Настоящая патентная заявка на изобретение относится к системе (100) измерения и определения физических и размерных параметров многосегментного стержневидного изделия, в котором сегменты, расположенные на концах изделия, не полностью непрозрачны для светового пучка. Такое изделие содержит по меньшей мере два смежных сегмента, которые могут также быть двумя концевыми сегментами. Два смежных сегмента имеют отличающуюся непрозрачность для светового излучения. Таким образом, между двумя смежными сегментами образуется граница раздела с изменением непрозрачности. Настоящее изобретение также относится к способу измерения физических и размерных характеристик изделий.
В частности, настоящее изобретение относится к количественному и качественному анализу сигарет и/или фильтров.
Комбинированные изделия, состоящие из множества сегментов цилиндрической формы, такие, например, как сигареты и/или фильтры, в табачной промышленности обычно называют "многосегментными стержневидными изделиями".
В частности, настоящее изобретение относится к полуфабрикатам табачной промышленности, таким как многосегментные фильтры, фильтры с дополнительными компонентами, сигареты, многосегментные сигареты с уменьшенным количеством табака и т.п. В любом случае концевые сегменты (так называемые передний сегмент и задний сегмент) изделий должны выполняться из материала, который не полностью непрозрачен для светового излучения, и должно быть по меньшей мере два смежных сегмента с различной непрозрачностью для светового излучения.
После изготовления, многосегментные стержневидные изделия подвергаются проверке на качество и соответствие, чтобы они подходили для выведения на рынок.
Такая проверка качества заключается в анализе геометрических параметров, например, длины отдельных сегментов, длины изделия, диаметра изделия, размеров компонентов, вставленных в сегменты многосегментного изделия, положения дополнительных компонентов и т.д., чтобы проверить соответствие продукта.
В известном уровне техники определение геометрических параметров основано на способе, в котором сегменты многосегментного изделия или различные элементы многосегментного изделия реагируют на световое излучение.
В частности, консолидированная технология анализа таких изделий основана на прохождении светового излучения через многосегментное изделие. Такой способ предусматривает освещение многосегментного стержневидного изделия источником света, расположенным напротив датчика (фотодиода или камеры). Таким образом, световое излучение проецируется на датчик и проходит через изделие, показывая на изображении различные сегменты и дополнительные компоненты, если таковые вообще имеются.
Такая технология страдает недостатками, связанными со специальными конфигурациями в составе изделия. Если объединены очень короткие, не полностью непрозрачные сегменты, световое излучение, прошедшее через сегменты, не достаточно для идентификации на изображении четких различий между сегментами с различной непрозрачностью. Фактически, контраст не достаточен и точные измерения не возможны.
Следовательно, никакая обработка не может быть выполнена для экстраполяции точных количественных размерных данных и информации об элементах многосегментного стержневидного изделия. В частности, низкий контраст между различными сегментами приводит к ошибке неопределенности при измерении точного положения границ каждого сегмента, таким образом приводя к свойственной этому способу погрешности измерений сегментов.
Другой недостаток заключается в том, что освещенность многосегментного стержневидного изделия не является однородной. Более точно, освещенность выше в центре подсветки и уменьшается по мере удаления от центра подсветки.
Такая неоднородность приводит к различной точности измерения сегментов, расположенных в центре многосегментного стержневидного изделия, и сегментов, расположенных на концах многосегментного стержневидного изделия.
В силу вышеупомянутых проблем, при измерении с использованием системы измерения известного уровня техники, многосегментные стержневидные изделия измеряются и проверяются неточно.
Задачей настоящего изобретения является преодоление недостатков известного уровня техники путем разработки измерительной системы, способной формировать изображения с высокой разрешающей способностью с высоким контрастом границы раздела между концевыми сегментами, выполненными из не полностью непрозрачного материала, и промежуточными сегментами, выполненными из материала с отличающейся непрозрачностью для светового излучения, по сравнению с непрозрачностью концевых сегментов.
Дополнительная задача настоящего изобретения заключается в том, чтобы предложить автоматическую измерительную систему, в которой полученное изображение не является расплывчатым в границах раздела между концевыми сегментами и промежуточными сегментами, смежными с концевыми сегментами, чтобы таким образом извлечь очень точные количественные параметры, минимизируя ошибки неопределенности.
Другая задача настоящего изобретения состоит в том, чтобы предложить автоматическую измерительную систему, в которой освещенность многосегментного стержневидного изделия однородна вдоль всей длины изделия.
Еще одна задача состоит в том, чтобы раскрыть способ измерения размерных, геометрических и физических параметров изделия и элементов многосегментного стержневидного изделия.
Согласно изобретению, эти задачи решаются системой измерения, охарактеризованной в пункте 1 формулы изобретения.
Предпочтительные варианты осуществления очевидны из зависимых пунктов формулы изобретения.
Предлагаемая в настоящем изобретении измерительная система определена в пункте 1 формулы изобретения.
Для ясности, описание предлагаемой в настоящем изобретении измерительной системы приводится со ссылкой на прилагаемые к описанию чертежи, носящие чисто иллюстративный, а не ограничительный характер, на которых показано:
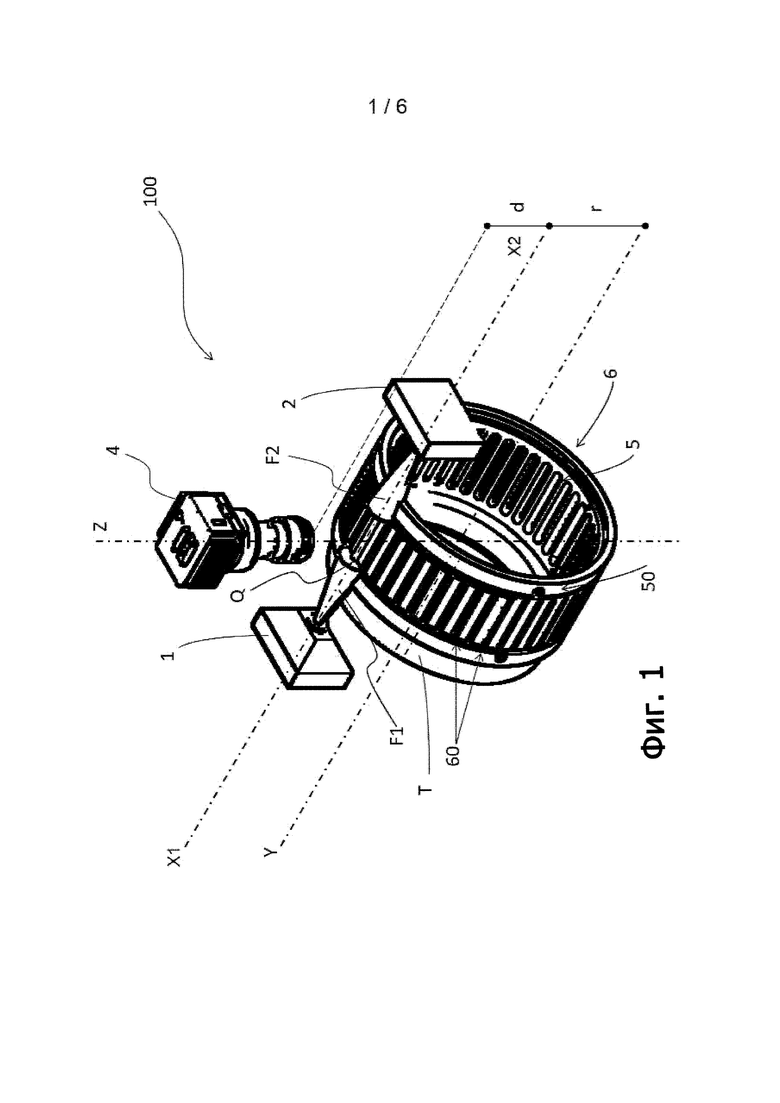
Фиг. 1 - измерительная система по первому варианту осуществления изобретения, в аксонометрии;
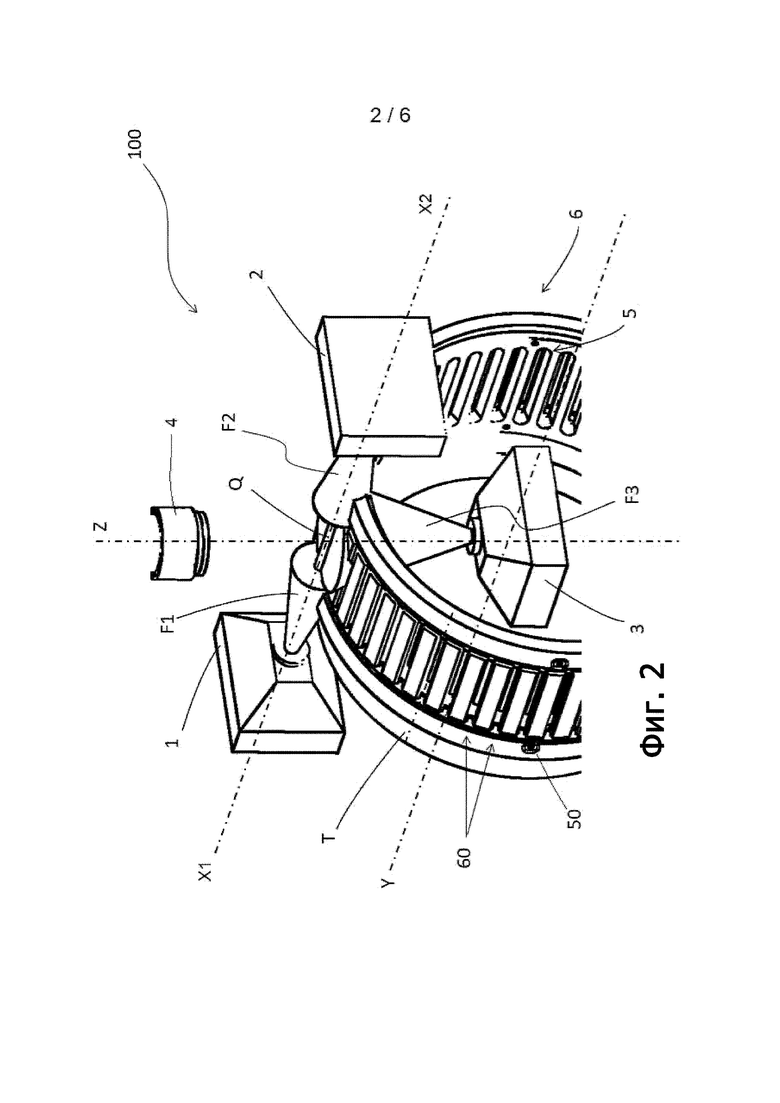
Фиг. 2 - измерительная система по второму варианту осуществления изобретения, в аксонометрии, частичное изображение;
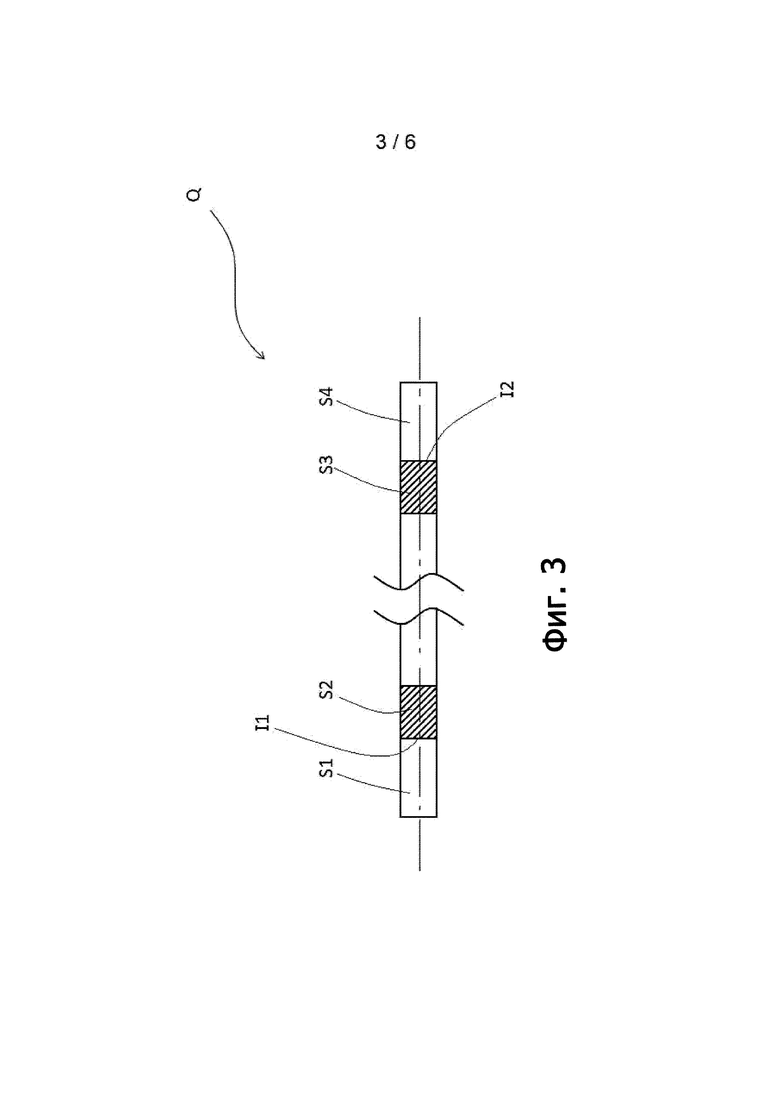
Фиг. 3 - иллюстративный вид многосегментного стержневидного изделия;
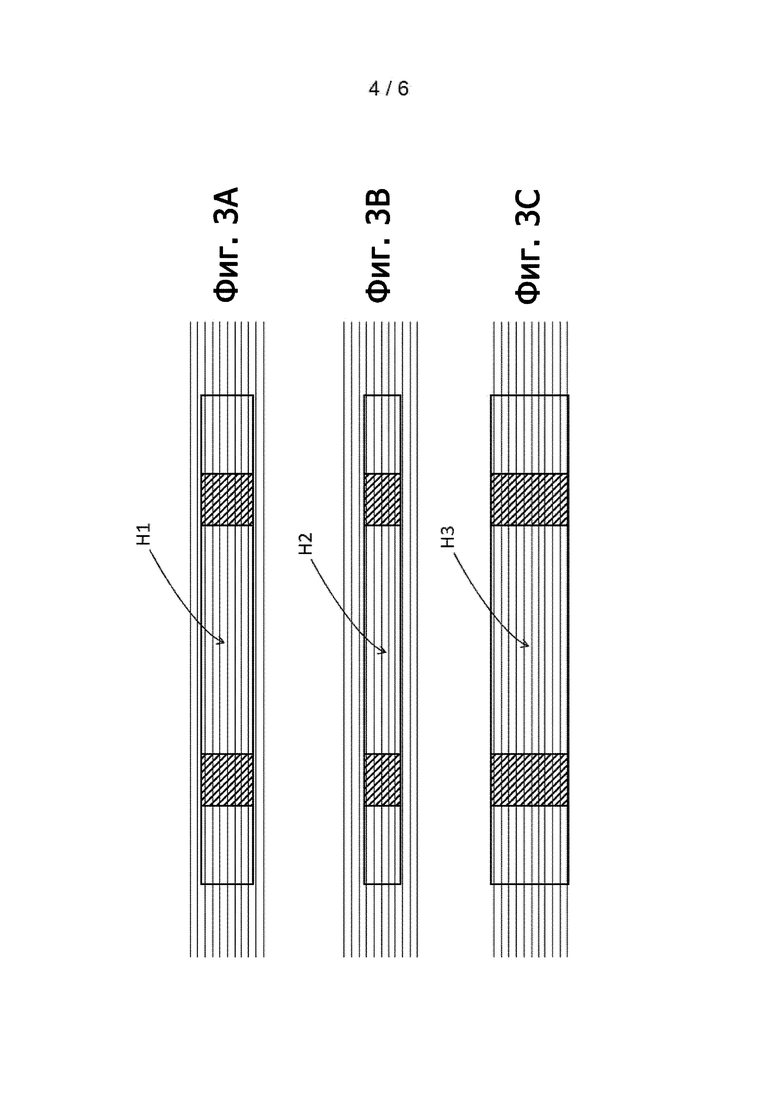
Фиг. 3A - общий вид многосегментного стержневидного изделия, на котором изделие пересекло ось регистрации с заданной скоростью;
Фиг. 3B - общий вид многосегментного стержневидного изделия, на котором изделие пересекло ось регистрации с более высокой скоростью, чем заданная скорость;
Фиг. 3C - общий вид многосегментного стержневидного изделия, на котором изделие пересекло ось регистрации с более низкой скоростью, чем заданная скорость;
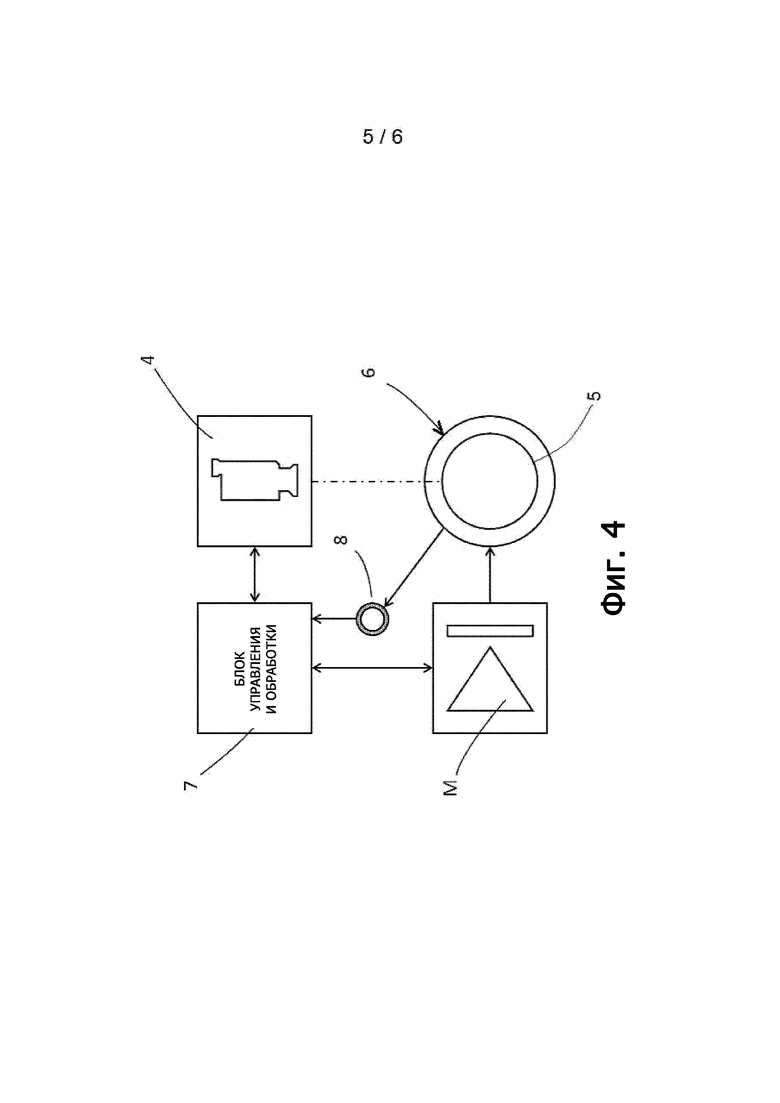
Фиг. 4 - блок-схема, иллюстрирующая проверку измерительной системы по изобретению; и
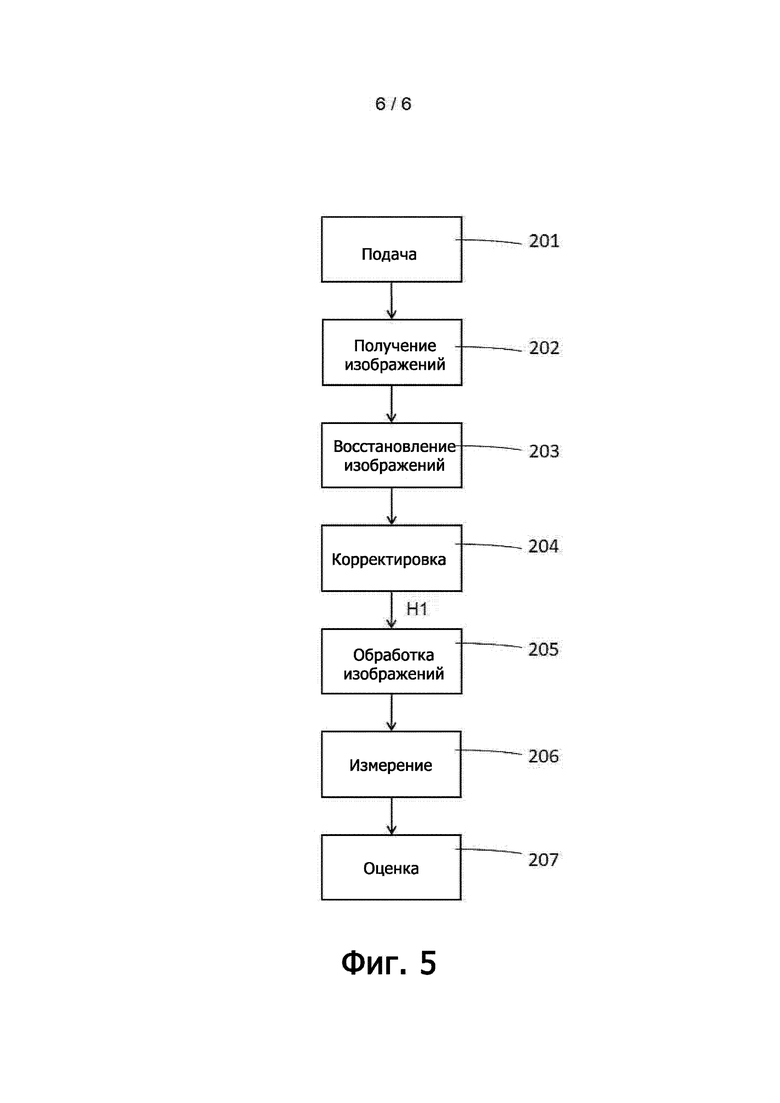
Фиг. 5 - блок-схема, иллюстрирующая работу измерительной системы по изобретению.
Измерительная система для многосегментного стержневидного изделия, соответствующая настоящему изобретению и обозначенная в целом ссылочной позицией 100, раскрывается со ссылкой на Фиг. 1 и 2.
Измерительная система (100) разработана для измерения геометрических, размерных и физических параметров по меньшей мере одного многосегментного стержневидного изделия, обозначенного буквой Q, и сегментов указанного изделия (Q).
На Фиг. 3 изделие (Q) имеет, по существу, цилиндрическую форму и продольную ось (X).
У изделия (Q) обязательно должно быть два концевых сегмента: передний сегмент (S1) и задний сегмент (S4). Передний сегмент (S1) и задний сегмент (S4) выполнены из материала, который не полностью непрозрачен для светового излучения.
У изделия должно быть по меньшей мере два смежных сегмента, которые могут быть передним сегментом (S1) и задним сегментом (S4). Два смежных сегмента выполнены из материалов с отличающейся непрозрачностью, так чтобы образовывать границу раздела с изменением непрозрачности.
В примере, показанном на Фиг. 3, передний сегмент (S1) является соседним с первым промежуточным сегментом (S2), выполненным из материала с отличающейся непрозрачностью для светового излучения по сравнению с непрозрачностью материала переднего сегмента. Граница раздела (I1) находится между передним сегментом (S1) и промежуточным сегментом (S2).
Задний сегмент (S4) является соседним с последним промежуточным сегментом (S3), выполненным из материала с отличающейся непрозрачностью для светового излучения по сравнению с непрозрачностью материала заднего сегмента (S4). Граница раздела (I2) находится между задним сегментом (S4) и промежуточным сегментом (S3).
Изделие (Q) может быть сигаретой и/или сигаретным фильтром.
Измерительная система (100) включает в себя первое устройство (1) освещения и второе устройство (2) освещения, расположенные напротив друг друга.
Каждое устройство освещения имеет ось (X1, X2) освещения. Оси (X1, X2) освещения первого и второго устройств (1, 2) освещения выровнены таким образом, что каждое устройство (1, 2) освещения генерирует световой пучок (F1, F2) напротив другого устройства (1, 2) освещения. Изделие (Q) расположено таким образом, что продольная ось (X) изделия совпадает с осями (X1, X2) освещения.
Благодаря такому расположению двух устройств (1, 2) освещения, световое излучение может проходить через передний сегмент (S1) и задний сегмент (S4) изделия (Q), пока не достигает границы раздела или границ раздела (I1, I2) переднего сегмента (S1) и заднего сегмента (S4).
При продвижении вдоль оси (X) освещения от первого устройства освещения ко второму устройству освещения, ослабление светового пучка (F1), генерируемого первым устройством освещения, компенсируется увеличением интенсивности светового пучка (F2), генерируемого вторым устройством освещения.
На Фиг. 1 и 2 первое и второе устройства (1, 2) освещения равноудалены от медианной точки изделия (Q).
Показанная на Фиг. 1 измерительная система (100) включает в себя датчик (4) регистрации изображений. Датчик (4) регистрации изображений имеет ось (Z) регистрации.
Датчик (4) регистрации изображения расположен таким образом, что ось (Z) регистрации радиально попадает на продольную ось (X) изделия (Q), которая совпадает с осями (X1, X2) освещения.
Датчик (4) регистрации изображения пригоден для получения серии изображений изделия (Q). Предпочтительно, датчик (4) регистрации изображения представляет собой линейную камеру. Указанная линейная камера предназначена для съемки серии линейных изображений (строк изображений) в динамике по времени, все изображения соосны с продольной осью (X) изделия (Q), которая совпадает с осями (X1, X2) освещения, и имеют центр в точке падения, которая соответствует точке на изделие (Q), куда попадает радиально направленная ось (Z) регистрации.
На Фиг. 4 показано, что измерительная система (100) включает в себя блок (7) управления и обработки, который электрически связан с датчиком (4) регистрации изображения.
Более того, блок (7) управления и обработки получает и обрабатывает изображения от датчика (4) регистрации изображения.
Кроме того, блок (7) управления и обработки выполнен таким образом, чтобы формировать сигнал отклонения на основе результата обработки изображений. Сигнал отклонения имеет тип "годен/не годен" и формируется блоком (7) управления и обработки на основе сравнения измерений с технически пригодными параметрами для изделия (Q) и/или одного или более сегментов указанного изделия (Q). Блок (7) управления и обработки сравнивает измерения каждого изделия (Q) и/или каждого сегмента изделия (Q) с набором параметров, которые заданы пользователем и основаны на технических требованиях к изделию.
Если результат сравнения измерений и технических требований, полученный блоком (7) управления и обработки, положительный, то сигнал отклонения будет иметь тип "годен", и можно считать, что изделие (Q) соответствует техническим требованиям. В случае если результат сравнения измерений и технических требований, полученный блоком (7) управления и обработки, отрицателен, то сигнал отклонения будет иметь тип "не годен", и изделие (Q) считается не соответствующим техническим требованиям.
Измерительная система (100) обеспечивает подробный анализ изделия (Q) как качественный, так и количественный.
В частности, вследствие того, что два устройства (1, 2) освещения расположены напротив друг друга и оси (X1, X2) освещения совпадают с продольной осью (X) изделия (Q), измерительная система (100) позволяет световому пучку (F1, F2) проникать в передний сегмент (S1) и в задний сегмент (S4) изделия (Q), усиливая контраст на границах раздела (I1, I2) с промежуточными сегментами (S2, S3).
Кроме того, проходя через изделие (Q) в осевом направлении, световые пучки (F1, F2) подчеркивают геометрические особенности дополнительных компонентов, которые могут находиться в изделии (Q).
Более того, так как датчик (4) регистрации изображения представляет собой линейную камеру, регистрируемые линейчатые изображения сфокусированы в соответствии с осями (X1, X2) освещения, где освещенность максимальна и однородна.
Таким образом, измерительная система (100) позволяет сканировать каждое изделие (Q), которое пересекает ось (Z) регистрации.
Показанная на Фиг. 1 измерительная система (100) может включать в себя конвейерное устройство (6). Конвейерное устройство (6) имеет множество гнезд (60), которые соответственно выполнены с возможностью размещения в них указанных изделий (Q).
В предпочтительном варианте конвейерное устройство (6) представляет собой барабанное конвейерное устройство, но это может также быть обычное линейное конвейерное устройство, такое как ленточное или цепное конвейерное устройство.
Конвейерное устройство (6) представляет собой барабан (5) с цилиндрической боковой поверхностью (50), на которой имеется множество гнезд (60). Цилиндрическая поверхность (50) барабана (5) имеет радиус (r) кривизны. Барабан (5) имеет ось (Y) вращения.
На Фиг. 4 видно, что измерительная система (100) включает в себя средство (M) приведения в движение, для приведения в движение конвейерного устройства (6). В частности, согласно показанному на Фиг. 1 и 2 варианту осуществления изобретения, средство (M) приведения в движение пригодно для вращения барабана (5) с заданной скоростью вращения. В качестве примера, средство (M) приведения в движение может представлять собой электрический двигатель с ведущим валом, непосредственно соединенным с барабаном (5) (прямой привод). В альтернативном варианте для соединения ведущего вала с барабаном (5) используют приводное средство.
Ось (Y) вращения барабана параллельна осям (X1, X2) освещения и ортогональна оси (Z) регистрации. Ось (Z) регистрации радиально пересекает цилиндрическую боковую поверхность (50).
Частота съемки изображений может быть либо фиксированной, либо управляемой устройством синхронизации конвейерного устройства (6) и датчика (4) регистрации изображений. В случае синхронизации, измерительная система (100) включает в себя средство определения скорости, пригодное для определения скорости конвейерного устройства (6).
Датчик (4) регистрации изображения расположен на расстоянии (d) от оси (Y) вращения барабана (5), которое больше радиуса (r) цилиндрической боковой поверхности (50). Поэтому датчик (4) регистрации изображения расположен вне барабана (5).
На Фиг. 1 каждое гнездо (60) конвейерного устройства представляет собой щель в цилиндрической боковой поверхности (50) барабана. Указанная щель надлежащим образом сконфигурирована для прочного удержания изделия (Q).
Каждое гнездо (60) имеет продольную ось (T), которая параллельна осям (X1, X2) освещения. Продольная ось (T) гнезда совпадает с продольной осью (X) изделия (Q), когда изделие находится в гнезде (60).
На Фиг. 1 оси (X1, X2) освещения направлены таким образом, что во время вращения барабана (5) каждый раз, когда гнездо (60) пересекает ось (Z) регистрации датчика (4) регистрации изображения, продольная ось (T) гнезда (60) совпадает с осями (X1, X2) освещения.
На Фиг. 4 показано, что измерительная система (100) включает в себя средство определения скорости (8), пригодное для определения скорости конвейерного устройства (6). В таком случае, блок (7) управления и обработки электрически связан со средством определения скорости (4), со средством (M) приведения в движение и с датчиком (4) регистрации изображения.
Если конвейерное устройство представляет собой вращающийся барабан, то средство (8) определения скорости может представлять собой кодирующее устройство, пригодное для подсчета числа оборотов барабана за единицу времени.
Блок (7) управления и обработки получает данные о скорости конвейерного устройства (6) от средства (8) определения скорости. Блок (7) управления и обработки выполнен с возможностью управлять:
- средством (M) приведения в движение, чтобы контролировать скорость конвейерного устройства (6), и
- датчиком (4) регистрации изображения, чтобы контролировать частоту получения изображений датчиком (4) регистрации изображений.
В предпочтительном варианте, средство (M) приведения в движение вращает барабан (5) с такой скоростью, чтобы ось (Z) регистрации пересекалась, например, 35 изделиями в секунду.
Датчик (4) регистрации изображения может иметь заданную частоту съемки изображений 60 Гц. В альтернативном варианте частота съемки изображений датчиком (4) регистрации изображения может быть синхронизирована со скоростью конвейерного устройства (6). Для такой синхронизации используется средство (8) определения скорости и блок (7) управления и обработки.
Точно зная частоту съемки изображений датчиком (4) регистрации изображения и частоту вращения барабана (5), а следовательно, и скорость изделия (Q) при пересечении оси (Z) регистрации, можно восстановить полное изображение (H1, H2, H3) изделия (Q) по строкам изображений, полученным датчиком (4) регистрации изображения (см. Фиг. 3A, 3B, 3C).
Вследствие механических недостатков барабан (5) может ускоряться или замедляться, увеличивая или уменьшая скорость изделия (Q) при пересечении оси (Z) обнаружения. Когда частота съемки изображений датчиком (4) регистрации изображения постоянна, изменение скорости изделия (Q) при пересечении оси (Z) регистрации приводит к искажению полного изображения (H1, H2, H3) изделия (Q) с последующими ошибками оценки и измерения.
В частности, исходя из Фиг. 3A, 3B и 3C, если частота съемки изображений является постоянной, то в случае ускорения конвейерного устройства (6), количество строк изображения, полученных для каждого изделия (Q), уменьшается, таким образом, приводя к полному изображению (H2) изделия (Q) с меньшим количеством измерений, чем в полном изображении (H1) реального изделия (Q) (которое было бы получено, если бы у конвейерного устройства (6) была постоянная скорость, равная заданному значению); тогда как, в случае замедления конвейерного устройства (6), количество строк изображения, полученных для каждого изделия (Q), увеличивается, таким образом, приводя к полному изображению (H3) изделия (Q) с большим количеством измерений, чем в полном изображении (H1) реального изделия (Q) (см. Фиг. 3A).
Блок (7) управления и обработки выполнен таким образом, чтобы компенсировать ускорение/замедление ленточного конвейера (6) посредством внешней системы синхронизации, которая использует средство (8) определения скорости.
Если частота съемки изображений задана, то блок (7) управления и обработки может использовать подходящий алгоритм восстановления, чтобы измерения полного изображения (H1) изделия (Q) соответствовали реальным измерениям изделия (Q).
Дополнительно, упомянутый блок (7) управления и обработки сконфигурирован таким образом, чтобы обрабатывать восстановленное скомпенсированное изображение. Более точно, блок управления и обработки сконфигурирован таким образом, чтобы сегментировать изображение и/или обнаруживать границы раздела (I1, I2) между сегментами изделия (Q), таким образом, получая геометрические и размерные особенности сегментов многосегментного стержневидного изделия (Q).
На Фиг. 2 показано, что измерительная система (100) может также оснащаться третьим устройством (3) освещения, ось освещения которого совпадает с осью (Z) регистрации, генерирующим световой пучок (F3) в направлении датчика (4) регистрации изображения.
Расстояние до третьего устройства освещения от оси (Y) вращения барабана (5) меньше радиуса (r) цилиндрической боковой поверхности (50) и, следовательно, третье устройство освещения расположено внутри барабана (5), а цилиндрическая боковая поверхность (50) расположена между третьим устройством освещения и датчиком (4) регистрации изображений.
Третье устройство освещения увеличивает контраст между сегментами изделия (Q), которые могут располагаться между сегментами, которые абсолютно непрозрачны для светового излучения, обеспечивая дополнительные особенности состава изделия (Q).
Ниже со ссылкой на Фиг. 5 раскрывается способ измерения геометрических и размерных параметров изделия (Q) и его сегментов с помощью измерительной системы (100), соответствующей изобретению.
Способ включает в себя этап (201) подачи, на котором изделия (Q), расположенные на конвейерном устройстве (6), непрерывно подаются к упомянутому датчику (4) регистрации изображения.
Этап (201) подачи - это непрерывный процесс, который выполняется во время движения конвейерного устройства (6). Изделия (Q) могут устанавливаться в гнезда (60) конвейерного устройства (6) с помощью дополнительных подающих барабанов (на чертежах не показаны), которые выдают по одному единственному изделию (Q) в каждое гнездо (60) конвейерного устройства (6).
Если конвейерное устройство (6) представляет собой барабанный конвейер, то барабан (5) при вращении транспортирует одно за другим изделия (Q) через ось (Z) обнаружения датчика (4) регистрации изображения.
Когда изделие пересекает ось (Z) регистрации датчика (4) регистрации изображения, датчик (4) регистрации изображения выполняет этап (202) съемки, на котором получают серию изображений изделия (Q) и посылают их в блок (7) управления и обработки.
После съемки серии изображений, блок (7) управления и обработки выполняет этап (203) восстановления изображения, на котором восстанавливают полное изображение (H1, H2, H3) изделия (Q).
После восстановления полного изображения (H1, H2, H3), блок (7) управления и обработки выполняет этап (204) корректировки, на котором компенсируют искажение полного изображения (H1, H2, H3), если таковое имеется.
Результатом этапа (204) корректировки является высококачественное полное изображение (H1) изделия (Q), которое позволяет системе делать точные измерения изделия (Q) и его сегментов.
Чтобы выполнить измерения, блок (7) управления и обработки выполняет этап (205) обработки полного изображения (H1) изделия (Q). На этапе обработки используются алгоритмы обработки изображения, такие как сегментация границ и алгоритмы выявления. Скорректированное полное изображение (H1) сегментируют таким образом, чтобы выявить границы раздела (I1, I2) между смежными сегментами.
После выявления границ раздела (I1, I2) смежных сегментов, блок (7) управления и обработки выполняет этап (206) измерения, на котором вычисляют размерные и физические параметры, чтобы таким образом получить количественную и качественную информацию об изделии (Q).
Исходя из указанных измерений, блок (7) управления и обработки производит оценку (207) соответствия измеренного изделия (Q), выдавая сигнал отклонения по результатам сравнения полученных измерений изделия (Q) и/или его сегментов с техническими требованиями, заданными пользователем. Согласно сигналу отклонения, изделие (Q) может быть забраковано или не забраковано.
После прочтения описания измерительной системы (100) и способа, используемого для вычисления размерных и геометрических параметров изделия (Q) и его сегментов, становится очевидным, что размещение двух устройств (1, 2) освещения напротив друг друга позволяет выявлять границы раздела (I1, I2) между смежными сегментами с различной непрозрачностью посредством блока (7) управления и обработки и алгоритмов сегментации и обнаружения границ. Границы раздела (I1, I2) используются для очень точной экстраполяции размерных, геометрических и физических параметров, что позволяет оценивать соответствие изделия (Q).
Специалисту в данной области техники очевидные многочисленные изменения и модификации рассмотренного варианта осуществления изобретения, которые в любом случае попадают в рамки объема изобретения, как оно раскрыто в прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И СИСТЕМА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЕГМЕНТНЫХ ИЗДЕЛИЙ ТАБАЧНОЙ ПРОМЫШЛЕННОСТИ | 2018 |
|
RU2748505C2 |
| ДОУКОМПЛЕКТОВЫВАЮЩЕЕ УСТРОЙСТВО, ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЕГМЕНТНЫХ СТЕРЖНЕЙ И СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЕГМЕНТНЫХ СТЕРЖНЕЙ | 2018 |
|
RU2776519C2 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ПАРАМЕТРОВ ЗЕМЛЕТРЯСЕНИЯ | 2003 |
|
RU2254599C1 |
| Фотограмметрический способ измерения расстояний вращением цифрового фотоаппарата | 2018 |
|
RU2685761C1 |
| СПОСОБ ДИСТАНЦИОННО-НЕКОНТАКТНОГО ОПРЕДЕЛЕНИЯ УРОВНЯ СРЕДЫ В РЕЗЕРВУАРЕ | 2001 |
|
RU2208768C2 |
| ПРЕОБРАЗОВАТЕЛЬ УГЛА ПОВОРОТА В ПОСЛЕДОВАТЕЛЬНОСТЬ ИМПУЛЬСОВ | 1991 |
|
RU2081511C1 |
| СПОСОБ ИНТЕРФЕРЕНЦИОННОГО КОНТРОЛЯ КАЧЕСТВА ТЕЛЕСКОПИЧЕСКИХ ОПТИЧЕСКИХ СИСТЕМ | 1992 |
|
RU2031387C1 |
| СПОСОБ ИНТЕРФЕРЕНЦИОННОГО КОНТРОЛЯ КАЧЕСТВА ТЕЛЕСКОПИЧЕСКИХ ОПТИЧЕСКИХ СИСТЕМ | 1992 |
|
RU2020446C1 |
| ЛИНИЯ КОНТРОЛЯ ПУСТЫХ СТЕКЛЯННЫХ ЕМКОСТЕЙ | 2020 |
|
RU2800540C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК | 2006 |
|
RU2334944C2 |
Группа изобретений относится к области для определения физических и размерных параметров многосегментного стержневидного изделия, в котором сегменты, расположенные на концах изделия, не полностью непрозрачны для светового пучка. Измерительная система (100) для измерения и определения физических и размерных параметров многосегментного стержневидного изделия содержит: первое устройство (1) освещения для генерации светового пучка (F1), который падает на передний сегмент (S1)и проходит через него; второе устройство (2) освещения для генерации светового пучка (F2), который падает на задний сегмент (S4) и проходит через него; датчик (4) регистрации изображения, имеющий ось (Z) регистрации, которая радиально попадает на продольную ось (X) изделия; и блок (7) управления и обработки, выполненный с возможностью обработки изображений, полученных датчиком (4) регистрации изображения, и вычисления размерных, геометрических и физических особенностей сегментов указанного изделия (Q). Технический результат – получение изображения с высокой разрешающей способностью, с высоким контрастом границы раздела между концевыми сегментами. 2 н. и 10 з.п. ф-лы, 5 ил.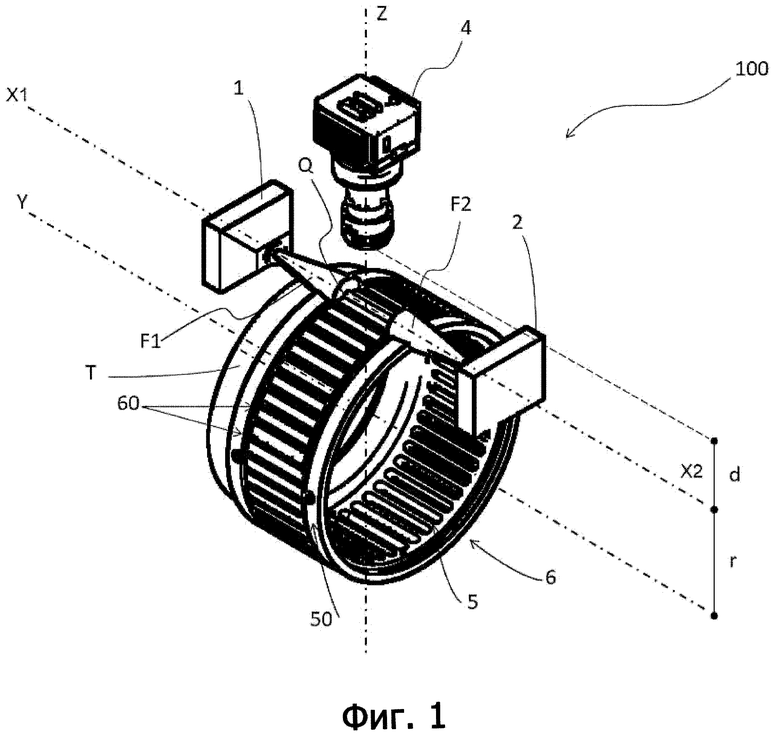
1. Измерительная система (100) для измерения и определения физических и размерных параметров многосегментных стержневидных изделий, причем каждое изделие (Q) имеет продольную ось (X) и содержит передний сегмент (S1) и задний сегмент (S4) из не полностью непрозрачного материала, а также два смежных сегмента с отличающейся непрозрачностью, расположенные таким образом, что образуется граница раздела (I1, I2) между двумя смежными сегментами;
при этом указанная измерительная система (100) содержит:
- первое устройство (1) освещения для генерации светового пучка (F1), который падает на передний сегмент (S1) и проходит через него, причем ось (X1) освещения светового пучка (F1) первого устройства (1) освещения совпадает с продольной осью (X) изделия;
- второе устройство (2) освещения для генерации светового пучка (F2), который падает на задний сегмент (S4) и проходит через него, причем ось (X2) освещения светового пучка (F2) второго устройства (2) освещения совпадает с продольной осью (X) изделия;
- датчик (4) регистрации изображения, имеющий ось (Z) регистрации, которая радиально попадает на продольную ось (X) изделия; при этом датчик (4) регистрации изображения выполнен с возможностью получения серии изображений изделия (Q);
- блок (7) управления и обработки, выполненный с возможностью обработки изображений, полученных датчиком (4) регистрации изображения, и вычисления размерных, геометрических и физических особенностей сегментов указанного изделия (Q).
2. Измерительная система (100) по п. 1, также содержащая:
- конвейерное устройство (6), содержащее по меньшей мере одно гнездо (60) для размещения по меньшей мере одного изделия (Q); и
- средство (M) приведения в движение конвейерного устройства (6);
при этом блок (7) управления и обработки выполнен с возможностью управления средством (M) приведения в движение конвейерного устройства (6) и/или частотой съемки изображений датчиком (4) регистрации изображений.
3. Измерительная система (100) по п. 2, в которой конвейерное устройство (6) содержит барабан (5) с цилиндрической боковой поверхностью (50), на которой находится указанное по меньшей мере одно гнездо (60).
4. Измерительная система (100) по п. 3, в которой ось (Y) вращения барабана (5) параллельна осям (X1, X2) освещения первого и второго устройств (1, 2) освещения.
5. Измерительная система (100) по п. 3, в которой первое и второе устройства (1, 2) освещения удалены на равное расстояние от плоскости, проходящей через ось (Z) регистрации датчика регистрации изображения и ортогональной осям (X1, X2) освещения первого и второго устройств (1, 2) освещения.
6. Измерительная система (100) по любому из пп. 3-5, в которой цилиндрическая боковая поверхность (50) барабана (5) имеет радиус (r); при этом датчик (4) регистрации изображения расположен на расстоянии (d) от оси (Y) вращения барабана (5), которое больше радиуса (r) цилиндрической боковой поверхности (50).
7. Измерительная система (100) по любому из предшествующих пунктов, которая также содержит третье устройство (3) освещения, обращенное к датчику (4) регистрации изображения; при этом третье устройство (3) освещения имеет ось освещения, которая совпадает с осью (Z) регистрации датчика (4) регистрации изображения, и генерирует световой пучок (F3), который радиально попадает на продольную ось (X) изделия.
8. Измерительная система (100) по любому из предшествующих пунктов, в которой датчик (4) регистрации изображения представляет собой линейную камеру.
9. Измерительная система (100) по любому из пп. 2-8, в которой блок (7) управления и обработки выполнен с возможностью компенсировать искажения изображений, полученных датчиком (4) регистрации изображений, вызванных ускорениями/замедлениями конвейерного устройства (6).
10. Измерительная система (100) по любому из пп. 2-9, которая также содержит средство (8) определения скорости, выполненное с возможностью определения скорости конвейерного устройства (6); при этом блок (7) управления и обработки выполнен с возможностью получать скорость конвейерного устройства от средства обнаружения скорости и регулировать частоту съемки изображений датчиком (4) регистрации изображения.
11. Способ определения геометрических и размерных параметров многосегментного стержневидного изделия, причем каждое изделие (Q) имеет продольную ось (X) и содержит передний сегмент (S1) и задний сегмент (S4) из не полностью непрозрачного материала, а также два смежных сегмента с отличающейся непрозрачностью, расположенные таким образом, что образуется граница раздела (I1, I2) между двумя смежными сегментами,
при этом указанный способ включает в себя следующие этапы:
- этап освещения многосегментного стержневидного изделия (Q) первым устройством (1) освещения, которое генерирует световой пучок (F1), падающий на передний сегмент (S1) и проходящий через него, причем ось (X1) освещения светового пучка (F1) первого устройства (1) освещения совпадает с продольной осью (X) изделия, и вторым устройством (2) освещения, которое генерирует световой пучок (F2), падающий на задний сегмент (S4) и проходящий через него, причем ось (X2) освещения светового пучка (F2) второго устройства (2) освещения совпадает с продольной осью (X) изделия, и
- этап регистрации изображения изделия на оси (Z) регистрации, ортогональной указанной оси (X1) освещения.
12. Способ по п. 11, который содержит также следующие этапы:
- этап (201) подачи, на котором по меньшей мере одно изделие (Q) располагают по меньшей мере в одном гнезде (60) конвейерного устройства (6) и подают к датчику (4) регистрации изображения;
- этап (202) съемки, на котором с помощью датчика (4) регистрации изображения регистрируют серию изображений изделия (Q);
- этап (203) восстановления изображения, на котором восстанавливают полное изображение (H1, H2, H3) изделия (Q) на основе серии изображений, полученных на этапе (202) съемки;
- этап (204) корректировки, на котором компенсируют искажения полного изображения (H1, H2, H3), если таковые имеются;
- этап (205) обработки, на котором сегментируют полное изображение (H1, H2, H3) и выявляют по меньшей мере одну границу раздела (I1, I2) между по меньшей мере двумя смежными сегментами изделия (Q);
- этап (206) измерения, на котором вычисляют размерные и геометрические параметры изделия (Q) и сегментов изделия (Q) посредством указанной по меньшей мере одной границы раздела (I1, I2), выявленной на этапе (205) обработки;
- этап (207) оценки, на котором оценивают соответствие изделия (Q) заданным техническим требованиям и выдают сигнал отклонения.
| DE 19919584 A1, 02.11.2000 | |||
| US 8306308 B2, 06.11.2012 | |||
| DE 8317318 U1, 22.11.1984 | |||
| DE 3420470 A1, 20.12.1984. |

