Изобретение относится к области машиностроении, в частности к способам нанесения функциональных покрытий хрома и алюминия путем газофазного осаждения, и может быть использован в авиационном и энергетическом турбостроении для защиты лопаток газовых турбин от высокотемпературной газовой коррозии внутренних полостей охлаждаемых рабочих лопаток турбин.
Современный уровень рабочих температур и мощностей газотурбинных двигателей (ГТД) в значительной степени определяется использованием охлаждаемых лопаток турбин, имеющих сложную конфигурацию внутренней полости с охлаждаемыми каналами, которые соединяются с воздухоподводящими каналами газовым трактом двигателя с системой перфорированных отверстий.
При такой очень сложной конструкции лопаток защита внутренних и внешних трактовых поверхностей от высокотемпературной газовой коррозии является исключительно сложной задачей.
Известно, что в современных перспективных двигателях пятого поколения лопатки турбин должны работать в течение заданного ресурса при температуре газа перед турбиною 1850-1900°K и более, что, безусловно, невозможно без надежной их зашиты от газовой коррозии [Ю. Елисеев. Перспективные технологии производства лопаток ГТД. Двигатель, 2001, №5(17), с.4]. Практика показала, что наиболее эффективным способом обеспечения высокой долговечности лопаток газовых турбин для используемых конструкционных материалов является использование защитных покрытий.
Известен способ получения защитного покрытия на лопатках газовых турбин, включающий последовательное осаждение в вакууме на внешнюю поверхность пера лопатки первого слоя, последующее осаждение второго слоя на основе алюминия и вакуумный отжиг [см. описание к патенту РФ №2171315, М.к. C23C 14/06, опубл. 27.07.2001 г.]. При этом первый слой представляет собой конденсированное покрытие из никелевого сплава, который осаждают на слой из карбида металла, выбранного из группы титан, хром, ниобий, тантал, молибден, вольфрам, ванадий или гафний, полученный вакуумно-дуговым методом.
Применение описанного выше изобретения, по мнению авторов, позволит получить новый класс покрытий способных значительно (до двух раз) повысить ресурс лопаток турбин.
Однако, этот способ применим только для нанесения покрытий на внешнюю поверхность турбинной лопатки и принципиально не может быть использован для нанесения металлического покрытия на поверхностях внутренних каналов лопаток.
Известен также способ формирования металлического покрытия на поверхностях внутренних каналов лопасти турбины, при условии, что лопасть турбины имеет внешнюю поверхность и не менее одного внутреннего канала, включающий размещение лопасти турбины внутри камеры химического осаждения из паровой фазы (ХОПФ), подключение коллектора газа-реагента не менее чем к одному впускному отверстию внутреннего канала, нанесение покрытия на поверхности не менее чем одного внутреннего канала по технологии ХОПФ, с использованием газов-реагентов, покрывающих металлом, для формирования металлической пленки на поверхности не менее чем одного внутреннего канала, и откачку остаточных газов-реагентов, покрывающих металлом, не менее чем из одного внутреннего канала через одно выпускное отверстие, проходящее по внешней поверхности одного внутреннего канала [см. Описание к патенту США №7838070, М.кл. B05D 7/22, опубл. 23.11.10 г]. При этом способ характеризуется тем, что газ-реагенты, покрывающие металлом, содержат не менее, чем один алюминиевый газ-реагент, хромовый газ-реагент и кобальтовый газ-реагент, включает последующую вакуум-термическую обработку металлического покрытия, которую осуществляют при температуре в пределах 1800°F-2000°F, и в течение 2-10 часов, затем (предварительно) наносят маскирующий слой на внешнюю поверхность лопатки турбины для защиты от металлических осадков, которые удаляют с внешней поверхности лопасти турбины путем сметания таких осадков с внешней поверхности лопасти турбины, а также, путем жидкостного хонингования внешней поверхности лопасти турбины. Металлический реагент включает органо-металлический материал из ряда триэтилалюминий, триизобутилалюминий, триметилалюминий, диметилалюминий гидрид, диметилэтиламиналан и триметиламиналан. Способ осуществляют в диапазоне температур от 200°F до 1000°F или в диапазоне температур от 200°F до 800°F.
Описанное выше техническое решение позволяет наносить двухкомпонентные хром - алюминиевые покрытия на поверхностях внутренних каналов лопиток.
Однако описанный выше способ не обеспечивает необходимого качества покрытия в связи с нестабильным сцеплением покрытия с материалом лопатки, что снижает надежность деталей в процессе их эксплуатации, а при снижении требований к параметрам эксплуатации двигателей снижает их мощность.
Наиболее близким к заявляемому техническому решению по назначению, технической сущности и достигаемому результату при использовании является газоциркуляционный способ нанесения функциональных двухкомпонентных хром-алюминиевых покрытий на внутренние полости охлаждаемых рабочих лопаток газовых турбин для защиты от высокотемпературной газовой коррозии, включающий последовательное осаждение слоев хрома и алюминия с последующим высокотемпературным отжигом в вакууме для окончательного формирования структуры покрытия [Богуслаев А.В., Мурашко В.В. Газоциркуляционное покрытие лопаток турбины газотурбинных двигателей. - Вестник двигателестроения, №4/2006, стр.73-75], в котором после предварительной абразивной подготовки поверхностей лопаток перенос атомов хрома и алюминия из смеси на поверхность лопаток осуществляют с помощью галогенов при температуре 1000°±10°С, а формирование оптимальной структуры покрытия осуществляют в вакуумных печах при темпере 1050°±10°С и остаточном давлении 1,3 (10-1…10-3) Па.
В результате такой обработки получают покрытие, микроструктура которого состоит из двух зон: внешней однофазной и внутренней (диффузионной) многофазной. Содержание Al во внешней зоне покрытия составляет 18…22% и Cr 4…4,5%. Диффузионная зона содержит 12…14% Al и 6…7,5% Cr, а также повышенное содержание в сравнении с основным материалом V, Nb, W, что создает дополнительную «барьерность» элементов и препятствует обеднению основного материала лопаток в процессе эксплуатации.
Однако недостатком таких покрытий является, прежде всего, вероятность отслаивания осажденных слоев, а также большая стоимость, трудоемкость и недостаток возможностей для контроля технологического процесса нанесения покрытий.
Хотя на данное время циркуляционный способ нанесения газоциркуляционных покрытий (ГЦП) системы Ni-AL-Cr является единственным, используемым в серийном производстве на территории Украины и России, такие покрытия не всегда обеспечивают необходимую стойкость рабочих лопаток турбин при их эксплуатации, особенно для лопаток турбин современных перспективных авиадвигателей с существенно повышенными характеристиками.
Известно устройство для нанесения покрытия на детали газовой турбины, содержащее реакционную камеру, в которой на детали наносят покрытие, и источник металла, расположенный также в реакционной камере [см. описание к патентной заявке США №US 2010/0098971, Покрытие для деталей газовой турбины, способ и устройство для нанесения покрытия, М. кл. B32B 15/01, опубл. 22.04.2010 г.], при этом детали, на которые наносят покрытие, и источники металла расположены в камере друг против друга на параллельных уровнях так, что расстояние между деталями, которые покрывают, и источниками металла находится в пределах 10-150 мм. Это расстояние может быть и в пределах 20-150 мм. Несколько деталей, которые покрывают, соответственно расположены между двумя соответствующими уровнями источников, расположенных один над другим, и при этом десять уровней источников могут быть расположены в реакционной камере. Реакционная камера имеет осесимметричную конфигурацию с диаметром от 200 до 1500 мм и высотой более 1500 мм. Объемная плотность источника в отношении к объему реакционной камеры составляет от 2% до 5%. В устройстве, по крайней мере, одно галогеновое соединение может быть направлено к источнику через подающую линию.
Описанное выше устройство, по мнению заявителей, эффективно, а также экономично при нанесении покрытия.
Наиболее близким к заявляемому техническому решению по назначению, технической сущности и достигаемому результату при использовании является устройство для нанесения покрытия, состоящее из реакционной камеры, выполненной с возможностью вакуумирования, в которой установлено средство для размещения обрабатываемых деталей, средство для размещения источников материала покрытия [см. Богуслаев А.В., Мурашко В.В., Газоциркуляционное покрытие лопаток турбины газотурбинных двигателей, - Технология производства и ремонта, Вестник двигателестроения, №4/2006, стр.73-74]. Устройство выполнено с возможностью создания необходимого температурного поля, содержит внутренний защитный экран, средство для выравнивания температурного поля в реакционной камере и средство, обеспечивающее циркуляцию газовых компонентов внутри защитного экрана.
Описанное выше устройство обеспечивает возможность получения покрытия на лопатках газовой турбины при температурах от 900 до 1000°C и является вместе с описанным выше способом, как отмечено выше, единственным в настоящее время, используемым в условиях серийного производства в Украине и России.
Однако размещение в одной камере покрываемых деталей и источников галогеновых газ-реагентов делает процесс нанесения покрытия трудно управляемым, поскольку сложно проконтролировать расход материала, являющегося источником газ-реагента. Особенно это сложно делать вследствие его агрессивности по отношению к материалу устройства. Использование двухкамерного комплекса, постоянно атакуемого агрессивными средами, увеличивает эксплуатационные расходы и, соответственно, стоимость наносимых покрытий, а, кроме того, и покрытия, полученные в этих условиях, не всегда обеспечивают необходимую стойкость рабочих лопаток турбин при эксплуатации, особенно, на лопатках турбин современных перспективных авиадвигателей с существенно повышенными характеристиками.
Поэтому целью заявляемых технических решений является повышение качества путем улучшения характеристик покрытия в отношении прочности и сцепления с материалом турбинной лопатки при повышенных параметрах эксплуатации газотурбинного двигателя.
Поставленная цель достигается тем, что в известном способе нанесения двухкомпонентных хром-алюминиевых покрытий на внутренние полости охлаждаемых рабочих лопаток газовых турбин, включающий последовательное осаждение слоев хрома и алюминия с последующим высокотемпературным отжигом в вакууме, согласно изобретению, осаждение из газовой фазы слоев хрома выполняют при термическом разложении гексакарбонила хрома Cr(CO)6 и алюминия при термическом разложении триметилалюминия Al(CH3)3, осаждение слоев хрома и алюминия выполняют при давлении в вакуумной камере 1,0-1,2.10-2 мм рт.ст., при осаждении хрома гексакарбонил хрома Cr(CO)6 нагревают до температуры 110-120°C, в зоне осаждения устанавливают температуру 400-450°C, слой хрома формируют в течение не менее 2-3 часов, при осаждении алюминия триметилалюминия Al(CH3)3 нагревают до температуры 100-110°C, в зоне осаждения устанавливают температуру 300-350°C, слой алюминия формируют в течение не менее 5-6 часов.
Поставленная цель достигается также тем, что известном устройстве для нанесения двухкомпонентного хром-алюминиевого покрытия на внутренние полости охлаждаемых рабочих лопаток газовой турбины, содержащем нагреваемые контейнеры для размещения источников материала покрытия гексакарбонила хрома Cr(CO)6 и триметилалюминия Al(CH3)3 и средства для создания необходимого температурного поля, согласно изобретению, реакционная камера, установлена внутри вакуумной камеры, разделена теплоизолирующей вакуумноплотной перегородкой на предварительную зону и зону осаждения, имеющие разные температурные поля, причем упомянутая перегородка выполнена в качестве средства для установки в ней обрабатываемых лопаток так, что замковая часть лопатки расположена в предварительной зоне, а рабочая часть лопатки - в зоне осаждения, при этом установка дополнительно содержит нагреваемые контейнеры для размещения источников материала покрытия гексакарбонила хрома Cr(CO)6 и триметилалюминия Al(CH3)3, установленные вне вакуумной камеры и соединенные с помощью прогреваемых транспортных систем и прогреваемых клапанов с входом в предварительную зону реакционной камеры, имеющих более низкую температуру, чем зона осаждения, в качестве средств для создания температурного поля использованы нагревательная система и формирующие температурное поле экраны, размещенные в зоне осаждения реакционной камеры.
Как видно из изложения сущности заявляемых технических решений, они отличаются от прототипов и, следовательно, являются новыми.
Решения также имеют изобретательский уровень. В основу заявляемого технического решения поставлена задача улучшения способа нанесения функциональных двухкомпонентных хром-алюминиевых покрытий на поверхностях внутренних каналов лопаток газовых турбин, в котором, вследствие выполнения осаждения из газовой фазы слоев хрома при термическом разложении гексакарбонила хрома Cr(CO)6 и алюминия при термическом разложении триметилалюминия Al(CH3)3., выполнения осаждения слоев хрома и алюминия при давлении в вакуумной камере 1,0-1,2.10-2 мм рт.ст., нагревания при осаждении хрома гексакарбонила хрома Cr(CO)6 до температуры 110-120°C, установлении в зоне осаждения температуры 400-450°C, формирования слоя хрома в течение не менее 2-3 часов, нагревания при осаждении алюминия триметилалюминия Al(CH3)3 до температуры 100-110°C, установления в зоне осаждения температуры 300-350°C, формирования слоя алюминия в течение не менее 5-6 часов, обеспечивается новый технический результат.
В основу заявляемого технического решения поставлена также задача улучшения устройства для нанесения покрытия на детали газовой турбины, в котором, вследствие установки реакционной камеры внутри вакуумной камеры, разделенной теплоизолирующей вакуумноплотной перегородкой на предварительную зону и зону осаждения, имеющие разные температурные поля, выполнения упомянутой перегородки в качестве средства для установки в ней обрабатываемых лопаток так, что замковая часть лопатки расположена в предварительной зоне, а рабочая часть лопатки - в зоне осаждения, при этом установка дополнительно содержит нагреваемые контейнеры для размещения источников материала покрытия гексакарбонила хрома Cr(CO)6 и триметилалюминия Al(CH3)3, установленные вне вакуумной камеры и соединенные с помощью прогреваемых транспортных систем и прогреваемых клапанов с входом в предварительную зону реакционной камеры, имеющие более низкую температуру, чем зона осаждения, использования в качестве средств для создания температурного поля нагревательной системы и формирующих температурное поле экранов, размещенных в зоне осаждения реакционной камеры, обеспечивается новый технический результат.
Новый технический результат проявляется в более высокой адгезионной способности слоя хрома, на который последовательно осаждают слой алюминия. Отсутствие нежелательных абсорбированных атомов и молекул, например из воздуха позволяет осаждать слой алюминия на идеально очищенные поверхности, а такие поверхности способны образовывать новые сильные межатомные связи. Это исключает в дальнейшем отслаивание покрытия в целом при дальнейшей обработке лопатки турбины в вакууме.
Как отмечено выше, известно использование способа химического осаждения из паровой фазы (аналога газоциркуляционного способа) [см. описание к патенту США №7838070, М. кл. B05D 7/22, опубл. 23.11.10 г], включающего использование газов-реагентов из ряда алюминиевый газ-реагент, хромовый газ-реагент, и кобальтовый газ-реагент. Способ включает также использование органо-металлических материалов из ряда триэтилалюминий, триизобутилалюминий, триметилалюминий, диметилалюминий гидрид, диметилэтиламин алан и триметиламин алан. Способ предполагает нанесение покрытия на поверхность использованием методики химического осаждения из паровой фазы в диапазоне температур от 93°C до 537°C. Способ предполагает также вакуум-термическую обработку металлического покрытия при температуре в пределах 1000°C-1100°C, и в течение 2-10 часов.
Однако предлагаемый способ и устройство принципиально отличаются от известных созданием и использованием высокочистых поверхностей, на которые происходит осаждение комплекса покрывающих слоев, обеспечивающих адгезионные и диффузионные процессы в условиях максимально эффективного проявления этих свойств. Кроме того, в сравнении с прототипом способ предлагает использовать соединения, которые являются нетоксичними и менее коррозионноактивными, что существенно облегчает технологическую работу с ними. При этом коррозионная нагрузка на оборудование существенно уменьшается, благодаря чему резко снижаются требования к конструкционным материалам оборудования. Процесс осаждения покрытий проводится при существенно более низких температурах, является хорошо контролируемым и обеспечивает высокую повторяемость технологических процессов. Предлагаемый способ и устройство обеспечивают широкие возможности в целенаправленном изменении свойств покрытия с привязкой к обрабатываемому материалу и условиям его обработки, что обеспечивает более высокое качество покрытий. Благодаря конструкции технологического устройства покрытия хрома и алюминия наносятся в одной и той же вакуумной камере в едином технологическом цикле, что значительно сокращает длительность процесса и существенно повышает экономические показатели получения качественного конечного продукта. Наличие вакуумно и термически разделенных двух камер в технологическом устройстве дает возможность раздельно нанести покрытия на внутренние и внешние поверхности рабочих лопаток, что важно для последующего нанесения качественных термозащитных покрытий.
Решение промышленно применимо, поскольку реализуется в технологическом процессе формирования двухкомпонентных хром-алюминиевых покрытий на поверхностях внутренних каналов охлаждаемых рабочих турбинных лопаток.
На фиг. показана схема устройства для реализации предлагаемого способа.
Способ нанесения двухкомпонентных хром-алюминиевых покрытий на внутренние полости охлаждаемых рабочих лопаток газовых турбин. Лопатки газотурбинного двигателя размещают в реакционной камере. Загружают контейнеры гексакарбонилом хрома Cr(CO)6 и триметилалюминия Al(CH3)3, понижают в реакционной камере давление до P1=1,0…1,2·10-4 мм рт.ст. После понижения давления в устройстве до заданного значения начинают плавно поднимать температуру в трех зонах устройства. В результате прогрева устанавливают при осаждении хрома в реакционной камере в зоне осаждения температуру 400-450°C, в других зонах и системах устройства устанавливают температуру не ниже 110-120°C. В течение 2-3 часов в устройстве поддерживают заданные температуры, и на внутренних поверхностях лопатки образуется слой хрома Cr толщиной 5-7 мкм. После завершения осаждения хрома снова в устройстве устанавливают давление до P=1,0…1,1.10-4 мм рт.ст., в зоне осаждения устанавливают температуру 300-350°C, а в других зонах устройства устанавливают температуру 100-110°C. В течение 5-6 часов на внутренних поверхностях лопатки на слое хрома образуется слой алюминия толщиной 20-25 мкм. После завершения формирования слоя алюминия снова в вакуумной камере понижают до P=1,0…1,1.10-4 мм рт.ст.
Завершается процесс формирования хромо-алюминиевого покрытия отжигом лопатки газотурбинного двигателя при температуре 1050±5°C, остаточном давлении 1,3(10-1…10-3) Па в течение 2-5 часов.
Устройство для нанесения металлических покрытий содержит реакционную камеру 1, установленную в вакуумной камере 2. Реакционная камера 1 разделена на две зоны 3 и 4 теплоизоляционной герметичной перегородкой 5, выполненной с возможностью установки на ней лопаток газовой турбины. Замковая часть лопатки 6, содержащая входные отверстия 7, находится в предварительной зоне реакционной камеры 3, а рабочая часть 8 лопатки, на внутренние перфорированные полости которой наносят покрытия, установлена в зоне осаждения реакционной камеры 4. Предварительная зона 3 реакционной камеры через прогреваемые транспортные системы 9, 10 и клапана 11, 12 соединена с прогреваемыми контейнерами 13 и 14, в которых располагают металлоорганические реагенты. С вакуумной камерой 2 зона 3 соединена байпасной линией 15 с клапаном 16. В зоне осаждения реакционной камеры 4 установлена нагревательная система 17 и формирующие температурное поле экраны 18.
Устройство работает следующим образом. При установлении соответствующих давлений и температурных полей в зонах 3, 4 реакционной камеры 1 и соответствующем нагреве транспортных систем 9, 10 и контейнеров 13, 14 в последних происходит испарение либо гексакарбонила хрома Cr(CO)6, либо триметилалюминия Al(CH3)3, и их транспорт из зон с менее высокой температурой 3, 9, 10, 13, 14, в зону 4 реакционной камеры 1 с более высокой температурой. При температурах 400-450°C, 300-350°C происходит распад соответственно гексакарбонила хрома Cr(CO)6 и триметилалюминия Al(CH3)3, с образованием слоев хрома и алюминия.
В таблице, приведенной ниже, показаны результаты реализации способа в описанном выше устройстве.
Как видно из описания способа и устройства для его осуществления, предлагаемые технические решения позволяют повысить качество путем улучшения характеристик покрытия в отношении прочности и сцепления с материалом турбинной лопатки при повышенных параметрах эксплуатации газотурбинного двигателя. Кроме того, предлагаемое устройство позволяет в большей степени контролировать процессы, идущие в реакционной камере, что снижает в целом затраты на ее эксплуатацию.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОДНОСТАДИЙНОГО ДИФФУЗИОННОГО КОБАЛЬТОАЛИТИРОВАНИЯ ДЕТАЛЕЙ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2018 |
|
RU2694414C1 |
| Способ многокомпонентного диффузионного насыщения поверхности деталей из жаропрочных никелевых сплавов | 2019 |
|
RU2699332C1 |
| ИЗНОСОСТОЙКОЕ АНТИФРИКЦИОННОЕ ПОКРЫТИЕ | 2013 |
|
RU2567125C2 |
| ЛОПАТКА ТУРБИНЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2065505C1 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ТУРБОМАШИН ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ ОТ ЭРОЗИИ И СОЛЕВОЙ КОРРОЗИИ | 2014 |
|
RU2559612C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ЛОПАТКУ ТУРБИНЫ | 1993 |
|
RU2078148C1 |
| Способ нанесения теплозащитного покрытия на лопатки турбин высоконагруженного двигателя | 2018 |
|
RU2688417C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОСТОЙКОГО ПОКРЫТИЯ НА ЛОПАТКАХ ГАЗОВЫХ ТУРБИН | 2010 |
|
RU2441101C2 |
| СПОСОБ НАНЕСЕНИЯ КОМБИНИРОВАННОГО ЖАРОСТОЙКОГО ПОКРЫТИЯ | 2009 |
|
RU2402633C1 |
| КОМПОЗИЦИОННОЕ ПОКРЫТИЕ ДЛЯ АЛЮМИНИЯ ИЛИ ЕГО СПЛАВОВ | 2014 |
|
RU2585112C2 |
Изобретение относится к области машиностроения и может быть использовано в авиационном и энергетическом турбостроении. Осуществляют последовательное осаждение слоев хрома и алюминия с последующим высокотемпературным отжигом в вакууме при температуре 1050±5°С, остаточном давлении 1,3(10-1-10-3) Па в течение 2-5 часов. Осаждение из газовой фазы слоев хрома выполняют при термическом разложении гексакарбонила хрома Cr(СО)6, а слоев алюминия - при термическом разложении триметилалюминия Al(СН3)3. При осаждении хрома гексакарбонил хрома Cr(CO)6 нагревают до температуры 110-120°С, в зоне осаждения устанавливают температуру 400-450°С, слой хрома формируют в течение не менее 2-3 часов. При осаждении алюминия триметилалюминий Al(CH3)3 нагревают до температуры 100-110°С, в зоне осаждения устанавливают температуру 300-350°С, слой алюминия формируют в течение не менее 5-6 часов. Указанное устройство содержит реакционную камеру, установленную внутри вакуумной камеры и разделенную теплоизолирующей вакуумноплотной перегородкой на предварительную зону и зону осаждения, имеющие разные температурные поля. Нагреваемые контейнеры для размещения упомянутых источников материала покрытия установлены вне вакуумной камеры и соединены с помощью прогреваемых транспортных систем и прогреваемых клапанов с входом в предварительную зону реакционной камеры. Для создания температурного поля использованы нагревательная система и формирующие температурное поле экраны, размещенные в зоне осаждения реакционной камеры.
Обеспечивается повышение качества покрытия в отношении прочности и сцепления с материалом турбинной лопатки при повышенных параметрах эксплуатации газотурбинного двигателя. 2 н.п. ф-лы, 1 ил., 1 табл.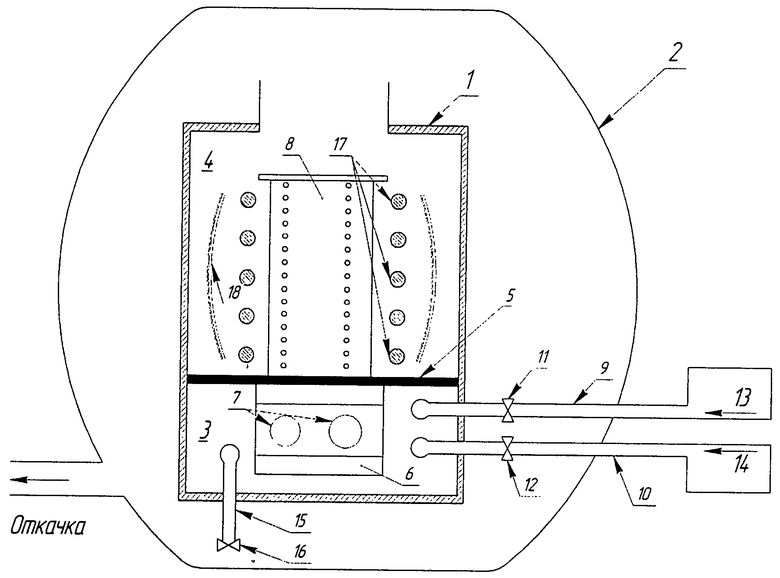
1. Способ нанесения двухкомпонентного хром-алюминиевого покрытия на внутренние полости охлаждаемых рабочих лопаток газовых турбин, включающий последовательное осаждение слоев хрома и алюминия с последующим высокотемпературным отжигом в вакууме, отличающийся тем, что осаждение из газовой фазы слоев хрома выполняют при термическом разложении гексакарбонила хрома Cr(СО)6 и алюминия при термическом разложении триметилалюминия Al(СН3)3, осаждение слоев хрома и алюминия выполняют при давлении в вакуумной камере 1,0-1,2·10-2 мм рт. ст., при осаждении хрома гексакарбонил хрома Cr(CO)6 нагревают до температуры 110-120°С, в зоне осаждения устанавливают температуру 400-450°С, слой хрома формируют в течение не менее 2-3 часов, при осаждении алюминия триметилалюминий Al(CH3)3 нагревают до температуры 100-110°С, в зоне осаждения устанавливают температуру 300-350°С, слой алюминия формируют в течение не менее 5-6 часов, а высокотемпературный отжиг проводят при температуре 1050±5°С, остаточном давлении 1,3(10-1-10-3) Па в течение 2-5 часов.
2. Устройство для нанесения двухкомпонентного хром-алюминиевого покрытия на внутренние полости охлаждаемых рабочих лопаток газовой турбины, содержащее реакционную камеру, в которой размещены средства для установки обрабатываемых лопаток и средства для создания необходимого температурного поля, отличающееся тем, что реакционная камера, установленная внутри вакуумной камеры, разделена теплоизолирующей вакуумноплотной перегородкой на предварительную зону и зону осаждения, имеющие разные температурные поля, причем упомянутая перегородка выполнена в качестве средства для установки в ней обрабатываемых лопаток так, что замковая часть лопатки расположена в предварительной зоне, а рабочая часть лопатки - в зоне осаждения, при этом установка дополнительно содержит нагреваемые контейнеры для размещения источников материала покрытия гексакарбонила хрома Cr(CO)6 и триметилалюминия Al(CH3)3, установленные вне вакуумной камеры и соединенные с помощью прогреваемых транспортных систем и прогреваемых клапанов с входом в предварительную зону реакционной камеры, имеющую более низкую температуру, чем зона осаждения, в качестве средств для создания температурного поля использованы нагревательная система и формирующие температурное поле экраны, размещенные в зоне осаждения реакционной камеры.
| БОГУСЛАЕВ А.В | |||
| и др., Газоциркуляционное покрытие лопаток турбины газотурбинных двигателей, Вестник двигателестроения, Запорожье, ОАО "Мотор Сич", 2006, | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| ИЗДЕЛИЕ С МЕТАЛЛИЧЕСКИМ ОСНОВНЫМ ТЕЛОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2168558C2 |
| МЕТАЛЛОПОКРЫТИЕ С ПОВЫШЕННОЙ АДГЕЗИЕЙ К МАТЕРИАЛУ ПОДЛОЖКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2358034C2 |
| US 20080014348 A1, 17.01.2008 | |||
| US 20100098971 A1, 22.04.2010 | |||

