Настоящее изобретение относится к способу компенсации временного отсутствия набора сегментов фильтра на пути транспортировки сегментов в процессе изготовления многосегментных фильтров, используемых для производства сигарет в табачной промышленности, а также к устройству, обеспечивающему возможность компенсации временного отсутствия сегментов фильтра на технологической линии.
В табачной промышленности имеется потребность в многосегментных фильтрах, которые используются для производства сигарет и состоят по меньшей мере из двух видов сегментов, изготовленных из разных фильтрующих материалов. Эти сегменты могут быть мягкими, заполненными, например, нетканым материалом, бумагой, ацетатом целлюлозы, или твердыми, заполненными гранулированным материалом, спеченными элементами или полыми цилиндрами. Сформированные последовательности сегментов затем соответствующим образом разделяют в фильтры, используемые для изготовления сигарет. Известен способ изготовления многосегментных фильтров, такой как линейный способ, принцип действия которого описывается в нескольких патентных описаниях, которые являются собственностью британской компании MOLINS Ltd. Например, в патентном описании Великобритании GB 1146259 описывается способ изготовления сигареты с фильтром, состоящим из по меньшей мере трех разных сегментов, и машина, обеспечивающая возможность осуществления этого способа, состоящая из трех модулей. Сегменты формируются путем разрезания фильтрующих стержней дисковыми ножами, которые перемещаются по периферии трех разных барабанов, и отрезанные наборы сегментов выгружаются из каждой канавки на барабане с помощью цепного транспортера, имеющего толкатели, всегда работающие в вертикальной плоскости, которая отклонена на небольшой угол относительно оси отрезного барабана. Затем сегменты с помощью выталкивателя выгружаются с цепного транспортера на промежуточный поворотный диск, установленный горизонтально, толкатели которого, расположенные на его периферии, перемещают сегменты линейно вдоль горизонтального пути ленты для группирования в шнековый барабан, регулирующий перемещение сегментов, при этом сегменты другого вида, полученные после разрезания фильтрующих стержней на барабанах в других модулях, подаются подобным образом в свободные промежутки между сегментами на ленте для группирования. В представленной конструкции промежуточный диск центрального модуля также имеет толкатели, обеспечивающие дополнительное возвратно-поступательное движение в случае, когда возникает сопротивление определенной величины, вызванное заклиниванием сегментов фильтра. Это движение возможно благодаря использованию шариковой муфты, которая защищает толкатели от повреждения в случае нарушения работы устройства. Другое патентное описание Великобритании GB 2151901, принадлежащее той же компании, представляет устройство, в котором стержни, заполненные табаком, подаются на горизонтальный путь ленты для группирования с помощью множества дисков, установленных горизонтально, при этом сегменты фильтра, отрезанные на барабане, размещаются соответственно в свободных промежутках между стержнями с помощью поворотных дисков, расположенных вертикально над лентой. В известных машинах, для размещения сегментов фильтра на ленте для группирования, возможность компенсации отсутствия фильтрующего стержня в канавке барабана не предусмотрена, в результате чего образуется разрыв на пути транспортировки от канавки с помощью оснащенного толкателями цепного транспортера наборов отрезанных сегментов фильтра. Если образуется такой разрыв, нарушается процесс производства, машина полностью выключается, и происходит потеря значительного количества сегментов, переданных на ленту для группирования всеми модулями, используемыми в процессе. В приведенных выше решениях также существует риск того, что фильтры не будут укомплектованы всеми требуемыми сегментами или будут изготовлены сигареты без фильтров, и эти некомплектные изделия подаются на другие машины для дальнейшей обработки, что может привести к блокированию этих машин, или они могут быть упакованы как конечный продукт. С другой стороны, способ безопасной транспортировки сегментов фильтра на линию для группирования в процессе изготовления многосегментных фильтров известен из описания польской патентной заявки, номер P-388549, в которой указанный процесс выполняется, последовательно, в зоне подачи подготовленных сегментов, в зоне разделения указанных сегментов с помощью устройства для разделения, в зоне захвата отделенных сегментов с помощью устройства для переноса, в зоне переноса сегментов с помощью устройства для переноса и в зоне размещения сегментов с помощью устройства для переноса на горизонтальный путь ленты для группирования. В случае нарушения потока сегментов фильтра в любой зоне и/или между зонами, процесс транспортировки сегментов фильтра останавливается по меньшей мере в одной зоне, в результате останавливается весь процесс изготовления фильтров. Обнаружение нарушения потока сегментов фильтра может осуществляться путем мониторинга сопротивления движению механизмов с помощью мониторинга крутящего момента двигателя в каждой зоне и сравнения его с номинальным моментом системой управления. Это обнаружение также может осуществляться путем мониторинга изменения положения механизмов, используя датчики положения, установленные в устройстве для переноса и/или устройстве для разделения. Остановка процесса транспортировки сегментов фильтра осуществляется путем отвода устройства для переноса и/или устройства для разделения от пути потока сегментов фильтра. Отвод устройства для переноса может выполняться с помощью исполнительного механизма, перемещающего устройство вдоль его направляющей, ось которой параллельна оси вращения устройства для переноса, или с помощью исполнительного механизма, поворачивающего устройство вокруг оси направляющей, которая параллельна оси вращения устройства для переноса. В другом варианте осуществления способа, отвод устройства для разделения выполняется с помощью исполнительного механизма, перемещающего устройство вдоль его направляющей, ось которой параллельна оси вращения устройства для переноса, и устройство для переноса отводится в противоположном направлении с помощью исполнительного механизма вдоль его направляющей, ось которой параллельна оси вращения устройства для переноса. В еще одном варианте осуществления способа, в котором устройство для разделения и устройство для переноса установлены вместе на направляющей, оба устройства отводятся вместе с помощью исполнительного механизма, перемещающего устройства вдоль направляющей, ось которой перпендикулярна оси вращения устройства для переноса, и могут отводиться вместе с помощью исполнительного механизма, поворачивающего оба устройства вокруг оси направляющей, параллельной оси вращения устройства для переноса. Процесс изготовления фильтра может быть повторно запущен после устранения причины нарушения потока сегментов фильтров в любой зоне процесса транспортировки и/или между зонами. Представленный способ позволяет осуществлять текущий мониторинг процесса производства и немедленное реагирование системы управления, останавливающей процесс в случае обнаружения нарушений в работе, однако здесь также не обеспечивается возможность компенсации образования разрывов в последовательностях сегментов, подаваемых в зоне транспортировки в зону, где они разделяются устройством для разделения и переносятся на ленту для группирования, что ведет к значительным производственным потерям.
Способ компенсации временного отсутствия сегментов фильтра относится к технологической линии по изготовлению многосегментных фильтров, в которой фильтрующие стержни транспортируются от контейнера в канавки на отрезном барабане и затем разрезаются на сегменты фильтра с помощью ножей, выгружаются из канавки в виде набора сегментов фильтра с помощью толкателей, соединенных с устройством для выгрузки, направляются вдоль пути выгрузки, сначала с помощью указанных толкателей, а затем с помощью подающего устройства, к устройству для разделения, после чего они переносятся на ленту для группирования, чтобы сформировать последовательность, которая позволяет получить требуемый фильтр из сегментов, поданных от нескольких модулей. Согласно изобретению, в случае образования разрыва на пути выгрузки наборов сегментов фильтра из канавки на отрезном барабане, вызванного отсутствием фильтрующего стержня в канавке указанного барабана, что обнаруживается с помощью датчиков, работа устройств, расположенных ниже по потоку относительно разрыва, то есть подающего устройства, устройства для разделения, устройства для переноса и ленты для группирования, замедляется, с одновременным ускорением работы устройств, расположенных выше по потоку относительно разрыва, то есть устройства для транспортировки фильтрующих стержней, отрезного барабана и устройства для выгрузки с толкателями, до момента устранения разрыва. Обнаружение отсутствия фильтрующего стержня в канавке отрезного барабана осуществляется с помощью по меньшей мере одного первого датчика, расположенного рядом с барабаном, и подтверждение правильности показаний указанного датчика осуществляется с помощью по меньшей мере одного второго датчика, расположенного в зоне пути выгрузки наборов сегментов фильтра из канавки отрезного барабана. Процесс компенсации начинается в тот момент, когда набор сегментов фильтра, находящийся ниже по потоку относительно разрыва, принимает подающее устройство, и заканчивается в момент устранения зазора, причем прием набора сегментов фильтра может осуществляться с помощью выступа или зацепляющего элемента подающего устройства. В момент обнаружения отсутствия фильтрующего стержня датчиками в одном из модулей, работа всех устройств в других модулях замедляется до момента устранения разрыва, после чего все модули продолжают работу с номинальной скоростью. Представленный способ позволяет исключить необходимость остановки технологической линии в случае нарушения подачи фильтрующего стержня к отрезному барабану в любом модуле машины для изготовления многосегментного фильтра.
Кроме того, целью изобретения является создание устройства, обеспечивающего возможность компенсации отсутствия сегментов фильтра на технологической линии по изготовлению многосегментных фильтров, используемых в табачной промышленности, которое содержит несколько модулей, содержащих отрезной барабан с ножами, расположенный ниже контейнера с фильтрующими стержнями, и устройство для выгрузки с толкателями, осуществляющее выгрузку отрезанных сегментов фильтра из канавок отрезного барабана вдоль пути выгрузки и транспортировку наборов сегментов к устройству для разделения с помощью подающего устройства, причем сегменты из отдельных модулей размещаются соответствующим образом на линии для группирования. Согласно изобретению подающее устройство представляет собой захватное устройство, удерживающее набор сегментов фильтра после приема их от устройства для выгрузки, и рядом с отрезным барабаном располагается по меньшей мере один первый датчик, который обнаруживает отсутствие фильтрующего стержня в канавке барабана, при этом в зоне пути выгрузки для наборов сегментов фильтра располагается по меньшей мере один второй датчик для подтверждения правильности показаний первого датчика. Предпочтительно, подающее устройство в виде захватного устройства содержит барабан, имеющий на его поверхности спиралевидный выступ, шаг спирали которого соответствует длине набора сегментов фильтра, причем барабан располагается над устройством для выгрузки, и ось барабана может быть закручена относительно линии пути выгрузки. В альтернативном варианте осуществления подающее устройство в виде захватного устройства содержит бесконечную цепь с зацепляющими элементами, расстояние между которыми соответствует длине набора сегментов фильтра, при этом указанная цепь располагается таким образом, что ее нижняя секция образует продолжение пути выгрузки. В другом альтернативном варианте осуществления подающее устройство в виде захватного устройства содержит два бесконечных ремня, расположенных в плоскости, образующей продолжение пути выгрузки, и на расстоянии друг от друга, которое соответствует диаметру сегмента фильтра. Эта конструкция способствует осуществлению процесса компенсации, так как набор сегментов ниже по потоку относительно разрыва полностью удаляется с пути выгрузки, и однозначная информация об этом факте ведет к началу процесса компенсации.
Изобретение будет лучше понято с помощью прилагаемых чертежей, на которых иллюстрируются его варианты осуществления.
Фиг.1 показывает вид в перспективе модуля устройства, обеспечивающего возможность компенсации, использующего подающее устройство в виде барабана со спиралевидным выступом на его поверхности.
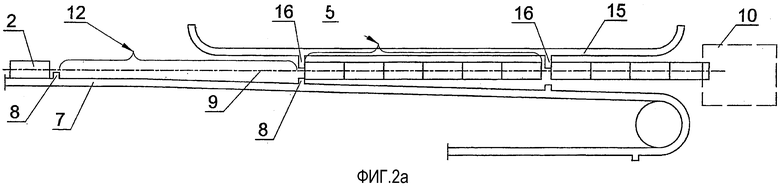
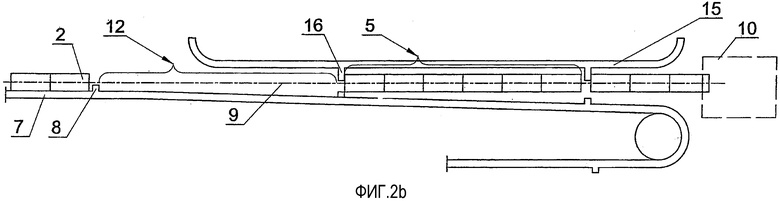
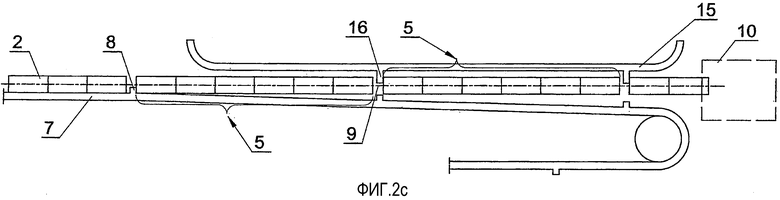
Фиг.2а, 2b и 2c показывают виды в увеличенном масштабе части устройства на фиг.1, иллюстрирующие последовательные этапы устранения зазора.
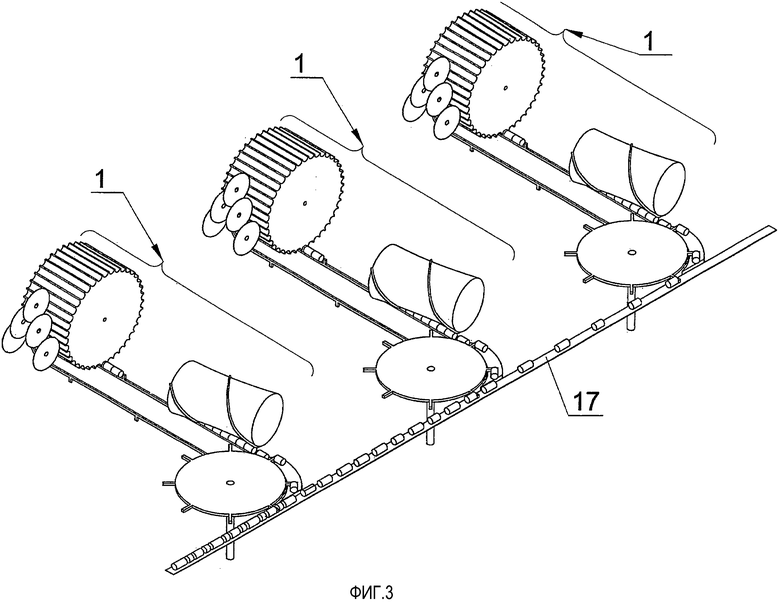
Фиг.3 показывает часть технологической линии, оснащенной тремя одинаковыми модулями устройства, обеспечивающего возможность компенсации.
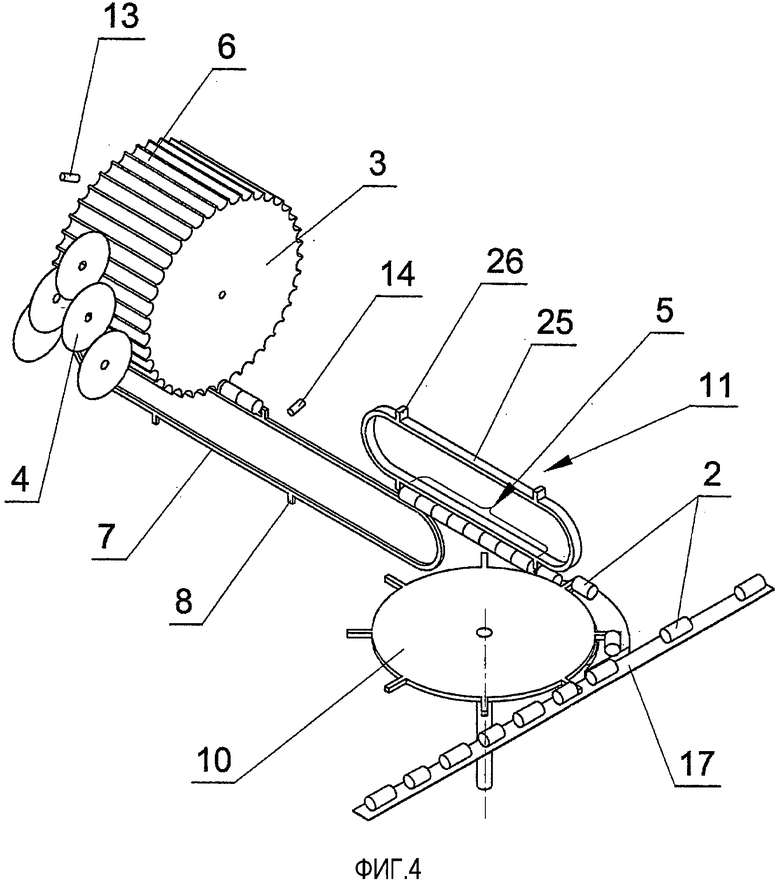
Фиг.4 показывает модуль устройства, использующего в качестве подающего устройства цепь с зацепляющими элементами.
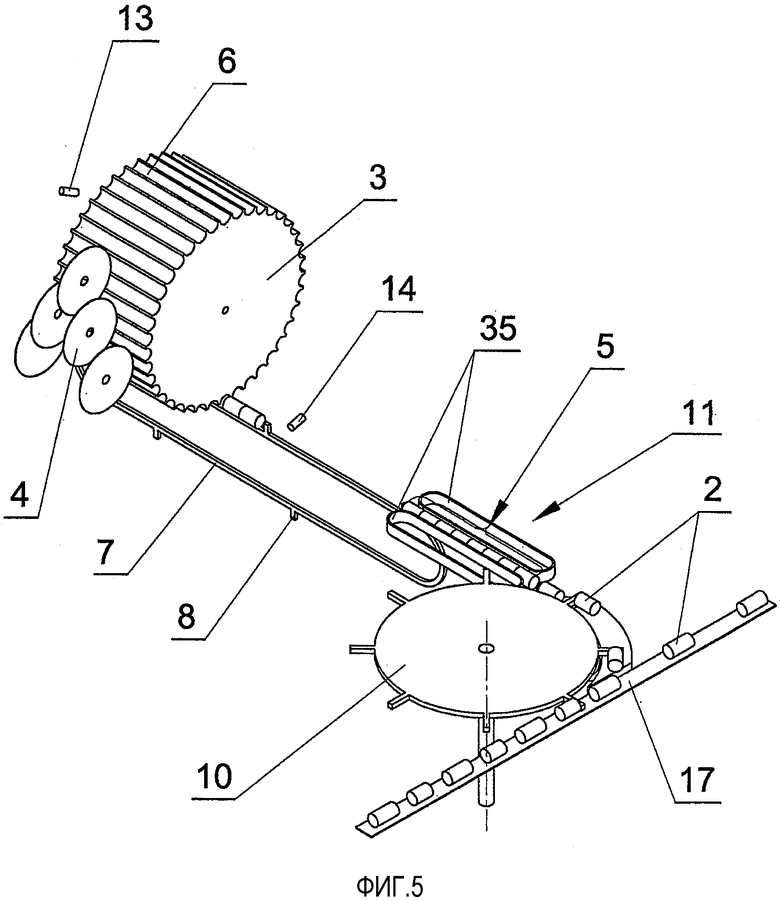
Фиг.5 показывает модуль устройства, использующего в качестве подающего устройства систему из двух ремней.
Устройство согласно варианту осуществления изобретения содержит три одинаковых модуля 1, что не ограничивает возможность использования любого количества модулей 1, количество которых определяется содержанием сегментов 2 в фильтре сигареты. Устройство также может содержать модули 1, имеющие другую форму. Каждый модуль 1 имеет отрезной барабан 3 с ножами 4, которые разрезают фильтрующий стержень на сегменты 2, расположенный ниже контейнера с фильтрующими стержнями, не показанного на чертеже. Каждый набор 5 сегментов фильтра выгружается из канавки 6 барабана 3 с помощью устройства 7 для выгрузки в виде цепи или ремня, оснащенного толкателями 8, вдоль пути 9 выгрузки и транспортируется к устройству 10, которое разделяет сегменты 2 с помощью подающего устройства 11 в виде захватывающего устройства, удерживающего набор сегментов 5 фильтра после их приема с устройства 7 для выгрузки. В случае отсутствия фильтрующего стержня в канавке 6 барабана 3, на пути 9 выгрузки образуется разрыв 12 между соседними толкателями 8 устройства 7 для выгрузки. Об отсутствии фильтрующего стержня в канавке 6 сообщает первый датчик 13, расположенный рядом с барабаном 3, и подтверждение отсутствия набора 5 сегментов на пути 9 выгрузки осуществляется вторым датчиком 14, расположенным в зоне пути 9 выгрузки. Подающее устройство 11 может содержать барабан 15, имеющий на его поверхности спиралевидный выступ 16, шаг спирали которого соответствует длине набора 5 сегментов (фиг.1). Барабан 15 располагается над устройством 7 для выгрузки таким образом, что расстояние между поверхностью устройства 7, направляющей наборы 5 сегментов, и оболочкой барабана 15 соответствует диаметру сегмента 2. Предпочтительно, ось барабана 15 закручена относительно линии пути 9 выгрузки, и указанное условие для расстояния между оболочкой барабана 15 и поверхностью устройства 7 справедливо только для боковой части барабана 15. В альтернативном варианте осуществления (фиг.4), подающее устройство 11 состоит из бесконечной цепи 25 с зацепляющими элементами 26, расстояние между которыми соответствует длине набора 5 сегментов фильтра. Подающее устройство 11 в виде цепи 25 располагается таким образом, что нижняя секция цепи 25 образует продолжение пути 9 выгрузки. Альтернативно, цепь 25 может быть выполнена в виде непрерывного ремня, также оснащенного зацепляющими элементами 26. В другом альтернативном варианте осуществления (фиг.5), подающее устройство 11 выполнено в виде двух бесконечных ремней 35, расположенных в горизонтальной плоскости, образующей продолжение пути 9 выгрузки, на расстоянии друг от друга, соответствующем диаметру сегмента 2. Устройство 10 для разделения переносит сегменты 2 на ленту 17 для группирования, где сегменты 2 от всех модулей 1 размещаются в соответствующем порядке.
Нарушение подачи фильтрующего стержня из контейнера в канавку 6 отрезного барабана 3 ведет к образованию разрыва 12 на пути 9 выгрузки между соседними толкателями 8 устройства 7 для выгрузки, осуществляющего выгрузку наборов 5 сегментов фильтра из канавки 6. Набор 5 ниже по потоку относительно разрыва 12 направляется по пути 9 выгрузки с помощью толкателя 8 и принимается с помощью спиралевидного выступа 16 барабана 15, образующего подающее устройство 11, или зацепляющего элемента 26 бесконечной цепи 25, образующей подающее устройство 11 согласно альтернативному варианту осуществления, или двух бесконечных ремней 35, образующих подающее устройство 11 согласно еще одному альтернативному варианту осуществления. Затем сегменты 2 из набора 5 перемещаются к устройству 10 для разделения и далее на ленту 17 для группирования. В момент образования разрыва 12 на пути 9 выгрузки, что подтверждается вторым датчиком 14, показания которого сравниваются с полученными ранее показаниями первого датчика 13, и приема набора 5 сегментов фильтра, находящегося ниже по потоку относительно зазора 12, от толкателя 8 устройства 7 для выгрузки подающим устройством 11, например, с помощью спиралевидного выступа 16 барабана 15, работа устройств, расположенных ниже по потоку относительно разрыва 12, то есть подающего устройства 11, устройства 10 для разделения и ленты 17 для группирования, замедляется, с одновременным ускорением работы устройств, расположенных выше по потоку относительно разрыва 12, то есть устройства для транспортировки фильтрующих стержней из контейнера, отрезного барабана 3 с ножами 4 и устройства 7 для выгрузки с толкателями 8, до момента устранения разрыва 12. Отдельные этапы процесса компенсации показаны на фиг.2а, 2b и 2с. После устранения разрыва 12 все устройства работают с номинальной скоростью. При обнаружении разрыва 12 в одном из модулей 1 замедляется работа всех устройств в других модулях 1, до момента устранения разрыва 12.
Изобретение относится к способу компенсации временного отсутствия набора сегментов фильтра на пути транспортировки сегментов в процессе изготовления многосегментных фильтров, а также к устройству, обеспечивающему возможность компенсации временного отсутствия сегментов фильтра на технологической линии. Способ компенсации временного отсутствия сегментов фильтра на технологической линии по изготовлению многосегментных фильтров, используемых в табачной промышленности, в котором фильтрующие стержни транспортируются из контейнера в канавки на отрезном барабане, затем разрезаются на сегменты фильтра с помощью ножей и выгружаются из канавки в виде набора сегментов фильтров с помощью толкателей, соединенных с устройством для выгрузки, и направляются вдоль пути выгрузки, сначала посредством указанных толкателей, а затем с помощью подающего устройства к устройству для разделения, после чего они переносятся на ленту для группирования, чтобы разместить их в последовательности, обеспечивающей возможность получения требуемого фильтра из сегментов, подаваемых из нескольких модулей, при этом в случае образования разрыва на пути выгрузки наборов сегментов фильтра из канавки отрезного барабана, вызванного отсутствием фильтрующего стержня в канавке указанного барабана и обнаруженного датчиками, работу устройств, расположенных ниже по потоку относительно разрыва, замедляют, с одновременным ускорением работы устройств, расположенных выше по потоку относительно разрыва, до момента устранения разрыва. Техническим результатом является исключение необходимости остановки технологической линии в случае нарушения подачи фильтрующего стержня к отрезному барабану в любом модуле машины для изготовления многосегментного фильтра. 2 н. и 9 з.п. ф-лы, 5 ил.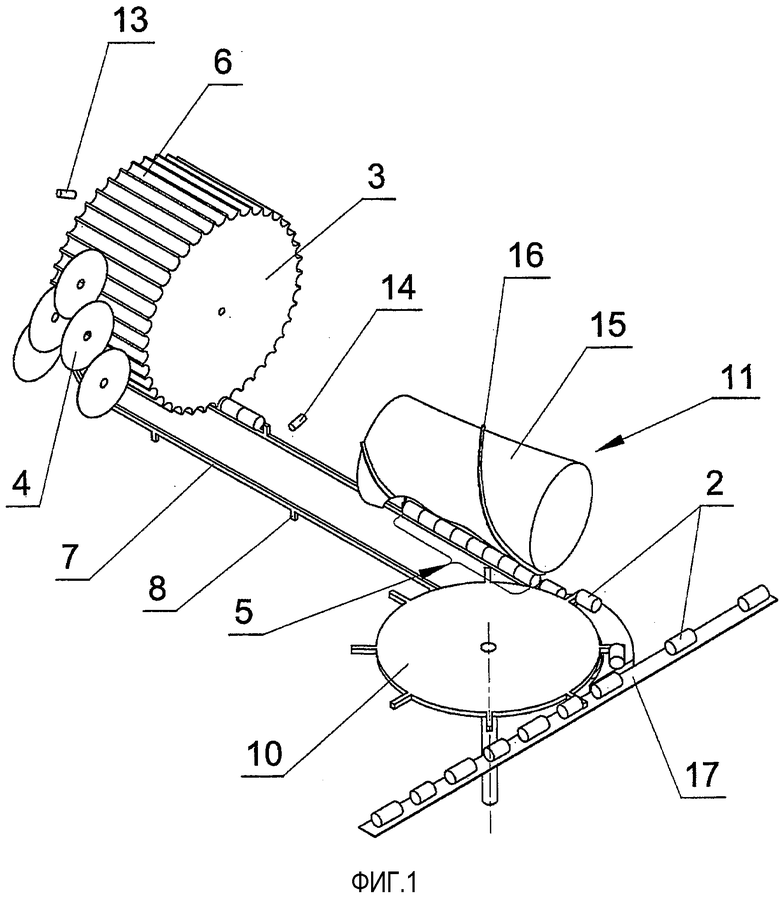
1. Способ компенсации временного отсутствия сегментов фильтра на технологической линии по изготовлению многосегментных фильтров, используемых в табачной промышленности, в котором фильтрующие стержни транспортируются из контейнера в канавки на отрезном барабане, и затем разрезаются на сегменты фильтра с помощью ножей и выгружаются из канавки в виде набора сегментов фильтров с помощью толкателей, соединенных с устройством для выгрузки, и направляются вдоль пути выгрузки, сначала посредством указанных толкателей, а затем с помощью подающего устройства, к устройству для разделения, после чего они переносятся на ленту для группирования, чтобы разместить их в последовательности, обеспечивающей возможность получения требуемого фильтра из сегментов, подаваемых из нескольких модулей, отличающийся тем, что в случае образования разрыва на пути выгрузки наборов сегментов фильтра из канавки отрезного барабана, вызванного отсутствием фильтрующего стержня в канавке указанного барабана и обнаруженного датчиками, работу устройств, расположенных ниже по потоку относительно разрыва, замедляют, с одновременным ускорением работы устройств, расположенных выше по потоку относительно разрыва, до момента устранения разрыва.
2. Способ по п.1, отличающийся тем, что замедляют работу подающего устройства, устройства для разделения, устройства для переноса и ленты для группирования, и ускоряют работу устройства для транспортировки фильтрующих стержней, отрезного барабана с ножами и устройства для выгрузки.
3. Способ по п.1, отличающийся тем, что обнаружение отсутствия фильтрующего стержня в канавке отрезного барабана осуществляют с помощью по меньшей мере одного первого датчика, расположенного рядом с барабаном, и подтверждение правильности показаний указанного датчика осуществляют с помощью по меньшей мере одного второго датчика, расположенного в зоне устройства для выгрузки наборов сегментов фильтра из отрезного барабана.
4. Способ по п.1 или п.3, отличающийся тем, что процесс компенсации начинается в тот момент, когда набор сегментов фильтра, направляемый толкателем устройства для выгрузки, находящийся ниже по потоку относительно разрыва, принимает подающее устройство, и заканчивается в момент устранения разрыва.
5. Способ по п.4, отличающийся тем, что прием набора сегментов фильтра осуществляется с помощью выступа или зацепляющего элемента подающего устройства.
6. Способ по любому из пп.4 или 5, отличающийся тем, что в момент обнаружения отсутствия фильтрующего стержня датчиками в одном из модулей, работа всех устройств в других модулях замедляют до момента устранения разрыва, после чего все модули продолжают работу с номинальной скоростью.
7. Устройство, обеспечивающее возможность компенсации отсутствия сегментов фильтра на технологической линии по изготовлению многосегментных фильтров, используемых в табачной промышленности, содержащее несколько модулей, содержащих отрезной барабан с ножами, расположенный ниже контейнера с фильтрующими стержнями, и устройство для выгрузки с толкателями, осуществляющее выгрузку сегментов фильтра из канавок отрезного барабана вдоль пути выгрузки и транспортировку наборов сегментов к устройству для разделения с помощью подающего устройства, причем сегменты из отдельных модулей размещаются соответствующим образом на ленте для группирования, отличающееся тем, что подающее устройство (11) выполнено в виде захватного устройства, удерживающего набор (5) сегментов фильтра после его приема с устройства (7) для выгрузки, и рядом с отрезным барабаном (3) располагается по меньшей мере один первый датчик (13), который обнаруживает отсутствие фильтрующего стержня в канавке (6) барабана (3), при этом в зоне пути (9) выгрузки для наборов (5) сегментов фильтра располагается по меньшей мере один второй датчик (14), который подтверждает правильность показаний первого датчика (13).
8. Устройство по п.7, отличающееся тем, что подающее устройство (11) в виде захватного устройства содержит барабан (15), имеющий на его поверхности спиралевидный выступ (16), шаг спирали которого соответствует длине набора (5) сегментов фильтра, причем барабан (15) располагается над устройством (7) для выгрузки.
9. Устройство по п.8, отличающееся тем, что ось барабана (15) закручивается относительно линии пути (9) выгрузки.
10. Устройство по п.7, отличающееся тем, что подающее устройство (11) в виде захватного устройства содержит бесконечную цепь (25) с зацепляющими элементами (26), расстояние между которыми соответствует длине набора (5) сегментов фильтра, причем цепь (25) подающего устройства (11) располагается таким образом, что нижняя секция цепи (25) подающего устройства (11) образует продолжение пути (9) выгрузки.
11. Устройство по п.7, отличающееся тем, что подающее устройство (11) в виде захватного устройства содержит два бесконечных ремня (35), расположенных в плоскости, образующей продолжение пути (9) выгрузки, на расстоянии друг от друга, соответствующем диаметру сегмента (2) фильтра.
| US 2009145449 A1, 11.06.2009 | |||
| US 4287979 A, 08.09.1981 | |||
| GB 1573801 A, 28.08.1980 | |||
| DE 1935939 U, 31.03.1966 | |||
| ИАЯ БИБЛИОТЕКА | | 0 |
|
SU336306A1 |
| US 4238994 A, 16.12.1980 | |||

