Область техники, к которой относится изобретение
Изобретение относится к ванной стекловаренной печи, по меньшей мере, с одним выступом для загрузки шихты и, по меньшей мере, с одним подающим устройством.
Уровень техники
Известно, что загрузка шихты у ванных стекловаренных печей с подковообразным направлением пламени значительно труднее и менее производительна, чем у печей с поперечным направлением пламени. У ванных стекловаренных печей с подковообразным направлением пламени с одной или двух сторон продольной оси ванны предусмотрены так называемые выступы, в которые сверху подается шихта, перемещаемая в направлении варочного бассейна. При этом выступы должны быть небольшими. Однако оказалось, что данный тип подачи из-за относительно коротких выступов в направлении варочного бассейна приводит в нем из-за влияния горелок, в частности при использовании подогретой смеси, к сильному выделению пыли, причем пыль осаждается на боковых стенках и на своде ванной печи, и вместе с огнеупорным материалом образует низкоплавкие соединения. Это известно как процесс коррозии огнеупорных материалов. Впоследствии частицы пыли попадают в регенераторы. Пыль реагирует там с огнеупорным материалом и приводит к коррозии. Далее пыль может зашлаковывать так называемую насадку в регенераторах и снижать КПД предварительного подогрева воздуха. В частности, при применении подогретой смеси данный вид запыления усиливается и приводит к указанным последствиям. Кроме того, шихта выделяет в атмосферу тепловую энергию, которая не может быть использована для процесса варки. Оказалось, что одно только увеличение выступов является неэффективным.
Раскрытие изобретения
В изобретении лежит задача улучшить технологию подачи через выступы ванных стекловаренных печей для того, чтобы уменьшить потери тепла в атмосферу и перенос пыли в верхнее строение печи и тем не менее усилить нагрев шихты.
Эта задача решается тем, что у вышеуказанной ванной стекловаренной печи, согласно изобретению, выступ
а) в направлении варочного бассейна имеет внутреннюю длину «LV», по меньшей мере, 2.250 мм,
b) на длине «LG», по меньшей мере, 1.200 мм есть изолирующее перекрытие, которое для подающего устройства содержит переднюю стенку, которая с перекрытием включает газовую камеру, которая открыта для варочного бассейна,
c) где так называемый показатель «К» не превышает 3,50 тонны (т) в час и на один квадратный метр поверхности, который рассчитывается из P/F, где Р - проплав в час в тоннах (т) и F - внутренняя поверхность выступа в метрах (м2).
Поставленная задача решается в полном объеме с помощью того, что уменьшаются потери тепла в атмосферу и перенос пыли в верхнее строение печи и тем не менее нагрев шихты усиливается. Из соображений целесообразности действует следующее: выступ увеличивается, и верхнее строение печи открыто для ванны, так что тепловое излучение может проникать в упомянутое верхнее строение печи выступа. За счет теплового излучения в выступ достигают то, что смесь как подогревается, так и спекается. Увеличение выступа приводит также к усиленному течению из середины ванны (горячее стекло) назад в данный выступ. Это сопровождается переносом тепла, которое служит для того, чтобы ускорить плавление смеси снизу. Поток стекла в зону выступа переносится за счет конвекции. Вследствие этого плавление в самом бассейне сокращается по времени и объему, что приводит к повышению производительности установки. Движущей силой является тепловая конвекция.
Целесообразны следующие варианты исполнения ванной стекловаренной печи - когда-либо в отдельности, либо в комбинации:
- передняя стенка содержит нижнюю кромку, которая лежит поверх плоскости «Е-Е», в которой расположен верхний край бассейна, и которая (кромка) ограничивает щель для подачи,
- подающее устройство содержит периодически передвигаемый вкладыш, которым через щель подачи дозируются порции шихты в выступ и расплав,
- подающее устройство содержит шнековый транспортер, благодаря которому шихта добавляется в выступ и расплав,
- шнековый транспортер имеет корпус, который герметично установлен в переднюю стенку выступа,
- внутренняя длина «LV» выступа составляет, по меньшей мере, 2.250 мм,
- перекрытие в продольном направлении выступа изогнуто вверх,
- перекрытие выступа в направлении варочного бассейна расположено под небольшим углом,
- перекрытие выступа вместе с передней стенкой включает газовую камеру, которая открыта по направлению газовой камеры над варочным бассейном,
- газовая камера над плоскостью Е-Е верхнего края бассейна имеет высоту «Н», по меньшей мере, 600 мм,
- выступ содержит боковые стенки, которые включают между собой открытый в направлении варочного бассейна угол «α» от 0 до 45°, в частности, когда боковые стенки включают между собой открытый в направлении варочного бассейна угол «α» от 5 до 30°,
- выступ у его входа в варочный бассейн имеет ширину «BV», по меньшей мере, 1000 мм.
- длина «LG» выступа составляет, по меньшей мере, 1.200 мм, и/или, когда:
- длина «LG» перекрытия выступа составляет, по меньшей мере, 70% длины «LV» выступа.
Изобретение относится также к способу нагрева шихты в ванной стекловаренной печи, по меньшей мере, с одним выступом, подающим устройством для загрузки шихты.
Для решения подобной задачи способ в соответствии с изобретением отличается тем, что:
a) нагрев и спекание шихты происходит сверху посредством проникновения теплового излучения из камеры бассейна в выступ,
b) длина пути подачи шихты в выступе выбирается таким образом, чтобы шихта дополнительно нагревалась снизу потоком и проникновением расплава, по меньшей мере, до частичного сплавления, и чтобы
c) шихта, по меньшей мере, в частично оплавленном состоянии, перемещается на поверхность расплава в варочный бассейн,
d) где так называемый показатель «К» не превышает 3,50 тонны (т) в час и на один квадратный метр поверхности, который рассчитывается из P/F, где Р - проплав в один час в тоннах (т) и F - внутренняя поверхность выступа в метрах (м2).
Целесообразны следующие варианты осуществления способа - когда - либо в отдельности, либо в комбинации:
- путь подачи шихты в выступе выбирается от 2,25 до 5 м, и/или когда:
- ширина «BV» пути подачи шихты в выступе у входа в варочный бассейн выбирается, по меньшей мере, 1,0 м.
Благодаря изобретению в зоне выступов не создается интенсивного газового потока, так что сильно уменьшается опасность переноса пыли. В то время как под сводом ванной печи в основном потоке области горения средние скорости течения составляют от 10 до 15 м/сек, средняя скорость потока в выступах - ниже 1 м/сек, однако температуры достигают 1.300°С, что приводит к интенсивной передаче энергии примерно 50 кВт∙м2.
Примеры осуществления изобретения:
Краткое описание чертежей
Два примера исполнения изобретения и принципы действия, а также другие преимущества разъясняются более подробно ниже при помощи фиг.1-8 и подробнее сравниваются с уровнем техники в соответствии с фиг.4 и 7.
Показано:
На фиг.1 - вертикальный поперечный разрез варочного бассейна в сочетании с вертикальными продольными разрезами через два выступа,
На фиг.2 - увеличенный разрез из фиг.1 с указаниями размеров,
На фиг.3 - увеличенный горизонтальный разрез через угол варочного бассейна и соседний выступ,
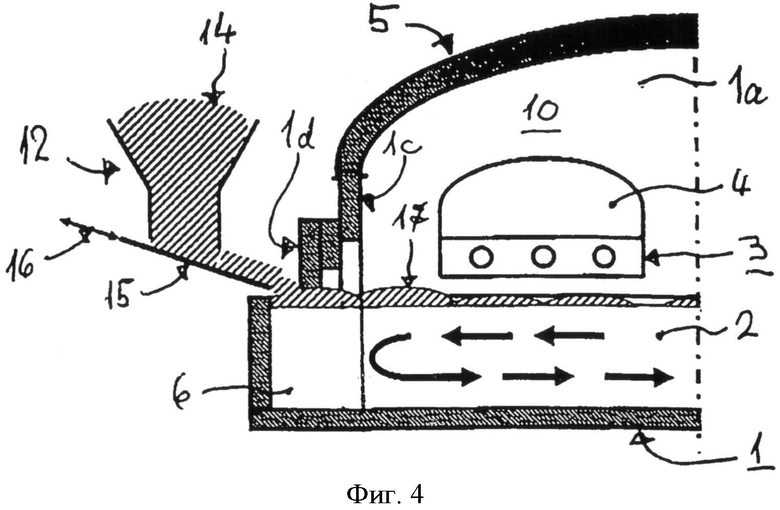
На фиг.4 - техническое решение с обычным выступом,
На фиг.5 - левая половина фиг.1 в увеличенном масштабе, с вкладышем в качестве подающего устройства при эксплуатации,
На фиг.6 - левая половина фиг.1 в увеличенном масштабе, со шнековым транспортером в качестве подающего устройства при эксплуатации,
На фиг.7 - вид сверху на содержание печи согласно техническому решению в рабочем состоянии с «ковром» из неспеченной шихты и
На фиг.8 - вид сверху на объем печи аналогично фиг.7, однако, с «ковром» из спеченной шихты.
Осуществление изобретения
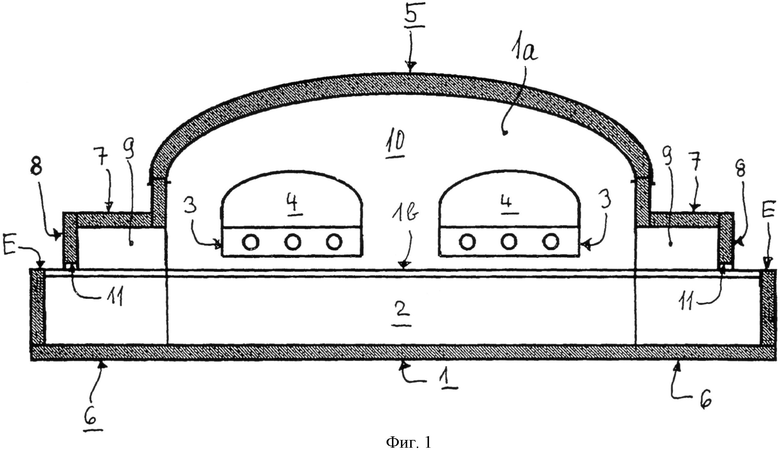
На фиг.1 и 2 представлен варочный бассейн 1, который нагревается с его содержимым, расплавом 2, посредством серии горелок 3, которые расположены в передней стенке 1а варочного бассейна 1 ниже устья по одной шахте 4 для топочного воздуха. Данные шахты 4 соединены с теплообменниками, например, из группы регенераторов. Серии горелок 3 и шахты 4 работают попеременно по известному способу, например, с тактом от 15 до 30 минут, то есть в то время как работает одна серия горелок 3, выхлопные газы удаляются через другую шахту 4.
По обе стороны варочного бассейна 1 симметрично относительно друг друга расположены так называемые выступы 6 с перекрытием 7, которое может быть выгнуто вверх, и с передней стенкой 8, которые вместе окружают газовую камеру 9. Они соединены с газовой камерой 10 через расплав 2 с варочным бассейном 1. Варочный бассейн 1 и выступы 6 заканчиваются вверху в одной горизонтальной плоскости Е-Е.
Передние стенки 8 заканчиваются внизу в нижней кромке 11, которая освобождает максимально узкую щель 11а для подачи шихты над плоскостью Е-Е. Длина «LG» газовой камеры 9 ниже перекрытия 7 составляет, по меньшей мере, приблизительно 70% внутренней длины «LV» выступа 6, а именно так, что между передней стенкой 8 и соседним краем варочного бассейна 1 и выступа 6 остается еще площадь для размещения шихты 14 над расплавом 2. Другие детали описаны ниже при помощи фиг.2 и 3.
Высота «Н» газовой камеры 9 над упомянутой плоскостью Е-Е составляет, по меньшей мере, 600 мм для того, чтобы способствовать подачи теплового излучения и/или пламенных газов. Допустимы значения до 900 мм. Выходящее наружу по наклону перекрытие 7 имеет размер «Н» для высоты на входе выступа 6 в газовую камеру 10 варочного бассейна 1.
На фиг.3 показано при сохранении и изменении в предыдущем списке позиций то, что выступ 6 содержит две боковые стенки 6а и 6b, которые соединены с варочным бассейном 1 и включают между собой угол «а», который открывается в направлении варочного бассейна 1 и может составлять от 0 до 45°, предпочтительно от 5 до 30°. Это и ширина «BV», по меньшей мере, 1000 мм, предпочтительно, по меньшей мере, 1.500 мм, в месте перехода, содействуют тому, что потоки расплава проходят и внутри выступов 6 и участвуют в достаточном большом объеме теплообмена. Другие детали описаны ниже с помощью фиг.5 и 6.
На фиг.4 представлено следующее техническое решение: в боковой стенке 1с варочного бассейна 1 над очень коротким выступом 6 расположено отверстие, которое находится перед заслонкой 1d. Ограниченное ей пространство настолько мало, что ни пламенные газы, ни их излучение не оказывают существенного влияния на подвод тепла в шихту 14 сверху. Подвод тепла расплавом 2 снизу (жирные стрелки) весьма ограничен, так что шихта 14 перемещается в варочный бассейн 1 в неспеченном состоянии. Эффект поясняется подробнее при помощи фиг.7.
На фиг.5 дополнительно к изобретению представлено: к выступу 6 и перекрытию 7 подсоединено подающее устройство 12, которое содержит следующее: резервуар 13 с регулируемым выпускным отверстием 13а в днище для шихты 14. Под ним расположен стоящий под углом вкладыш 15, который перемещается посредством здесь только условно обозначенного привода 16 с периодическими колебаниями и низкой частотой. Благодаря этому шихта 14 загружается частями в направлении щели подачи 11а на поверхность расплава 2 и передвигается в форме подушек 17 через газовую камеру 9 в направлении варочного бассейна 1, в котором поворачивается к выходу бассейна.
На фиг.6 представлен другой пример осуществления изобретения со следующими деталями: внутренняя длина перекрытия 7 соответствует внутренней длине «LV» выступа 6 на фигурах 2 и 3. Снаружи перед ним расположено подающее устройство 20, которое содержит следующее: резервуар 13 с регулируемым выпускным отверстием для шихты 14. Под ним находится горизонтальный шнековый транспортер 21, который приводится в движение мотором М. Шнековый транспортер 21 содержит цилиндрический корпус 21а, который герметично проходит сквозь переднюю стенку 8. Благодаря этому шихта 14 загружается внутри выступа 6 на поверхность расплава 2 и передвигается в форме подушек 17 через газовую камеру 9 в направлении варочного бассейна 1, в котором поворачивается к здесь не представленному выходу бассейна.
Пространственная компоновка объема и регулирование роста температуры внутри выступов 6 в соответствии с изобретением выбирается таким образом, чтобы внутри расплава 2 движение потока ориентировалось согласно изображенным стрелкам. Благодаря термокинетическиму эффекту поток ориентируется ниже шихты 14 в направлении внутреннего конца выступов 6, вследствие чего расплав 2 отдает часть своей теплоты тепла в шихту 14. Посредством охлаждения расплав 2 опускается в направлении днища выступа 6 и бассейна 1 и возвращается в них. Сверху шихта 14 нагревается за счет поступающего в газовую камеру 9 теплового излучения, и посредством данного комбинированного эффекта шихта 14 нагревается до высоких температур, которые благоприятствуют частичному сплавлению частиц, процесс, который можно назвать также спеканием, и это предотвращает процесс образования пыли.
На фиг.7 показано распределение неспеченной шихты 14 для технического решения на виде сверху содержания варочного бассейна. Сравнительно большая часть поверхности расплава перекрыта, и подвод тепла в расплав 2 сравнительно мал.
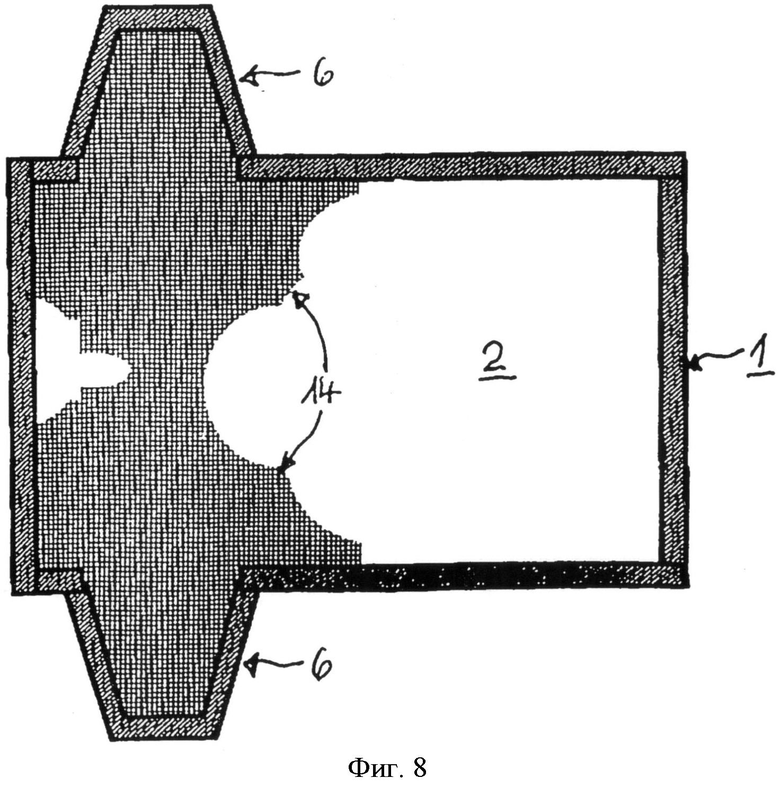
На фиг.8 представлено распределение спеченной шихты 14 для технического решения на виде сверху содержания варочного бассейна. Сравнительно более обширная поверхность расплава свободна, и соответственно больше подвод тепла в расплав 2.
Из сравнения фиг.7 и 8 получается следующий комбинированный эффект, где нужно учесть соотношения: пространственная компоновка объема и регулирование роста температуры внутри варочного бассейна 1 выбираются таким образом, чтобы внутри расплава 2 движение потока ориентировалось согласно изображенным на фиг.4 и 6 стрелкам. Благодаря описанному термокинетическиму эффекту поток ориентируется ниже шихты 14 в направлении передней стенки 1а, серии горелок 3 и выступов 6, вследствие чего расплав 2 отдает вверх часть своей теплоты тепла в шихту 14. Посредством охлаждения расплав 2 опускается в направлении днища варочного бассейна 1 и течет к выходу варочного бассейна. Благодаря данному комбинированному эффекту шихта 14 нагревается снизу и сверху до полного расплавления.
На фиг.8 показано, что шихта 14, исходя из соответствующего выступа 6, затвердевает благодаря поверхностному потоку согласно фиг.5 и 6 посредством спекания в «ковер», который освобождает очень большую часть поверхности расплава, что способствует подводу теплового излучения. В частности, вследствие этого предотвращается перемещение шихты к выходу бассейна. Фактически речь идет о синергетическом эффекте.
При анализе роль играет, в частности, так называемый параметр «К», где К=P/F и где Р - проплав в час в тоннах (т) и F - внутренняя поверхность выступа в метрах (м2), где не должно превышаться значение К=3,50.
Для устройства предполагается такая геометрия, конструкция компонентов, чтобы можно было добавлять в выступ шихту в соответствующем объемном и временном распределении, а оттуда перемещать в варочный бассейн. Предполагается, что нагрев шихты происходит при воздействии компонентов устройства. При этом прежде всего не должно быть превышено значение К 3,50 (три целых пятьдесятых) t/m2h. Речь идет о создании в выступе тепловых и механические условий, чтобы загрузить достаточное количество шихты в частично спеченном состоянии через выступ или загрузочный карман ванной печи Dog-House в варочный бассейн и при этом поддерживать способность к всплыванию спеченных продуктов.
Перечень позиций
BV ширина
Е-Е плоскость
F поверхность
Н высота
К показатель
LG длина
LV длина
М мотор
Р проплав
α угол
1 варочный бассейн
1а передняя стенка
1b верхний край бассейна
1с боковая стенка
1d заслонка
2 расплав
3 серии горелок
4 шахта
5 свод ванной печи
6 выступы
6а боковая стенка
6b боковая стенка
7 перекрытие
8 передняя стенка
9 газовая камера
10 газовая камера
11 нижняя кромка
11а щель для подачи
12 подающее устройство
13 резервуар
13а выпускное отверстие в днище
14 шихта
15 вкладыш
16 привод
17 порции
20 подающее устройство
21 шнековый транспортер
21а корпус.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕКЛОВАРЕННАЯ УСТАНОВКА | 2016 |
|
RU2707220C2 |
| СТЕКЛОВАРЕННАЯ ПЕЧЬ И СПОСОБ ВАРКИ СТЕКОЛ | 2008 |
|
RU2422386C1 |
| Способ варки стекла в стекловаренной печи | 1988 |
|
SU1836303A3 |
| ВАННАЯ СТЕКЛОВАРЕННАЯ ПЕЧЬ | 1989 |
|
RU2013383C1 |
| Ванная стекловаренная печь | 1976 |
|
SU655660A1 |
| Ванная стекловаренная печь | 1980 |
|
SU958335A1 |
| Ванная стекловаренная печь | 1975 |
|
SU649662A1 |
| Стекловаренная ванная печь | 1982 |
|
SU1065354A1 |
| Ванная стекловаренная печь | 1981 |
|
SU981259A1 |
| ЭЛЕКТРИЧЕСКАЯ СТЕКЛОВАРЕННАЯ ПЕЧЬ СОПРОТИВЛЕНИЯ | 1996 |
|
RU2180897C2 |





Изобретение относится к ванной стекловаренной печи и способу нагрева шихты в ней. Ванная стекловаренная печь, по меньшей мере, с одним выступом для загрузки шихты и, по меньшей мере, с одним подающим устройством. При этом выступ в направлении варочного бассейна имеет внутреннюю длину «LV», по меньшей мере, 2.250 мм, а на длине «LG», по меньшей мере, 1.200 мм снабжен изолирующим перекрытием, которое содержит для подающего устройства переднюю стенку, которая с перекрытием включает газовую камеру, которая открыта для варочного бассейна. Причем не превышается так называемый показатель «К» 3,50 тонны в час и на один квадратный метр поверхности, который рассчитывается из К=P/F, где К=P/F и где Р - проплав в час в тоннах (т) и F - внутренняя поверхность выступа в метрах (м2). 2 н. и 16 з. п. ф-лы, 8 ил.
1. Ванная стекловаренная печь (1), по меньшей мере, с одним выступом (6) для загрузки шихты (14) и, по меньшей мере, с одним подающим устройством (12, 20), отличающаяся тем, что выступ (6)
a) в направлении варочного бассейна (1) имеет внутреннюю длину «LV», по меньшей мере, 2.250 мм и,
b) на длине «LG», по меньшей мере, 1.200 мм снабжен изолирующим перекрытием (7), которое содержит для подающего устройства (12) переднюю стенку (8), которая с перекрытием (7) включает газовую камеру (9), которая открыта для варочного бассейна (1),
c) причем не превышается так называемый показатель «К» 3,50 тонны в час и на один квадратный метр поверхности, который рассчитывается из К=P/F, где К=P/F и где Р - проплав в час в тоннах (т) и F - внутренняя поверхность выступа в метрах (м2).
2. Устройство по п.1, отличающееся тем, что передняя стенка (8) содержит нижнюю кромку(11), которая лежит поверх плоскости «Е-Е», в которой расположен верхний край бассейна (1b), и которая (кромка) ограничивает щель (11а) для подачи.
3. Устройство по п.2, отличающееся тем, что подающее устройство (12) содержит периодически передвигаемый вкладыш (15) для дозирования через щель (11а) для подачи порции (17) шихты (14) в выступ (6) и расплав (2).
4. Устройство по п.1, отличающееся тем, что подающее устройство (20) содержит шнековый транспортер (21), обеспечивающий добавление шихты (14) в выступ (6) и расплав (2).
5. Устройство по п.4, отличающееся тем, что шнековый транспортер (21) имеет корпус (21а), который герметично установлен в переднюю стенку (8) выступа (6).
6. Устройство по п.1, отличающееся тем, что внутренняя длина «LV» выступа (6) составляет, по меньшей мере, 2.250 мм.
7. Устройство по п.1, отличающееся тем, что перекрытие (7) в продольном направлении выступа (6) изогнуто вверх.
8. Устройство по п.1, отличающееся тем, что перекрытие (7) выступа (6) в направлении варочного бассейна (1) расположено под небольшим углом.
9. Устройство по п.1, отличающееся тем, что перекрытие (7) выступа (6) вместе с передней стенкой (8) включает газовую камеру (9), которая открыта по направлению газовой камеры (10) над варочным бассейном (1).
10. Устройство по п.9, отличающееся тем, что газовая камера (9) над плоскостью Е-Е верхнего края бассейна (lb) имеет высоту «Н», по меньшей мере, 600 мм.
11. Устройство по п.1, отличающееся тем, что выступ (6) содержит боковые стенки (6а, 6b), которые включают между собой открытый в направлении варочного бассейна угол «α» от 0 до 45°.
12. Устройство по п.1, отличающееся тем, что выступ (6) у его входа в варочный бассейн (1) имеет ширину «BV», по меньшей мере, 1000 мм.
13. Устройство по п.1, отличающееся тем, что длина «LG» перекрытия (7) выступа (6) составляет, по меньшей мере, 1.200 мм,
14. Устройство по п.13, отличающееся тем, что длина «LG» (7) ствола (6) составляет, по меньшей мере, 70% внутренней длины «LV» выступа (6).
15. Способ нагрева шихты (14) в ванной стекловаренной печи (1), по меньшей мере, с одним выступом (6), с подающим устройством (12) для загрузки шихты (14),
отличающийся тем, что
a) нагрев и спекание шихты (14) происходит сверху посредством проникновения теплового излучения из камеры бассейна в выступ (6),
b) длину пути подачи шихты (14) в выступе (6) выбирают из условия дополнительного нагрева шихты (14) снизу потоком и проникновением расплава (2), по меньшей мере, до частичного сплавления, и
c) шихту (14), по меньшей мере, в частично оплавленном состоянии, перемещают на поверхность расплава (2) в варочный бассейн (1),
d) так называемый показатель «К» не превышает 3,50 тонны (т) в час и на один квадратный метр поверхности, который рассчитывается из P/F, где Р - проплав в один час в тоннах (т) и F - внутренняя поверхность выступа в метрах (м2).
16. Способ по п.15, отличающийся тем, что путь подачи шихты (14) в выступе (6) выбирают от 2,25 до 5 м.
17. Способ по п.16, отличающийся тем, что ширину «BV» пути подачи шихты (14) в выступе (6) у входа в варочный бассейн (1) выбирают, по меньшей мере, 1,0 м.
18. Способ по п.15, отличающийся тем, что положение уровня расплава в газовой камере (9) выбирают таким образом, чтобы до самой высокой точки перекрытия (7) оставалось, по меньшей мере, 600 мм.
| GB 406577 A, 01.03.1934 | |||
| Стекловаренная ванная печь | 1988 |
|
SU1604757A1 |
| Прямоточная регенеративная стекловаренная печь | 1986 |
|
SU1362711A1 |
| СТЕКЛОВАРЕННАЯ ПЕЧЬ | 2005 |
|
RU2291116C1 |
| СПОСОБ ВАРКИ БЕСЦВЕТНЫХ И ЦВЕТНЫХ ЖЕЛЕЗОСОДЕРЖАЩИХ СТЕКОЛ ИЗ СТЕКЛЯННОГО БОЯ | 2003 |
|
RU2250879C2 |

