регулирования положения поданных сегментов с предпоследнего модуля с положением сегментов с последнего модуля, зарегистрированных на регистрирующих элементах. Процедуру, аналогичную той, которую применяли к сегментам с предпоследнего модуля, осуществляют в отношении сегментов с последующих модулей, вплоть до первого модуля. В другом варианте осуществления способа согласно изобретению сегменты с первого модуля подают на несущий элемент группирующего блока и сегменты перемещают таким образом, чтобы первый поданный сегмент находился в области подачи сегментов со второго модуля на несущий элемент, после чего положение подающего устройства, с помощью которого подают сегменты со второго модуля, устанавливают с учетом положения сегмента с первого модуля на несущем элементе группирующего блока, и установленное положение подающего устройства второго модуля сохраняют; и с помощью системы управления регулируют положение остальных механизмов модуля. Затем сегменты с первого и второго модулей, расположенные в определенной последовательности на несущем элементе, перемещают таким образом, чтобы упомянутые сегменты были в области подачи сегментов с третьего модуля, после чего положение устройства, с помощью которого подают сегменты с третьего модуля, устанавливают с учетом положения сегментов со второго и первого модулей на несущем элементе группирующего блока, и установленное положение подающего устройства третьего модуля сохраняют, и с помощью системы управления регулируют положение остальных механизмов модуля. Процедуру, аналогичную той, которую применяли к сегменту третьего модуля, осуществляют в отношении сегментов с последующих модулей, вплоть до последнего модуля. Применение способа согласно изобретению обеспечивает возможность значительной экономии времени, особенно при изменении структуры изготавливаемого фильтра, и сокращения потерь материала при определении положения сегментов фильтра на несущем элементе группирующего блока.
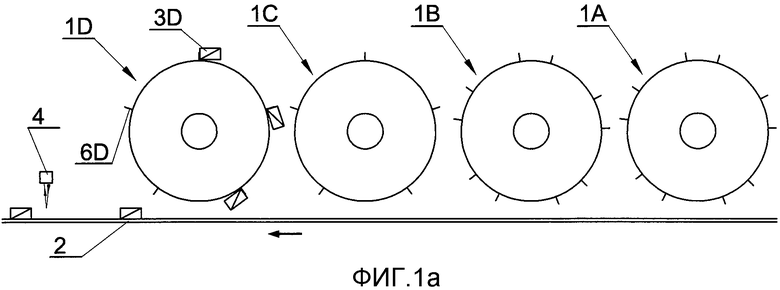
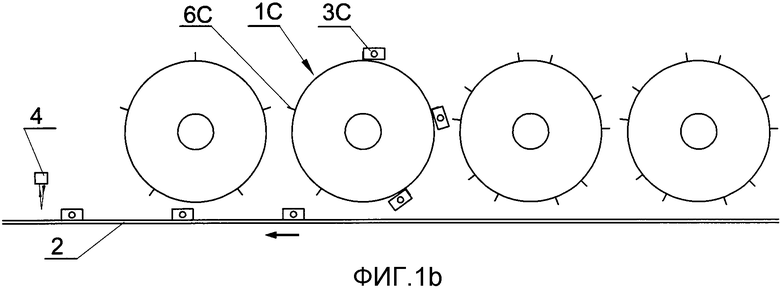
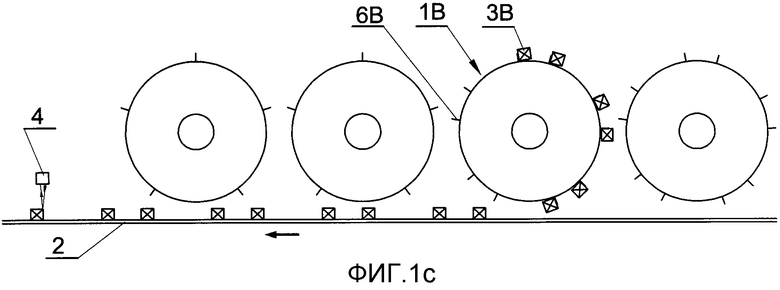
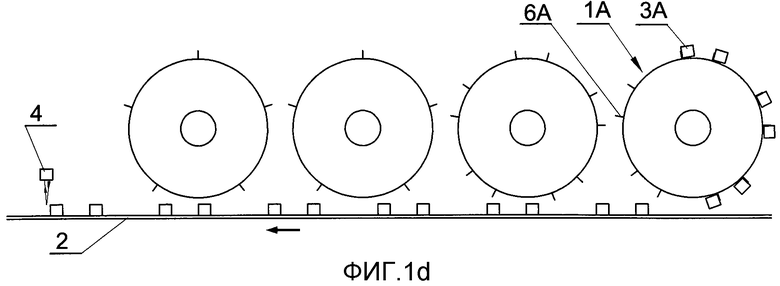
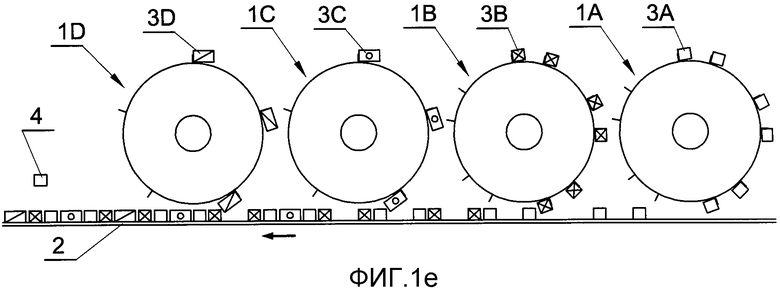
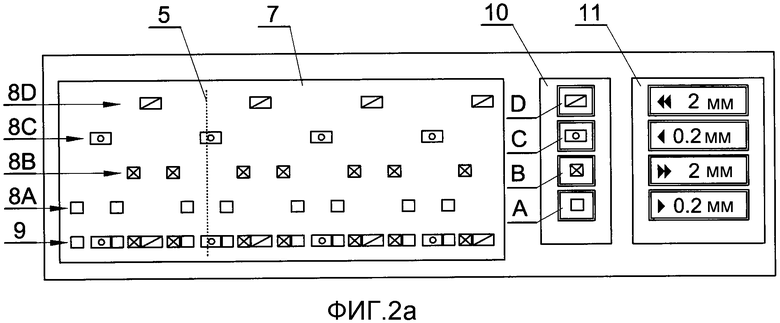
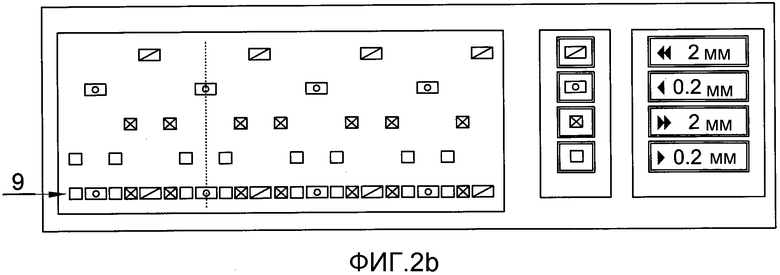
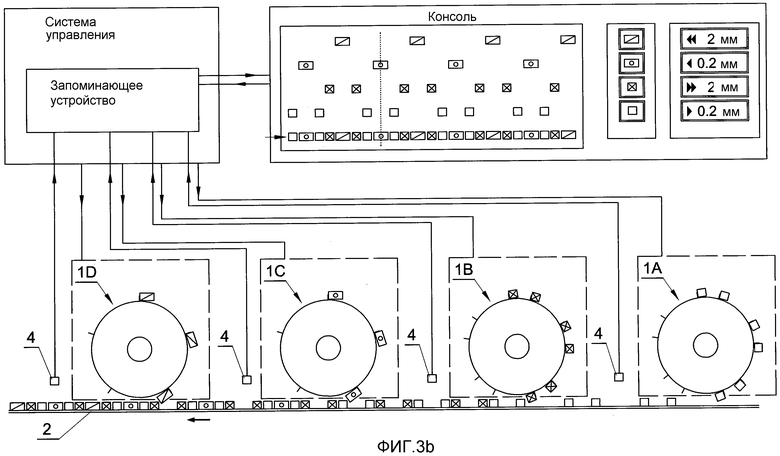
С целью обеспечения лучшего понимания сущности изобретения оно проиллюстрировано на вариантах осуществления, представленных на чертежах, на которых на фиг. 1, в общем, показан фрагмент машины, используемой в табачной промышленности для изготовления многосегментных фильтров, снабженный четырьмя модулями, с помощью каждого из которых подают сегменты соответствующего типа на несущий элемент группирующего блока с использованием подающего устройства, и положение сегментов регистрируют общим датчиком, расположенным позади последнего модуля, и эта структура представляет собой вариант осуществления I; на фиг. 1a показан процесс укладки сегментов, подаваемых четвертым, последним модулем; на фиг. 1b показан процесс укладки сегментов, подаваемых третьим, предпоследним модулем; на фиг. 1c показан процесс укладки сегментов, подаваемых вторым модулем; на фиг. 1d показан процесс укладки сегментов, подаваемых первым модулем; и на фиг. 1e показан фрагмент машины во время нормального действия при выключенном датчике; на фиг. 2 показана, в общем, интерфейсная консоль системы управления, на которой представляются графически сегменты, подаваемые с четырех модулей, и их положение на несущем элементе в варианте осуществления I; на фиг. 2a показано состояние до начала определения положения сегментов, тогда как на фиг. 2b показано состояние после определения оптимального положения сегментов; на фиг. 3a показана взаимосвязь между блоками машины и системой управления при использовании одного общего датчика; на фиг. 3b - взаимосвязь между блоками машины и системой управления при использовании отдельного датчика для каждого модуля, и эта структура представляет модификацию варианта осуществления I; на фиг. 4 показан, в общем, фрагмент машины, как и на фиг. 1, где положение сегментов регистрируют с помощью регистрирующего элемента, расположенного возле несущего элемента, позади последнего модуля, и эта структура представляет собой вариант осуществления II; на фиг. 4a показана укладка сегментов, подаваемых четвертым, последним модулем; на фиг. 4b показана укладка сегментов, подаваемых третьим, предпоследним, модулем; на фиг. 4c показана укладка сегментов, подаваемых вторым модулем; и на фиг. 4d показана укладка сегментов, подаваемых первым модулем; на фиг. 5 показан, в общем, фрагмент машины, как и на фиг. 4, где положение сегментов регистрируют с помощью регистрирующего элемента, расположенного возле несущего элемента, позади последнего модуля, с использованием стробоскопического прибора, и эта структура представляет вариант осуществления III; на фиг. 5a показана укладка сегментов, подаваемых четвертым, последним модулем; на фиг. 5b показана укладка сегментов, подаваемых третьим, предпоследним, модулем; на фиг. 5c показана укладка сегментов, подаваемых вторым модулем; и на фиг. 5d показана укладка сегментов, подаваемых первым модулем; тогда как на фиг. 6 показан, в общем, фрагмент машины, используемой в табачной промышленности для изготовления многосегментных фильтров, снабженной четырьмя модулями, каждым из которых подают сегменты соответствующего типа на несущий элемент группирующего блока с помощью подающего устройства, где положение сегментов устанавливают посредством взаимного регулирования подающих устройств смежных модулей, и эта структура представляет собой вариант осуществления IV; на фиг. 6a показана укладка сегментов, подаваемых с первого модуля, на фиг. 6b показана укладка сегментов, подаваемых со второго модуля; на фиг. 6c показана укладка сегментов, подаваемых с третьего, предпоследнего, модуля; и на фиг. 6d показана укладка сегментов, подаваемых с четвертого, последнего, модуля.
Вариант осуществления I. Машина для изготовления многосегментных фильтров, показанная в виде фрагмента на фиг. 1, состоит из четырех подобных модулей 1, обозначенных последовательно: A, B, C, D, в направлении, соответствующем направлению перемещения несущего элемента 2 группирующего блока. Каждый из модулей 1 подает с помощью подающего устройства 6 на несущий элемент 2 соответственно сегменты 3A, 3B, 3C, 3D, которые могут отличаться по длине и содержанию. Позади последнего модуля 1D, вблизи несущего элемента 2, расположен датчик 4, с помощью которого регистрируют положение и длину сегментов 3 на несущем элементе 2, с учетом исходной точки 5, представляющей линию отреза готового многосегметного стержня, где с помощью датчика 4 передают результаты измерений в систему управления машины. С целью определения взаимного расположения сегментов 3 на несущем элементе 2 сначала запускают последний модуль 1D, которым с помощью подающего устройства 6D транспортируют сегменты 3D на перемещаемый несущий элемент 2, где длину и положение сегмента 3D относительно исходной точки 5 регистрируют датчиком 4, и результаты измерения передают в запоминающее устройство системы управления. Затем сегменты 3D удаляют с несущего элемента 2, тогда как подающее устройство 6D, не содержащее сегментов 3D, остается включенным, что необходимо при определении положения следующего сегмента 3C (см. фиг. 1a). Затем запускают предпоследний модуль 1C, которым с помощью подающего устройства 6C транспортируют сегменты 3C на перемещаемый несущий элемент 2, и его длину и положение относительно исходной точки 5, с учетом расстояния от сегмента 3D, регистрируют датчиком 4, и результаты измерения передают в запоминающее устройство системы управления (см. фиг. 1b). Подобные действия осуществляют для определения положения сегментов 3B (см. фиг. 1c) и сегментов 3A (см. фиг. 1d). Изменение, производимое вручную, взаимного расположения сегментов 3, сохраняемых в системе управления, осуществляют, используя поле экрана дисплея 7 интерфейса системы управления (см. фиг. 2a и фиг. 3a) на котором сегменты 3D, 3C, 3B, 3A, поданные соответственно модулями 1D, 1C, 1B, 1A, представлены графически независимыми линиями 8D, 8C, 8B, 8A, где зарегистрированное положение сегментов 3 на несущем элементе 2 представлено на поле экрана дисплея 7 линией 9. В показанном примере расстояние между сегментами 3 требует регулирования. После нажатия одной из клавиш A, B, C, D на панели 10, соответствующих сегментам 3A, 3B, 3C, 3D, положение сегмента 3 относительно исходной точки 5 и относительно других сегментов 3 может быть установлено вручную с помощью кнопок управления 11 с учетом соответствующих расстояний между сегментами 3, которое будет храниться в системе управления, и будет представлено графически на линии 9. Последовательность сегментов 3, закодированная в системе управления, будет отображаться во время нормального действия машины, что показано на фиг. 1e.
Альтернативно способ укладки сегментов 3 может включать использование четырех датчиков 4, где соответственно один датчик расположен позади каждого подающего устройства 6, показанного на фиг. 3b.
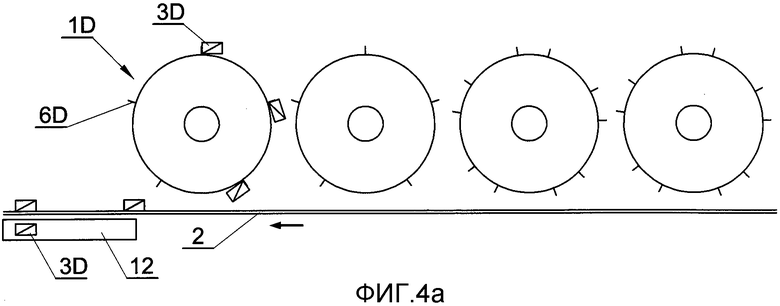
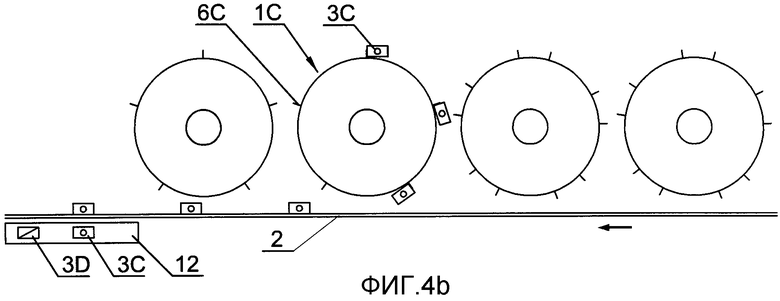
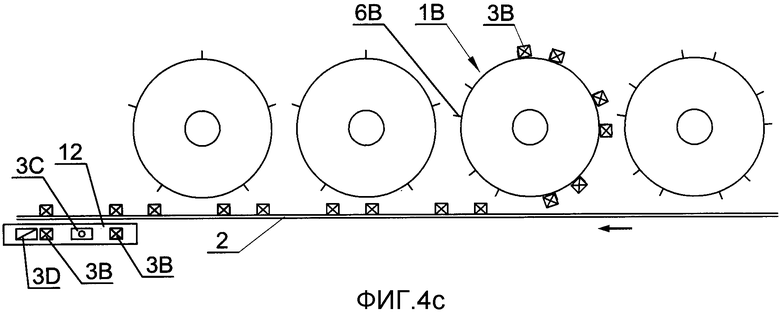
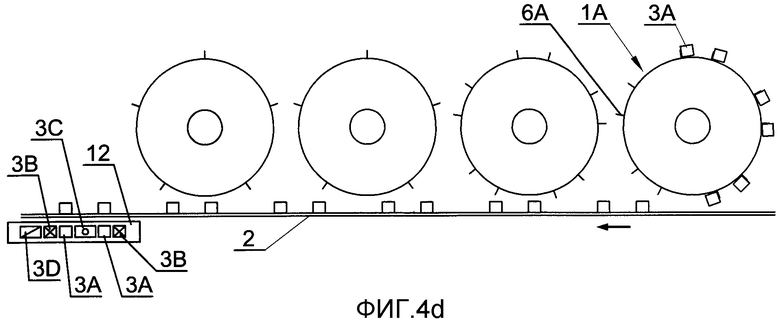
Вариант осуществления II. На фиг. 4 показана машина, как и в варианте осуществления I, также в виде фрагмента, где длину и положение сегментов 3 на несущем элементе 2 регистрируют регистрирующим элементом 12, расположенным позади последнего модуля 1A, возле несущего элемента 2. С целью определения взаимного положения сегментов 3 на несущем элементе 2 сначала запускают последний модуль 1D, который с помощью подающего устройства 6D транспортирует сегменты 3D на медленно перемещаемый несущий элемент 2, где элемент 2 останавливают в момент при достижении соответствующего эталонного положения, и положение первого сегмента 3D помечают на регистрирующем элементе 12, после чего сегменты 3D удаляют (см. фиг. 4a). Затем подобные действия осуществляют в отношении сегментов 3C, подаваемых с модуля 1C, и положение и длину сегмента 3C, помеченные на регистрирующем элементе 12, сравнивают с ранее помеченным положением сегмента 3D, а потом, в случае неправильного расположения сегмента 3C относительно сегмента 3D, регулируют механизмы модуля 1C таким образом, чтобы получить ожидаемое положение сегмента 3C относительно сегмента 3D посредством ссылки на положение сегментов 3D и 3C, помеченное на регистрирующем элементе 12. Наконец, модуль 1C снова запускают для сравнения и регулирования положения подаваемых сегментов 3C при эталонном положении несущего элемента 2 с ранее зарегистрированным положением сегмента 3C на регистрирующем элементе 12, после чего сегменты 3C удаляют с несущего элемента 2 (см. фиг. 4b). Подобные действия осуществляют с целью определения положения сегментов 3B (см. фиг. 4c) и сегментов 3A (см. фиг. 4d).
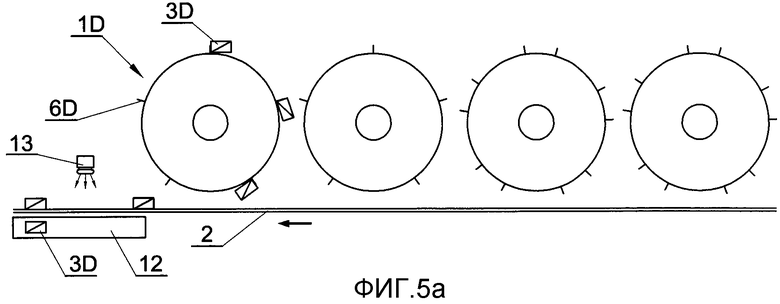
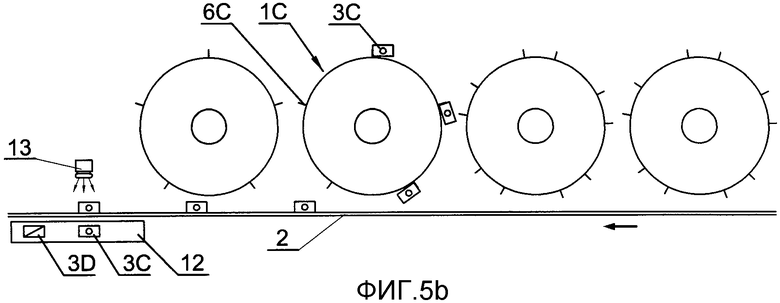
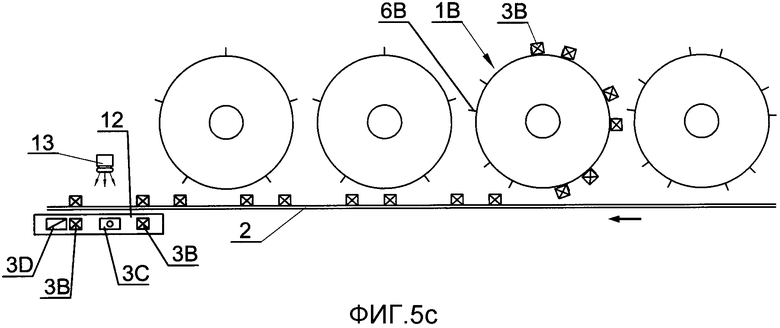
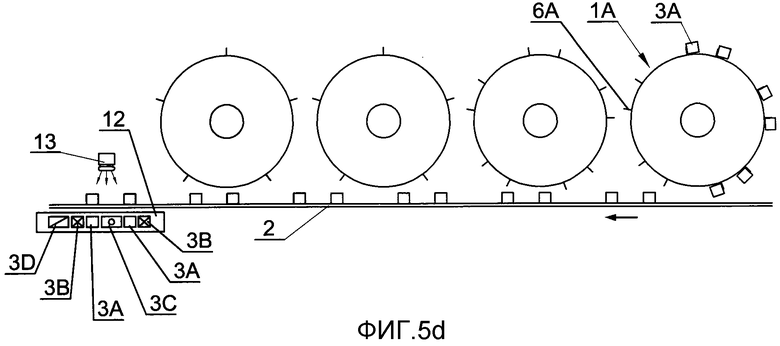
Вариант осуществления III. На фиг. 5a, фиг. 5b, фиг. 5c и фиг. 5d показана машина, как и в варианте осуществления II, в которой положение сегментов 3 на регистрирующем элементе 12, расположенном возле несущего элемента 2, помечено с помощью стробоскопического прибора 13, при использовании которого не требуется останов несущего элемента 2 каждый раз после того, как уложенный сегмент 3 достигает эталонного положения. Все другие действия в этом варианте осуществления выполняют таким же образом, как и в варианте осуществления II.
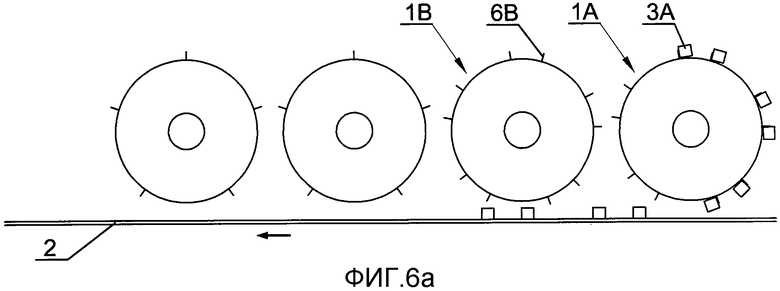
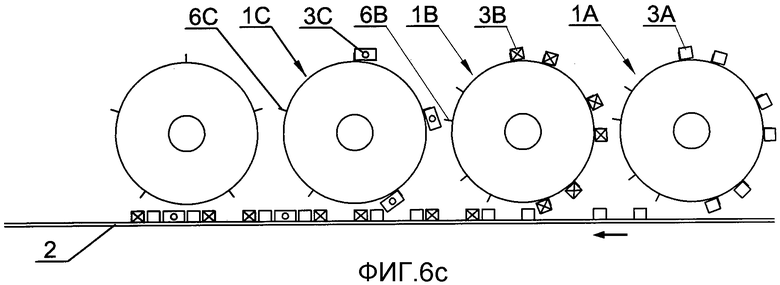
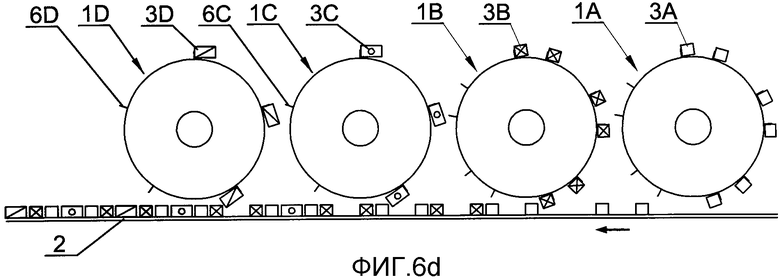
Вариант осуществления IV. На фиг. 6 показана машина, как и в вариантах осуществления I, II и III, но со значительно упрощенной системой управления. С целью определения взаимного положения сегментов 3 на несущем элементе 2, при выключенной машине, сначала запускают модуль 1A, который с помощью подающего устройства 6A транспортирует сегменты 3A на медленно перемещаемый несущий элемент 2, тогда как элемент 2 останавливают в тот момент, когда первый сегмент 3A помещают в область подачи сегментов 3B с модуля 1B на несущий элемент 2 (см. фиг. 6a). Затем положение подающего устройства 6B модуля 1B устанавливают и сохраняют с учетом положения сегмента 3A и с помощью системы управления регулируют положение остальных механизмов модуля 1B (см. фиг. 6b). В свою очередь, сегменты 3B и 3A, уложенные в определенной последовательности на несущем элементе 2, перемещают таким образом, чтобы сегмент 3B был в области подачи сегментов 3C с модуля 1C, где положение подающего устройства 6C модуля 1C было установлено и сохранено с учетом положения сегментов 3B и 3A, и с помощью системы управления регулируют положение остальных механизмов модуля 1C (см. фиг. 6c). Подобные действия осуществляют в отношении сегментов 3D с модуля 1D (см. фиг. 6d).
Все процедуры, представленные выше, относятся к ситуации, когда начинают изготовление фильтра нового типа или когда было необходимо изменить структуру изготавливаемого фильтра посредством изменения последовательности сегментов 3 в фильтре, заменив один из сегментов 3 на другой или удалив один из сегментов 3. Укладку сегментов 3 осуществляют до начала или после перерыва производства фильтров. После укладки на несущий элемент 2, во время нормального действия машины, сегменты 3 перемещают к последующим блокам, в которых их придвигают близко друг к другу, заворачивают в сигаретную бумагу, а потом посредством разрезания сформированного таким образом непрерывного фильтрующего стержня изготавливают многосегментные фильтрующие стержни.

Изобретение относится к способу создания установки взаимного расположения отдельных сегментов, вводимых в многосегментный фильтр, подаваемых на несущий элемент группирующего блока с модулей машины, используемой в табачной промышленности. Способ установки взаимного расположения сегментов фильтра на несущем элементе группирующего блока в процессе изготовления многосегментных фильтров, используемых в табачной промышленности для сигарет, причем сегменты с множества модулей машины для изготовления фильтров подают на несущий элемент группирующего блока и располагают в последовательности, соответствующей структуре сигаретного фильтра, причем обозначение последовательности модулей принято в направлении, соответствующем направлению перемещения сегментов, при этом при остановленном процессе изготовления положение и длину сегмента с каждого модуля на несущем элементе группирующего блока регистрируют, а потом взаимное расположение сегментов и расстояние между сегментами устанавливают. Техническими результатами изобретения являются обеспечение возможности значительной экономии времени при изменении структуры изготавливаемого материала и сокращения потерь материала при определении положения сегментов фильтра на несущем элементе группирующего блока. 9 з.п. ф-лы, 6 ил.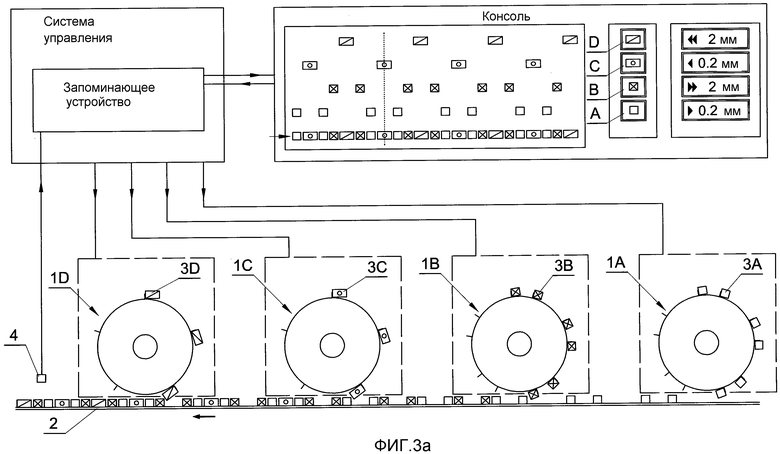
1. Способ установки взаимного расположения сегментов фильтра на несущем элементе группирующего блока в процессе изготовления многосегментных фильтров, используемых в табачной промышленности для сигарет, причем сегменты с множества модулей машины для изготовления фильтров подают на несущий элемент группирующего блока и располагают в последовательности, соответствующей структуре сигаретного фильтра, причем обозначение последовательности модулей принято в направлении, соответствующем направлению перемещения сегментов, отличающийся тем, что при остановленном процессе изготовления положение и длину сегмента с каждого модуля на несущем элементе группирующего блока регистрируют, а потом взаимное расположение сегментов и расстояние между сегментами устанавливают.
2. Способ по п.1, отличающийся тем, что:
- сегменты с последующих модулей подают отдельно на несущий элемент группирующего блока, находящийся в движении и транспортируемый к области действия датчика, с помощью которого регистрируют положение и длину сегментов;
- с помощью датчика регистрируют длину подаваемого сегмента и его положение относительно несущего элемента группирующего блока;
- длину и положение подаваемого сегмента сохраняют в системе управления машины для изготовления фильтров;
- после сохранения зарегистрированной информации, касающейся сегментов, поданных со всех модулей, требуемую последовательность сегментов и расстояние между сегментами устанавливают в виртуальном виде в упомянутой системе управления;
- посредством системы управления положение механизмов отдельных модулей регулируют таким образом, чтобы обеспечить возможность получения виртуально установленной последовательности сегментов на несущем элементе группирующего блока.
3. Способ по п.2, отличающийся тем, что длину и положение сегментов регистрируют с помощью одного датчика, общего для всех модулей, расположенного позади последнего модуля.
4. Способ по п.2, отличающийся тем, что длину и положение сегментов регистрируют с помощью отдельных датчиков, каждый из которых расположен позади соответствующего модуля.
5. Способ по п.3 или 4, отличающийся тем, что датчик является оптическим элементом, действующим в диапазоне видимого излучения.
6. Способ по п.3 или 4, отличающийся тем, что датчик является оптическим элементом, действующим в диапазоне невидимого излучения.
7. Способ по п.3 или 4, согласно которому датчик является ультразвуковым элементом.
8. Способ по п.1, отличающийся тем, что:
- сегменты с последнего модуля подают на несущий элемент группирующего блока;
- несущий элемент останавливают в таком эталонном положении, при котором подаваемые сегменты располагают позади последнего модуля, положение сегмента отмечают на регистрирующем элементе, расположенном возле несущего элемента, а затем сегменты удаляют с несущего элемента;
- сегменты с предпоследнего модуля подают на несущий элемент группирующего блока;
- несущий элемент останавливают в таком эталонном положении, при котором подаваемые сегменты располагают возле упомянутого регистрирующего элемента и положение поданного сегмента отмечают на этом регистрирующем элементе, а затем сегменты удаляют с несущего элемента;
- помеченное положение сегмента, поданного с предпоследнего модуля, сравнивают с ранее помеченным положением сегмента с последнего модуля;
- положение механизмов предпоследнего модуля регулируют таким образом, чтобы получить ожидаемое положение сегмента с предпоследнего модуля относительно сегмента с последнего модуля;
- предпоследний модуль снова запускают для сравнения и регулирования положения подаваемых сегментов при упомянутом эталонном положении несущего элемента с положением, которое было зарегистрировано ранее на регистрирующем элементе;
- процедуру, проведенную относительно сегментов с предпоследнего модуля, осуществляют относительно сегментов с последующих модулей, вплоть до первого модуля.
9. Способ по п.1, отличающийся тем, что:
- сегменты с последнего модуля подают на несущий элемент группирующего блока;
- положение сегмента отмечают на регистрирующем элементе, расположенном возле несущего элемента, с использованием стробоскопического прибора, а затем сегменты удаляют с несущего элемента;
- сегменты с предпоследнего модуля подают на несущий элемент группирующего блока;
- положение поданного сегмента отмечают на регистрирующем элементе с использованием стробоскопического прибора, а потом сегменты удаляют с несущего элемента;
- помеченное положение сегмента, поданного с предпоследнего модуля, сравнивают с ранее помеченным положением сегмента с последнего модуля;
- положение механизмов предпоследнего модуля регулируют таким образом, чтобы получить ожидаемое положение сегмента с предпоследнего модуля относительно сегмента с последнего модуля;
- предпоследний модуль снова запускают для сравнения и регулирования положения поданных сегментов с предпоследнего модуля с положением сегментов с последнего модуля, зарегистрированным на регистрирующем элементе;
- процедуру, проведенную относительно сегментов с предпоследнего модуля, осуществляют относительно сегментов с последующих модулей, вплоть до первого модуля.
10. Способ по п.1, отличающийся тем, что:
- сегменты с первого модуля подают на несущий элемент группирующего блока и сегменты перемещают таким образом, чтобы первый поданный сегмент был уложен в область подачи сегментов со второго модуля на несущий элемент;
- положение устройства, с помощью которого подают сегменты со второго модуля, устанавливают с учетом положения сегмента с первого модуля на несущем элементе группирующего блока;
- установленное положение подающего устройства второго модуля сохраняют и с помощью системы управления регулируют положение остальных механизмов модуля;
- сегменты с первого и второго модулей, уложенные в определенной последовательности на несущем элементе, перемещают таким образом, чтобы упомянутые сегменты были расположены в области подачи сегментов с третьего модуля;
- положение устройства, с помощью которого подают сегменты с третьего модуля, устанавливают с учетом положения сегментов со второго и первого модулей на несущем элементе группирующего блока;
- установленное положение подающего устройства третьего модуля сохраняют и с помощью системы управления регулируют положение остальных механизмов модуля;
- процедуру, проведенную относительно сегмента с третьего модуля, осуществляют относительно сегментов с последующих модулей, вплоть до последнего модуля.
| US 2009145449 A1, 11.06.2009 | |||
| Устройство для ориентирования цилиндрических тел | 1982 |
|
SU1146259A1 |
| GB 1053547 A, 04.01.1967 | |||
| US 4238994 A, 16.12.1980 | |||
| Устройство для планировки в заданной плоскости | 1989 |
|
SU1767107A1 |

