Область техники
Настоящее изобретение касается способа и установки для изготовления одностороннего гофрированного картона.
Уровень техники
Односторонний гофрированный картон хорошо известен и широко используется в промышленности, в частности для упаковки, где он и служит оболочкой, и защищает от ударов. Кроме того, его применяют в качестве базового компонента для производства многих конструктивных изделий, таких как коробки, панели, поддоны и т.д.
Листы одностороннего гофрированного картона можно соединять друг с другом в несколько слоев для получения многослойного гофрированного картона различной толщины и прочности. Одной из причин широкого применения такого картона является его относительно малый вес, его жесткость и прочность.
Односторонний гофрированный картон изготовляют путем наклеивания рифленого листа, в обычном случае представляющего собой гофрированную бумагу (обычно из бумаги вторичной переработки), на гладкий лист. Этот гладкий лист в обычном случае представляет собой крафт-бумагу, хотя могут применяться и другие материалы.
В традиционной установке для производства одностороннего гофрированного картона рифленый лист формируют путем пропускания листа бумаги между двумя гофрирующими валами. Эти два вала расположены таким образом, чтобы имеющиеся снаружи каждого вала зубья входили в зацепление с зубьями другого вала. Подаваемый лист бумаги проходит между этими валами, и их зубья, сцепляясь, делают ее рифленой. Рифленый лист удерживается в контакте с зубьями, расположенными снаружи одного из гофрирующих валов, в обычном случае с помощью вакуума, создаваемого в гофрирующем цилиндре, по меньшей мере, до тех пор, пока к нему не будет подан гладкий лист.
На гребни рифлей наносят полосу клеящего вещества для приклеивания гладкого облицовочного листа к рифленой бумаге. Гладкий облицовочный лист бумаги в обычном случае прижимают на гребни с помощью гладкого валика таким образом, чтобы гладкий лист приклеился к рифленой бумаге, образуя односторонний гофрированный (или рифленый) картон.
Ограничивающим фактором в этом процессе является требование удерживать рифленый лист и облицовочный лист прижатыми друг к другу достаточно долго для образования соединения. Этот период в условиях нормальных значений комнатной температуры и давления может составлять несколько секунд или больше. Однако этот период можно сократить путем повышения температуры во время процесса склеивания и применением давления, прикладываемого к месту соединения гребня с облицовочным листом.
Обычно для повышения температуры бумаги применяют пар высокого давления, нагревающий цилиндры, по которым двигается рифленая бумага и облицовочная бумага. Типичные значения рабочей температуры гофрирующих валов могут составлять приблизительно 200°C
Давление к месту соединения облицовочного листа с каждым гребнем рифленой бумаги можно приложить с помощью прижимного валика, установленного так, чтобы прижимать облицовочный лист к гребню с нанесенным клеем. Поскольку время контакта прижимного валика с гофрирующим валом (удерживающим рифленый лист) относительно короткое, то для существенного ускорения процесса склеивания обычно требуются высокие значения давления.
При такой организации процесса (нагревание плюс высокое давление) время склеивания можно сократить до нескольких сотых долей секунды, позволяя получить высокую скорость изготовления одностороннего гофрированного картона. Однако в этом случае имеется одна проблема, заключающаяся в том, что создаваемое прижимным валиком высокое давление может деформировать бумагу и оставлять некрасивые отметины на поверхности облицовочной бумаги, снижая ее качество.
В некоторых установках применяются другие приспособления, такие как бесконечные ремни, для прижатия облицовочных листов к рифленым листам в процессе их перемещения вокруг гофрирующего вала. Это удлиняет период времени приложения давления, а следовательно, можно применять более низкие давления, чтобы не деформировать поверхность картона.
В патенте US № 5951817 (Thomas) описана типичная конструкция установки для производства одностороннего гофрированного картона в соответствии с описанными выше процессами
В установке, описанной в патенте US № 5951817, время контакта (а значит, и время склеивания) между рифленым и облицовочным листами ограничено - чему свидетельством является то, что связка рифленый лист/облицовочный лист находится в контакте только с третью окружности гофрированного колеса. Такой ограниченный период контакта требует применения быстросохнущего клеящего вещества, такого как клей на основе крахмала, обычно применяемый в данной отрасли промышленности. К сожалению, для активации клея на основе крахмала требуется нагревание (скажем, порядка 150°C или около того). Это приводит к появлению недостатков, описанных ниже.
Хотя применение тепла может сократить время, требуемое для склеивания рифленого листа с облицовочным, а следовательно, и позволяет повысить пропускную способность, однако, оно влечет за собой ряд конструктивных проблем, значительно повышающих стоимость установки и текущие расходы на выполнение процесса. Применение пара высокого давления требует наличия бойлеров, трубопроводов и защитных оболочек, обеспечивающих постоянное нахождение пара в закрытом пространстве. Необходимо также предпринять дополнительные меры безопасности относительно надлежащего получения пара, применения его в работе и контроля за тем, чтобы производимое тепло не представляло опасности в процессе работы установки. В обычном случае для эксплуатации бойлера и обслуживания системы нагревания нужен теплотехник, значит, для оплаты работы квалифицированного специалиста потребуются дополнительные средства, а если такого техника нет, то производство может остановиться.
Дополнение базовых элементов установки системой пара высокого давления неминуемо приводит к увеличению габаритных размеров установки, а следовательно, и к увеличению пространства, требуемого для работы установки. Требование большего пространства еще больше увеличивает расходы на производство одностороннего гофрированного картона.
Кроме того, пар высокого давления оказывает сильное коррозионное действие на многие материалы, следовательно, части установки, открытые для воздействия пара, например гофрирующие валы, должны быть изготовлены из соответствующих материалов. Такие материалы, например сплав сталь 48 CrMo, упрочненный до стандарта HRC 58-62, обычно являются дорогостоящими и тяжелыми. Для изготовленной из таких материалов установки может потребоваться существенная опорная конструкция, обеспечивающая структурную целостность установки.
Проблемой обоих способов приложения давления (валиком и ремнем) является то, что прикладываемое давление может выдавливать часть клеящего вещества из полосы контакта между облицовочным листом и гребнем рифленого листа, тем самым увлажняя прилегающую бумагу. Поскольку это выдавленное клеящее вещество находится не под давлением (а за пределами полосы контакта) и не предназначено для склеивания, то для высушивания бумаги и излишнего (выдавленного) клеящего вещества потребуется дополнительное нагревание. Это ведет к дополнительному увеличению стоимости производства и может ограничивать скорость процесса.
Выдавленное клеящее вещество также может попасть на поверхность устройства, прикладывающего давление (например, валика или ремня), что потребует постоянной очистки этого устройства. Часть клеящего вещества может попасть на наружную поверхность облицовочного листа, что может привести к проблемам в процессе хранения в рулонах, поскольку соседние листы могут склеиться, приводя в негодность готовый продукт. Кроме того, клеящее вещество может оставлять отметки на поверхности, ухудшая внешний вид и снижая стоимость готового гофрированного картона.
Еще один недостаток традиционных установок состоит в том, что в обычном случае подающие валики, применяемые для подачи бумаги (как предназначенной для гофрирования, так и облицовочной) на гофрирующие валы, а также сами гофрирующие валы нагреваются с целью высушивания бумаги до нанесения клеящего вещества. Это нужно для снижения влажности бумаги и для ускорения склеивания. Производство пара высокого давления для нагревания гофрирующих валиков и предварительного нагревания бумаги может потребовать значительной энергии.
Все вышеупомянутые факторы могут значительно увеличить расходы на изготовление одностороннего рифленого картона с помощью традиционных процессов и установок.
Целью настоящего изобретения является решение указанных проблем или по меньшей мере предоставление обществу полезной альтернативы.
Все ссылочные материалы, включая все патенты и заявки на патенты, упомянутые в настоящем описании, включены сюда путем ссылки. Не допускается, что какая-либо из ссылок представляет предшествующий уровень техники. Рассмотрение ссылок согласуется с утверждениями их авторов, и заявитель сохраняет за собой право проверки точности и применимости цитируемых документов. Следует ясно понимать, что хотя здесь можно найти ряд ссылок на публикации в данной области, такая ссылка не является допущением, что любой из этих документов составляет часть общих знаний в данной области в Новой Зеландии или в любой другой стране.
Следует иметь в виду, что термин «содержит» может, в разной юрисдикции, иметь либо включающее, либо исключающее значение. Для настоящего описания, и если не указано иное, термин «содержит» будет иметь включающее значение, т.е. следует понимать, что упоминаемый объект может включать не только перечисленные компоненты, на которые имеется прямая ссылка, но также и другие, не указанные в перечне компоненты или элементы. Этим разъяснением следует руководствоваться и тогда, когда термин «содержит» или «содержащий» используется в отношении к одному или нескольким этапам способа или процесса.
Другие аспекты и преимущества настоящего изобретения станут понятны из последующего описания, приведенного только в качестве примера.
Раскрытие изобретения
В соответствии с одним аспектом настоящего изобретения разработан способ соединения по существу плоского листового материала с гофрированным листовым материалом с помощью автоматизированного процесса, состоящий из следующих этапов:
а) нанесение дискретных порций клеящего вещества на контактные точки гофрированного листового материала; и
b) прижатие листовых материалов друг к другу до их склеивания.
В предпочтительном варианте исполнения настоящего изобретения листовой материал представляет собой крафт-бумагу.
Крафт-бумагу обычно применяют для изготовления одностороннего гофрированного картона. Однако, очевидно, что для настоящего изобретения можно применять и другие материалы, и упоминание в данном описании, что листовой материал представляет собой крафт-бумагу, не следует рассматривать в качестве ограничения.
Например, гофрированный листовой материал может быть изготовлен из тонкого металла, например алюминия; повторно переработанной бумаги (в виде, который обычно называют сырьем для гофрирования); и некоторых пластмасс.
Облицовочный лист также может быть изготовлен из различных листовых материалов, включая, но не ограничиваясь ими: глянцевую бумагу (которая может содержать предварительно напечатанный материал), глазированную бумагу, а также некоторые пластмассы.
Понятие "по существу плоский листовой материал" следует понимать применительно к листу или ткани, имеющему по существу плоскую поверхность, лежащую в одной плоскости (по меньшей мере для невооруженного глаза).
В отличие от этого под гофрированным листовым материалом следует понимать лист или ткань, поверхность которого имеет конфигурацию, представляющую собой серию сменяющих друг друга гребней и борозд (т.е. гофр).
Борозды и выступы на гофрированном листе, применяемом для получения одностороннего гофрированного картона, обычно называют рифлями. Рифли в обычном случае формируют путем пропускания листа крафт-бумаги через пару гофрирующих валов, установленных таким образом по отношению друг к другу, что зубья гофрирующих валов сцепляются друг с другом, находясь по обе стороны листа крафт-бумаги. Форма полученного рифления зависит от формы и размера зубьев на гофрирующих валах. Например (без ограничения), рифли могут быть треугольными, синусоидальными, трапециевидными, пилообразными, ромбическими, квадратными, или могут иметь любую другую волнообразно повторяющуюся форму. Аналогично, размер рифлей определяется эффективным размером зубьев и может варьироваться в зависимости от предназначения конкретного одностороннего гофрированного картона.
В предпочтительном варианте исполнения изобретения гофрированный листовой материал имеет поперечное сечение по существу треугольной формы.
Преимуществом формирования рифлей с треугольным поперечным сечением является относительная простота операции формирования при помощи традиционно изготовленных зубьев на гофрирующих валах.
Кроме того, рифли треугольной формы могут обладать повышенной прочностью по сравнению с некоторыми другими формами, в особенности против сжатия, направленного по длине рифли.
Если облицовочный лист и рифленый лист изготовлены из крафт-бумаги, клеящее вещество, применяемое для приклеивания облицовочного листа к гребням рифленого листа, в обычном случае представляет собой клей на водной основе.
На первом этапе настоящего изобретения клей на водной основе наносят дискретными порциями на контактные точки гофрированного или рифленого листового материала. Другими словами, клеящее вещество наносят отдельными, визуально различимыми порциями, отстоящими друг от друга, на каждый гребень рифленого листа.
Форма этих дискретных или отдельных порций клея может варьироваться.
В одном варианте исполнения настоящего изобретения эти отдельные порции могут иметь форму пятна, или прерывистой, или пунктирной линии.
Нанесение дискретными порциями позволяет наносить меньшее количество клеящего вещества на рифленый лист, чем при традиционных способах нанесения. Кроме того, наличие промежутка между такими дискретными порциями позволяет клеящему веществу растекаться на сухие участки в процессе приложения давления к облицовочному и рифленому листам.
В предпочтительном варианте исполнения клеящее вещество наносят на гребень каплями с промежутками между ними.
Подразумевается, что такие капли представляют собой круглые или грушевидные порции клеящего вещества, приклеивающиеся к поверхности, но это не следует рассматривать как ограничение.
Предпочтительный размер капли может зависеть от ряда факторов, включая происхождение рифленой бумаги и облицовочного листа, а также тип клеящего вещества. Однако во всех случаях капля должна иметь достаточно малый размер, чтобы она в целом сохраняла свою форму и не оседала под собственным весом. Это важно, поскольку относительно большое отношение объема к площади поверхности (по сравнению с полоской или линией из клеящего вещества) снижает скорость испарения влаги из капли, тем самым увеличивая время, в течение которого капля клеящего вещества может смачивать гребень рифленой бумаги и облицовочный лист и проникать в них, прежде чем это клеящее вещество высохнет.
Предпочтительный объем капли составляет величину порядка 0,5 мм3. Предпочтительный размер промежутка между каплями вычисляют исходя из желаемой толщины слоя клеящего вещества таким образом, чтобы нанесенные с промежутком друг от друга капли, сливаясь своими краями под давлением, дали бы слой необходимой толщины.
Нанесение клеящего вещества каплями дает, по меньшей мере, одно из следующих преимуществ:
- Каждую каплю наносят прямо на гребень рифленой бумаги, что снижает количество клеящего вещества, которое неминуемо наносилось бы на боковые стенки гребня при использовании других способов, а следовательно, уменьшается и величина смачивания бумаги, и требуемое для высыхания время.
- Нанесение клеящего вещества каплями, а не широкой полосой или линией (как в существующих способах), может значительно уменьшить количество клеящего вещества, наносимого на каждый гребень, снижая стоимость.
- Если такое же количество клеящего вещества, которое содержится в капле, нанести в виде плоской полосы на гребень, то это клеящее вещество (вследствие увеличенной площади поверхности) высохнет за относительно короткое время и может не успеть смочить облицовочный лист, что необходимо для склеивания. Капли некоторых клеящих веществ могут оставаться открытыми на гребнях рифленой бумаги в течение нескольких минут, например, если произошла краткосрочная остановка в работе установки, и будут способны смочить облицовочный лист и выполнить склеивание после повторного запуска установки. В случае нанесения клеящего вещества другими способами, например полосами, такой возможности может не быть.
В предпочтительном варианте промежуток между каплями должен быть таким, чтобы в процессе прижатия облицовочного листа к гребню рифленой бумаги капли растекались и, сливаясь, формировали бы практически непрерывную нитку из клеящего вещества между облицовочным листом и гребнем рифленого листа. Такая нитка, полученная в результате сжатия отдельных капель, в итоге может дать значительно более тонкую линию из клеящего вещества, чем в традиционных способах, когда полоса наносится гладким роликом, прижимающимся к гребню. Результатом такого способа нанесения является эффективное непрерывное клеевое соединение вдоль гребня с применением значительно меньшего количества клеящего вещества по сравнению с традиционными способами.
Время, требуемое для формирования соединения между гребнем рифленого листа и облицовочным листом, будет называться продолжительностью склеивания. Продолжительность склеивания для конкретного клеящего вещества зависит от температуры, при которой формируется соединение, а также от давления, приложенного к гребню и облицовочному листу.
Однако, заявитель предусматривает, что данный способ может быть применен для производства одностороннего гофрированного картона без применения нагревания, т.е. по существу при температуре окружающей среды, скажем, в диапазоне 5°C-30°C. При температуре окружающей среды продолжительность склеивания может варьироваться как функция от количества нанесенного клея (в виде капель) и давления, приложенного между облицовочным листом и гребнем рифленого листа, при этом чем выше приложенное давление и чем меньше количество клея, тем короче период склеивания.
Следует иметь в виду, что выбор клеящего вещества в настоящем изобретении играет важную роль. Как отмечалось в разделе «Уровень техники», клеящие вещества на основе крахмала требуют для активизации температуру порядка 150°C. Следовательно, такие клеящие вещества не желательно применять в настоящем изобретении. Приемлемые клеящие вещества, способные быстро схватываться при комнатной температуре и обладающие требуемой прочностью, будут рассмотрены далее в данном описании.
Значительным преимуществом настоящего изобретения является то, что оно позволяет производить картон без применения тепла. Как будет рассмотрено далее в данном описании, это устраняет необходимость иметь соответствующие дорогое оборудование и расход энергии. Следует отметить признанный факт, что нанесение клеящего вещества дискретными порциями дает значительное преимущество за счет сокращения продолжительности склеивания при температуре окружающей среды.
На втором этапе способа по настоящему изобретению облицовочный лист прижимают к рифленому листу в течение времени, достаточного для формирования соединения. Для этого существуют разные средства.
В предпочтительном варианте исполнения плоский лист прижимают к гофрированному листу с помощью натянутого бесконечного ремня.
Способ приложения давления к облицовочному листу для прижатия его к рифленому листу при помощи натянутого бесконечного ремня хорошо известен в данной отрасли, поэтому нет необходимости подробно описывать требуемое для этого оборудование.
Величину давления можно установить такой, чтобы она была чуть ниже или равнялась максимальному давлению, которое можно приложить к бумаге, не приводя к ее деформации (как облицовочной бумаги, так и рифленой бумаги). Под действием излишнего давления бумага может морщиться и/или разрываться. Величина максимального давления будет варьироваться в зависимости от материала, применяемого для облицовочного листа и для рифленой бумаги.
В предпочтительном варианте исполнения листовые материалы удерживают прижатыми друг к другу в течение периода времени не менее двух секунд.
Заявитель обнаружил, что в случае применения бесконечного ремня, натянутого для плотного прижатия облицовочного листа к гребням без повреждения облицовочного листа, и с применением приемлемого имеющегося в продаже клеящего вещества, для обеспечения качественного соединения облицовочного листа и рифленого листа они должны удерживаться прижатыми друг к другу в течение периода времени (период прижатия), превышающего две секунды, при комнатной температуре.
В обычном случае односторонний гофрированный картон не будет сформирован, если значения периода прижатия составляют менее двух секунд, или если давление на листы слишком слабое. В таких случаях механическое напряжение в гофрированном листе будет достаточным, чтобы разорвать соединение, поэтому облицовочный лист отрывается от рифленого листа.
Для практических целей при комнатной температуре желательными и являются значения периода прижатия от двух секунд до четырех секунд, а оптимальным является период прижатия длительностью около трех секунд. При этом можно применять значения периода прижатия, превышающие четыре секунды, однако они не желательны, так как могут значительно снизить скорость изготовления одностороннего гофрированного картона
Значение периода прижатия около трех секунд значительно превышает значения, получаемые в некоторых существующих установках за счет применения сочетания высокой температуры и высокого давления. Однако преимущество настоящего изобретения состоит в том, что оно позволяет производить определенные количества листов одностороннего гофрированного картона с приемлемой скоростью при комнатной температуре. Преимуществом является то, что такие способ и установка для изготовления позволяют производить односторонний гофрированный картон с меньшими затратами и экологически приемлемым способом.
Изобретатель считает, что сочетание нанесения клеящего вещества дискретными каплями и увеличения периода прижатия (по сравнению с традиционными установками) дает возможность применять клеящее вещество, способное схватываться при комнатной температуре.
В предпочтительном варианте исполнения клеящее вещество представляет собой водную дисперсию, содержащую сополимер винилацетата.
Клеящее вещество на водной основе, содержащее сополимер винилацетата в дисперсии, может быть предпочтительным вариантом, поскольку, в нормальных условиях применения, оно является безвредным веществом, а следовательно, его можно использовать при нормально работающей вентиляции.
Дисперсии сополимера винилацетата могут относительно быстро схватываться при комнатной температуре и не требуют высокой температуры для активации - в отличие от клеев на основе крахмала. Они обладают низкой вязкостью, хорошей адгезией и большим резервом времени. Относительно низкая вязкость нужна для того, чтобы клеящее вещество могло свободно вытекать (например, из аппликатора на рифленый лист), а хорошая адгезия обеспечивает способность быстро приклеиваться к поверхности.
Резерв времени представляет собой такой период времени, в течение которого при нормальных температуре и давлении данное клеящее вещество может иметь открытую поверхность, прежде чем оно потеряет способность смачивать противолежащую поверхность и проникать в волокна этой поверхности. Это смачивание и проникновение необходимы для того, чтобы создать эффективное соединение между рифленой бумагой и облицовочным листом. Клеящее вещество, обладающее относительно большим резервом времени, является предпочтительным потому, что такое клеящее вещество может быть открытым для доступа атмосферы в течение некоторого времени до нанесения на рифли.
Предпочтительным вариантом клеящего вещества является Adhesin™ Z9129W, сополимер винилацетата, производимый компанией Henkel New Zealand Limited. Заявитель обнаружил, что Adhesin™ Z9129W обладает требуемой вязкостью и длительным резервом времени, что требуется для настоящего изобретения. Например, Adhesin™ Z9129W обладает вязкостью в диапазоне 2100-2200 мПа·с, а резерв времени составляет от 0,5 до 1 минуты. Однако следует понимать, что можно применять также и другие клеящие вещества, обладающие подобными свойствами.
Способ, включающий нанесение клеящего вещества (например, Adhesin™ Z9129W) в форме капель на гребень рифленого листа и прижатие облицовочного листа к гребню на время около 3 сек для формирования соединения между рифленым и облицовочным листами, обладает рядом существенных преимуществ по сравнению с существующими способами. В частности, данный способ можно применять для производства одностороннего гофрированного картона при комнатной температуре. Как результат, устраняется необходимость нагревания гофрирующих валов или высушивания одностороннего гофрированного картона. Следствием этого может быть значительное снижение потребления энергии, а следовательно, снижение затрат на производство такого картона.
В соответствии с другим аспектом настоящего изобретения разработан аппликатор для нанесения клеящего вещества дискретными порциями, включающий
валик,
и отличающийся тем, что наружная поверхность валика имеет фасонную поверхность.
Эта фасонная поверхность может быть представлена рядом форм, и в одном исполнении это может быть поверхность с углублениями или иметь неправильную форму. В некоторых исполнениях эта поверхность может иметь вид U-образной канавки.
Однако в предпочтительном варианте фасонная поверхность имеет форму мелких рифлений, напоминающих меандр.
Следует понимать, что при упоминании рифленой поверхности, имеется в виду поверхность, образованная серией гребней и борозд.
В предпочтительном варианте исполнения гребни (и борозды) расположены по существу параллельно и вокруг всей окружности валика.
В предпочтительном варианте исполнения гребни образуют спираль.
Серию гребней можно сформировать на поверхности валика, путем нарезки спирали вокруг поверхности валика способом, подобным тому, с помощью которого нарезают (неконусообразную) резьбу винта. Спиральную нарезку или винтовую резьбу можно легко выполнить на гладкой поверхности валика. Это может снизить затраты на изготовление аппликатора по сравнению с другими типами аппликаторов или с другим размещением гребней.
В других вариантах исполнения гребни могут быть выполнены в форме концентрических окружностей.
В предпочтительном варианте гребни и борозды могут быть образованы путем вырезания (или формирования другим способом) V-образной или квадратной канавки на поверхности аппликатора. Реальная форма канавки не является критичной, однако предпочтительной является V-образная форма, и ее относительно легко можно вырезать в гладкой цилиндрической поверхности.
В процессе работы клеящее вещество может подаваться к аппликатору с помощью набирающего валика с гладкой поверхностью.
Например, можно применять аэрозольные сопла или воздушную струю, проходящую по борозде.
В одном из исполнений, где применяется набирающий валик, он устанавливается вплотную к ванне с клеящим веществом таким образом, что по мере вращения набирающего валика его наружная поверхность покрывается клеящим веществом.
Аппликатор располагают таким образом по отношению к набирающему валику, что гребни аппликатора плотно прижимаются к поверхности набирающего валика. Таким путем клеящее вещество переносится с поверхности набирающего валика в канавки на поверхности аппликатора, при этом на гребни аппликатора попадает мало клеящего вещества или оно совсем не попадает на гребни.
Зазор между набирающим валиком и валиком, образующим часть аппликатора, определяет количество наносимого клея.
Аппликатор устанавливают также таким образом, что его гребни плотно прижимаются к гребням рифленого листа на гофрирующем валу. При таком расположении по мере вращения аппликатора он контактирует с набирающим валиком и набирает клеящее вещество в канавки на своей поверхности, а затем наносит клеящее вещество в виде капель на гребни рифленого листа.
Количество клеящего вещества в каждой капле можно задать размером (шириной и глубиной) каждой канавки, а промежутки между каплями можно задать расстоянием между соседними канавками.
Следует понимать, что канавки должны быть достаточно мелкими во избежание нанесения на бумагу слишком большого количества клея. В предпочтительном варианте исполнения глубина канавки составляет всего 0,5 мм, а ширина канавки составляет величину порядка 1 мм. Естественно, эти величины могут варьироваться в соответствии с требованиями изобретения.
В предпочтительном варианте исполнения гребень может иметь форму острой кромки.
Предпочтительно, чтобы V-образные канавки располагались таким образом, чтобы каждая канавка примыкала к соседней канавке, образуя острую кромку, в результате чего поперечное сечение через последовательность канавок представляло бы непрерывный зигзаг. Такое размещение позволяет получить минимальный промежуток между соседними каплями (для заданной ширины каждой канавки).
В некоторых других вариантах исполнения гребни могут иметь плоский участок, в этом случае промежутки между каплями соответствующим образом могут увеличиться.
В соответствии с другим аспектом настоящего изобретения представлена установка для изготовления одностороннего гофрированного картона путем приклеивания гофрированного листового материала, содержащего один или несколько гребней, к по существу плоскому листу, включающая:
аппликатор, сформированный с возможностью нанесения клеящего вещества на каждый гребень гофрированного листового материала, и
прижимной механизм для прижатия плоского листа к гребню гофрированного материала
отличающийся тем, что
форма аппликатора позволяет нанесение клеящего вещества дискретными порциями на гребень гофрированного листового материала, а форма прижимного механизма позволяет прижимать облицовочный лист к гребню до образования соединения между ними.
Установка для изготовления одностороннего гофрированного картона по настоящему изобретению имеет много общего с некоторыми существующими в данной отрасли установками. В частности, рифленый лист формируется путем пропускания листового материала между сцепляющимися зубьями первого и второго гофрирующих валов. Рифленый лист удерживается на втором гофрирующем валу, в обычном случае имеющем диаметр большего размера, чем первый гофрирующий вал, с помощью вакуума, созданного внутри второго гофрирующего вала.
По мере вращения второго гофрирующего вала рифленая бумага проходит возле аппликатора, где на гребни рифленого листа наносится клеящее вещество.
В предпочтительном варианте исполнения аппликатор содержит валик, имеющий рифленую поверхность, в целом соответствующую описанному выше.
Рифленая поверхность аппликатора (как описано выше) имеет такую форму, чтобы наносить капли клеящего вещества на гребень рифленого листа. В этом состоит отличие от традиционных установок, в которых аппликатор обычно имеет поверхность с накаткой для нанесения относительно широкой полосы или линии клеящего вещества на гребень рифли.
Аппликатор закреплен с возможностью вращения таким образом, чтобы наружная поверхность (гребни) аппликатора прижималась к гребням рифленой бумаги, удерживаемой на втором гофрирующем валу.
В предпочтительном варианте исполнения прижимной механизм представляет собой натянутый бесконечный ремень.
Бесконечный ремень может иметь форму, позволяющую ему двигаться вокруг множества роликов, при этом ролики расположены так, что ремень прижимается к облицовочному листу в то время, когда облицовочный лист и рифленый лист двигаются вдоль наружной поверхности второго гофрирующего вала.
Такое расположение может быть достигнуто путем размещения двух концевых направляющих роликов, разделенных некоторым промежутком от наружной поверхности второго гофрирующего вала, причем этот промежуток определяет расстояние, вдоль которого ремень прижат к облицовочному листу. Эти два концевых направляющих ролика могут быть установлены так, чтобы обеспечивать давление (через ремень) на облицовочный лист вначале, когда он контактирует с рифленым листом, и потом, непосредственно перед тем, как односторонний гофрированный лист снимается со второго гофрирующего вала.
Натяжение ремня можно регулировать с помощью одного или нескольких дополнительных роликов таким образом, чтобы ремень прикладывал давление к облицовочному листу, прижимая его к рифленому листу.
Поскольку нет необходимости выполнять нагревание, то можно применять стандартный резиновый ремень, не прибегая к использованию более экзотичных материалов, применяемых с нагреваемыми валами. Результатом применения стандартного резинового ремня может стать меньшее количество повреждений облицовочного листа, а следовательно, и более качественный конечный продукт.
В других исполнениях бесконечный ремень может быть изготовлен из пластмассы или синтетического материала.
В случае применения данного способа при комнатной температуре, его преимущество состоит в том, что бесконечный ремень может быть изготовлен из теплочувствительных материалов, таких как пластмасса, синтетика, некоторые виды резины, которые не могут применяться в традиционных процессах с нагреванием.
В предпочтительном исполнении конфигурация ремня выполнена таким образом, чтобы он прижимал листовые материалы друг к другу в течение более 2 секунд.
В предпочтительном исполнении конфигурация ремня выполнена таким образом, чтобы он прижимал листовые материалы друг к другу в течение промежутка времени длительностью приблизительно от 2 секунд до 4 секунд.
В общем случае, когда ремень туго натянут на облицовочный лист, для образования соединения при нормальной комнатной температуре требуется более 2 секунд времени. В целом, предпочтительным является значение этого промежутка времени приблизительно 3 секунды, поскольку было установлено, что именно такое значение позволяет обеспечить надежное склеивание в условиях нормального диапазона температуры окружающей среды, скажем 5°C-30°C.
Производительность процесса изготовления одностороннего гофрированного картона с помощью такой установки зависит от нескольких факторов, включая диаметр второго гофрирующего вала, процентную долю наружной поверхности второго гофрирующего вала, к которой прижимается ремень, а также скорость вращения второго гофрирующего вала. Эти факторы могут варьироваться таким образом, чтобы давление прикладывалось к облицовочному листу и к рифленому листу в течение времени, достаточного для формирования соединения при комнатной температуре. Приняв решение относительно удобного расположения установки, производительность можно определить, учитывая все факторы. Например, если процентная доля покрытия второго гофрирующего вала бесконечным ремнем является фиксированной величиной, то производительность можно варьировать путем выбора соответствующего диаметра и скорости вращения второго гофрирующего вала.
Главное преимущество способа по настоящему изобретению состоит в том, что он позволяет изготовлять односторонний гофрированный картон при комнатной температуре со скоростью, сравнимой с традиционными способами.
Другими словами, настоящее изобретение дает возможность изготовлять односторонний гофрированный картон с высокой производительностью без применения дополнительного нагревания в ходе процесса.
Эта особенность достигается путем комбинации нанесения клеящего вещества на рифленую бумагу в виде капель с последующим прижатием облицовочного листа к рифленому листу до образования соединения. Как одно только нанесение клея каплями (без приложения давления), так и нанесение клеящего вещества в виде полосы или линии (как в традиционных способах) с последующим прижатием могут в результате потребовать слишком много времени для образования соединения (а следовательно, и для формирования одностороннего гофрированного картона), что будет экономически не выгодно.
Однако путем комбинации этих двух аспектов время, требуемое для формирования соединения при комнатной температуре, можно сократить приблизительно до 3 секунд.
Возможность изготовления одностороннего гофрированного картона при комнатных температурах дает одно или несколько из следующих преимуществ по сравнению с существующими способами:
- Экономия потребления энергии и более низкий углеродный след по сравнению с существующими способами за счет устранения необходимости нагревать гофрирующие валы и высушивать бумагу. Это устраняет необходимость применения высокоэнергичного пара высокого давления.
- Экономия в стоимости установки. Поскольку нагревание в процессе не требуется, существенная экономия состоит в том, что не нужны бойлеры, трубопроводы и оболочка для содержания пара высокого давления. Кроме того, поскольку установка работает при комнатных температурах, ее можно изготавливать из более простых и менее дорогих материалов, например (без ограничения) из керамики, пластмасс или дерева. Поскольку такие материалы значительно легче обрабатывать, и они весят меньше, чем материалы (обычно, закаленная сталь), используемые в традиционных установках, применяющих пар, изготовление данной установки может быть более дешевым, а в качестве опоры для нее нужна более легкая рама, что опять же дает экономию стоимости материала.
- Экономия пространства. Устранение оборудования, связанного с нагреванием, в результате может дать установку, требующую меньше пространства, чем традиционные установки с нагреванием.
- Повышенная безопасность. Поскольку установка работает при комнатной температуре, устраняется опасность, связанная с получением и использованием пара высокого давления.
- Экономия эксплуатационных расходов. Кроме снижения потребления энергии данный способ в результате может дать значительную экономию клеящего вещества.
Важно то, что установка по настоящему изобретению может иметь размеры и стоимость, приемлемые для производства одностороннего гофрированного картона. Традиционные установки с нагреванием обычно громоздки, потребляют много энергии, их изготовление и эксплуатация требуют значительных средств. Поэтому такие установки обычно работают в централизованных местах, откуда готовый односторонний гофрированный картон или изготовленную из него продукцию нужно будет транспортировать к потребителям.
Размер установки по настоящему изобретению можно изменять в основном благодаря отсутствию нагревающего оборудования. Поэтому установка по настоящему изобретению может иметь размер, удобный для ее размещения и работы вблизи потребителя, например для изготовления упаковки на месте ее применения. Это может дать потребителю экономию средств, поскольку запас готового продукта будет контролировать потребитель, и устраняются расходы на транспортировку и хранение продукции вне места потребления.
Краткое описание чертежей
Следующие аспекты настоящего изобретения будут понятны из последующего описания, представленного только в качестве примера, со ссылками на сопутствующие чертежи, где:
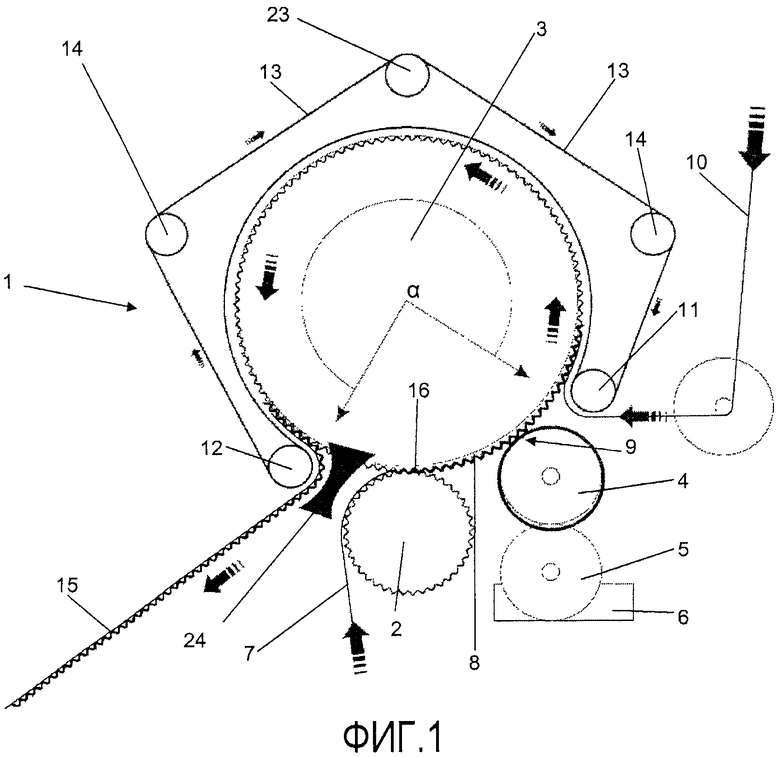
Фиг.1 представляет схематичный вид сбоку части установки для изготовления одностороннего гофрированного картона в соответствии с одним из вариантов исполнения настоящего изобретения;
Фиг.1А представляет крупный план части аппликатора согласно установке Фиг.1 в соответствии с одним из вариантов исполнения настоящего изобретения.
Фиг.2 представляет схематичный вид кромки аппликатора в соответствии с одним из вариантов исполнения настоящего изобретения.
Фиг.3А представляет схематичный вид сбоку рифленого листа с каплями клеящего вещества, нанесенными на гребни.
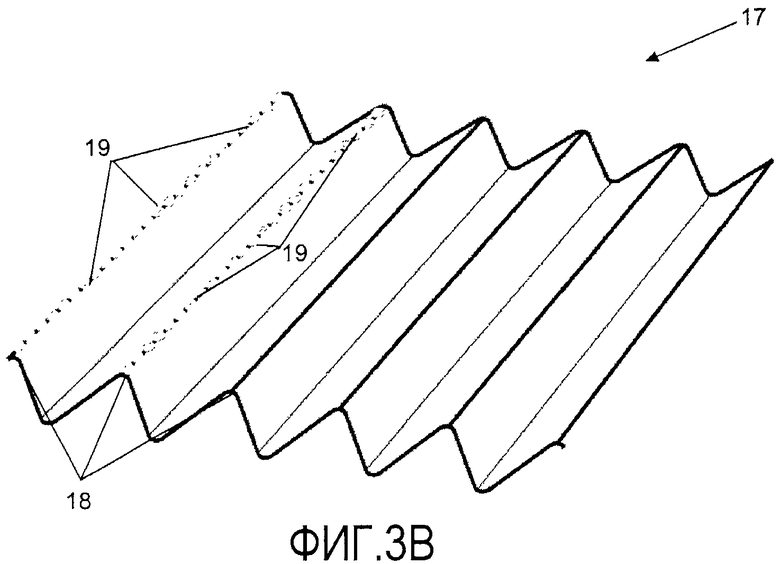
Фиг.3В представляет схематичный вид в перспективе рифленого листа с цепочкой капель клеящего вещества с промежутками между ними на двух гребнях.
Наиболее предпочтительные способы исполнения настоящего изобретения
Часть установки для изготовления одностороннего гофрированного картона, в целом обозначенной стрелкой (1), представлена на Фиг.1 на схематичном виде сбоку.
Первый гофрирующий вал (2) имеет зубья (2'), расположенные по наружной поверхности первого гофрирующего вала (2), причем эти зубья (2') выступают поперек ширины первого гофрирующего вала (2).
Второй гофрирующий вал (3) имеет зубья (3') на своей наружной поверхности. Диаметр второго гофрирующего вала (3) существенно больше диаметра первого гофрирующего вала (2).
Гофрирующие валы (2) и (3) расположены таким образом, что зубья (2') первого гофрирующего вала (2) входят в зацепление с зубьями (3') второго гофрирующего вала (3) в области, обозначенной позицией (16).
Привод первого гофрирующего вала (2) вынуждает его вращаться по часовой стрелке, а привод второго гофрирующего вала (3) вынуждает его вращаться против часовой стрелки, как показано соответствующими пунктирными стрелками.
Плоский листовой материал в виде листа крафт-бумаги (7) подается вокруг первого гофрирующего вала и между зацепляющимися зубьями в области стрелки (16). Под воздействием входящих в зацепление зубьев крафт-бумага сгибается в последовательность гребней, образуя рифленый лист (8).
Крафт-бумага может быть бумагой из переработанных отходов или первичной бумагой, в идеальном случае плотностью порядка от 90 до 150 г/м2.
Во втором гофрирующем валу (3) имеются открытые каналы (не показаны), предназначенные для того, чтобы внутри гофрирующего вала (3) можно было создавать парциальный вакуум путем подключения вакуумного насоса (не показан) к одному торцу гофрирующего вала (3). Этот парциальный вакуум внутри второго гофрирующего вала (3) используется для того, чтобы удерживать рифленый лист (8) на зубьях (3') второго гофрирующего вала (3).
Аппликатор в форме клеевого валика (4) имеет наружную поверхность с конфигурацией в виде последовательности гребней и борозд, располагающихся по окружности этого валика. Гребни образованы спиральной V-образной нарезкой, проходящей вокруг и поперек поверхности клеевого валика (4).
Соседние V-образные борозды (21, 22) встречаются друг с другом по линии, образуя гребни (20) валика (4). Каждый гребень (20) имеет острую кромку, как показано на Фиг.2, таким образом, что последовательность гребней в поперечном сечении образует зигзагоподобный рисунок.
Клеевой валик (4) закреплен с возможностью вращения на оси вдоль второго гофрирующего вала (3), причем ось вращения клеевого валика (4) по существу параллельна оси вращения гофрирующего вала (3). Расстояние между осью клеевого валика (4) и осью второго гофрирующего вала (3) таково, что гребни (20) клеевого валика (4) прижимаются к гребням рифленого листа (8), удерживаемого в зубьях второго гофрирующего вала (3).
Набирающий валик (5) закреплен с возможностью вращения на оси, по существу параллельной оси клеевого валика (4), и расположен так, чтобы поверхность набирающего валика (5) плотно прижималась к каждому гребню клеевого валика (4).
В ванне (6) содержится клеящее вещество в виде AdhesinTM Z9129W. Ванна (6) расположена так, чтобы наружная поверхность набирающего валика (5) покрывалась клеящим веществом AdhesinTM Z9129W по мере вращения набирающего валика (5).
Первый гофрирующий вал (2), второй гофрирующий вал (3), клеевой валик (4) и набирающий валик (5) имеют ширину, соответствующую ширине рифленого листа (8).
Клеящее вещество переносится с поверхности набирающего валика (5) в борозды (21, 22) клеевого валика (4). Клеевой валик (4) переносит клеящее вещество, вращаясь с такой скоростью, что скорость его наружной поверхности соответствует скорости гофрирующего вала, когда клеевой валик контактирует с гребнем рифленого листа (8) по линии контакта (9), и в этой точке клеящее вещество переносится из борозд (21, 22) на гребень (18) в виде капель.
Схематичный вид сбоку рифленого листа бумаги, на гребни (18) которого нанесены капли (19), в целом указан стрелкой 17 на Фиг.3А.
На Фиг.3В показан схематичный вид в перспективе множества дискретных капель (19), нанесенных вдоль гребня (18) рифленого листа бумаги.
Вернувшись к Фиг.1, следует отметить, что второй плоский лист крафт-бумаги в виде облицовочного листа (10) прижимают к рифленому листу (8) посредством натяжного ременного устройства, показанного в целом стрелкой (17).
Бесконечный ремень (13) удерживается прижатым к наружной поверхности второго гофрирующего вала (3) посредством первого концевого направляющего ролика (11), второго концевого ролика (12), двух направляющих роликов (14) и натягивающего ролика (23), как и в существующих способах.
Расстояние между первым концевым направляющим роликом (11) и вторым концевым направляющим роликом (12) определяет длину, вдоль которой бесконечный ремень (13) прикладывает давление к облицовочному листу (10). Это расстояние соответствует приблизительно трем четвертям наружной поверхности второго гофрирующего вала (3), что составляет практически максимальную возможную длину (для того, чтобы оставить пространство для первого гофрирующего вала (2) и клеевого ролика (4)).
Натяжение бесконечного ремня (13) регулируется путем изменения в радиальном направлении (по отношению к оси второго гофрирующего вала (3)) положения натяжного ролика (23).
На практике натяжение ремня (13) доводят до такой величины, когда происходит повреждение облицовочного листа или рифленого листа, в обычном случае в виде складок или разрывов. Затем, натяжение уменьшают, возвращая натяжной ролик (23) к положению самого слабого натяжения ниже этого порога, когда повреждение не происходит. Величина натяжения ремня (13), предназначенная для создания нужного давления ремня (13) на валик (3), зависит от множества факторов, включая природу листовых материалов, применяемых для облицовочного и рифленого листов. Соединение облицовочной (10) и рифленой бумаги (8) образует односторонний гофрированный картон (15).
Сразу после концевого направляющего ролика (12) расположен захват (24). Этот захват (24) применяется для освобождения склеенного одностороннего гофрированного картона (15) от крепления вакуумом, находящимся внутри второго гофрирующего вала (3).
При таком устройстве скорость изготовления одностороннего гофрированного картона (15) определяется диаметром и скоростью вращения второго гофрирующего вала (3). Если бесконечный ремень (13) покрывает приблизительно три четверти наружной поверхности второго гофрирующего вала (3), при этом фиксируется время вращения при скорости вращения приблизительно 20 оборотов в минуту, независимо от диаметра вала (3). Однако количество изготовленного материала зависит от (измеренного в метрах) диаметра D вала (3) и составляет (для описанной выше формы) 20 πD метров в минуту, т.е. приблизительно 63 диаметра вала (3) метров в минуту (измеренного в метрах).
Например, второй гофрирующий вал (3), диаметр которого составляет 1,6 м, может производить приблизительно 100 м/мин одностороннего гофрированного картона.
На Фиг.1А крупным планом показана установка, представленная на Фиг.1, и более отчетливо показаны рифления на клеевом валике 4А.
Аспекты настоящего изобретения описаны здесь только в качестве примера, и следует понимать, что их можно модифицировать и дополнять, не выходя за рамки настоящего изобретения, определенные прилагающейся формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО КАРТОНА | 2011 |
|
RU2575082C2 |
| Клеевая композиция для гофрированного картона | 1976 |
|
SU862834A3 |
| ПАЧКА С ОТКИДНОЙ КРЫШКОЙ ДЛЯ ТАБАЧНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ), СПОСОБ И УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ЛИСТА БУМАЖНОГО КАРТОНА, ИСПОЛЬЗУЕМОГО В ПАЧКЕ | 1999 |
|
RU2218296C2 |
| БУМАЖНЫЕ И КАРТОННЫЕ ПРОДУКТЫ | 2020 |
|
RU2763271C1 |
| БУМАЖНЫЕ И КАРТОННЫЕ ПРОДУКТЫ | 2017 |
|
RU2727605C1 |
| БУМАЖНЫЕ И КАРТОННЫЕ ПРОДУКТЫ | 2017 |
|
RU2694038C1 |
| УЛУЧШЕНИЕ ВАЛКОВ ДЛЯ ГОФРИРОВАНИЯ | 2009 |
|
RU2509650C2 |
| ГОФРИРОВАННЫЙ КАРТОН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2171326C1 |
| КАРТОННЫЙ ПРОДУКТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2322353C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО УПАКОВОЧНОГО МАТЕРИАЛА, МНОГОСЛОЙНЫЙ УПАКОВОЧНЫЙ МАТЕРИАЛ И ИЗГОТОВЛЕННЫЙ ИЗ НЕГО УПАКОВОЧНЫЙ КОНТЕЙНЕР | 2016 |
|
RU2732133C2 |



Изобретение касается способа и установки для изготовления одностороннего гофрированного картона. Способ соединения по существу плоского листового материала с рифленым листовым материалом при помощи автоматического процесса включает этапы: a) нанесения клеящего вещества дискретными по существу одинаковыми порциями на контактные точки рифленого листового материала посредством валика, имеющего фасонную наружную поверхность в форме рифлений, и b) удерживания листовых материалов прижатыми друг к другу до формирования соединения между ними. Предложенное изобретение обеспечивает снижение себестоимости процесса изготовления гофрированного картона и повышает качество склеивания листового материала. 4 н. и 10 з.п. ф-лы, 5 ил.
1. Способ соединения по существу плоского листового материала с рифленым листовым материалом при помощи автоматического процесса, включающий этапы:
a) нанесения клеящего вещества дискретными по существу одинаковыми порциями на контактные точки рифленого листового материала посредством валика, имеющего фасонную наружную поверхность в форме рифлений, и
b) удерживания листовых материалов прижатыми друг к другу до формирования соединения между ними.
2. Способ по п.1, в котором листовые материалы изготовлены из бумаги.
3. Способ по п.2, в котором по меньшей мере один из листовых материалов изготовлен из крафт-бумаги.
4. Способ по любому из пп.1-3, в котором в качестве клеящего вещества используют клей на водной основе.
5. Способ по п.4, в котором клеящее вещество содержит дисперсию сополимера винилацетата.
6. Способ по п.5, в котором клеящее вещество обладает вязкостью в диапазоне 2100-2200 мПа·сек и резервом времени от 0,5 до 1 минуты.
7. Способ по п.1, в котором дискретная порция клеящего вещества имеет форму капли.
8. Способ по п.1, в котором давление для соединения листовых материалов друг с другом создают бесконечным натянутым ремнем.
9. Способ по п.1, в котором листовые материалы удерживают прижатыми друг к другу в течение не менее двух секунд.
10. Способ по п.9, в котором указанное время составляет от двух до четырех секунд.
11. Установка для изготовления одностороннего гофрированного картона путем склеивания рифленого листового материала, имеющего один или несколько гребней, с по существу плоским листом, включающая:
валик для нанесения клеящего вещества, выполненный с возможностью нанесения по существу одинаковыми дискретными порциями клеящего вещества на гребень гофрированного листового материала, и
прижимной механизм, выполненный с возможностью прижатия плоского листа к гребню гофрированного материала до образования соединения между ними,
при этом валик имеет фасонную внешнюю поверхность в форме рифлений.
12. Установка по п.11, в которой гребни рифлений на валике образуют спираль.
13. Односторонний гофрированный картон, изготовленный в соответствии со способом по пп.1-10.
14. Односторонний гофрированный картон, изготовленный в установке по п.11.
| US 4223633 B, 23.09.1980 | |||
| WO 0214061 A1, 21.02.2002 | |||
| WO 9535202 A1, 28.12.1995 | |||
| WO 2005056281 A1, 23.06.2005 |

